Рівчак робочого ролика стана холодної прокатки труб
Номер патенту: 88216
Опубліковано: 25.09.2009
Автори: Пройдак Юрій Сергійович, Мироненко Микола Андрійович, Король Радомір Миколайович
Формула / Реферат
Рівчак робочого ролика стана холодної прокатки труб з поперечним перерізом, утвореним центральною частиною, дуга якої окреслена постійним радіусом, що дорівнює радіусу готової труби, та примикаючими до неї окресленими радіусом випусками, дуга кожного з яких сполучена з дугою окресленої радіусом реборди, який відрізняється тим, що кожний з випусків рівчака робочого ролика окреслений радіусом, що визначається залежністю:
![]() - для трироликової схеми прокатки, та
- для трироликової схеми прокатки, та ![]() - для чотирироликової схеми прокатки,
- для чотирироликової схеми прокатки,
де ![]() і
і ![]() - радіуси заготівки та готової труби, відповідно;
- радіуси заготівки та готової труби, відповідно;
![]() - кут випуску рівчака ролика, в залежності від обтиску труби по діаметру під час прокатки;
- кут випуску рівчака ролика, в залежності від обтиску труби по діаметру під час прокатки;
при цьому кожна з реборд рівчака ролика окреслена радіусом, що визначається залежністю:
![]() - для трироликової схеми прокатки, та
- для трироликової схеми прокатки, та
![]() - для чотирироликової схеми прокатки,
- для чотирироликової схеми прокатки,
а ширина рівчака ролика визначається залежністю:
![]() - для трироликової схеми прокатки, та
- для трироликової схеми прокатки, та
![]() - для чотирироликової схеми прокатки.
- для чотирироликової схеми прокатки.
Текст
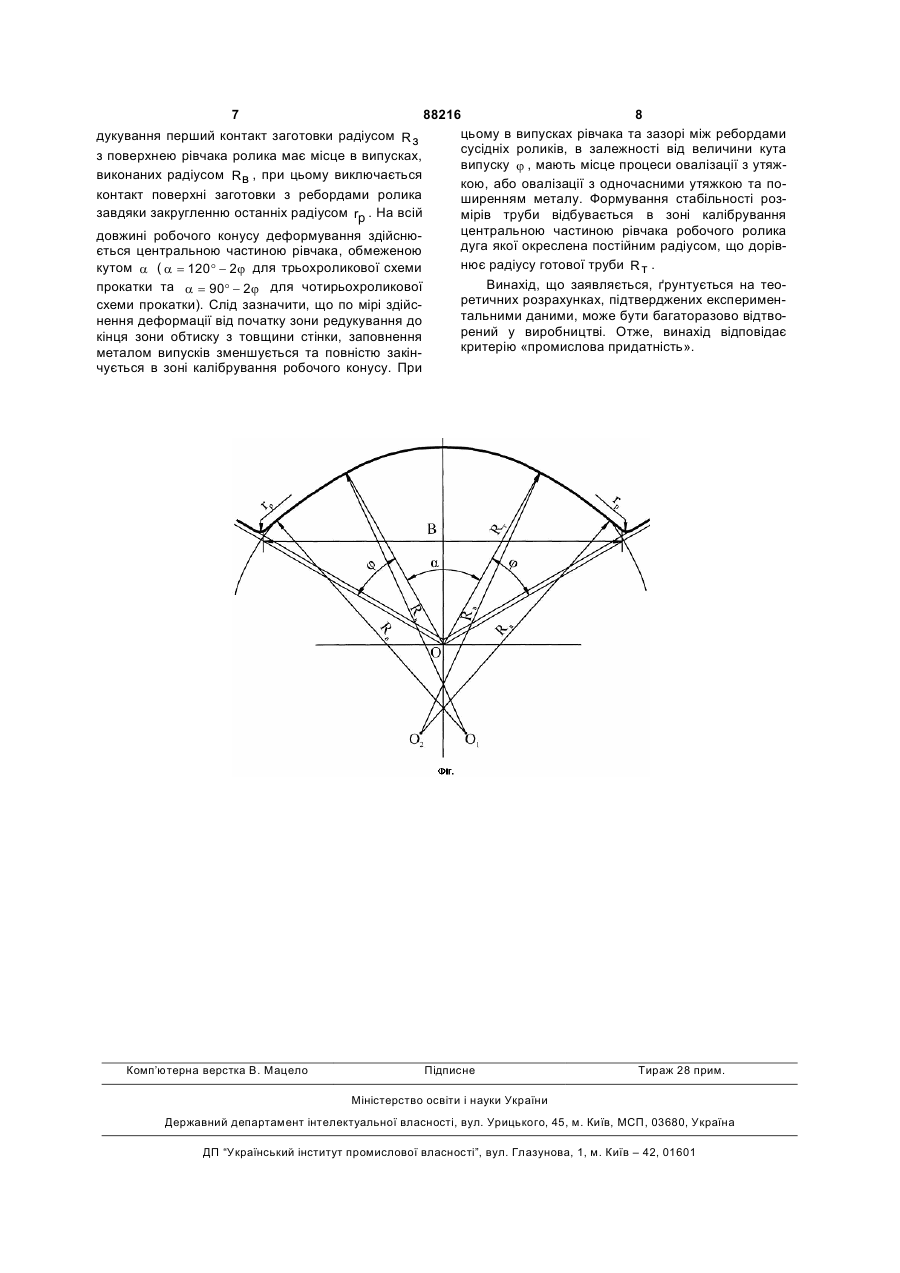
Рівчак робочого ролика стана холодної прокатки труб з поперечним перерізом, утвореним центральною частиною, дуга якої окреслена постійним радіусом, що дорівнює радіусу готової труби, та примикаючими до неї окресленими радіусом випусками, дуга кожного з яких сполучена з дугою окресленої радіусом реборди, який відрізняється тим, що кожний з випусків рівчака робо чого ролика окреслений радіусом, що визначається залежністю: Rв = R з + R т × [1 - cos(60° - j )] - для трироликової Винахід відноситься до області обробки металів тиском, зокрема, до робочого інструменту роликових станів холодної прокатки труб і може бути використаний при холодній періодичній прокатці тонкостінних і особливо тонкостінних труб з високими якістю поверхні й точністю з діаметру та товщини стінки. Відомий рівчак робочого ролика стана холодної прокатки труб з поперечним перетином, що містить центральну частину, дуга якої окреслена постійним радіусом, що дорівнює радіусу готової труби, два випуски, кожний із яких виконаний по прямій, дотичній до радіусу центральної частини рівчака, та реборди, зв'язані з випусками радіусом r = 0,6(R з - R т ) округлення: р , де: Rз і Rт - радіуси заготівки та готової труби, відповідно. [Верде ревский В. А. Роликовые станы холодной прокатки труб. - М.: Металлургия, 1992. - 240 с]. До недоліків відомого рівчака робочого ролика стана холодної прокатки труб відноситься те, що, з одного боку, перший дотик з поверхнею заготівки відбувається ребордами, що приводить до налипання металу на останні та, як наслідок, до погіршення зовнішньої поверхні труб, з другого боку, виконання випусків рівчака по прямій приводить при прокатці тонкостінних та особливо тонкостінних труб до сплющення робочого конуса, що в свою чергу порушує нормальний плин процесу редукування та перешкоджає овалізації робочого конусу, збільшуючи тим самим зусилля зриву під час подачі заготівки, в результаті чого спостерігається налипання металу на оправку, погіршується якість внутрішньої поверхні труб. Все вищезазна (13) 88216 (11) UA В = 1,42 × R з - для чотирироликової схеми прокатки. (19) катки, та rр = 0,7 × (Rз - R т ) - для чотирироликової схеми прокатки, а ширина рівчака ролика визначається залежністю: В = 173 × R з - для трироликової схеми прокатки, та , C2 схеми прокатки, та Rв = R з + R т × [1 - cos(45° - j)] для чотирироликової схеми прокатки, де R з і R т - радіуси заготівки та готової труби, відповідно; j - кут випуску рівчака ролика, в залежності від обтиску труби по діаметру під час прокатки; при цьому кожна з реборд рівчака ролика окреслена радіусом, що визначається залежністю: rр = 0,8 × (R з - R т ) - для трироликової схеми про 3 88216 4 чене характеризує даний рівчак робочого ролика, двох процесів - поширення металу з овалізацією як рівчак «тісного» типу. та утяжка. Це при прокатці роликами з недостатнім Найбільш близьким пристроєм того ж признарозвалом призводить до вм'ятин і підрізів зовнішчення до заявленого винаходу з сукупності ознак, ньої поверхні робочого конуса і, як наслідок, до що взятий за прототип, є рівчак робочого ролика налипання на реборди робочих роликів. Ширистана холодної прокатки труб, що містить центрану випуску рівчака визначають з умови максимальну частину, дуга якої окреслена постійним радільно можливої овалізації робочого конуса на почаусом, що дорівнює радіусу готової труби, та два тку зони редукування й поширення металу, вона закруглених випуски, кожний з яких виконано в рівна різниці радіусів заготівки та готової труби: вигляді двох дуг, зв'язаних між собою двома радіуb в = R з - R т , де: R з і R т - радіуси заготовки та сами, враховуючими обтиск з товщини стінки та готової труби, відповідно. При цьому, для трьохредукування, причому радіус редукування є радіуроликової схеми прокатки ширина калібру дорівсом округлення реборд, кожний з цих радіусів винює: В = 1,73 × R з та для чотирьохроликової схеми значається відповідними залежностями: é ù ê ú - tт t ê (1 - cos a ) - cos j ú 1+ з Rт ú 1ê R t = ê1 + úR т , 1 2ê - cos j ú t - tт ê ú 1+ з (1 - cos a ) ê ú Rт ë û é R - R т - 2(t з - t т ) ù (1 - cos a )úR т , де: R з R р = 10 ê з 2R т ë û і R т - радіуси заготівки та готової труби, відповід но; t з і t т - товщини стінок заготівки та готової труби, відповідно; a - кут центральної частини рівчака робочого ролика ( a = 60° для трьохроликової схеми прокатки та a = 45° для чотирьохроликової схеми прокатки); j - кут випуску рівчака ролика постійної величини ( j = 30° для трьохроликової схеми прокатки та j = 22,5° для чотирьохроликової схеми прокатки). [Чекмарев А.П., Ваткин Я.Л., Дуплий Г.Д., Кучеренко В.Р. Калибровка роликов и опорних планок станов роликовой прокатки труб. XLIX Обработка металлов давлением. Сборник научных трудов. М.: Металургия, 1965. С.343 - 359.]. До причин, перешкоджаючих досягненню вказаного нижче технічного результату при використанні відомого пристрою, прийнятого за прототип, відноситься те, що реборди рівчака контактують з поверхнею робочого конусу на більшій частині його довжини, це приводить до налипання металу на останні та, як наслідок, до погіршення зовнішньої поверхні труб, «тісний» тип рівчака обумовлює перешкоджання течії процесу вільної овалізації й поширення металу в випусках, постійна величина кута випуску при не великих обтисках з діаметру призводить до зниження точності готових труб за рахунок зменшення центральної части рівчака робочого ролика, виконаної постійним радіусом, що дорівнює радіусу готової труби. Все це обумовлює обмеження використання вищевказаного рівчака робочого ролика при виробництві тонкостінних та особливо тонкостінних труб підвищеної точності з діаметру та товщини стінки. В основу винаходу поставлена задача підвищити якість поверхні й точність труб з діаметру та товщини стінки. Аналіз формозмінення робочого конусу в процесі холодної періодичної роликової прокатки показує, що в випусках рівчака й зазорі між ребордами сусідніх роликів одночасно є течія прокатки: В = 1,42 × R з . На початку зони редукування відбувається овалізація робочого конуса без зміни периметра заготівки. При подальшому обтиску заготівки рівчаками роликів - з початком процесу редукування, частина зміщеного об'єму металу в миттєвому осередку деформації розміщується в закруглених випусках. Для виключення підрізування зовнішньої поверхні робочого конуса ребордами робочих роликів їх необхідно округлити. Це усуне зіткнення реборд з поверхнею робочого конусу та виключить налипання металу на реборди в процесі прокатки. Таке явище має місце від початку зони редукування й на перших 10 ¸ 30% довжини зони обтиску з товщини стінки, де відбувається максимальний обтиск з товщини стінки, при подальшому переміщенні роликів реборди не стикаються з робочим конусом. Формування стабільності розмірів труби проходить у зоні калібрування центральною частиною рівчака робочого ролика, виконаною постійним радіусом, що дорівнює радіусу готової труби, таким чином, з метою підвищення точності труб з діаметру та товщини стінки необхідно враховувати фактичний обтиск труби під час прокатки. Технічний результат полягає в тому, що завдяки пристрою, котрий заявляється, забезпечується виключення дотику реборд ролика до поверхні робочого конусу на всій його довжині, течія процесу овалізації та поширення робочого конусу в випусках рівчака ролика й врахування фактичного обтиску труби під час прокатки. Поставлена задача досягається тим, що рівчак робочого ролика стана холодної прокатки труб виконується з поперечним перетином, що містить центральну частину, дуга якої окреслена постійним радіусом, що дорівнює радіусу готової труби, та два закруглених випуски, кожний із яких виконаний радіусом, що визначається залежністю: Rв = R з + R т [1 - cos(60° - j)] - для трьохроликової схеми прокатки, та для чотирьохроликової схеми прокатки: Rв = R з + R т [1 - cos(45° - j)] , де: R з і R т - радіуси заготівки та готової труби, відповідно; j - кут випуску рівчака ролика, в залежності від обтиску труби з діаметру під час прокатки; причому кожна з реборд рівчака ролика округлена радіусом, зв'язаним з радіусом випуску та визначається залежністю: rр = 0,8(R з - R т ) - для трьох роликової схеми прокатки та для чотирьохроликової схеми прокатки: rр = 0,7(R з - R т ) , а ширина 5 88216 6 особотонкостенных труб повышенной точности // рівчака ролика знаходиться з рівняння: Физико - механические проблемы формирования В 1,73 × R з - для трьохроликової схеми прокатки = структуры и свойств материалов методами обрата для чотирьохроликової схеми прокатки: ботки давлением. - Краматорск: 2007. - С.406В= 1,42 × R з . [Король Р.Н., Кузьменко В.И. Калиб411.]. ровка ручья роликов стана ХПТР для прокатки № п/п 1 2 3 4 5 6 7 8 ХПТР ХПТР ХПТР ХПТР ХПТР ХПТР ХПТР ХПТР Тип стану 8 ¸ 15 , 6 ¸ 15 8 ¸ 15 , 6 ¸ 15 15 ¸ 30 , 8 ¸ 15 , 6 ¸ 15 15 ¸ 30 , 8 ¸ 15 , 6 ¸ 15 15 ¸ 30 , 8 ¸ 15 30 ¸ 60 , 15 ¸ 30 30 ¸ 60 30 ¸ 60 , 60 ¸ 120 Обтиск з діаметру, мм 0,5 1,0 1,5 2,0 2,5 3,0 ¸ 3,5 4,0 5,0 Запропонований рівчак робочого ролика стана холодної прокатки труб дозволяє отримувати тонкостінні та особливо тонкостінні труби з високими якістю поверхні та точністю з діаметру та товщини стінки завдяки тому, що під час прокатки виключається контакт реборд рівчака з поверхнею робочого конуса на всій його довжині, закруглені випуски забезпечують зменшення нерівномірності деформації в випусках рівчака та величина кута випуску рівчака залежить від фактичного обтиску труби з діаметру під час прокатки, виключаючи, таким чином, зменшення центральної частини рівчака робочого ролика, виконаною постійним радіусом, що дорівнює радіусу готової труби. Труби з високими якістю поверхні й точністю з діаметру та товщини стінки застосовуються в атомній енергетиці, машинобудуванні, космічній техніці, електроніці і т.д. Ознаками, спільними як для прототипу, так і для запропонованого рівчака робочого ролика стана холодної прокатки труб є те, що він містить центральну частину, дуга якої окреслена постійним радіусом, що дорівнює радіусу готової труби, та два закруглених випуски, кожний із яких виконаний радіусним, а реборди округлені радіусом, зв'язаним з радіусом випусків. Відмінними ознаками запропонованої опорної планки роликового стана холодної прокатки труб є те, що згідно винаходу радіус закруглення випуску визначається залежністю: Rв R з + R т [1 - cos(60° - j)] - для трьохроликової схеми прокатки та для чотирьохроликової схеми прокатки: Rв = R з + R т [1 - cos(45° - j)] , де: R з і R т - радіуси заготівки та готової труби, відповідно; j - кут випуску рівчака ролика, в залежності від обтиску труби з діаметру під час прокатки; причому кожна з реборд рівчака ролика округлена радіусом, зв'язаним з радіусом випуску та визначається залежністю: rр = 0,8(R з - R т ) - для трьох роликової схеми прокатки та для чотирьохроликової схеми прокатки: rр = 0,7(R з - R т ) , а ширина рівчака ролика знаходиться з рівняння: В 1,73 × R з - для трьохроликової схеми прокатки = та: В = 1,42 × R з - для чотирьох роликової схеми Кут випуску рівчака робочого ролика, ° 6 10 14 18 22 26 28 30 прокатки, при цьому таке виконання рівчака робочого ролика є «вільного» типу. По наявним у заявника та авторів відомостям запропонована сукупність ознак, що характеризують сутність виноходу, не відома з рівня техніки. Отже, винахід відповідає критерію «новизна». Сутність винаходу, що заявляється, не слідує явним образом для фахівця з відомого рівня техніки. Сукупність ознак, що характеризують відоме рішення, не забезпечує досягнення нових властивостей і тільки наявність перерахованих відокремлюваних ознак дозволяє отримати нові властивості, новий технічний результат. Отже, запропонований матеріал відповідає критерію «винахідницький рівень». Суть винаходу пояснюється кресленням де зображено: Фіг. - рівчак робочого ролика стана холодної прокатки труб. Запропонований рівчак робочого ролика стана холодної прокатки труб містить центральну частину, дуга якої окреслена постійним радіусом, що дорівнює радіусу готової труби R т , обмежену кутом a ( a = 120 ° - 2j для трьохроликової схеми прокатки та a = 90° - 2j для чотирьохроликової схеми прокатки), два випуски, закруглені радіусом: Rв = R з + R т [1 - cos(60° - j)] - для трьохроликової схеми прокатки та для чотирьохроликової схеми прокатки: Rв = R з + R т [1 - cos(45° - j)] , де: R з і R т - радіуси заготівки та готової труби, відповідно; j - кут випуску рівчака ролика, в залежності від обтиску труби з діаметру під час прокатки; та реборди, округлені радіусом: rр = 0,8(R з - R т ) для трьохроликової схеми прокатки та для чотирьохроликової схеми прокатки: rр = 0,7(R з - R т ) , зв'язаним з радіусом випусків, при цьому ширина рівчака ролика дорівнює: В = 1,73 × R з - для трьохроликової схеми прокатки та для чотирьохроликової схеми прокатки: В = 1,42 × R з . Рівчак робочого ролика стана холодної прокатки труб працює таким чином. Під час прокатки при перекачуванні цапф робочого ролика по каліброваній робочій поверхні опорної планки (не показана) на початку зони ре 7 88216 8 цьому в випусках рівчака та зазорі між ребордами дукування перший контакт заготовки радіусом R з сусідніх роликів, в залежності від величини кута з поверхнею рівчака ролика має місце в випусках, випуску j , мають місце процеси овалізації з утяжвиконаних радіусом Rв , при цьому виключається кою, або овалізації з одночасними утяжкою та поконтакт поверхні заготовки з ребордами ролика ширенням металу. Формування стабільності роззавдяки закругленню останніх радіусом rр . На всій мірів труби відбувається в зоні калібрування центральною частиною рівчака робочого ролика довжині робочого конусу деформування здійснюдуга якої окреслена постійним радіусом, що дорівється центральною частиною рівчака, обмеженою нює радіусу готової труби R т . кутом a ( a = 120 ° - 2j для трьохроликової схеми Винахід, що заявляється, ґрунтується на теопрокатки та a = 90° - 2j для чотирьохроликової ретичних розрахунках, підтверджених експерименсхеми прокатки). Слід зазначити, що по мірі здійстальними даними, може бути багаторазово відтвонення деформації від початку зони редукування до рений у виробництві. Отже, винахід відповідає кінця зони обтиску з товщини стінки, заповнення критерію «промислова придатність». металом випусків зменшується та повністю закінчується в зоні калібрування робочого конусу. При Комп’ютерна верстка В. Мацело Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPass of working roll of cold-rolling mill of pipes
Автори англійськоюProidak Yurii Serhiiovych, Korol Radomyr Mykolaiovych, Myronenko Mykola Andriiovych
Назва патенту російськоюРучей рабочего ролика стана холодной прокатки труб
Автори російськоюПройдак Юрий Сергеевич, Король Радомир Николаевич, Мироненко Николай Андреевич
МПК / Мітки
МПК: B21B 21/02
Мітки: робочого, холодної, рівчак, прокатки, стана, ролика, труб
Код посилання
<a href="https://ua.patents.su/4-88216-rivchak-robochogo-rolika-stana-kholodno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Рівчак робочого ролика стана холодної прокатки труб</a>
Опорна планка роликового стана холодної прокатки труб
Номер патенту: 85005
Опубліковано: 10.12.2008
Автори: Очеретна Наталія Миколаївна, Король Радомір Миколайович, Пройдак Юрій Сергійович
МПК: B21B 21/04
Мітки: холодної, стана, роликового, опорна, труб, прокатки, планка
Формула / Реферат:
Опорна планка роликового стана холодної прокатки труб, яка містить ділянку зіва подачі та повороту заготовки, калібровану робочу поверхню з послідовно розташованими зонами деформування: редукування, обтиску з товщини стінки та калібрування з товщини стінки й діаметра, довжина останньої не перевищує 0,33 довжини робочої поверхні опорної планки, яка відрізняється тим, що зона калібрування виконана в вигляді двох зворотних скосів з катетами,...
Робоча кліть стана холодної пільгерної прокатки труб
Номер патенту: 65161
Опубліковано: 15.03.2004
Автори: Фролов Ярослав Вікторович, Сеніна Тетяна Володимирівна, Фролов Віктор Пилипович, Смирнов Віктор Григорович, Данильченко Віктор Васильович
МПК: B21B 21/04, B21B 21/00
Мітки: пільгерної, труб, робоча, кліть, стана, холодної, прокатки
Формула / Реферат:
Робоча кліть стана холодної пільгерної прокатки труб, що включає стаціонарну силову станину з закріпленими на її горизонтальних поверхнях напрямними і валки з підшипниковими опорами, яка відрізняється тим, що вона обладнана роликовими підшипниками лінійного переміщення і подушками, у яких розташовані підшипникові опори валків, а роликові підшипники лінійного переміщення встановлені поміж кожною зі згаданих напрямних і подушкою.
Валок стана холодної прокатки труб

Номер патенту: 19528
Опубліковано: 25.12.1997
Автори: Борисенко Юрій Миколайович, Чуб Анатолій Васильович, Ісаков Євген Борисович, Верещагін Олександр Давидович, Попов Марат Васильович, Вольфович Георгій Вольфович, Більдін Констянтин Михайлович, Черкащенко Татяна Володимирівна, Сандульский Борис Степанович, Алпатов Євгеній Миколайович, Островський Ігор Петрович, Кравченко Юрій Олексійович
МПК: B21B 21/00, B21B 21/02
Мітки: прокатки, холодної, стана, труб, валок
Формула / Реферат:
Валок стана холодной прокатки труб, включающий установленный на круглом валу кольцевой калибр с ручьем переменного сечения, отличающийся тем, что калибр выполнен разъемным по диаметру, его половины соединены друг с другом болтами, расположенными перпендикулярно плоскости разъема, при этом со стороны зева и калибрующей зоны между торцами половин калибра имеется зазор, величина которого составляет 0,001-0,1 диаметра вала.
Станина під робочу кліть стана холодної прокатки труб
Номер патенту: 15759
Опубліковано: 17.07.2006
Автори: Гриневич Володимир Ігоревич, Клименко Фелікс Констянтинович, Луцик Володимир Олександрович, Черних Володимир Миколайович
МПК: B21B 21/00, B21B 31/00
Мітки: труб, робочу, холодної, прокатки, станина, кліть, стана
Формула / Реферат:
Станина під робочу кліть стана холодної прокатки труб, яка має стаціонарну основу та встановлену на ній змінну напрямну з двома симетрично розташованими повздовжніми пазами, при цьому змінна опорна напрямна виконана з механізмами регулювання її положення у вертикальній та горизонтальній площинах, яка відрізняється тим, що механізм настроювання у вертикальній площині виконаний у вигляді рухомої плити та має кут нахилу 5-6° з аналогічним кутом...
Механізм подачі та повороту стана холодної прокатки труб
Номер патенту: 86688
Опубліковано: 12.05.2009
Автори: Аміров Ібрагім Масхудович, Король Радомір Миколайович, Пройдак Юрій Сергійович
МПК: B21B 21/04, B21B 21/06
Мітки: повороту, холодної, труб, прокатки, стана, механізм, подачі
Формула / Реферат:
Механізм подачі та повороту стана холодної прокатки труб, що включає кінематично зв'язаний з головним двигуном приводу робочої кліті ведучий вал, на якому посаджені фіксатор і два кривошипи з двома пальцями, виконаними з можливістю періодичної взаємодії з мальтійським хрестом, який сполучений через систему шестерень з гвинтом і гайкою, жорстко зв'язаною з патроном затиску заготівки, при цьому гвинт кінематично зв'язаний через муфту зчеплення...
Попередній патент: Геліонагрівач рідини
Наступний патент: Органічна зв’язка
Випадковий патент: Спосіб обміну інформацією в інформаційно-виробничій системі