Спосіб виготовлення калібрів станів холодної прокатки труб
Номер патенту: 112212
Опубліковано: 10.08.2016
Автори: Бобух Олександр Анатолійович, Сергієнко Михайло Вікторович, Фельдман Олександр Ісакович, Клименко Олексій Анатолійович, Юрковський Володимир Васильович
Формула / Реферат
1. Спосіб виготовлення калібрів станів холодної прокатки труб, який включає механічну обробку поковки, розточку рівчака, прокатку труби в робочому положенні калібру, подальше термічне обробляння, шліфування та полірування рівчака на готовий розмір, який відрізняється тим, що поковку отримують методом осадки кільця, виготовленого способом відцентрового лиття, яке потім розрізають на два півкільця, кожне з яких після механічної обробки скріпляють з півдиском з вуглецевої сталі, отриманим із круглого прокату, шляхом гвинтового з'єднання.
2. Спосіб за п. 1, який відрізняється тим, що осадку кільця здійснюють зі ступенем деформації 5-15 %.
Текст
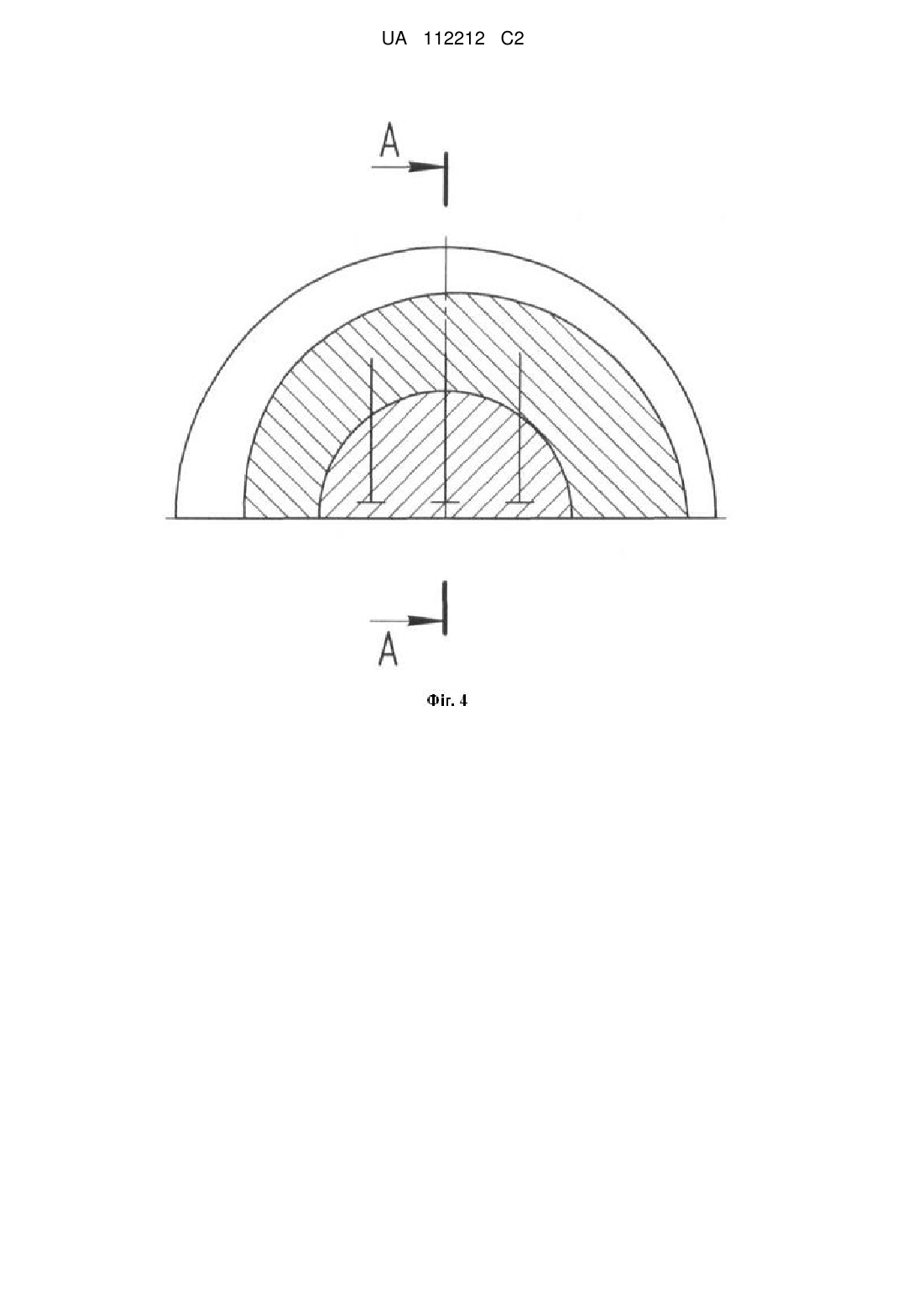
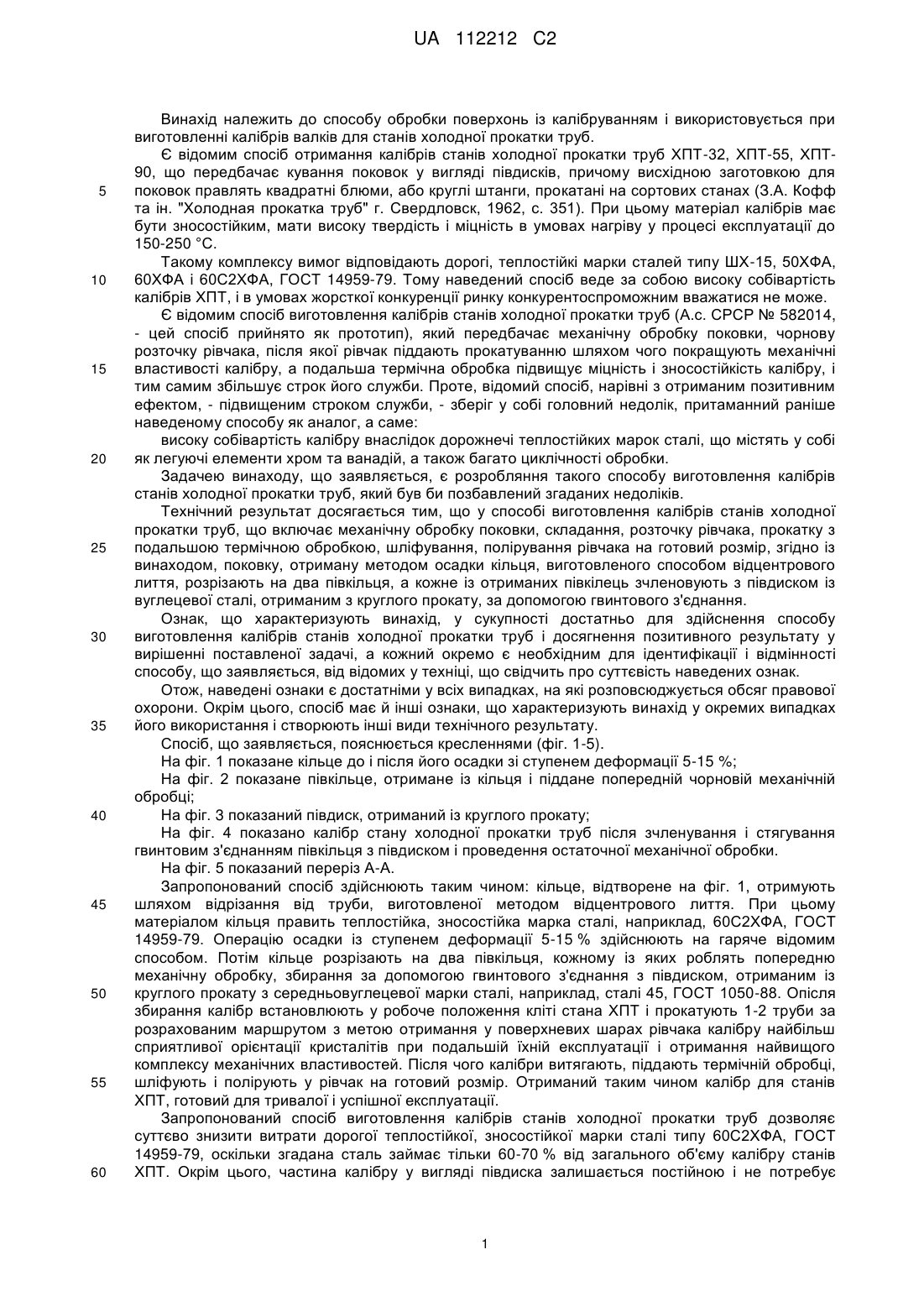
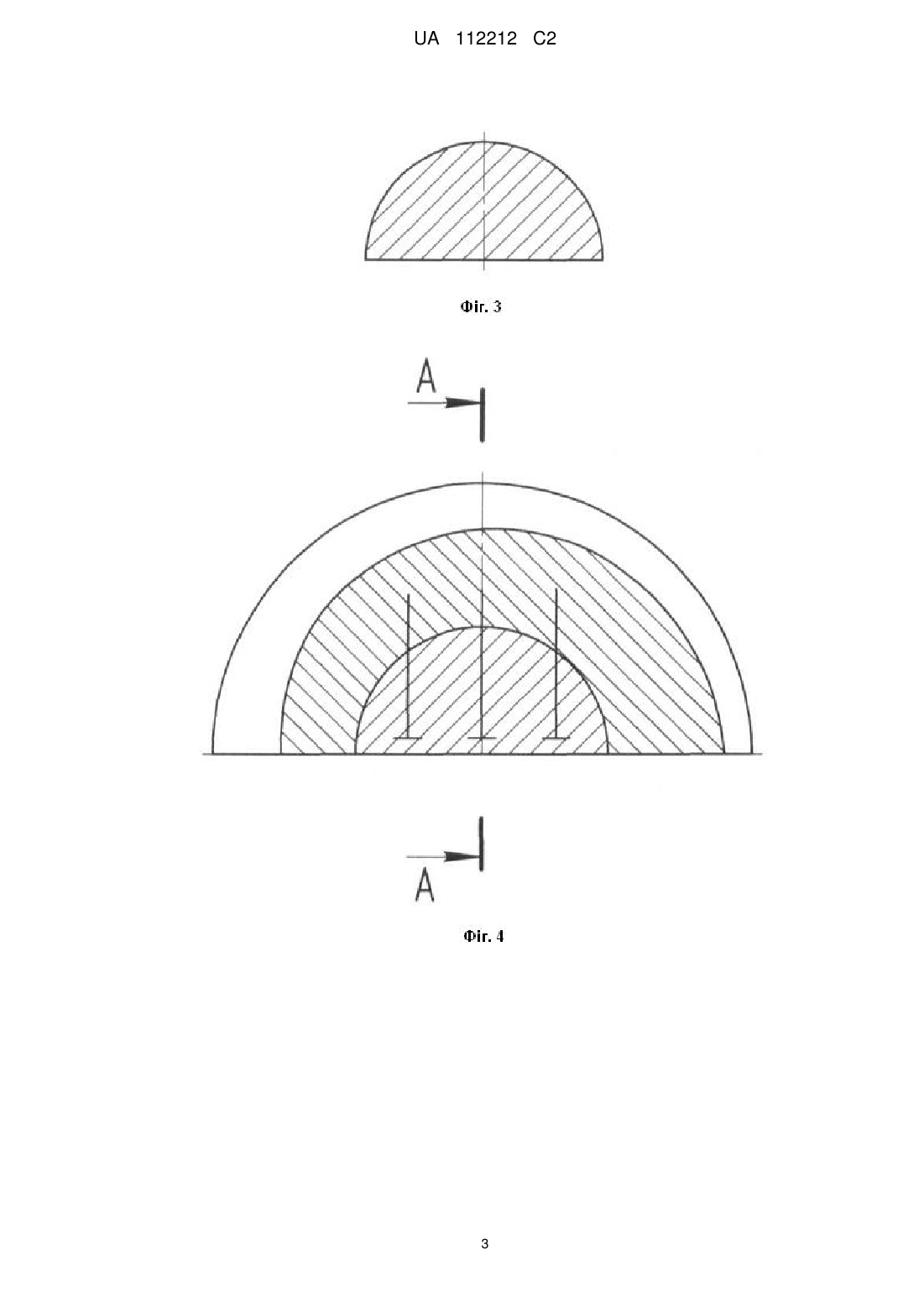
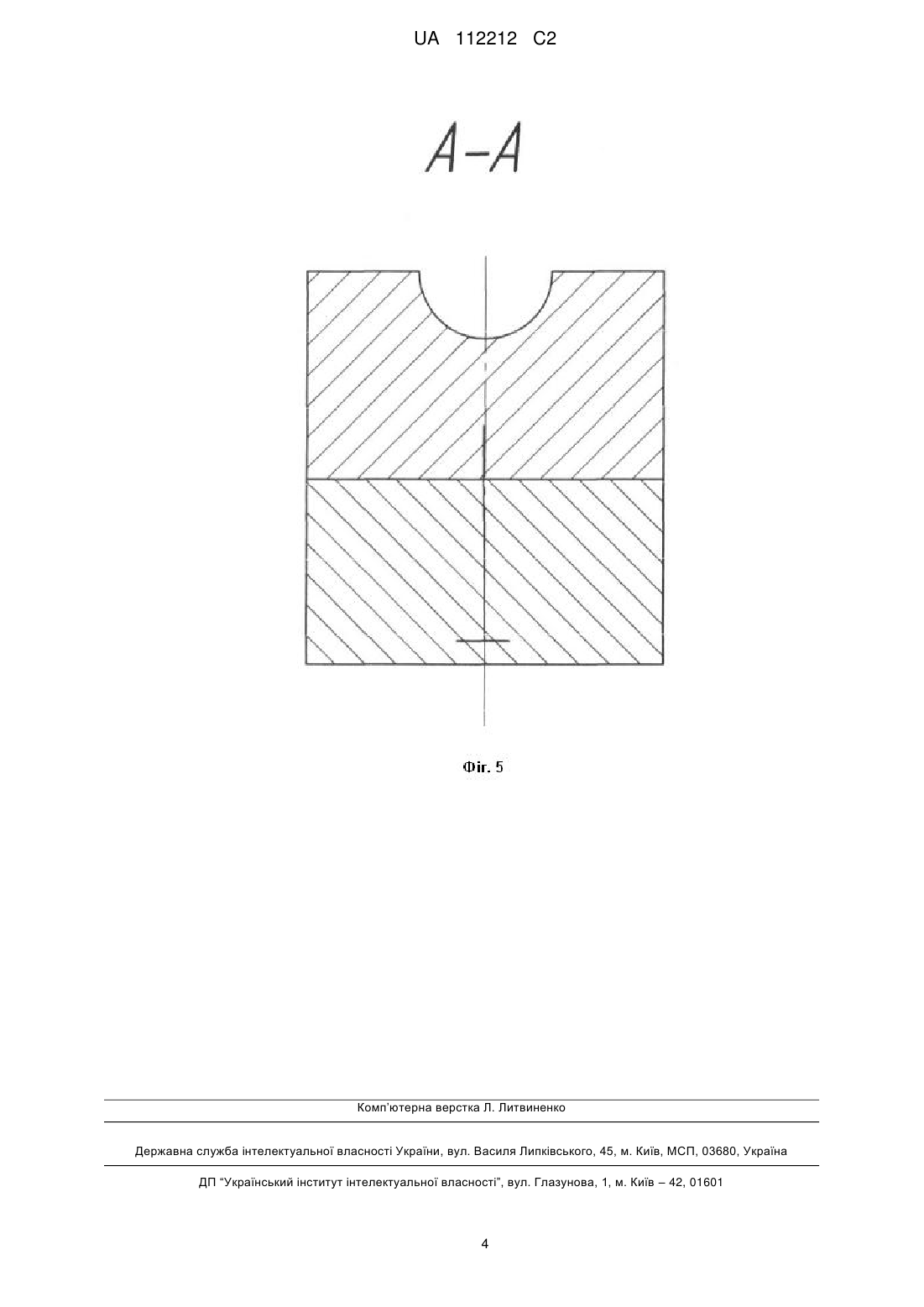
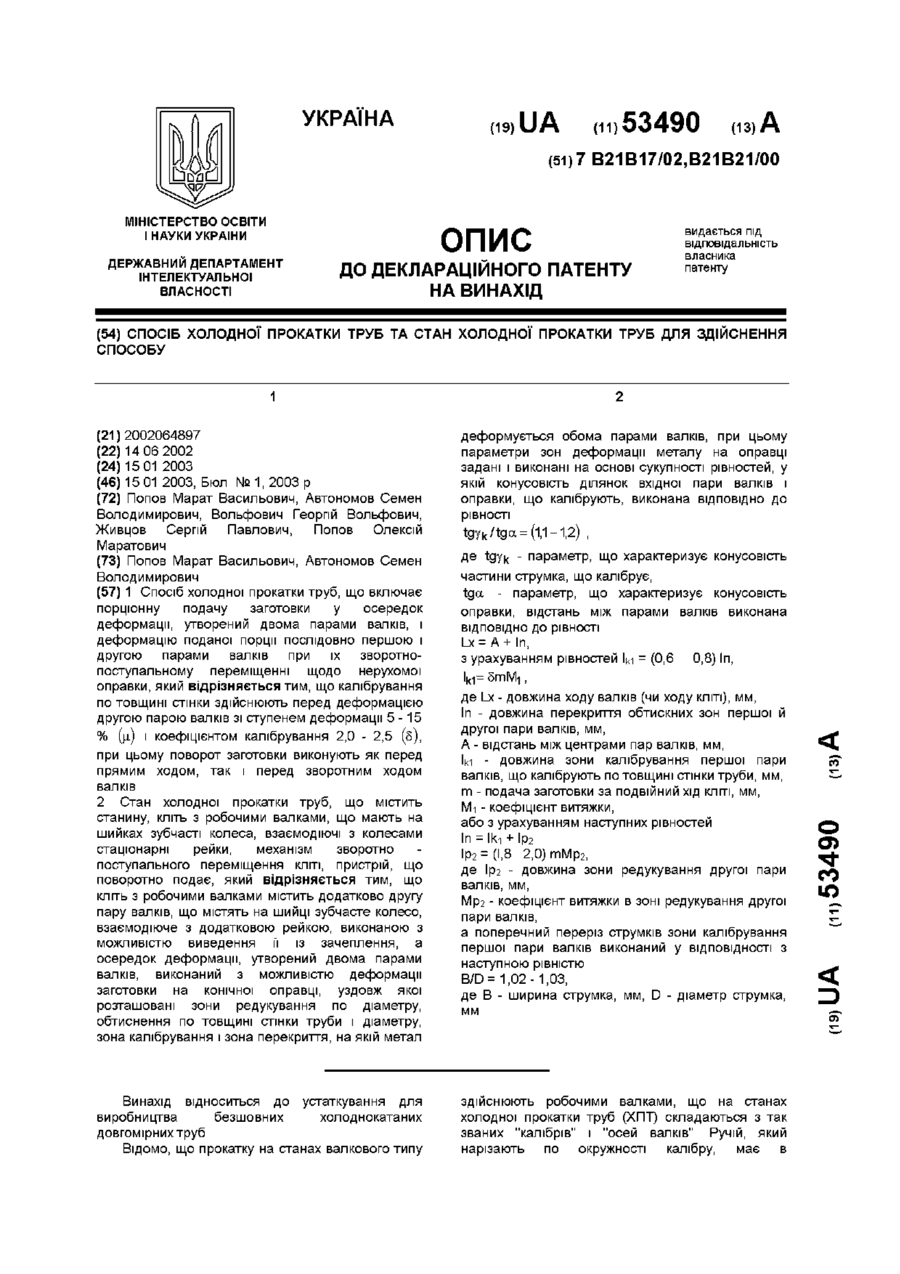
Реферат: Винахід належить до способів обробки поверхонь із калібруванням та може бути використаний при виготовленні калібрів валків для станів холодної прокатки труб (ХПТ). Заявлений спосіб включає механічну обробку поковки, розточку рівчака, прокатку труби в робочому положенні калібру, подальше термічне обробляння, шліфування та полірування рівчака на готовий розмір. Поковку отримують методом осадки кільця, виготовленого способом відцентрового лиття, яке потім розрізають на два півкільця, кожне з яких після механічної обробки скріпляють з півдиском з вуглецевої сталі, отриманим із круглого прокату, шляхом гвинтового з'єднання. Спосіб дозволяє суттєво знизити витрати дорогої теплостійкої та зносостійкої сталі, сприяє зниженню собівартості калібрів ХПТ і, як наслідок, уся технологія холодної прокатки труб стає більш конкурентоспроможною. UA 112212 C2 (12) UA 112212 C2 UA 112212 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до способу обробки поверхонь із калібруванням і використовується при виготовленні калібрів валків для станів холодної прокатки труб. Є відомим спосіб отримання калібрів станів холодної прокатки труб ХПТ-32, ХПТ-55, ХПТ90, що передбачає кування поковок у вигляді півдисків, причому висхідною заготовкою для поковок правлять квадратні блюми, або круглі штанги, прокатані на сортових станах (З.А. Кофф та ін. "Холодная прокатка труб" г. Свердловск, 1962, с. 351). При цьому матеріал калібрів має бути зносостійким, мати високу твердість і міцність в умовах нагріву у процесі експлуатації до 150-250 °C. Такому комплексу вимог відповідають дорогі, теплостійкі марки сталей типу ШХ-15, 50ХФА, 60ХФА і 60С2ХФА, ГОСТ 14959-79. Тому наведений спосіб веде за собою високу собівартість калібрів ХПТ, і в умовах жорсткої конкуренції ринку конкурентоспроможним вважатися не може. Є відомим спосіб виготовлення калібрів станів холодної прокатки труб (А.с. СРСР № 582014, - цей спосіб прийнято як прототип), який передбачає механічну обробку поковки, чорнову розточку рівчака, після якої рівчак піддають прокатуванню шляхом чого покращують механічні властивості калібру, а подальша термічна обробка підвищує міцність і зносостійкість калібру, і тим самим збільшує строк його служби. Проте, відомий спосіб, нарівні з отриманим позитивним ефектом, - підвищеним строком служби, - зберіг у собі головний недолік, притаманний раніше наведеному способу як аналог, а саме: високу собівартість калібру внаслідок дорожнечі теплостійких марок сталі, що містять у собі як легуючі елементи хром та ванадій, а також багато циклічності обробки. Задачею винаходу, що заявляється, є розробляння такого способу виготовлення калібрів станів холодної прокатки труб, який був би позбавлений згаданих недоліків. Технічний результат досягається тим, що у способі виготовлення калібрів станів холодної прокатки труб, що включає механічну обробку поковки, складання, розточку рівчака, прокатку з подальшою термічною обробкою, шліфування, полірування рівчака на готовий розмір, згідно із винаходом, поковку, отриману методом осадки кільця, виготовленого способом відцентрового лиття, розрізають на два півкільця, а кожне із отриманих півкілець зчленовують з півдиском із вуглецевої сталі, отриманим з круглого прокату, за допомогою гвинтового з'єднання. Ознак, що характеризують винахід, у сукупності достатньо для здійснення способу виготовлення калібрів станів холодної прокатки труб і досягнення позитивного результату у вирішенні поставленої задачі, а кожний окремо є необхідним для ідентифікації і відмінності способу, що заявляється, від відомих у техніці, що свідчить про суттєвість наведених ознак. Отож, наведені ознаки є достатніми у всіх випадках, на які розповсюджується обсяг правової охорони. Окрім цього, спосіб має й інші ознаки, що характеризують винахід у окремих випадках його використання і створюють інші види технічного результату. Спосіб, що заявляється, пояснюється кресленнями (фіг. 1-5). На фіг. 1 показане кільце до і після його осадки зі ступенем деформації 5-15 %; На фіг. 2 показане півкільце, отримане із кільця і піддане попередній чорновій механічній обробці; На фіг. 3 показаний півдиск, отриманий із круглого прокату; На фіг. 4 показано калібр стану холодної прокатки труб після зчленування і стягування гвинтовим з'єднанням півкільця з півдиском і проведення остаточної механічної обробки. На фіг. 5 показаний переріз А-А. Запропонований спосіб здійснюють таким чином: кільце, відтворене на фіг. 1, отримують шляхом відрізання від труби, виготовленої методом відцентрового лиття. При цьому матеріалом кільця править теплостійка, зносостійка марка сталі, наприклад, 60С2ХФА, ГОСТ 14959-79. Операцію осадки із ступенем деформації 5-15 % здійснюють на гаряче відомим способом. Потім кільце розрізають на два півкільця, кожному із яких роблять попередню механічну обробку, збирання за допомогою гвинтового з'єднання з півдиском, отриманим із круглого прокату з середньовуглецевої марки сталі, наприклад, сталі 45, ГОСТ 1050-88. Опісля збирання калібр встановлюють у робоче положення кліті стана ХПТ і прокатують 1-2 труби за розрахованим маршрутом з метою отримання у поверхневих шарах рівчака калібру найбільш сприятливої орієнтації кристалітів при подальшій їхній експлуатації і отримання найвищого комплексу механічних властивостей. Після чого калібри витягають, піддають термічній обробці, шліфують і полірують у рівчак на готовий розмір. Отриманий таким чином калібр для станів ХПТ, готовий для тривалої і успішної експлуатації. Запропонований спосіб виготовлення калібрів станів холодної прокатки труб дозволяє суттєво знизити витрати дорогої теплостійкої, зносостійкої марки сталі типу 60С2ХФА, ГОСТ 14959-79, оскільки згадана сталь займає тільки 60-70 % від загального об'єму калібру станів ХПТ. Окрім цього, частина калібру у вигляді півдиска залишається постійною і не потребує 1 UA 112212 C2 безперервної заміни у ході експлуатації калібру. Усі ці фактори знижують собівартість калібрів ХПТ і, як наслідок, уся технологія холодної прокатки труб стає більш конкурентоспроможною. ФОРМУЛА ВИНАХОДУ 5 10 1. Спосіб виготовлення калібрів станів холодної прокатки труб, який включає механічну обробку поковки, розточку рівчака, прокатку труби в робочому положенні калібру, подальше термічне обробляння, шліфування та полірування рівчака на готовий розмір, який відрізняється тим, що поковку отримують методом осадки кільця, виготовленого способом відцентрового лиття, яке потім розрізають на два півкільця, кожне з яких після механічної обробки скріпляють з півдиском з вуглецевої сталі, отриманим із круглого прокату, шляхом гвинтового з'єднання. 2. Спосіб за п. 1, який відрізняється тим, що осадку кільця здійснюють зі ступенем деформації 5-15 %. 2 UA 112212 C2 3 UA 112212 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюFeldman Oleksandr Isakovych, Bobukh Oleksandr Anatoliiovych, Klimenko Oleksii Anatoliiovych, Yurkovskyi Volodymyr Vasyliovych
Автори російськоюФельдман Александр Исаакович, Бобух Александр Анатольевич, Клименко Алексей Анатольевич, Юрковский Владимир Васильевич
МПК / Мітки
МПК: B21B 21/02
Мітки: холодної, станів, труб, спосіб, виготовлення, калібрів, прокатки
Код посилання
<a href="https://ua.patents.su/6-112212-sposib-vigotovlennya-kalibriv-staniv-kholodno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення калібрів станів холодної прокатки труб</a>
Спосіб холодної прокатки труб та стан холодної прокатки труб для здійснення способу
Номер патенту: 53490
Опубліковано: 15.01.2003
Автори: Вольфович Георгій Вольфович, Живцов Сергій Павлович, Автономов Семен Володимирович, Попов Марат Васильович, Попов Олексій Маратович
МПК: B21B 17/00, B21B 21/00
Мітки: труб, прокатки, спосіб, способу, стан, холодної, здійснення
Формула / Реферат:
1. Спосіб холодної прокатки труб, що включає порціонну подачу заготовки у осередок деформації, утворений двома парами валків, і деформацію поданої порції послідовно першою і другою парами валків при їх зворотно-поступальному переміщенні щодо нерухомої оправки, який відрізняється тим, що калібрування по товщині стінки здійснюють перед деформацією другою парою валків зі ступенем деформації 5 - 15 %
Прокатний валок робочої кліті стана холодної прокатки труб
Номер патенту: 54197
Опубліковано: 25.10.2010
Автори: Гриневич Володимир Ігорович, Чуприна Дмитро Олегович
МПК: B21B 31/00, B21B 21/00
Мітки: робочої, труб, стана, прокатній, прокатки, валок, кліті, холодної
Формула / Реферат:
Прокатний валок робочої кліті стана холодної прокатки труб, що включає калібр та валок, який відрізняється тим, що він виконаний у вигляді збірної конструкції, яка містить дисковий калібр з рівчаком змінного перерізу та два піввалки, які з'єднані з калібром за допомогою конусних виступів у калібрі та стискаючого болта.
Привод кліті стана холодної прокатки труб
Номер патенту: 64522
Опубліковано: 10.11.2011
Автори: Гриневич Володимир Ігоревич, Андрєєв Володимир Андрійович
МПК: B21B 35/06, B21B 21/00
Мітки: стана, холодної, труб, кліті, привод, прокатки
Формула / Реферат:
Привод кліті стана холодної прокатки труб, який включає спарений кривошипно-шатунний механізм і ведучі шестерні, що встановлені на спільному приводному валу та зв'язані з відомими кривошипними колесами кривошипно-шатунного механізму, який відрізняється тим, що приводний вал виконаний у вигляді збірної конструкції, яка містить порожнистий вал-шестірню та хвостовик, що з'єднаний з валом-шестірнею за допомогою шліцьового з'єднання, а...
Рівчак робочого ролика стана холодної прокатки труб
Номер патенту: 88216
Опубліковано: 25.09.2009
Автори: Мироненко Микола Андрійович, Пройдак Юрій Сергійович, Король Радомір Миколайович
МПК: B21B 21/02
Мітки: ролика, стана, холодної, прокатки, труб, робочого, рівчак
Формула / Реферат:
Рівчак робочого ролика стана холодної прокатки труб з поперечним перерізом, утвореним центральною частиною, дуга якої окреслена постійним радіусом, що дорівнює радіусу готової труби, та примикаючими до неї окресленими радіусом випусками, дуга кожного з яких сполучена з дугою окресленої радіусом реборди, який відрізняється тим, що кожний з випусків рівчака робочого ролика окреслений радіусом, що визначається залежністю:
Калібрування інструмента для холодної прокатки труб
Номер патенту: 52817
Опубліковано: 15.01.2003
Автори: Заводчіков Сєргєй Юрьєвіч, Сафонов Владімір Ніколаєвіч, Котрєхов Владімір Андрєєвіч, Дєвятих Васілій Гєннадієвіч, Кроткіх Сєргєй Валєрьєвіч, Лосіцкій Анатолій Францевіч, Вєрєтєнніков Владімір Алєксєєвіч, Бочаров Олєг Вікторовіч, Буховцев Віктор Фьодоровіч, Коміссаров Владімір Арсєньєвіч, Шіков Алєксандр Константіновіч
МПК: B21B 21/02
Мітки: прокатки, інструмента, холодної, калібрування, труб
Формула / Реферат:
1. Калібрування інструмента для холодної прокатки труб, у якому розгортка калібровки зовнішнього інструмента та профіль внутрішнього інструмента виконані у формі побудованих на основі математичних обчислень кривих, яке відрізняється тим, що криві профілю розгортки зовнішнього та профілю внутрішнього інструментів є геометричним місцем вузлових точок різних сплайн-функцій.2. Калібрування за п. 1, яке відрізняється тим, що ділянки обтиску...
Попередній патент: Катіонні полімери, що містять гідрофобну групу, як підсилювачі відкладення пестицидів і хімікатів для виробництва сільськогосподарських культур
Наступний патент: Пристрій для утворення аерозолю та система утворення аерозолю з багатокутним поперечним перерізом
Випадковий патент: Спосіб насичення-відмивання нирки