Спосіб нанесення антикорозійного покриття на металеві будівельні конструкції
Номер патенту: 111179
Опубліковано: 10.11.2016
Автори: Тарасов В'ячеслав Кирилович, Банах Віктор Аркадійович, Воденнікова Ольга Сергіївна

Формула / Реферат
Спосіб нанесення антикорозійного покриття на металеві будівельні конструкції шляхом електролізу в розплаві фторидів натрію та алюмінію і хлориду натрію, який відрізняється тим, що нанесення покриття виконують при температурі 720-750 °C, щільності струму 1,5-2,2 А/см2 та тривалості процесу 16-20 хв.
Текст
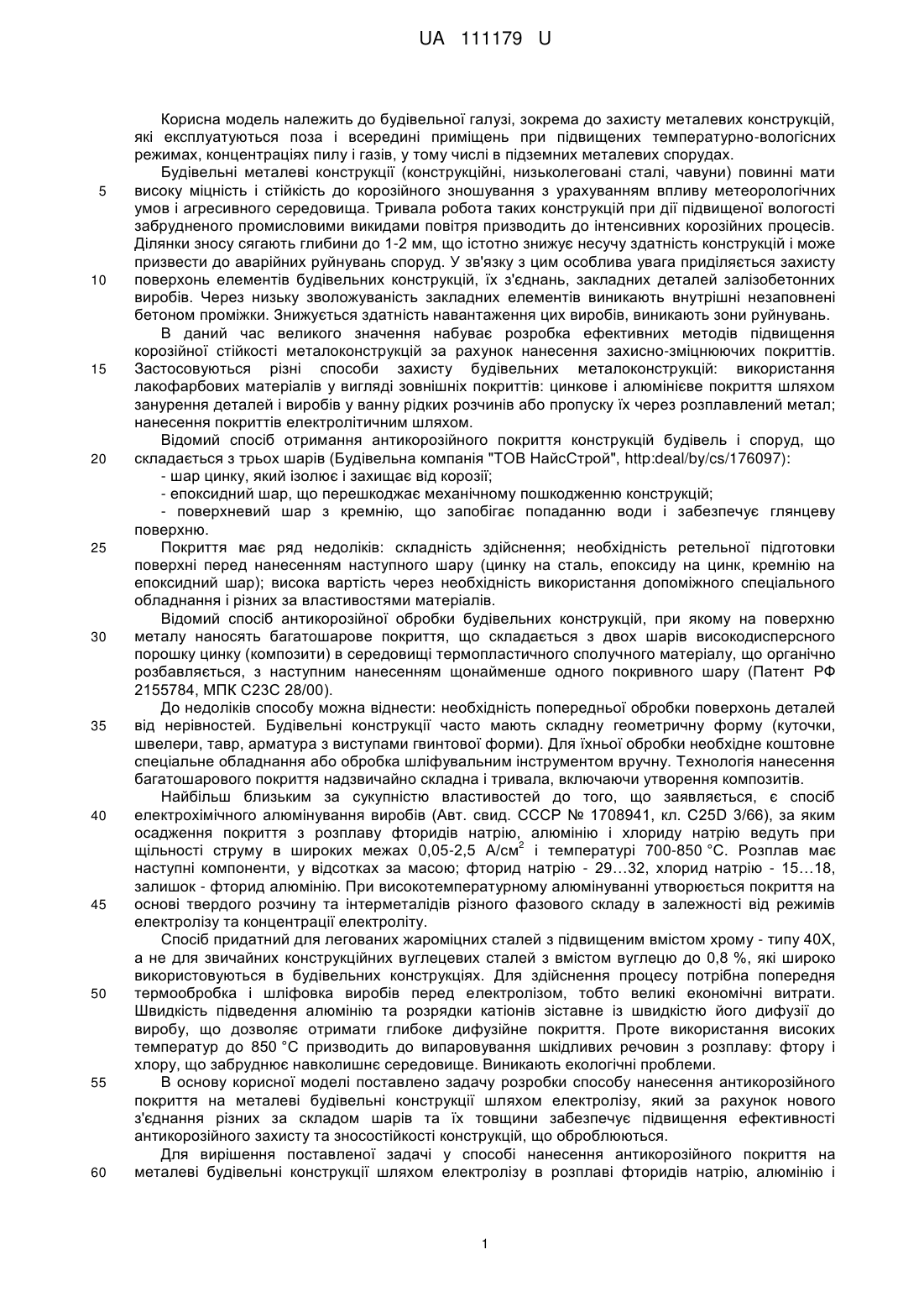
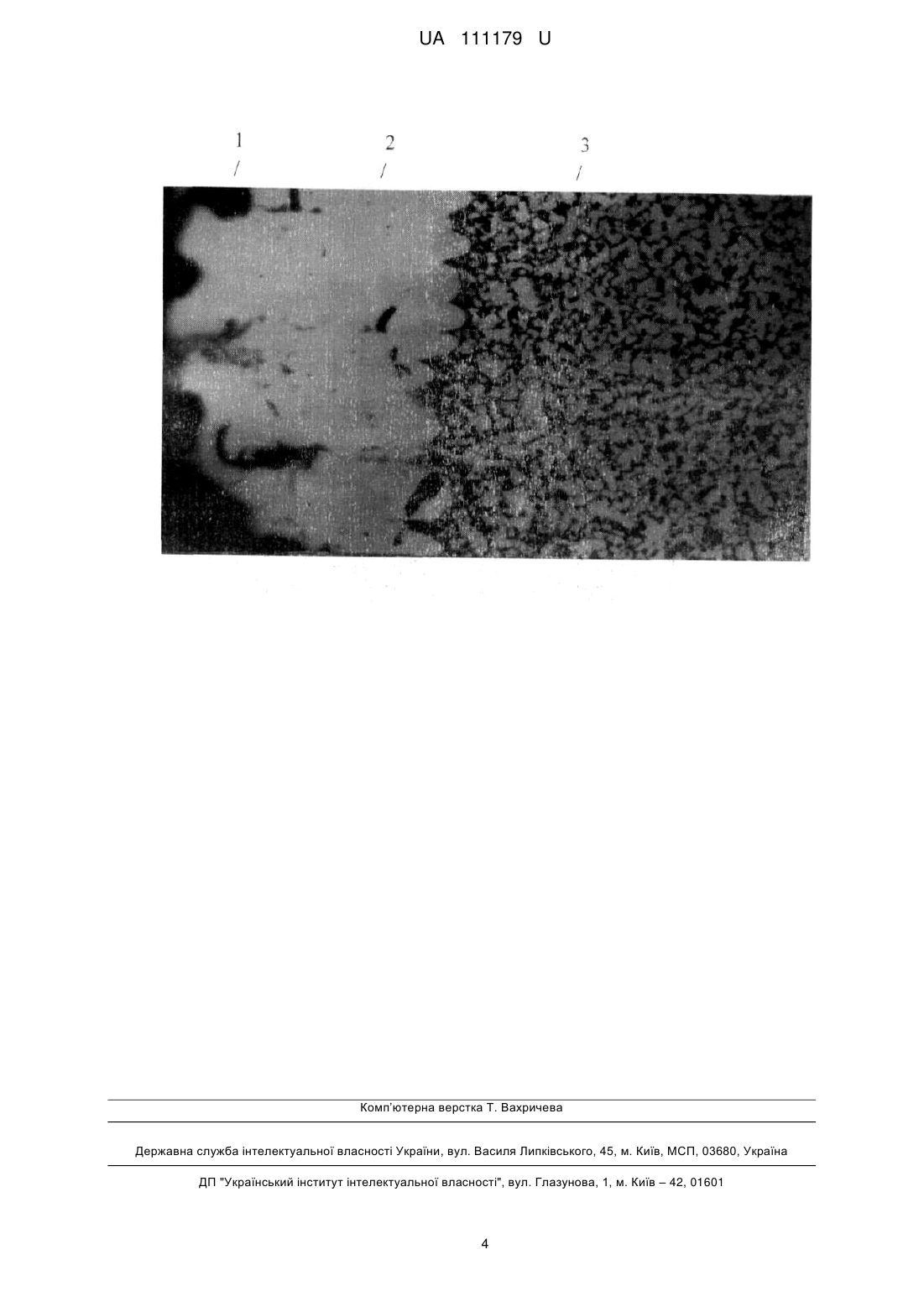
Реферат: Спосіб нанесення антикорозійного покриття на металеві будівельні конструкції шляхом електролізу в розплаві фторидів натрію та алюмінію і хлориду натрію. Нанесення покриття 2 виконують при температурі 720-750 °C, щільності струму 1,5-2,2 А/см та тривалості процесу 1620 хв. UA 111179 U (54) СПОСІБ НАНЕСЕННЯ АНТИКОРОЗІЙНОГО ПОКРИТТЯ НА МЕТАЛЕВІ БУДІВЕЛЬНІ КОНСТРУКЦІЇ UA 111179 U UA 111179 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до будівельної галузі, зокрема до захисту металевих конструкцій, які експлуатуються поза і всередині приміщень при підвищених температурно-вологісних режимах, концентраціях пилу і газів, у тому числі в підземних металевих спорудах. Будівельні металеві конструкції (конструкційні, низьколеговані сталі, чавуни) повинні мати високу міцність і стійкість до корозійного зношування з урахуванням впливу метеорологічних умов і агресивного середовища. Тривала робота таких конструкцій при дії підвищеної вологості забрудненого промисловими викидами повітря призводить до інтенсивних корозійних процесів. Ділянки зносу сягають глибини до 1-2 мм, що істотно знижує несучу здатність конструкцій і може призвести до аварійних руйнувань споруд. У зв'язку з цим особлива увага приділяється захисту поверхонь елементів будівельних конструкцій, їх з'єднань, закладних деталей залізобетонних виробів. Через низьку зволожуваність закладних елементів виникають внутрішні незаповнені бетоном проміжки. Знижується здатність навантаження цих виробів, виникають зони руйнувань. В даний час великого значення набуває розробка ефективних методів підвищення корозійної стійкості металоконструкцій за рахунок нанесення захисно-зміцнюючих покриттів. Застосовуються різні способи захисту будівельних металоконструкцій: використання лакофарбових матеріалів у вигляді зовнішніх покриттів: цинкове і алюмінієве покриття шляхом занурення деталей і виробів у ванну рідких розчинів або пропуску їх через розплавлений метал; нанесення покриттів електролітичним шляхом. Відомий спосіб отримання антикорозійного покриття конструкцій будівель і споруд, що складається з трьох шарів (Будівельна компанія "ТОВ НайсСтрой", http:deal/by/cs/176097): - шар цинку, який ізолює і захищає від корозії; - епоксидний шар, що перешкоджає механічному пошкодженню конструкцій; - поверхневий шар з кремнію, що запобігає попаданню води і забезпечує глянцеву поверхню. Покриття має ряд недоліків: складність здійснення; необхідність ретельної підготовки поверхні перед нанесенням наступного шару (цинку на сталь, епоксиду на цинк, кремнію на епоксидний шар); висока вартість через необхідність використання допоміжного спеціального обладнання і різних за властивостями матеріалів. Відомий спосіб антикорозійної обробки будівельних конструкцій, при якому на поверхню металу наносять багатошарове покриття, що складається з двох шарів високодисперсного порошку цинку (композити) в середовищі термопластичного сполучного матеріалу, що органічно розбавляється, з наступним нанесенням щонайменше одного покривного шару (Патент РФ 2155784, МПК С23С 28/00). До недоліків способу можна віднести: необхідність попередньої обробки поверхонь деталей від нерівностей. Будівельні конструкції часто мають складну геометричну форму (куточки, швелери, тавр, арматура з виступами гвинтової форми). Для їхньої обробки необхідне коштовне спеціальне обладнання або обробка шліфувальним інструментом вручну. Технологія нанесення багатошарового покриття надзвичайно складна і тривала, включаючи утворення композитів. Найбільш близьким за сукупністю властивостей до того, що заявляється, є спосіб електрохімічного алюмінування виробів (Авт. свид. СССР № 1708941, кл. С25D 3/66), за яким осадження покриття з розплаву фторидів натрію, алюмінію і хлориду натрію ведуть при 2 щільності струму в широких межах 0,05-2,5 А/см і температурі 700-850 °C. Розплав має наступні компоненти, у відсотках за масою; фторид натрію - 29…32, хлорид натрію - 15…18, залишок - фторид алюмінію. При високотемпературному алюмінуванні утворюється покриття на основі твердого розчину та інтерметалідів різного фазового складу в залежності від режимів електролізу та концентрації електроліту. Спосіб придатний для легованих жароміцних сталей з підвищеним вмістом хрому - типу 40Х, а не для звичайних конструкційних вуглецевих сталей з вмістом вуглецю до 0,8 %, які широко використовуються в будівельних конструкціях. Для здійснення процесу потрібна попередня термообробка і шліфовка виробів перед електролізом, тобто великі економічні витрати. Швидкість підведення алюмінію та розрядки катіонів зіставне із швидкістю його дифузії до виробу, що дозволяє отримати глибоке дифузійне покриття. Проте використання високих температур до 850 °C призводить до випаровування шкідливих речовин з розплаву: фтору і хлору, що забруднює навколишнє середовище. Виникають екологічні проблеми. В основу корисної моделі поставлено задачу розробки способу нанесення антикорозійного покриття на металеві будівельні конструкції шляхом електролізу, який за рахунок нового з'єднання різних за складом шарів та їх товщини забезпечує підвищення ефективності антикорозійного захисту та зносостійкості конструкцій, що оброблюються. Для вирішення поставленої задачі у способі нанесення антикорозійного покриття на металеві будівельні конструкції шляхом електролізу в розплаві фторидів натрію, алюмінію і 1 UA 111179 U 5 10 15 20 25 30 хлориду натрію, згідно з корисною моделлю, нанесення захисного покриття виконують при 2 температурі 720-750 °C, щільності струму 1,5-2,2 А/см і тривалості процесу 16-20 хв. При температурі процесу менше 720 °C розплав перетворюється в густе в'язке середовище і процес електропереносу практично зупиняється. При температурі більше 750 °C відбувається розкладання розплаву та випаровування шкідливих елементів F і Cl. При цьому знижується необхідна концентрація цих елементів у розплаві, порушується екологія навколишнього середовища. 2 При щільності струму менше 1,5 А/см процес формування алюмінієвого покриття істотно 2 сповільнюється, а при щільності більше 2,2 А/см можливий перегрів розплаву більше 750 °C. Створюється нерівномірний пухкий шар надмірної товщини при перевитратах енергоресурсів. При часі процесу менше 16 хв не досягається необхідний розмір зовнішнього покриття. Збільшення часу процесу понад 20 хв викликає перегрів і зниження властивостей підкладки, що може впливати на її міцність. Вибір параметрів процесу алюмінування, обумовлений необхідністю забезпечення фазового і кількісного складу покриття у вузькому поверхневому шарі виробу. В процесі електролізу швидкість підводу алюмінію та його розрядки є значно більшою швидкості дифузії. Тому наростання покриття відбувається зовні виробу, що суттєво полегшує процес електролізу та підвищує його ефективність. Спосіб був випробуваний в лабораторних і напівпромислових умовах. Процес здійснювався у наступному порядку: 1. На дно графітового тигля, який є анодом, завантажували шихту електроліту у вигляді солей NaF, AlF, NaCl та додавали 5-10 грамів чистого алюмінію, необхідного для підтримки заданої концентрації іонів алюмінію в електроліті. 2. Розплавляли шихту і доводили її до робочої температури 720-750 °C. 3. Повністю занурювали в електроліт зразок металу, який одночасно був катодом. 4. Включали джерело постійного струму. 5. Процес електролізу виконували при різних параметрах щільності струму і часу, відповідно 2 0,7-2,8 А/см і 15-22 хвилинах. 6. Після закінчення процесу електролізу зразок - катод витягували із розплаву, очищали механічної щіткою і промивали водою. При нанесенні покриття на зразки із Ст.3 та чавуну СЧ-20 використовувались наступні параметри процесу (табл.). Таблиця Вплив параметрів осадження на товщину покриття для Ст. 3 №з/п 1 2 3 4 35 40 45 50 Товщина шарів, мкм 50,0 65,0 90,0 150,0 Щільність струму, А/см 0,7 1,6 2,2 2,8 2 Час електролізу, хв 15 16 20 22 Проведено металографічні дослідження покриття на зразках із Ст. 3 і чавуну СЧ-20 за допомогою оптичного мікроскопа "Неофот-2" і растрового електронного мікроскопа "TESLA BS301". Спеціально підготовлені шліфи були протравлені в 4 % розчині HNO3 у спирті. Фотографування мікроструктур дифузійних ділянок здійснювалося із збільшенням на растровому електронному мікроскопі. Мікроструктура типового шліфа із Ст. 3 (креслення) показала наявність суцільних протяжних дифузійних шарів. Після шару чистого АІ (поз. 1) знаходиться інтерметалідний шар системи на основі FеАl (поз. 2),близький за своїм складом до Fe2Al5. За цим шаром спостерігався тонкий прошарок твердого розчину Аl у Fe далі - основа металу (поз. 3). Процес нанесення покриття протікає наступним чином. Спочатку електролізу катіони Аl із позитивним зарядом переносились до анода (виробу) і втрачали заряд. Швидкість електропереносу залежить від сили струму і температури. Створюється шар алюмінію на поверхні деталі (підкладка). Частина алюмінію проникає вглиб заліза виробу із швидкістю дифузії, створює інтерметаліди (FeAl). Решта АІ не встигає взаємодіяти із залізом і створює твердий розчин АІ в Fe. При вилученні виробу з розчину зовнішній нагрітий шар покриття швидко окислюється киснем повітря, що створює тонкий шар з оксиду АІ. Це основний шар антикорозійного захисту виробу. При його руйнуванні шар знову відновлюється за рахунок 2 UA 111179 U 5 10 15 20 25 середнього шару із чистого АІ. При повному зносу цих двох шарів працює внутрішній захиснозміцнюючий шар з інтерметалідів, що має високі корозійні властивості. 2 Як видно з таблиці, заданий діапазон температур 720-75 °C і щільності струму 1,6-2,2 А/см дозволяє отримати достатню товщину покриття 65-90 мкм (зразки 2, 3) при тривалості процесу 2 16-20 хв. Зменшення щільності струму до 0,7 А/см і часу витримки 15 хв знижує товщину покриття до 50 мкм (зразок 1), що недостатньо для агресивних умов експлуатації виробів. При 2 збільшенні щільності струму до 2,3-2,8 А/см і часу витримки більше 20 хв (зразок 4) товщина покриття досягає 150 мкм. Однак при цьому можливий перегрів розплаву і підкладки, що знижує міцність конструкції і збільшує шкідливі викиди. Механічні властивості зразків ї покриттям поліпшено за рахунок підвищення (майже в 2 рази) мікротвердості поверхні, що складала 8500-9000 МПа, і збільшення зносостійкості. Встановленого процес корозії виробу із Ст. 3 з алюмінідним покриттям знизився у 2,03 рази. Таким чином, термін експлуатації металоконструкцій та їх надійність під час роботи в агресивних і температурно-вологісних режимах підвищуються практично у 2 рази. Більша частина окислювача йде на формування оксидної плівки алюмінію. Дослідження показали, що за 9 років експлуатації виробів глибина корозії при концентрації С/СО=3,3 складає тільки 0,22 мм. Це практично не впливає на міцність конструкції. Термін експлуатаційної надійності для низьколегованої сталі типу 14 ХГС також підвищився. Концентрація окислювача на поверхні зразка у 2,5 рази більше, проте його проникнення всередину зменшилося майже в 11 разів. За 9 років експлуатації глибина корозії буде декілька більшою і складе 0,7 мм при концентрації С/СО=0,2-0,3. При меншій концентрації вуглецю в металі С/СО=0,8-1,4 глибина корозії може бути знижена до 0,06 мм. Аналогічні результати зносу отримані і для зразка із чавуну, відповідно 1 та 0,06 мм при концентрації С/СО=0,3-0,8. Аналітичні розрахунки глибини корозії за роками дозволили спрогнозувати вплив алюмінідного покриття на корозійну надійність металоконструкцій. Для Ст. 3 термін експлуатації зростає з 12,5 до 40 років, а для сталі 14 ХГС з 15 до 28 років. Таким чином, запропоноване покриття металоконструкцій підвищує корозійну стійкість у 2,5-3,2 рази. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб нанесення антикорозійного покриття на металеві будівельні конструкції шляхом електролізу в розплаві фторидів натрію та алюмінію і хлориду натрію, який відрізняється тим, 2 що нанесення покриття виконують при температурі 720-750 °C, щільності струму 1,5-2,2 А/см та тривалості процесу 16-20 хв. 3 UA 111179 U Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: E04B 1/64, C25D 5/24, C23C 28/00
Мітки: конструкції, антикорозійного, металеві, нанесення, будівельні, покриття, спосіб
Код посилання
<a href="https://ua.patents.su/6-111179-sposib-nanesennya-antikorozijjnogo-pokrittya-na-metalevi-budivelni-konstrukci.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення антикорозійного покриття на металеві будівельні конструкції</a>
Спосіб гальванічного нанесення цинкового покриття на металеві деталі
Номер патенту: 34715
Опубліковано: 26.08.2008
Автори: Дон Юрій Олександрович, Лівшиц Абрам Борисович, Продан Наталія Митрофанівна
МПК: C25B 3/00
Мітки: цинкового, гальванічного, металеві, деталі, нанесення, покриття, спосіб
Формула / Реферат:
1. Спосіб гальванічного нанесення цинкового покриття на металеві деталі, який включає осадження цинкового покриття на деталь за допомогою лужного електроліту, в склад якого входять окис цинку, гідроокис натрію,блискоутворюючі речовини, який відрізняється тим, що додатково у лужний електроліт вводять іон фтору у вигляді фторидів лужних металів, і осадження ведуть у три стадії, по перше, при катодній поляризації деталі здійснюють осадження...
Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей
Номер патенту: 10308
Опубліковано: 15.11.2005
Автори: Бовсуновський Евген Олексійович, Франчук Григорій Михайлович, Васильєв Михайло Олексійович, Хижко Віталій Дмитрович
МПК: C23C 24/00
Мітки: спосіб, покриття, поверхні, металеві, деталей, корозійностійкого, нанесення
Формула / Реферат:
Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей, що включає підготовку складу для нанесення покриття, розміщення деталей у камері обробки, подачу робочого складу у розпилювач, нанесення кремнієвих та алюмінієвих сполук на поверхню деталі аерозольним газодинамічним потоком, який відрізняється тим, що перед подачею у розпилювач робочий склад змішують з водою до отримання однорідної суспензії, подачу суспензії у...
Спосіб нанесення нікелевого покриття на металеві та неметалеві матеріали
Номер патенту: 79706
Опубліковано: 10.07.2007
Автори: Мухіна Людмила Василівна, Козуб Павло Анатолійович, Грінь Григорій Іванович, Ковальчук Олег Анатолійович
МПК: C23C 18/16, C23C 18/31, C23C 16/00
Мітки: нанесення, металеві, покриття, матеріали, нікелевого, спосіб, неметалеві
Формула / Реферат:
Спосіб нанесення нікелевого покриття на металеві та неметалеві матеріали, шляхом хімічного осадження нікелю із розчину, що містить ацетат нікелю та відновник, який відрізняється тим, що використовують розчин ацетату нікелю з концентрацією від 10 до 500 г/л, а як відновник - гіпофосфіт натрію.
Склад для нанесення антикорозійного покриття

Номер патенту: 56236
Опубліковано: 10.01.2011
Автори: Власова Олена Володимирівна, Журавель Вадим Петрович, Мицик Юрій Юрійович, Карасик Тетяна Леонідівна
МПК: C23F 11/00, C23F 11/08, C23F 11/06
Мітки: покриття, склад, антикорозійного, нанесення
Формула / Реферат:
Склад для нанесення антикорозійного покриття, що містить триполіфосфат натрію і воду, який відрізняється тим, що додатково містить гліцерин при наступному співвідношенні компонентів, мас.%: триполіфосфат натрію 5,7-12,3 гліцерин 1,7-3,2 вода решта.
Спосіб нанесення антикорозійного полімерного покриття на металеву поверхню
Номер патенту: 18906
Опубліковано: 15.11.2006
Автор: Оробінський Микола Сергійович
Мітки: спосіб, покриття, металеву, нанесення, поверхню, полімерного, антикорозійного
Формула / Реферат:
Спосіб нанесення антикорозійного полімерного покриття на металеву поверхню, що включає попередню підготовку металевої поверхні, нанесення клейового складу й нанесення антикорозійного полімерного покриття, який відрізняється тим, що попередня підготовка металевої поверхні включає одночасне проведення очищення, активації, збезводнювання та знежирювання.
Попередній патент: Спосіб одержання порошку полікристалічного кремнію
Наступний патент: Засіб для лікування слизової оболонки порожнини рота і пародонта з олією обліпихи у формі стоматологічної лікарської плівки
Випадковий патент: Слюдинітова стрічка та спосіб її одержання