Установка для пакування в усадочну плівку безпіддонного штабелю штучних предметів
Формула / Реферат
(57) 1. Установка для упаковывания в усадочную пленку безподдонного штабеля штучных предметов, содержащая устройство для формирования штабеля с боковыми уступами для вильчатого захвата, устройство для наложения на штабель усадочной пленки, термоусадочное устройство, кантователь, включающий два расположенных один над другим транспортера, установленных с возможностью одновременного поворота вместе со штабелем на 180° вокруг горизонтальной оси, и устройство для профилирования боковых уступов штабеля с формовочными элементами, отличающаяся тем, что устройство для наложения на штабель усадочной пленки и термоусадочное устройство смонтированы в одном корпусе и имеют одно транспортно-подъемное полотно, а формовочные элементы устройства для профилирования боковых уступов штабеля установлены по краям верхнего транспортера кантователя с возможностью перемещения в вертикальном направлении в области боковых уступов штабеля.
2. Установка по п.1, отличающаяся тем, что формовочные элементы выполнены в виде транспортирующих элементов, причем длина нижнего транспортера кантователя превышает длину верхнего на удвоенную длину формовочного элемента.
3. Установка по п.2, отличающаяся тем, что каждый транспортирующий элемент выполнен в виде секции роликового конвейера.
4. Установка по п.2, отличающаяся тем, что каждый транспортирующий элемент выполнен в виде ленты транспортера.
5. Установка по п.2 отличающаяся тем, что каждый транспортирующий элемент выполнен в виде многослойного ремня ременной передачи.
Текст
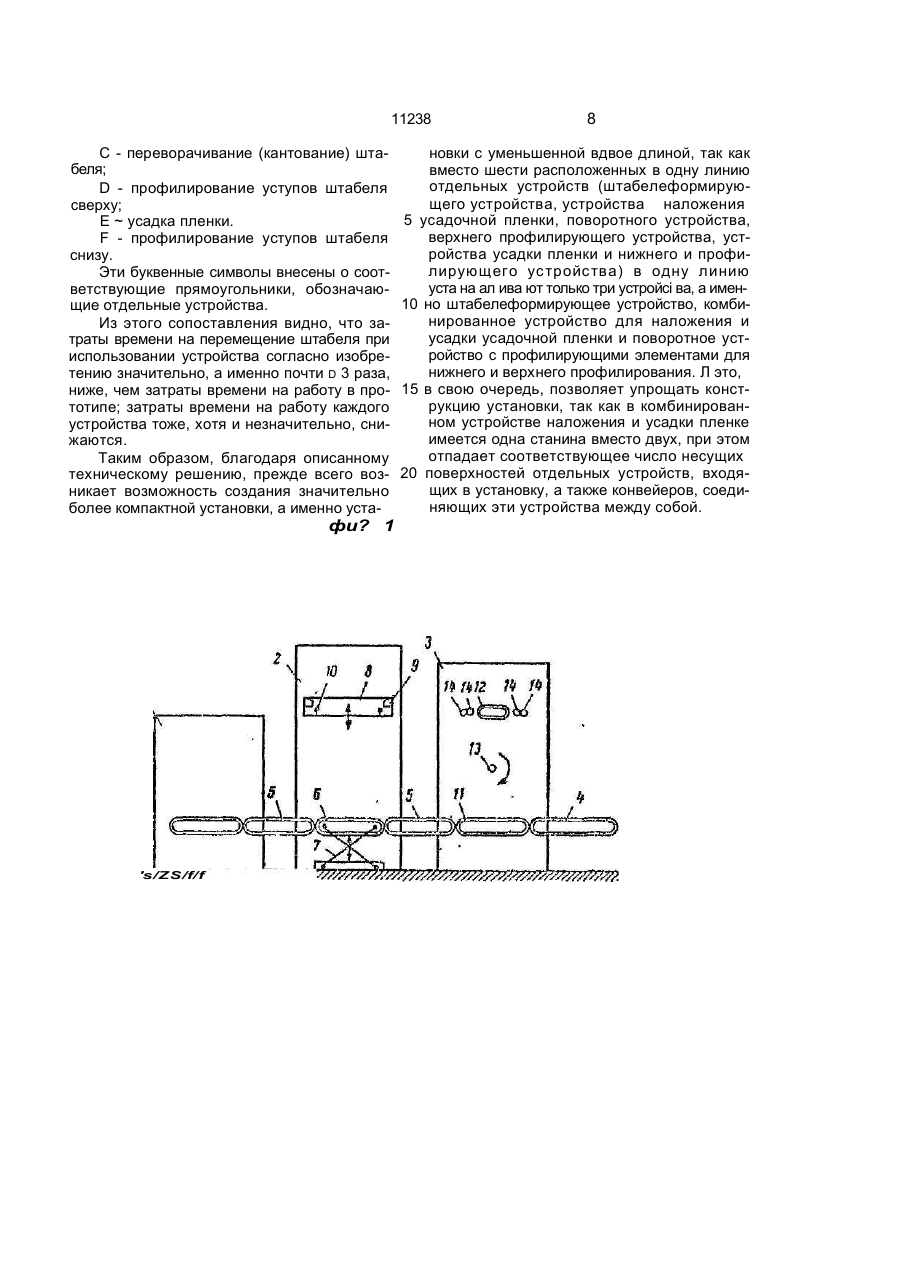
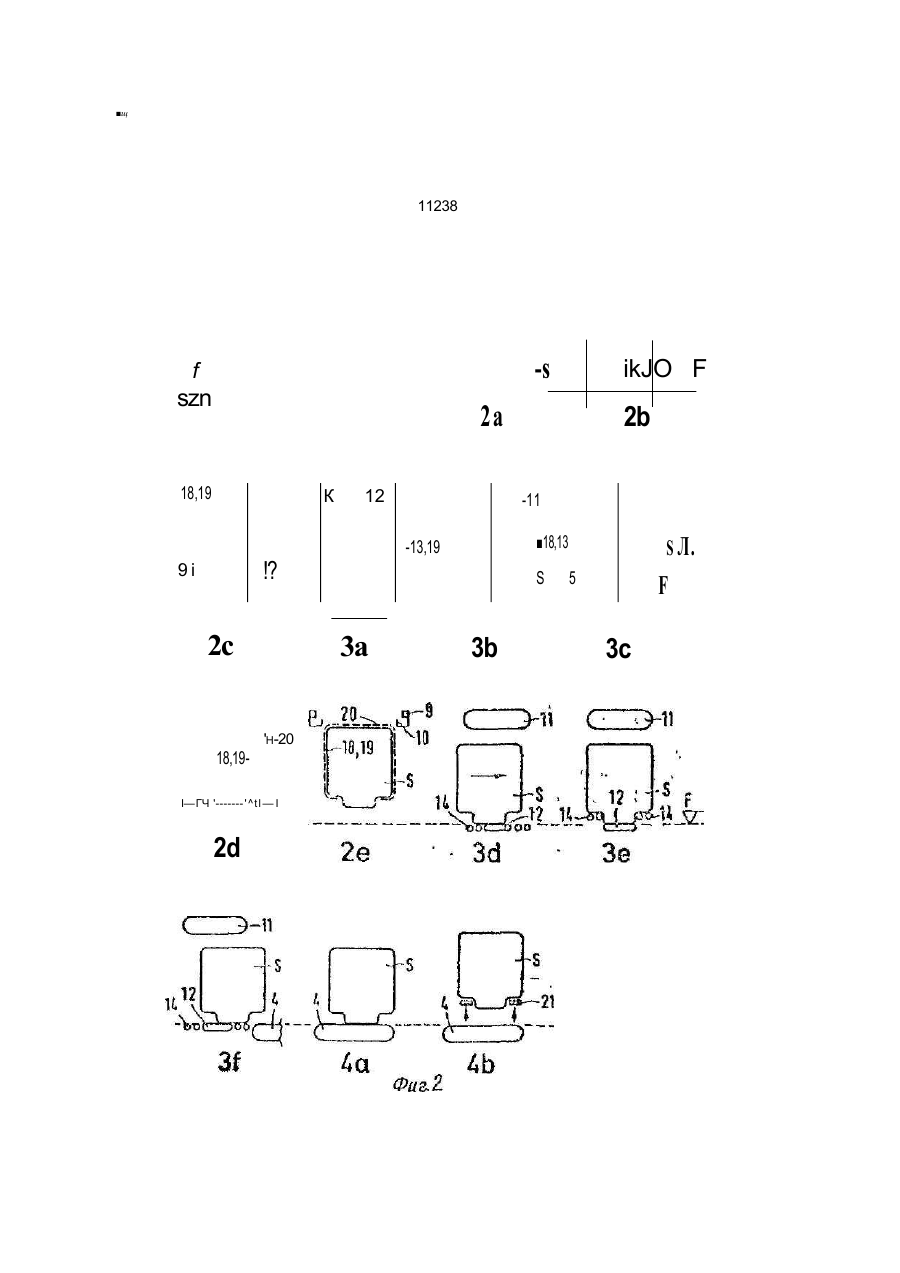
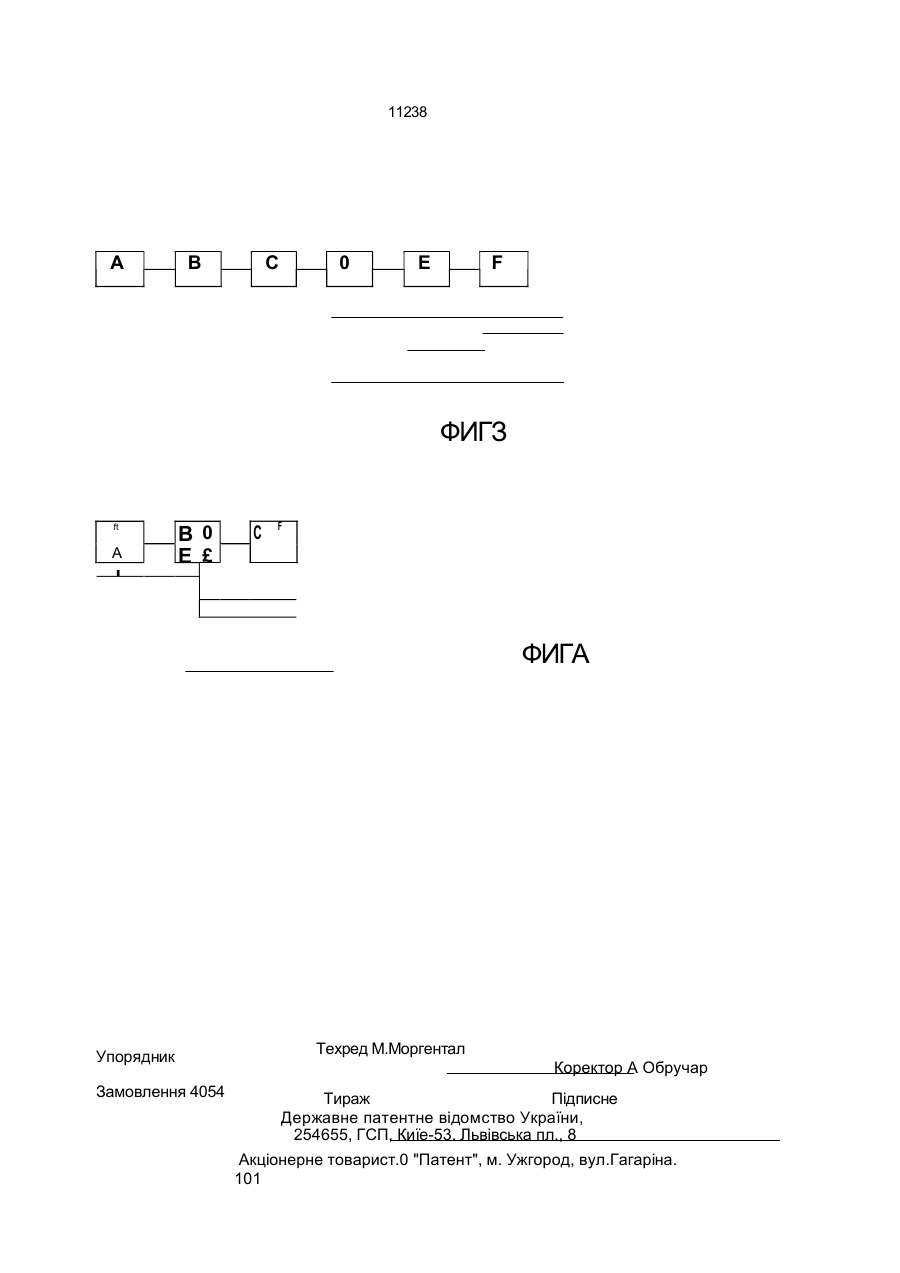
1. Установка для упаковывания в усадоч ную пленку безподдониого штабеля штуч ных предметов, содержащая устройство для формирования штабеля с боковыми уступа ми для вильчатого захвата, устройство для наложения на штабель усадочной пленки, термоусадочное устройство, кантователь, включающий два расположенных один над другим транспортера, установленных с воз можностью одновременного поворота вместе со штабелем на 180° вокруг горизонтальной оси, и устройство для профилирования бо ковых уступов штабеля с формовочными эле ментами, о т л и ч а ю щ а я с я тем, что устройство для наложения на штабель усадочной пленки и термоусадочное устройство смонтированы в одном корпусе и имеют одно транслортно-подъемное полотно, а формовочные элементы устройсі аз для профилирования боковых уступов штабеля установлены по краям верхнего транспортера кантователя с возможностью перемещения в вертикальном направлении в области боковых уступов штабеля 2. Установка л о п . 1 . о т л и ч а ю щ а я с я тем, что Формовочные элементы выпол: иены в виде транспортирующих элементов, причем длина нижнего транспортера канто вателя превышает длину верхнего на удво енную длину формовочного элемента 3. Установка по п.2, о т л и ч а ю щ а я с я тем, что каждый транспортирующий элемент выполнен в виде секции роликово го конвейера. 4. Установка по п.2, о т л и ч а ю щ а я с я тем, что каждый транспортирующий элемент выполнен в виде ленты транспор тера. 5. Установка п о п 2 о т л и ч а ю щ а я с я тем. что каждый транспортирующий эле мент выполнен в виде многослойного ремня ременной передачи С > СА) О Изобретение касается установки для упаковывания без использования штабеля штучных изделий. Штабель состоит из нескольких рядов уложенных друг на друга предметов, при этом сначала укладывают друг на друга несколько рядов предметов с одинаковой площадью основания на которые затем укладывают особый ряд предме тов таким образом, что при этом обоазуется по меньшей мере два уступа для вхождения вильчатого захвата подъемно-транспортной машины, после этого на штабель накладывают первую усадочную пленку, которой затем посредством теплового воздействия плотно обтягивают штабель после этого штабель поворачивают на 180° таким обра 11238 зом. что ряд с уступами оказывается снизу, затем на штабель накладывают вторую усадочную пленку, которой посредством теплового в озд ейст вия пл отно обтя г иваю т штабель, при этом перед поворачиванием штабель и/или после усадки второй усадочной пленки производится формование усадочной пленки D уступах. Известноустройство этоготипаПЗ. формовочные инструменты п поворотном устройстве которого образованы состоящей из двух частей относительно сложной рамой, которую перед поступлением штабеля с надетой на него первой усадочной пленкой подают к одной из двух несущих поверхностей поворотного устройства, и после поступления штабеля с первой усадочной пленкой DO время дш.жения несущих поверхностей навстречу друг другу вводят сверху в уступы особого ряда штабеля и после поворота штабеля удаляют из поворотного устройства омоете с перевернутым штабелем и транспортируют вместе со штабелем через второе устройство для наложения усадочной пленки и второе устройство для усадки пленки, после чего ее (раму) отделяют от штабеля и возвращают в поворотное устройство. Хотя это известное устройство обеспечивает получение устойчивой упаковки, хорошо сохраняющей свою форму, однако его конструкция очень сложна, и она требует значительных площадей для установки. Известна также установка для упаковывания штабеля предметов п термоусадочную пленку, в которой, о целях уменьшения сложности конструкции и затрат па оборудование, поворотное устройство размещено между единственным устройством для наложения пленки и единственным устройстоом для усадки пленки, вследствие чего после наложения первого покрытия из усадочной пленки соответствующий штабель просто проходит че>,ез поворотное устройство, не подвергаясь переворачиванию, и входит в устройство для усадки пленки, где его обтягивают первой усадочной пленкой, после этого штабель возвращается в поворотное устройство, здесь его переворачивают, перемещают в устройство для наложения усадочной пленки, надевают на него вторую усадочную пленку и он снова без переворачивания проходит поворотное устройство и поступает о устройство для усадки пленки для обтягивания его второй усадочной пленкой. Однако, для профилирования уступоп в этой установке должны быгь предусмотрены еще два профилирующих устройства, а именно, одно - перед устройством усодки пленки - для профилирования уступов, когда они находятся в верхнем положении, а другое - после устройства усадки пленки - для профипировзния уступов, когда они поело переворачиоания штабеля находятся внизу 5 [2]. Эта установка является наиболее близкой к изобретению по технической сущности и принята за прототип. Однако эта установка также занимает 10 достаточно большую площадь и имеет достаточно сложную конструкцию. Целью изобретения является упрощение конструкции. Изобретение поясняется чертежами, 15 причем на фиг.1 схематично изображена установка, согласно изобретению, вид сбоку; на фиг.2 - схема технологических операций, осуществляемых установкой, согласно фиг.1;' на фиг.З - графическое изображение 20 затрат времени па работу устройств и затрат времени на перемещение штабеля в известной установке по прототипу; на фиг.4 аналогичное схематическое изображение затрат времени на работу и перемещение 25 штабеля в установке согласно изобретению. Установка (фиг. 1) содержит устройство 1 для формирования из предметов штабепя с боковыми уступами, устройство для пало30 жепия на штабель усадочной пленки и термоусадочное устройство, смонтированные в одном корпусе 2, кантователь 3, присоединенный к нему разгрузочный конвейер 4 и промежуточный конвейер 5, связывающий 35 все входящие в установку устройства. В корпусе 2 установлено подъемнотранспортное полотно 6, подъем и опускание которого осуществляется с помощью параллелограмммого механизма 7, а также 40 рама 8, смонтированная с возможностью подъема и опускания, предпочтительно с помощью не показанных на чертеже цепей. На периферии рамы 8 установлена с возможностью перемещения усадочная горел45 ка 9 или аналогичное устройство, а также выполненные в виде пальцев элементы 10, служащие для надевания чехла из усадочной пленки на находящийся на трапепортно-подъемном пелотне 6 шіабель(на фиг.2 50 штабель обозначен буквой S). Кантователь 3 включает два расположенных один над другим транспортера 11 и 12, установленных с возможностью одновременного поворота со штабелем на 180° 55 вокруг горизонтальной оси 13. По краям верхнего транспортера 12 кантователя 3 установлены формовочные элементы 14 устройства для профилирования боковых уступов штабеля Формовочные элементы 14 установлены с возможностью 1123В перемещения D вертикальном заправленим D области боковых уступоо штабеля и могут быть выполнены D пиле транспортирующих элементов, причем в этом случае длина нижнего транспортера 11 кантователя 3 превы- 5 итог длину верхнего транспортера 12 на удвоенную длину формовочного элемента 14, например, в виде секций роликового конвейера или в виде ленты транспортера или в сиде многослойного ремня ременной 10 передачи. Формовочные элементы 14 могут пере мещаться в вертикальном направлении а) после наложения и усадки первой усадоч ной пленки - D положение формования, т.е. 15 D уступы, б) после переворачивания штабе ля - о положение отсоединения, о) после возврата штабеля в корпус 2 и осуществле ния в нем наложения и усадки второй уса дочной пленки и повторной подачи штабеля 20 и кантователь для дополнительного профи лирования уступоо - снова в положение формооания и г) для последующего отвода штабеля R сторону - снова в положение от соединения. 25 Работа установки поясняется на фиг.2, где под штабелем S каждый раз указано положение каждого входящего D установку устройства, D котором штабель S находится в соответствующий момент, а с помощью 30 дополнительных буквенных индексов обозначены стадии процесса, осуществляемые в соответствующем устройстве. Плоскость, в которой осуществляется транспортирование, обозначена пунктирной линией и бук- 35 вой F. Изображенная на фиг.2 первая стадия (схема 1) показывает, что с помощью устройства 1 образован штабель S, состоящий из определенного числа стандартных рядов 15 40 и верхнего особого ряда 1G с боковыми уступами 17, причем каждый ряд 15 и 16 образован в соответствии с определенным образцом упаковки. Из устройства 1 штабель S поступает по промежуточному кон- 45 пейеру 5 в корпус 2 для наложения усадочной пленки и ее усадки. Здесь на штабель S сначала мадеоагат короткий чехол 10 из усадочной пленки, как это показано на схеме 2а. Затем на штабель надевают пер- 50 вый длинный чехол 19 из усадочной пленки и поднимают транспортно-подъемное полотно б, как это показано на схеме 2в. Теперь нижняя зона штабеля находится о таком положении относительно усадочной 55 горелки G, которое обеспечивает хорошую возможность усадки пленки в этой нижней зоне штаОеля S, как показано па схеме 2с. После этого раму С поднимают вверх и плотно прижимают оба чехла 18 и 19 из усадоч ной пленки к штабелю S. что на чертеже не показано детально. После необходимости полная усадка обоих чехлов 18 и 19 может быть произведена сверху пниз также после первоначальной усадки о нижней зоне штабеля, п результате чего будет удапена значительная часть находящегося в штабеле воздуха. Затем транспортно-подъемное полотно 6 снова опускают вниз и по промежуточному конвейеру 5 штабель S передают на транспортер 11 кантователя 3. Транспортеры 11 и 12 сближаются, формовочные элементы 14, расположенные по сторонам более короткого транспортера 12, опускаются в уступы 17, как это показано на схеме За, благодаря чему достигается аккуратное прилегание пленки к поверхности уступов 17. После этого штабель S поворачивают нз 180°, как показано на схеме Зв, и по промежуточному конвейеру 5 передают назад на транспортно-подъемное полотно 6. расположенное в корпусе 2, как показано на схеме Зс. Здесь производится надевание на штабель S второго пленочного чехла 20, как показано на схеме 2d и последующая усадка отого чехла на штабеле S, как показано на схеме 2е. После этого снова производится транспортирование штабеля S по промежуточному конвейеру 5 Б кантователь 3 и последующая установка его на находящуюся еще внизу более короткую поверхность транспортера 12. при этом формовочные элементы 14 входят в боковые уступы 17 для дополнительного их профилирования, как это показано на схеме 3d и Зе. После достаточного охлаждения пленки штэбель S, полностью покрытый и обтянутый усадочной пленкой перемещают на разгрузочный конвейер 4, как показывают схемы Зг и 4а, после чего, наконец, готовый штабель S (упаковочная единица) с помощью подъемных органов, например вильчатого погрузчика, отправляют по назначению (схема Аа). Для того, чтобы наглядно показать преимущества изобретения в сравнении с прототипом, на фиг.З и 4 даны графики, где сопоставлены затраты времени на перемещение штабеля и затраты времени на работу известного устройства-п рототипа и устройстоа согласно изобретению, причем затраты времени на перемещение схематически изображены в направлении оси координат Y, затраты времени на работу - в направлении оси координат X. При этом отдельные рабочие операции обозначены следующими буквами: А - формирование штабеля; В - наложение (надевание) усадочной пленки; 11238 С - переворачивание (кантование) штабеля; D - профилирование уступов штабеля сверху; Е ~ усадка пленки. F - профилирование уступов штабеля снизу. Эти буквенные символы внесены о соответствующие прямоугольники, обозначающие отдельные устройства. Из этого сопоставления видно, что затраты времени на перемещение штабеля при использовании устройства согласно изобретению значительно, а именно почти D 3 раза, ниже, чем затраты времени на работу в прототипе; затраты времени на работу каждого устройства тоже, хотя и незначительно, снижаются. Таким образом, благодаря описанному техническому решению, прежде всего возникает возможность создания значительно более компактной установки, а именно уста фи? 1 's/ZS/f/f ///////////// 8 новки с уменьшенной вдвое длиной, так как вместо шести расположенных в одну линию отдельных устройств (штабелеформирующего устройства, устройства наложения 5 усадочной пленки, поворотного устройства, верхнего профилирующего устройства, устройства усадки пленки и нижнего и профилирующего ус тройства) в одну линию уста на ал ива ют только три устройсі ва, а имен10 но штабелеформирующее устройство, комбинированное устройство для наложения и усадки усадочной пленки и поворотное устройство с профилирующими элементами для нижнего и верхнего профилирования. Л это, 15 в свою очередь, позволяет упрощать конструкцию установки, так как в комбинированном устройстве наложения и усадки пленке имеется одна станина вместо двух, при этом отпадает соответствующее число несущих 20 поверхностей отдельных устройств, входящих в установку, а также конвейеров, соединяющих эти устройства между собой. щ 11238 -s f szn ikJO F 2a 18,19 К 12 2c 'H-20 І—ГЧ '-------' ^tl —I 2d S Л. 18,13 S 3a 18,19 -11 -13,19 !? 9і 2b 3b 5 F 3c 11238 A В С 0 Е F ФИГЗ ft A I В 0 E £ С F ФИГА Упорядник Замовлення 4054 Техред М.Моргентал Коректор А Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, Киїе-53. Львівська пл., 8 Акціонерне товарист.0 "Патент", м. Ужгород, вул.Гагаріна. 101
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for packing into a shrink film of trayless pile of piece objects
Назва патенту російськоюУстановка для упаковки в усадочную пленку бесподдонного штабеля штучных предметов
МПК / Мітки
МПК: B65B 53/00, B65B 9/06
Мітки: предметів, установка, пакування, безпіддонного, штабелю, усадочну, плівку, штучних
Код посилання
<a href="https://ua.patents.su/6-11238-ustanovka-dlya-pakuvannya-v-usadochnu-plivku-bezpiddonnogo-shtabelyu-shtuchnikh-predmetiv.html" target="_blank" rel="follow" title="База патентів України">Установка для пакування в усадочну плівку безпіддонного штабелю штучних предметів</a>
Спосіб пакування безпіддонного штабеля штучних речей та установка для його здійснення
Номер патенту: 4233
Опубліковано: 27.12.1994
Автори: Райнхольд Яшке, Ріхард Біркенфельд
МПК: B65B 53/00, B65B 9/06
Мітки: здійснення, пакування, спосіб, безпіддонного, штучних, штабеля, установка, речей
Формула / Реферат:
1. Способ упаковки бесподдонного штабеля штучных предметов, включающий штабелирование предметов, укладку верхнего слоя с образованием с двух боковых сторон штабеля параллельных уступов для вильчатого захвата, наложение на штабель пленочной оболочки, термоусадку пленочной оболочки и переворачивание штабеля на 180° в положение уступами снизу, отличающийся тем, что, с целью повышения прочности упаковки и стабильности штабеля, перед укладкой...
Пристрій для пакування штабелю предметів у плівочну оболонку у вигляді ковпаку
Номер патенту: 4791
Опубліковано: 28.12.1994
Автори: Манфред Грюнерт, Олаф Клюпфєль, Ріхард Бірженфельд
МПК: B65B 9/00
Мітки: штабелю, вигляді, плівочну, пакування, предметів, оболонку, пристрій, ковпаку
Формула / Реферат:
1. Устройство для упаковывания штабеля предметов в пленочную оболочку в виде колпака, содержащее транспортер для перемещения штабеля, рулонодержатель для пленочного рукавного материала, приспособление для раскрывания рукава и термоусадки, включающее установленную с возможностью возвратно-поступательного перемещения в вертикальной плоскости раму со смонтированным на ней термоусадочным приспособлением й захватными элементами для...
Спосіб упаковування безпіддонного штабеля штучних предметів та пристрій для його здійснення
Номер патенту: 2855
Опубліковано: 26.12.1994
Автори: Чернега Анатолій Павлович, Степанова Раїса Миколаївна, Киливник Зоя Йосипівна, Волевач Олег Микитович, Соломенко Марат Георгійович
МПК: B65B 9/00
Мітки: пристрій, здійснення, безпіддонного, штучних, спосіб, упаковування, предметів, штабеля
Формула / Реферат:
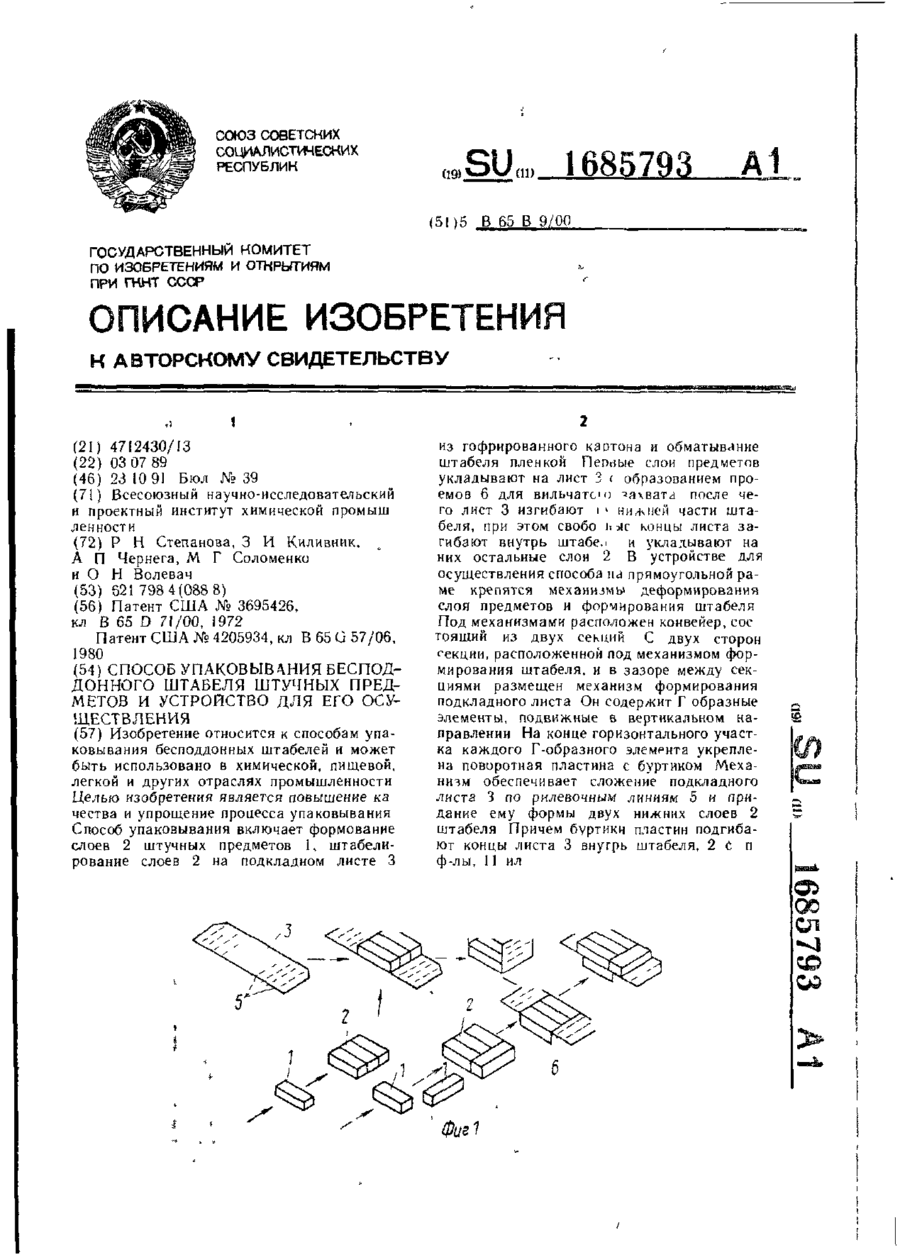
1. Способ упаковывания бесподдонного штабеля -штучных предметов, включающий формирование слоев предметов, штабелирование слоев предметов на подкладном листе из гофрированного картона с образованием проемов для вильчатого захвата и обматывания штабеля растягивающейся пленкой, отличающийся тем, что, с целью повышения качества и упрощения процесса упаковывания, штабелирование слоев предметов производят в два этапа, на первом из которых слои...
Пристрій для обмотування штучних предметів плівкою

Номер патенту: 12010
Опубліковано: 25.12.1996
Автори: Мальчевський Анатолій Іванович, Шніцер Семен Авраамович, Рисюк Борис Дмитрович, Спектор Меєр Самуілович, Лернер Юрій Наумович, Потелло Анатолій Васильович, Шеремет Юрій Олександрович, Міхлін Борис Лазаревич, Зозовський Аркадій Ілліч, Гужва Микола Сергійович
МПК: B65B 11/02
Мітки: плівкою, штучних, обмотування, пристрій, предметів
Формула / Реферат:
Устройство для обмотки группы штучных предметов пленкой, содержащее поворотный стол с приводом, рулонодержатель, стойку, укрепленные на ней приспособления для прижима группы штучных предметов, приспособление возвратно-поступательного перемещения рулонодержателя и приспособление для сварки и резки пленки, отличающееся тем, что, с целью повышения качества упаковывания, оно снабжено укрепленными на верхнем и нижнем участках стойки копирами, а...
Установка для пневмотранспортування штучних вантажів
Номер патенту: 5116
Опубліковано: 28.12.1994
Автори: Назаревський Сергій Вікторович, Волошин Олексій Іванович, Заславський Броніслав Леонідович, Французов Вадим Іванович, Потураєв Валентин Микитович
МПК: B65G 51/00
Мітки: установка, пневмотранспортування, вантажів, штучних
Формула / Реферат:
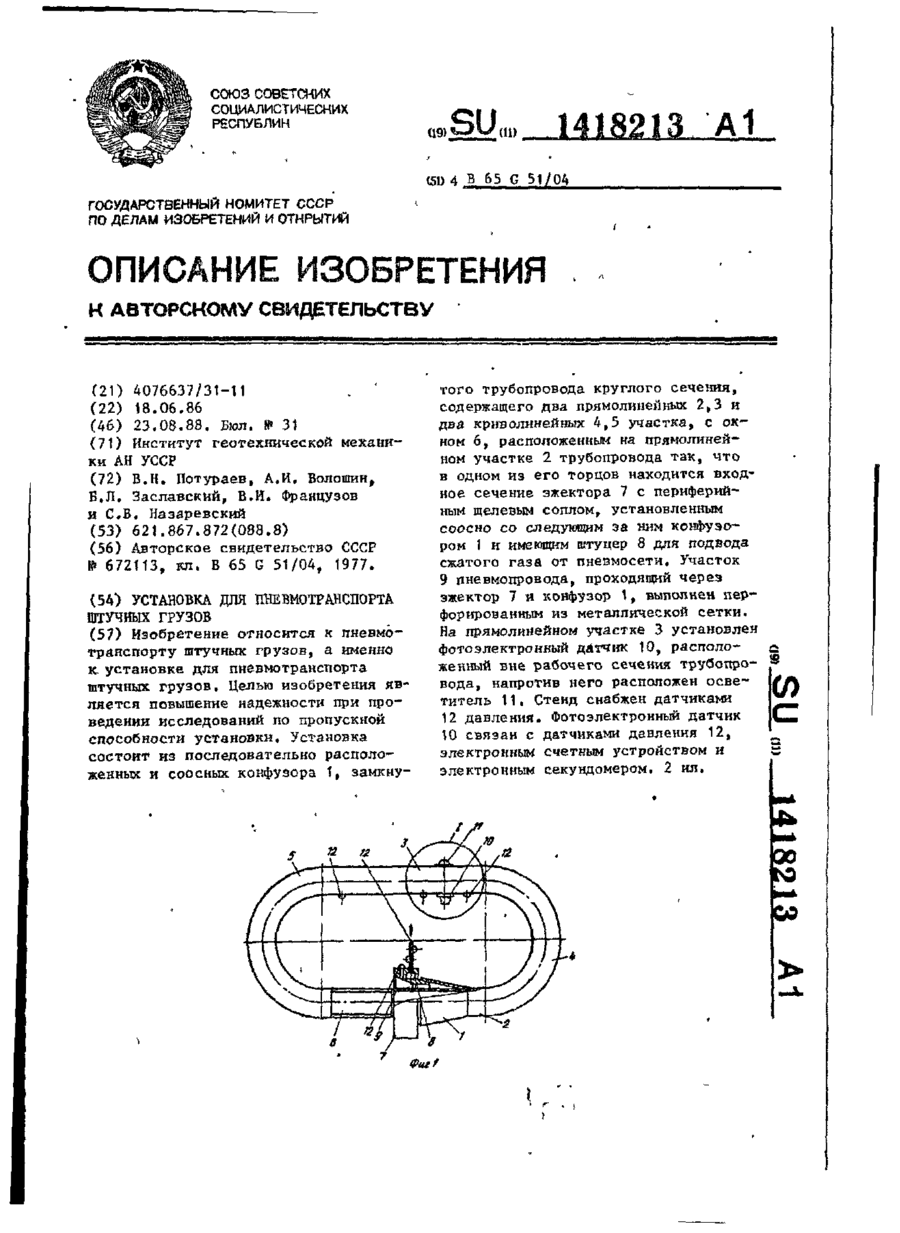
Установка для пневмотранспорта штучных грузов, содержащая замкнутый трубопровод, выполненный с перфорацией на прямолинейном участке и с окном для ввода и вывода штучных грузов, и смонтированную на замкнутом трубопроводе в зоне перфорации соосно ему емкость, сообщенную через нагнетательный патрубок с источником подачи воздуха, отличающаяся тем, что, с целью повышения надежности при проведении исследований по пропускной способности...
Попередній патент: Спосіб приготування екструзійних продуктів
Наступний патент: Пристрій для збирання витків дроту у бухту
Випадковий патент: Комбінація діючих речовин, яка містить піридилетилбензаміди й інші діючі речовини