Роторна екструзійно-видувна машина
Номер патенту: 11201
Опубліковано: 25.12.1996
Автори: Павлов Дмитро Дмитрович, Шредер Валерій Леонідович, Кривошій Валерій Миколаєвич, Довгальов Анатолій Олексійович, Соломенко Марат Георгійович, Мішин Микола Іванович, Крайнюк Олександр Анатолійович
Текст
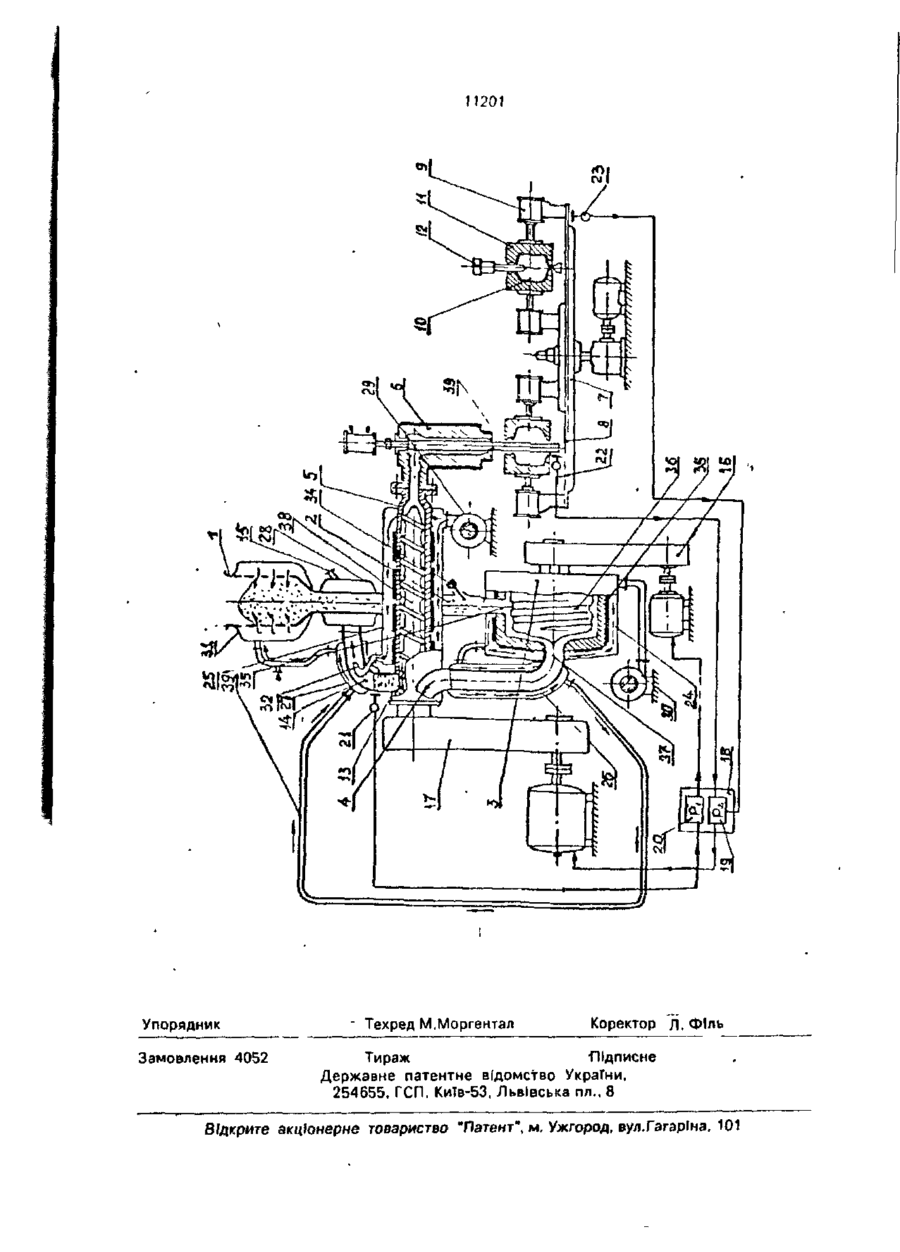
1 Роторная экструзионно-выдувная машина содержащая загрузочный бункер, узел приготовления расплава в виде шнекового экструдера с корпусом приводом и экструзионной головной размещенной над установленным с возможностью вращения от привода ротором, снабженным узлами раздува и выдувными формами, о т л и ч а ю щ а я с я тем, что узел приготовления расплава снабжен соединенным с загрузочным бункером приводным дисковым пластикатором, сообщенным со шнековым экструдером посредством рзсплавопроводэ, и патрубком отвода летучих, один конец которого размещен в полости шнекового экструдера в зоне забора расплава от пластикатора, а свободный его конец сообщен с атмосферой. 2. Роторная экструзионно-выдувная машина поп 1, о т л и ч а ю щ а я с я тем, что приводы шнекового экструдера и дискового пластикатора снабжены блоком управления с регулятором числа оборотов, причем в патрубке отвода летучих установлен датчик уровня расплава, соединенный с регулятором числа оборотов привода дискового пластикатора, а между нижней частью выдувных форм и поверхностью ротора установлен датчик длины заготовки, соединенный с регулятором числа оборотов привода шнекового экструдера и привода ротора 3 Роторная экструэионно-выдувная машина попп 1 и 2, о т л и ч а ю щ а я с я тем, что в патрубке отвода летучих установлен эжектор, пассивное сопло которого сообщено с полостью патрубка отвода летучих, причем шнековый экструдер снабжен теплоизолирующим кожухом, а активное сопло эжектора сообщено с камерой, образованной между корпусом шнекового экструдера и теплоизолирующим кожухом. Изобретение относится к химическому машиностроению в частности к экструзионно-выдувным машинам роторного типа, и может быть использовано для производства выдувных изделий, полимерной тары и контейнеров Известна роторная экструзионно-выдувная машина, содержащая бункер для полимерного сырья, соединенный материалопроводом с узлом приготовления расплава, который расположен над вращающимся ротором с узпами раздува [1]. 11201 Недостатком известной машины является низкая эффективность функционирования машины в особенности, при переработке измельченных отходов полимерного сырья. Известна также роторная экструзионно-выдувная машина, содержащая бункер, узел приготовления расплава в виде шнекового экструдера с корпусом, приводом и экструзионной головкой, размещенной над установленным с возможностью вращения от привода ротором, снабженным узлами раздува и выдувными формами [2]. Недостатком этой машины является то, что ее конструкция не позволяет эффективно производить переработку вторичных полимерных материалов из-за выделения паров влаги, сорбированных полимером, и газов, образовавшихся в процессе деструкции полимерного материала. Вследствие этого нарушается эффективное функционирование машины и образуются бракованные выдувные изделия. Задачей изобретения является повышение качества формуемых изделий за счет обеспечения возможности удаления паров и газов из расплава. Поставленная задача решается тем, что в роторной экструзионно-выдувной машине, содержащей загрузочный бункер, узел приготовления расплава в виде шнекового экструдера с корпусом, приводом и экструзионной головкой, размещенной над установленным с возможностью вращения от привода ротором, снабженным узлами раздува и выдувными формами, согласно изобретению, узел приготовления расплава снабжен соединенным с загрузочным бункером приводным дисковым пластикатором, сообщенным со ш^ековым экструдером посредством расплавопровода и патрубком отвода летучих, один конец которого размещен в полости шнекового экструдера в зоне забора расплава от дискового пластикатора, а свободный его конец сообщен с атмосферой. Приводы шнекового экструдера и дискового пластикатора снабжены блоком управления с регулятором числа оборотов, причем в патрубке отвода летучих установлен датчик уровня расплава, соединенный с регулятором числа оборотов привода дискового пластикатора, а между нижней частью выдувных форм и поверхностью ротора установлен датчик длины заготовки, соединенный с регулятором числа оборотов привода шнекового экструдера и привода В патрубке отвода летучих установлен эжектор, пассивное сопло которого сообщено с полостью патрубка отвода летучих, при 5 10 15 20 25 30 35 40 45 50 55 чем шнековый эксгрудер снабжен теплоизолирующим кожухом, а активное сопло эжектора сообщено с камерой, образованной между корпусом шнекового экструдера и теплоизолирующим кожухом, Сущность изобретения поясняется чертежом. Роторная экструзионно-выдувная машина содержит загрузочный бункер 1 полимерного сырья, соединенный материэлопроводом 2 с дисковым пластикатором 3, узла пластикации, который рэсплаволроводом 4 соединяется со шнековым экструдером 5. Шнековый экструдер 5 снабжен корпусом, экструзионной головкой 6, расположенной над установленным с возможностью вращения ротором 7, смонтированным на валу 8, и используемой для получения заготовки. На роторе 7 установлены узлы раздува 9 для изготовления выдувных изделий в рабочей полости 10, выдувных формах 11 и ниппеля 12 для раздува. В верхней части полости шнекового экструдера 5 в зоне 13 забора расплава, постулающего от дискового пластикатора 3, прикреплен одним своим концом патрубок 14 отвода летучих, свободный конец 15 которого сообщен с атмосферой. Привод 16 дискового пластикзтора 3 и привод 17 шнекового экструдера 5 снабжен блоком управления 18, включающим регулятор 19 числа оборотов привода 17 шнекового экструдера 5 и регулятор 20 числа оборотов привода 16 дискового лластикатора 3. В патрубке 14 отвода летучих установлен датчик 21 уровня расплава, соединенный с регулятором 20 числа оборотов привода 16 дискового пластикатора 3. Между нижней частью выдувных форм 11 и поверхностью ротора 7 установлен датчик 22 длины заготовки 8, соединенный с регулятором 19 числа оборотов привода 17 шнекового экструдера 5 и с датчиком 23, связанным с регулятором числа оборотов привода ротора7. Для снижения потерь тепла и экономии энергии дисковый пластикаторЗ, шнековый экструдер 5, расплавопровод4, патрубок 14 отвода летучих и материалопровод 2 снабжены теплоизолирующими кожухами, соответственно 24, 25, 26, 27, 28. Отвод тепла осуществляется вентиляторами 29 и 30. Вентилятор 30 последовательно соединен с камерами, образованными между корпусами дискового пластикатора 3, расплавопровода 4, патрубка 14 отвода летучих и соответствующими теплоизолирующими кожухами 24,26,27. Вентилятор 29 последовательно соединен с камерами, образованными между кор 11201 пусами шнекового экструдера 5, материалопровода 2 и соответствующими теплоизолирующими кожухами 25 и 28. Камера, образованная между корпусом патрубка 14 отвода летучих и теплоизолирующим кожу- 5 хом 27, соединена с теплообменным устройством 3 1 , установленным на стенках бункера 1 полимерного сырья. Стенки загрузочного бункера 1 в области расположения теплообменного устройства и (или) стенки 10 самого теплообменного устройства 31 выполнены перфорированными, причем ширина отверстий не превышает наименьшего из размеров частиц полимерного сырья. Для интенсификации отвода паров и газов, вы- 15 деляющихся из расплава, в патрубке 14 отвода летучих установлен эжектор 32, пассивное сопло которого соединено с полостью патрубка 14 отвода летучих, а активное сопло сообщено с камерой, образованной между корпусом шнекового экструдера 5 и 20 теплоизолирующим кожухом 25. Для регулирования качества сырья, поступающего через входное отверстие 33 дискового пластикатора 3, на материалопроводе 2 установлен шибер 34. В корпусе 35 дискового 25 пластикатора 3 помещается диск 36 с рабочими элементами. Образующийся при работе дискового пластикатора 3 расплав поступает в расплавопровод 4 через выходное отверстие 37 и далее в шнековый экструдер 5, 30 где дополнительно пластицируется шнеком 38. Соединение камер, образованных корпусами расплавопровода 4 и патрубка 14 отвода летучих, осуществляется трубопро35 водом 39. Роторная экструзионно-выдувная машина работает следующим образом. Сырье из загрузочного бункера 1 по материалопроводу 2 поступает, минуя шибер 40 34, через входное отверстие 33 дискового пластикатора 3. Между его корпусом 35 и диском 36 с рабочими элементами происходит пластикация и гомогенизация расплава. Использование дискового пластикатора 3 45 позволяет обеспечить высокое качество расплава при небольших габаритах устройств и малых электрозатратах. Полученный расплав через выходное отверстие 37 дискового пластикатора 3 по расплавопро- 50 воду 4 подается в зону 13 забора расплава шнекового экструдера 5. Шнеко вый экструдер 5 сжимает расплав полимера до требуемого давления и подает его в экструзионную головку 6, Экструдируемая трубчатая заго- 55 товка 40 подается в выдувные формы 11, расположенные вместе с узлами раздува 9 на вращающемся роторе 7, Узлы раздува 9 обеспечивают смыкание выдувных форм 11, а ниппели 12 раздув заготовки 40 в выдув ное изделие. В процессе работы дискового пластикатора 3, вследствие неоднородности сырья и неравномерности его поступления, возникают пульсации давления расплава, усугубляемые парами и газами, выделяющимися из потока расплава. Указанный поток расплава поступает в зону 13 забора расплава шнекового экструдера 5. Часть расплава вместе с пузырьками паров и газов направляется в патрубок 14 отвода летучих. В патрубке 14 происходит демпфирование колебаний давления за счет изменения высоты столба расплава в нем. Пары газа отделяются в патрубке 14 от расплава и поступают в камеру, образованную между корпусом материалопровода 2 и теплоизолирующим кожухом 28, и далее через свободный конец 15 патрубка 14 отвода летучих. Тем самым обеспечивается теплоизоляция материалопровода 2 и уменьшаются потери тепла. В роторной экструзионно-выдувной машине может использоваться блок управления 18, включающий регуляторы 19 и 20 числа оборотов приводов 16 дискового пластикатора 3 и 17 шнекового экструдера 5, а также датчики 21, 22, 23, которые функционируют следующим образом: в патрубке 14 отвода летучих установлен датчик 21 уровня расплава, связанный с приводом 16 дискового пластикатора 3 регулятором 20 При превышении уровня расплава в патрубке 14 регулятор 20, управляя приводом 16, уменьшает обороты диска 36, что приводит к снижению производительности дискового пластикатора 3 и снижает уровень расплава в патрубке 14. При увеличении длины заготовки 40 больше допустимых размеров возникает сигнал от датчика 22. Этот сигнал поступает на регулятор 19, который уменьшает обороты привода 17, снижая тем самым производительность шнековоРО экструдера 5. Включение датчика 22 производится по сигналу от датчика 23 при подходе выдувной формы 11 к заготовке 40, Аналогичным образом происходит увеличение частоты вращения шнека 38 при уменьшении длины экструдируемой заготовки 40. Блок управления 18 обеспечивает эффективное функционирование роторной экструзионно-выдувной машины и надлежащее качество изделий за счет поддержания оптимальной длины экструдируемой заготовки 40. Для снижения энергозатрат тепло, выделяющееся от нагретого корпуса 35 дискового пластикатора 3, отводится потоком воздуха, нагнетаемого вентилятором 30 в камеру, образованную между корпусом дискового пластикатора 3 и теплоизолирую 11201 щим кожухом 24, которая сообщена с камерами, образованными между корпусами расплавопровода 4 и патрубком 14 и соответствующими теплоизолирующими кожухами 26, 27. 5 Горячий воздух нагревает стенки расплавопровода 4 и патрубка 14 и тем самым уменьшает перепад температур между стенками и расплавом. Это уменьшает потери тепла и способствует стабилизации темпе- 10 ратуры расплава, находящегося в расплавопроводе 4 и патрубке 14. Горячий воздух может подаваться далее в теплообменное устройство 31. где, контактируя с полимерным сырьем, находящимся в загрузочном 15 бункере 1, обеспечивает его подсушку и предварительный нагрев. Стенки загрузочного бункера 1 в области расположения теплообменного устройства 31 и(или) самого теплообменного устройства 31 могут выпол- 20 няться перфорированными, причем ширина отверстий не превышает наименьшего из размеров частиц полимерного сырья. Теплообменное устройствоЗ! может быть выполнено в виде "рубашки" на стенках загрузочного 25 бункера 1, змеевика или трубок, находящихся в слое полимерного сырья. При этом, благодаря перфорациям в стенках загрузочного бункера 1, змеевиков или трубок обеспечивается непосредственный контакт .30 горячего воздуха с полимерным сырьем, что способствует его ускоренной подсушке и подогреву. 8 чий воздух, образующийся в камере между теплоизолирующим кожухом 25 и корпусом шнекового экструдера 5, подхватывается потоком воздуха, поступающего от вентилятора 29, и направляется в патрубок 14, а затем в камеру между теплоизолирующим кожухом 28 и материалопроводом 2. Для интенсификации отвода паров и газов, выделяющихся из расплава, в патрубке 14 отвода летучих установлен эжектор 32, пассивное сопло которого соединяется с полостью патрубка 14, а активное сопло с камерой, образованной между теплоизолирующим кожухом 25 и корпусом шнекового экструдера 5. Струя воздуха, нагнетаемого вентилятором 29, вытекая из активного сопла эжектора 32, создает разрежение в нижней части патрубка 14 отвода летучих, где находится расплав. Это способствует эффективному выделению из расплава находящихся там паров и газов. Использование роторной экструзионно-выдувной машины позволит повысить качество получаемых выдувных изделий и эффективность функционирования машин за счет уменьшения колебаний давления в шнековом экструдере, а также за счет удаления из расплава паров и газов, образующихся в результате переработки полимера. Другие технические решения, используемые в заявленной машине, позволяют снизить энергозатраты и повысить качество выпускаемых изделий за счет утилизации части тепла, выделяющегося при перераАналогичным образом выполняется теплоизоляция мате риал опровода 2. Горя- 35 ботке полимера. 11201 Упорядник Замовлення 4052 Техред М.Моргентал Коректор Л. ФІль Тираж Підписне Державне патентне відомство УкраГни, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюRotary extrusion-blowing machine
Автори англійськоюShreder Valerii Leonidovych, Solomenko Marat Heorhiiovych, Kryvoshii Valerii Mykolaievych, Mishyn Mykola Ivanovych, Pavlov Dmytro Dmytrovych, Krainiuk Oleksandr Anatoliiovych, Dovhaliov Anatolii Oleksiiovych
Назва патенту російськоюРоторная экструзионно-выдувная машина
Автори російськоюШредер Валерий Леонидович, Соломенко Марат Георгиевич, Кривошей Валерий Николаевич, Мишин Николай Иванович, Павлов Дмитрий Дмитриевич, Крайнюк Александр Анатольевич, Довгалев Анатолий Алексеевич
МПК / Мітки
МПК: B29C 49/28, B29C 49/04, B29L 22/00, B29C 47/00
Мітки: роторна, екструзійно-видувна, машина
Код посилання
<a href="https://ua.patents.su/6-11201-rotorna-ekstruzijjno-viduvna-mashina.html" target="_blank" rel="follow" title="База патентів України">Роторна екструзійно-видувна машина</a>
Роторна машина
Номер патенту: 4150
Опубліковано: 27.12.1994
Автор: Матюшкін Михайло Михайлович
МПК: F04C 18/00, F04C 2/00
Формула / Реферат:
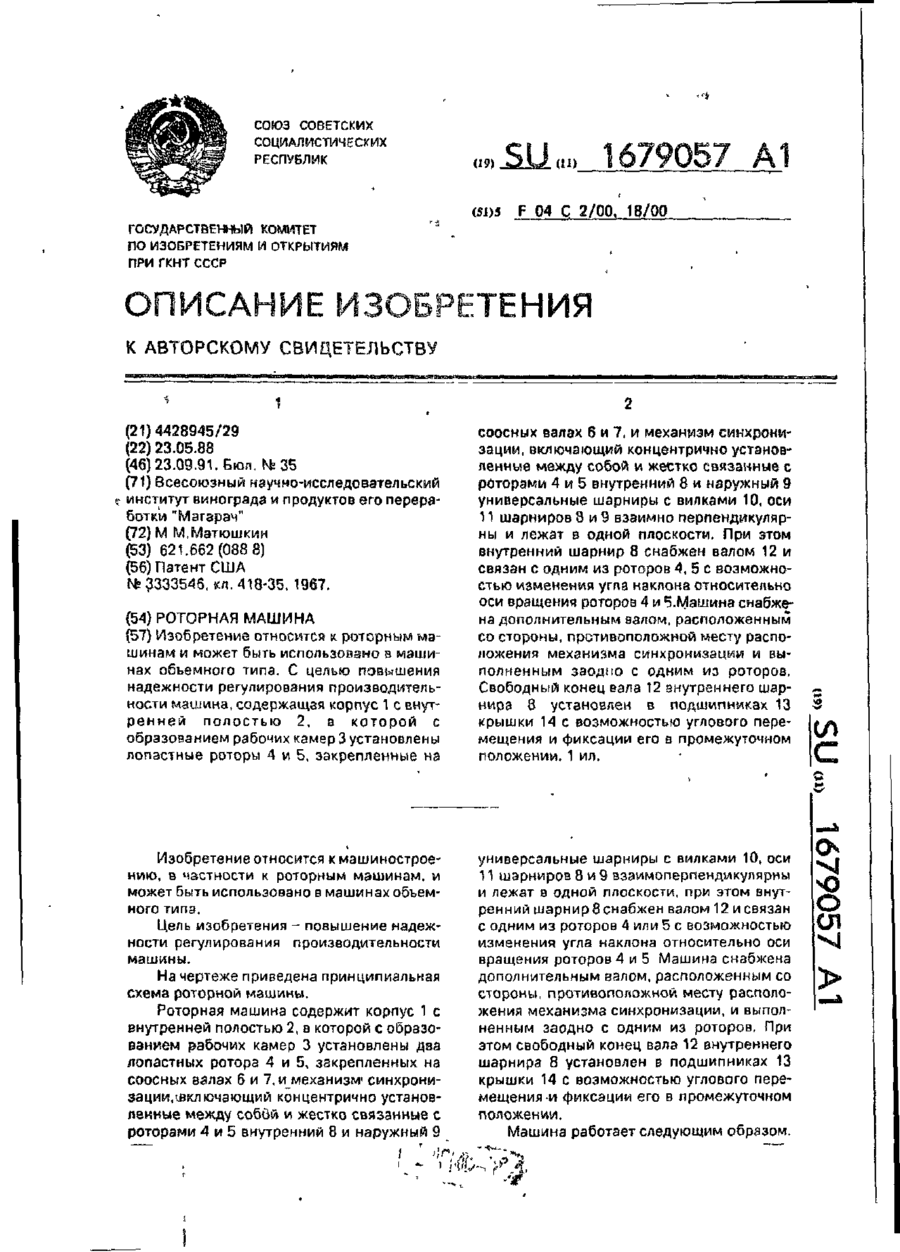
Роторная машина, содержащая корпус с внутренней полостью, в которой с образованием рабочих камер установлены два лопастных ротора, закрепленных на соосных валах, и механизм синхронизации, включающий концентрично установленные между собой и жестко связанные с роторами внутренний и наружный универсальные шарниры с вилками, причем оси шарниров взаимоперпендикулярны и лежат в одной плоскости, а внутренний шарнир имеет вал и связан с одним из...
Роторна машина

Номер патенту: 4149
Опубліковано: 27.12.1994
Автор: Матюшкін Михайло Михайлович
МПК: F04C 18/00
Формула / Реферат:
1. Роторная машина, содержащая корпус, торцовые крышки с окнами подвода и отвода рабочей среды, соосные валы с шестернями, установленные на валах роторы с лопастями, образующими рабочие камеры, и промежуточный вал с шестернями, отличающаяся тем, что, с целью повышения надежности и КПД, машина снабжена кольцевой уплотнительной втулкой, каждый из роторов выполнен в виде диска с центральным кольцевым выступом и радиальными плоскими ребрами,...
Роторна вакуум-формувальна машина
Номер патенту: 7327
Опубліковано: 29.09.1995
Автори: Пєргат Владислав Васильович, Петров Олександр Олександрович, Гончаров Михайло Григорович, Єлтишев Сергій Іванович, Федоров Віктор Савелійович
МПК: B29C 43/32
Мітки: роторна, вакуум-формувальна, машина
Формула / Реферат:
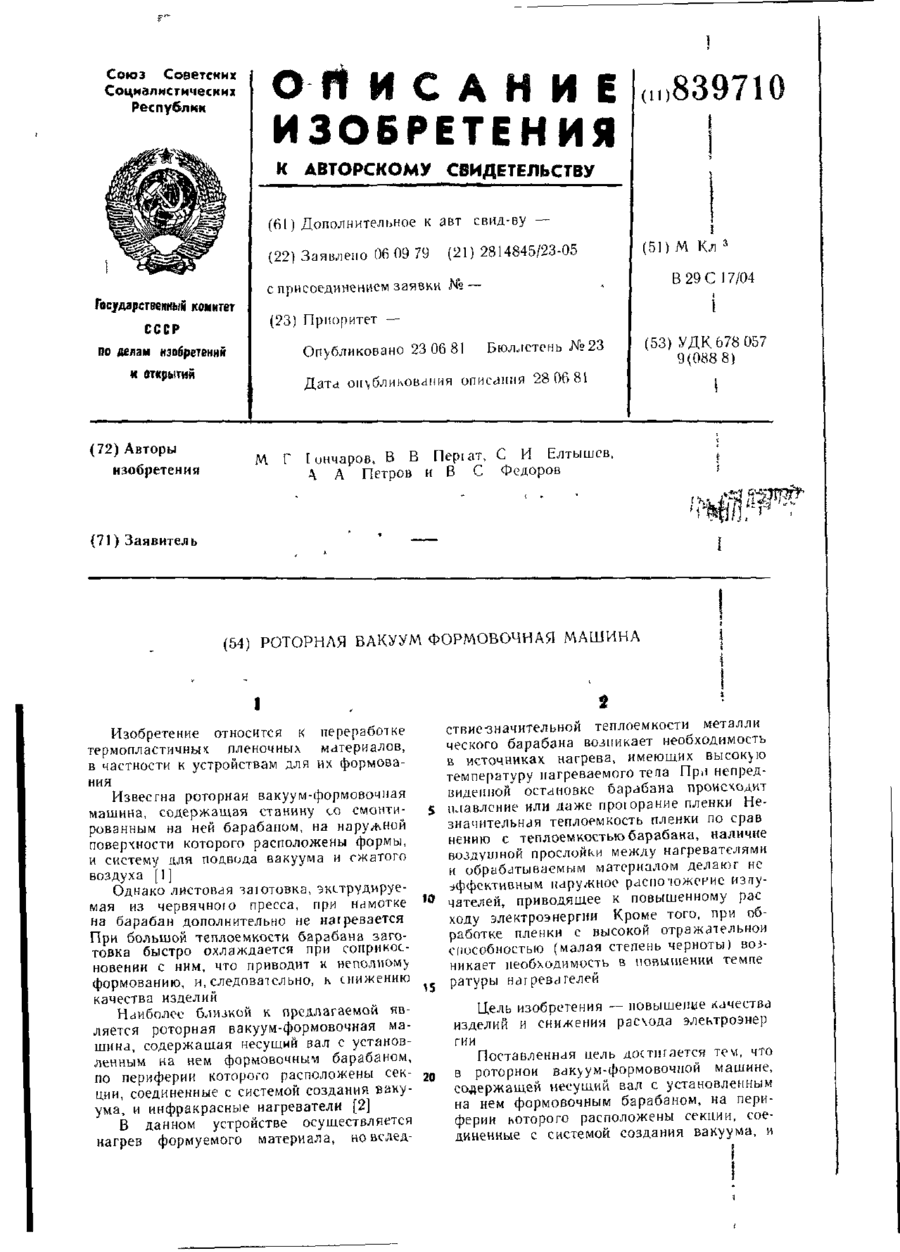
Роторная вакуум-формовочиая машина, содержащая несущий вал с установленным на нем формовочным барабаном, по периферии которого расположены секции, соединенные с системой создания вакуума, и инфракрасные нагреватели, отличающаяся тем, что, с целью повышения качества изделий и снижения расхода электроэнергии, инфракрасные нагреватели расположены внутри каждой секции, а на внутреннюю поверхность формовочного барабана нанесено...
Машина для збирання сільськогосподарських культур

Номер патенту: 8860
Опубліковано: 30.09.1996
Автор: Качан Володимир Тимофійович
МПК: A01D 45/02, A01D 89/00, A01D 43/00
Мітки: сільськогосподарських, машина, культур, збирання
Формула / Реферат:
Машина для уборки сельскохозяйственных культур, содержащая установленный на подшипниковых опорах шнековый транспортер, питатель, выполненный из ряда верхних и нижних вальцов, и измельчитель, отличающаяся тем, что, с целью повышения надежности протекания технологического процесса при уборке длинностебельных культур, питатель установлен на выходном конце шнекового транспортера, при этом продольные оси вальцов расположены параллельно...
Кукурудзозбиральна машина
Номер патенту: 8499
Опубліковано: 30.09.1996
Автори: Архипов Геннадій Матвійович, Барановський Павло Петрович, Козачок Борис Дмитрович, Орехов Арсеній Петрович, Урсал Георгій Федорович
МПК: A01D 45/02
Мітки: машина, кукурудзозбиральна
Формула / Реферат:
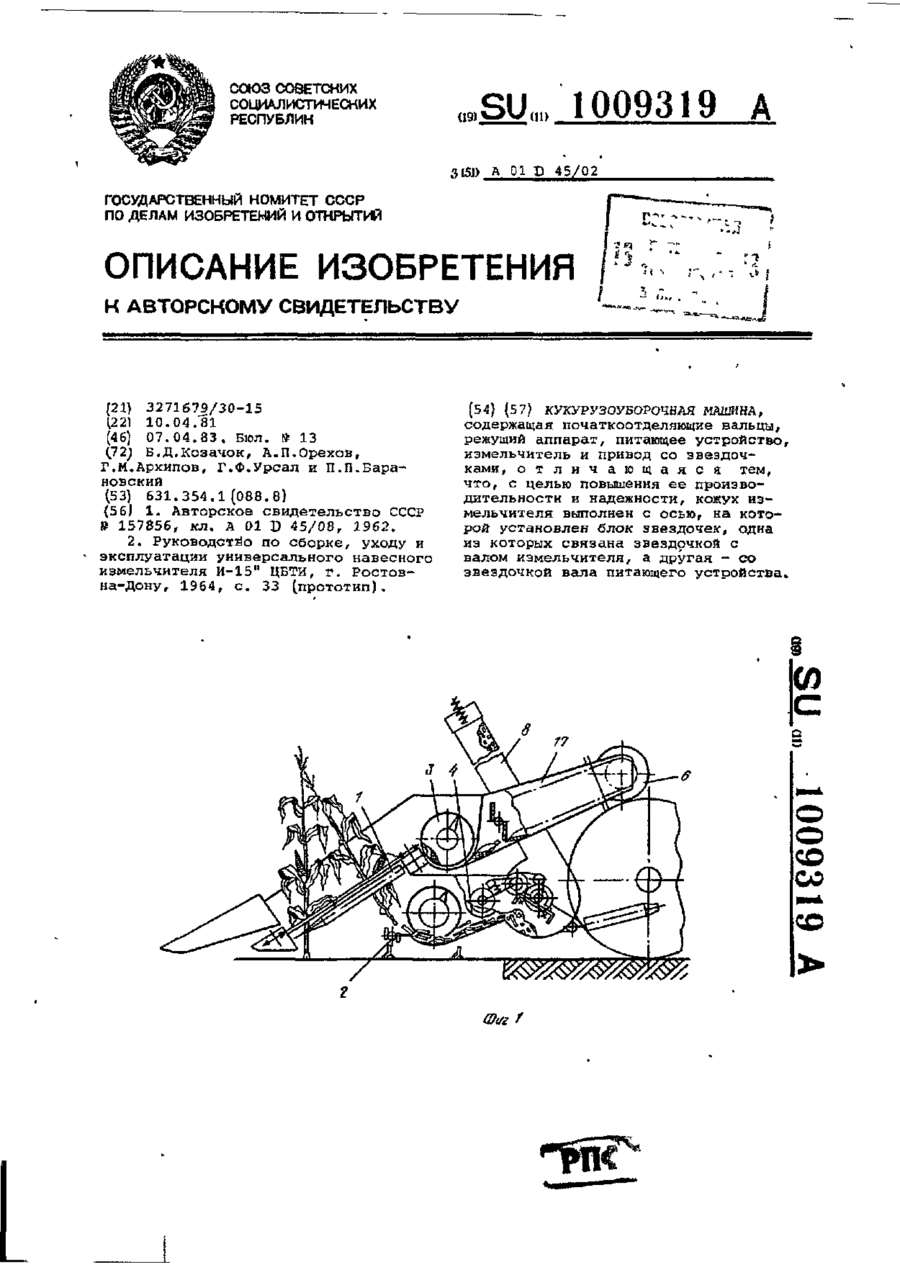
Кукурузоуборочная машина, содержащая початкоотделяющие вальцы, режущий аппарат, питающее устройство, измельчитель и привод со звездочками, отличающаяся тем, что, с целью повышения ее производительности и надежности, кожух измельчителя выполнен с осью, на которой установлен блок звездочек, одна из которых связана звездочкой с валом измельчителя, а другая - со звездочкой вала питающего устройства.
Попередній патент: Перевантажувальний пристрій
Наступний патент: Одноразовий шприц жеребного
Випадковий патент: Спосіб отримання гідрофобного органо-мінерального адсорбенту на основі сапонітової глини