Ножиці для різання штабового матеріалу
Номер патенту: 11318
Опубліковано: 15.12.2005
Автори: Гриценко Сергій Анатолійович, Калашников Андрій Анатолійович, Левіна Валентина Іванівна, Литвинов Володимир Ілліч, Єлецьких Володимир Іванович

Формула / Реферат
Ножиці для різання штабового матеріалу, до складу яких входять установлені в станині нижній супорт із закріпленим у ньому нерухомим прямим ножем, привідний верхній супорт, циліндр, корпус якого прикріплений до бічної поверхні станини, і система керування, які відрізняються тим, що вони обладнані додатковим циліндром, корпус якого шарнірно прикріплений до протилежної бічної поверхні станини, при цьому штоки згаданого циліндра і додаткового циліндра шарнірно зчленовані з верхнім супортом, а привід переміщення верхнього супорта виконаний у вигляді щонайменше двох шарнірно прикріплених до верхньої частини станини гідроциліндрів, штоки яких шарнірно зв'язані з верхнім супортом, при цьому система керування містить у собі засоби, що забезпечують залежне переміщення штоків всіх згаданих циліндрів для створення можливості переміщення верхнього супорта за заданим законом.
Текст
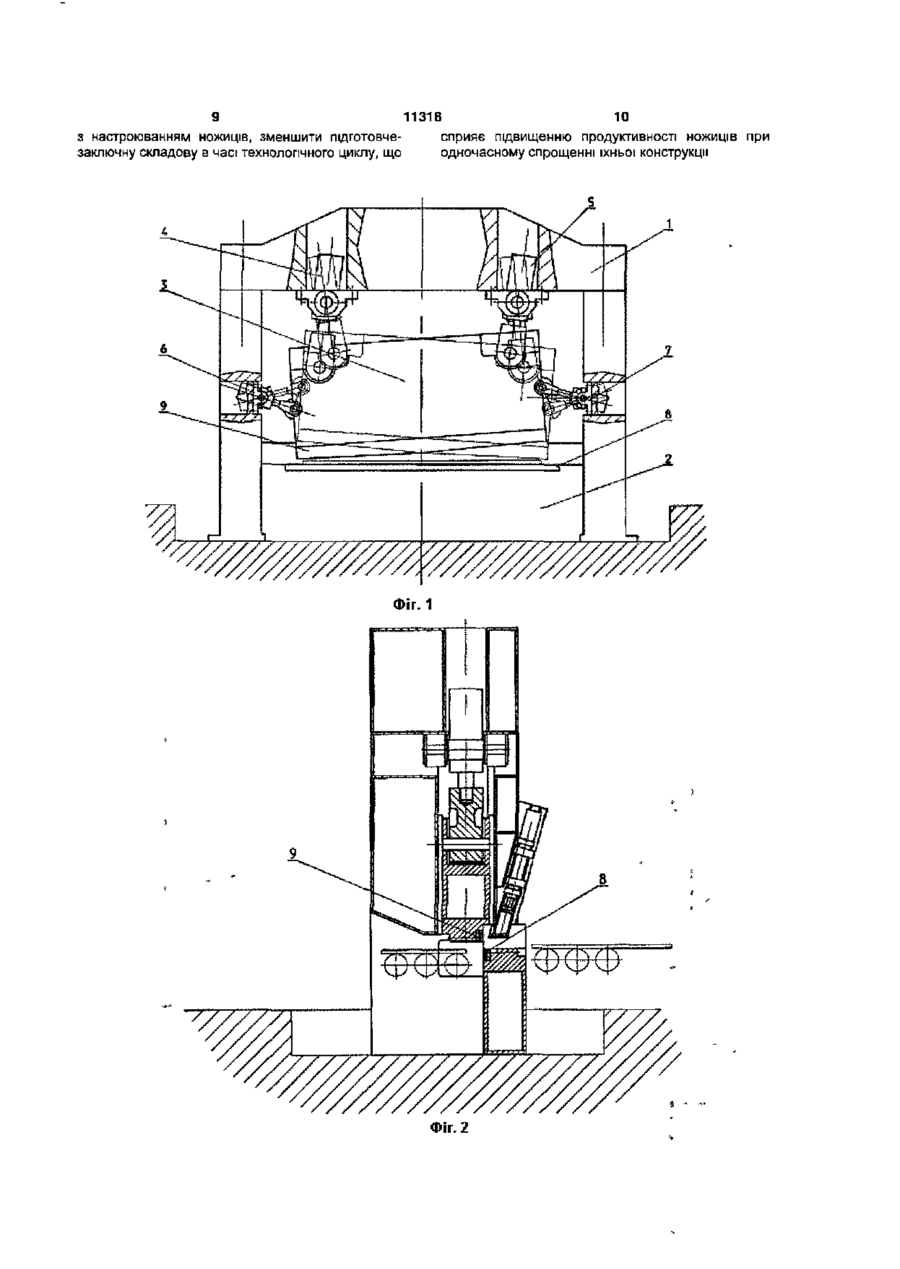
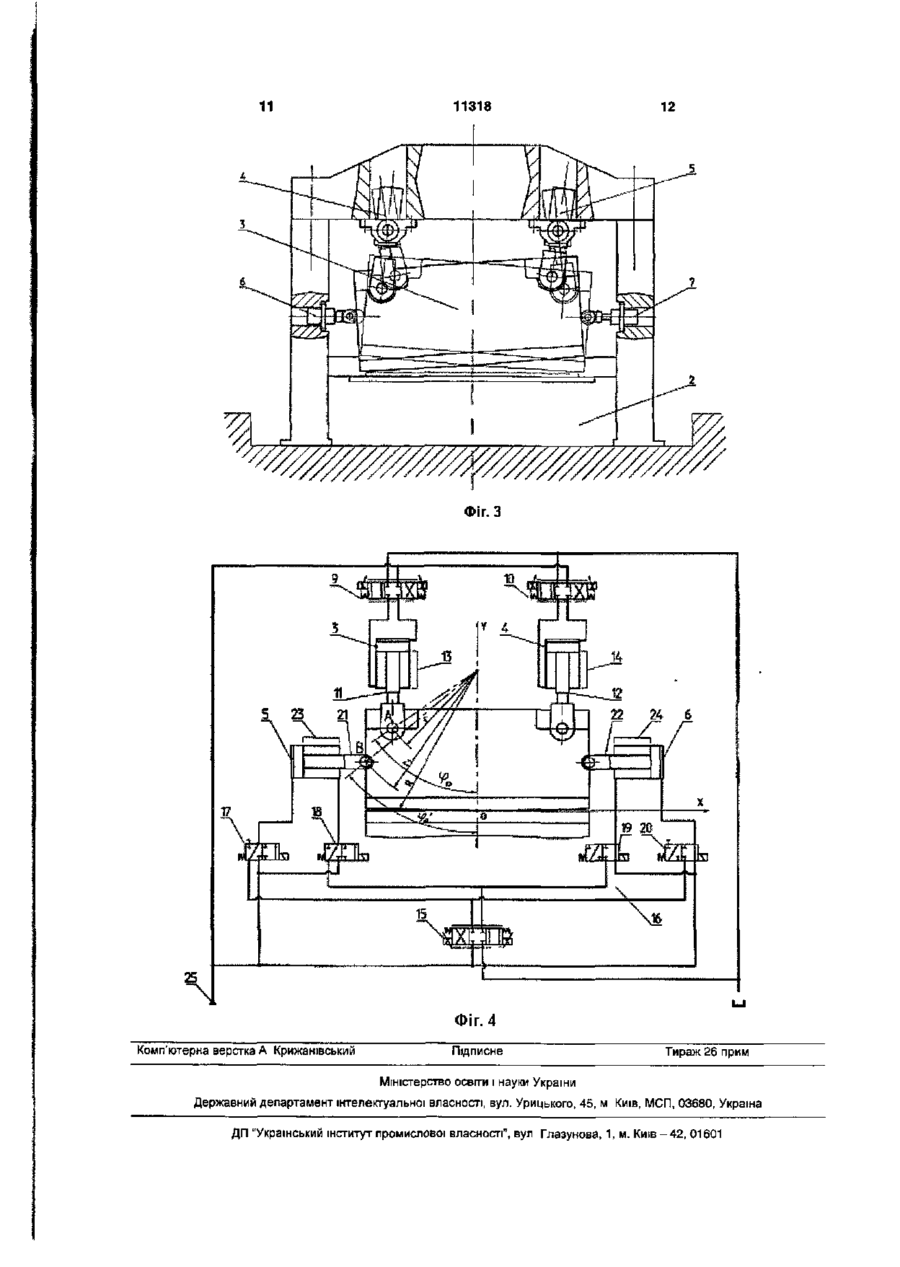
Ножиці для різання штабового матеріалу, до складу яких входять установлені в станині нижній супорт із закріпленим у ньому нерухомим прямим ножем, привідний верхній супорт, циліндр, корпус якого прикріплений до бічної поверхні станини, і система керування, які відрізняються тим, що вони обладнані додатковим циліндром, корпус якого шарнірно прикріплений до протилежної бічної поверхні станини, при цьому штоки згаданого циліндра і додаткового циліндра шарнірно зчленовані з верхнім супортом, а привід переміщення верхнього супорта виконаний у вигляді щонайменше двох шарнірно прикріплених до верхньої частини станини гідроциліндрів, штоки яких шарнірно зв'язані з верхнім супортом, при цьому система керування містить у собі засоби, що забезпечують залежне переміщення штоків всіх згаданих циліндрів для створення можливості переміщення верхнього супорта за заданим законом. Корисна модель відноситься до галузі обробки металів тиском і може бути використана в лініях прокатних станів для поперечного поділу металевих штабів. Відомі ножиці для різання штабового матеріалу по [патенту Франції" №2521469, В23Д15/08, 15/14]. У станині ножиців розташовані привідний верхній супорт, що несе дугоподібний верхній ніж, і нерухомий нижній супорт із закріпленим у ньому прямолінійним нижнім ножем. Привід верхнього супорта виконаний у вигляді гідросистеми, що включає два гідроциліндри, призначених для надання дугоподібному ножу коливальних рухів. На вільних кінцях штоків гідроциліндрів розміщені котки, встановлені в пазах верхнього супорта. Обидва гідроциліндри зв'язані системою програмного керування, що призначена для забезпечення перекриття ріжучої крайки рухливого дугоподібного ножа по мнимій площині, що перебуває на деякій відстані перекриття вд ріжучої крайки нерухомого ножа. У випадку позитивного значення перекриття іунима площина буде перебувати нижче ріжучої крайки нерухомого ножа, а у випадку негативного значення перекриття мнима площина буде перебувати вище ріжучої крайки нерухомого ножа. Величина і знак перекриття залежать від температури, механічних властивостей і товщини металу, що підлягає розрізуванню. Робота ножиць здійснюється наступним чином. Перед виконанням різу настроюють ножиці залежно від товщини штаби, при цьому нижній прямолінійний ніж завжди перебуває на відстані приблизно 1 -2мм нижче рівня транспортування штаби, верхній дугоподібний ніж встановлюють у задане верхнє положення за допомогою гідросистеми привода верхнього супорта. Система керування гідроциліндрами, координуючи коливальні рухи верхнього супорта, дозволяє встановити дугоподібний ніж таким чином, що один його кінець розташовується з мінімальним зазором відносно верхнього рівня штаби, а другий - розташований від штаби на більшу відстань. Дугоподібний ніж встановлюють таким чином, щоб мінімальний зазор не перешкоджав вільному розміщенню штаби, що підлягає розрізуванню. Транспортним засобом, наприклад, переміщають металеву штабу у зону різання ножиців і зупиняють її після розміщення між дугоподібним і прямолінійним ножем. Далі подається команда системі керування на переміщення штоків гідроциліндрів верхнього супорта таким чином, щоб у ре 00 т со О) 11318 зультаті їхнього переміщення стало можливим здійснення котного різа дугоподібного верхнього ножа щодо нижнього прямолінійного ножа. При цьому, почавши різ металу з однієї сторони штаби і перекочуючись по заданій траєкторії, дугоподібний ніж послідовно розрізає штабу по всій її ширині. При завершенні розрізання штаби нижній прямолінійний ніж контактує із другим кінцем дугоподібного верхнього ножа, який на початку різа був більше віддаленим від поверхні штаби. При виконанні різу штаби згаданими ножицями котки, розміщені на кінцях рухомих штоків циліндрів, вільно переміщаються у відповідних пазах верхнього супорта, що несе дугоподібний ніж. Під впливом горизонтальної складової зусилля різання дугоподібний верхній ніж зміщається в напрямку, що не збігається з напрямком різу, у результаті чого має місце проковзування ріжучої крайки дугоподібного ножа відносно штаби, яку розрізають, що викликає додаткове зношування ножа, знижує його довговічність і довговічність ножиців у цілому. Таким чином, недоліком описаної конструкцГі ножиців є незадовільна довговічність. Відома також конструкція ножиців для розрізання штабового матеріалу по [англійському патенту №1067920, В23Д, фіг. 9, 10], більше близька до рішення, що заявляється, прийнята у якості прототипу. Ножиці містять у собі станину з розміщеними в ній нижнім і верхнім супортами. У нижньому супорті нерухомо закріплений прямолінійний нижній ніж, а у привідному верхньому супорті закріплений дугоподібний верхній ніж. До бічних поверхонь верхнього супорта прикріплені котки. На бічних стінках станини розташовані копіри. Робочі поверхні кожного з копірів виконані криволінійними, форма кривої забезпечує кривизну тієї траєкторії, яку описує кожна крапка ножа під час його переміщення при розрізуванні штаби. У даному випадку форма цієї кривої - частина циклоїди. Кожний з копірів встановлений з можливістю взаємодії з котками верхнього супорта. При цьому один з копірів жорстко прикріплений до станини, а другий - з'єднаний з нею шарнірно одним кінцем, а іншим - шарнірне зчленований зі штоком гідроциліндра, розміщеного в станині. Привід верхнього супорта виконаний електромеханічним, І його шатуни шарнірно зчленовані з верхнім супортом. Роботу приводів ножиців координує система програмного керування. Ножиці оснащені також механізмом вертикального переміщення верхньої станини разом з електромеханічним приводом. Ножиці працюють аналогічно описаним вище. Перед початком різу у залежності від товщини штаби верхній дугоподібний ніж виставляють відносно нижнього ножа, розміщеного на 1-2мм нижче рівня транспортування штаби із зазором, що забезпечує її вільний пропуск. Після розміщення штаби в зоні різу по команді від системи керування ножицями електромеханічним приводом переміщують верхній супорт із дугоподібним ножем, при цьому верхній ніж, здійснюючи хитальні рухи по заданій траєкторії, разом з нижнім ножем розріза ють штабу. Під час різу одночасно з переміщенням верхнього супорта котки перекочуються по робочих поверхнях копірів, при цьому за допомогою шарнірно прикріпленого копіра верхній супорт із котками підтискається до робочої поверхні копіра, нерухомо закріпленого в станині, у напрямку дії горизонтальної складової зусилля різання. Таким чином, вдається запобігти небажаного зсуву верхнього дугоподібного ножа відносно штабової заготівки, яку розрізають, що виключає проковзування верхнього ножа, зменшує його зношування і підвищує довговічність ножа і довговічність ножиців у цілому. При розрізуванні штаби іншої товщини механізмом переміщення верхній супорт переустановлюють у вихідне положення, при якому мінімальний зазор між дугоподібним ножем і роликами транспортного рольганга забезпечує вільне розміщення в ньому штаби для розрізування. У порівнянні з аналогом дана конструкція ножиців забезпечує виконання розрізання штабового матеріалу без проковзування верхнього ножа відносно поверхні заготівки, що сприяє підвищенню довговічності дугоподібного ножа і підвищенню довговічності ножиців у цілому. Однак дана конструкція ножиців дозволяє здійснювати різ металевої штаби з одного вихідного положення верхнього дугоподібного ножа. Тому після виконання кожного різу необхідно за допомогою шатунів електромеханічного привода перемістити дугоподібний верхній ніж у вихідне положення, затративши час на цю операцію, і лише потім виконати черговий різ. Час, необхідний для виведення верхнього ножа у вихідне положення, збільшує підготовчезаключну складову часу, яка у сумі з часом різу складає загальний час технологічного циклу, що приводить до зниження продуктивності ножиців для різання штабового матеріалу. При цьому наявність в електромеханічному приводі значної кількості вузлів, з'єднань між ними (електродвигун, редуктор, муфти, шатуни, копіри й т.д.) ускладнює конструкцію ножиців. Крім того, складна у виготовленні і криволінійна робоча поверхня копіра, що також ускладнює конструкцію ножиців. Таким чином, недоліком ножиців, прийнятих у якості прототипу, є низька продуктивність при підвищеній складності конструкції. До основи корисної моделі поставлене завдання підвищення продуктивності ножиців для різання штабового матеріалу при одночасному спрощенні конструкції. Це завдання вирішується за рахунок технічного результату, який полягає в скороченні часу підготовки ножиців до виконання різу. Для досягнення зазначеного технічного результату у ножицях для різання штабового матеріалу, що включають, встановлені в станині нижній супорт із закріпленим у ньому нерухомим прямим ножем, привідний верхній супорт, циліндр, корпус якого прикріплений до бічної поверхні станини, і систему керування, відповідно до корисної моделі обладнані додатковим циліндром, корпус якого шарнірне прикріплений до протилежної бічної поверхні станини, при цьому штоки згаданого циліндра і додаткового циліндра шарнірне зчленовані з 11318 той час як другий зі згаданих штоків з'єднаний з нагнітальною магістраллю насосної станції 26. Штоки 22 і 23 циліндрів 6 І 7 можуть бути зчленовані з верхним супортам 3, наприклад, шарнірно, як зображено на Фіг.1, при цьому корпуса згаданих циліндрів 6 і 7 також шарнірно прикріплені до протилежних бічних поверхонь станини 1. Крім того, можливий варіант, при якому вільні кінці штоків 22 і 23 оснащені роликами, які призначені для контакту з бічними поверхнями верхнього супорта 3, а корпуса циліндрів 6 і 7 жорстко закріплені на протилежних бічних поверхнях станини 1 (варіант зображений на Фіг.З). Вид зчленування штоків 22 і 23 з верхнім супортом 3 істотного значення для рішення поставленого завдання не має, тому у формулу корисної моделі не внесений. Працюють ножиці для різання штабового матеріалу наступним чином. Спочатку верхній супорт 3 перебуває в положенні, що відповідає максимальному розкриттю ножів 8 і 9 для розміщення штаби максимальної товщини, при цьому верхній дугоподібний ніж 9 розташований таким чином, що зазори поміж його краями і роликами рольганга, що задає, однакові (Фіг.4). Після введення в систему керування даних про товщину штабового матеріалу, що підлягає поперечному розрізуванню, всі циліндри ножиців приводяться в рух, у результаті чого верхній супорт 3 з дугоподібним верхнім ножем 9 виставляється в положення, при якому, наприклад, зазор між лівою крайкою верхнього дугоподібного ножа 9 і нижнім прямолінійним ножем 8 буде мінімальним для вільного розміщення в ньому штабового матеріалу. При цьому зазор між правою крайкою верхнього ножа 9 і роликами рольганга буде перевищувати зазор у його лівого краю. При цьому по команді від системи керування серворозподільники 10, 11 керують переміщенням штоків 14, 15 гідроциліндрів 4 і 5 відповідно, а серворозподільник 16 керує переміщенням штока 2 циліндри 6 за заданим законом. Для реалізації необхідного руху розподільники 18 і 19 з'єднують циліндр 6 із серворозподільником 16, розподільники 20 і 21 з'єднують циліндр 7 з нагнітальною магістраллю насосної станції 26. Алгоритм, по якому визначається положення шарнірних з'єднань штоків 14, 22, з верхнім супортом 3 (крапки А; В на Фіг.4) мають такий вигляд; y A =R[i~XRcos(
ДивитисяДодаткова інформація
Назва патенту англійськоюShears for cutting of strip material
Автори англійськоюHrytsenko Serhii Anatoliovych, Yeletskykh Volodymyr Ivanovych, Lytvynov Volodymyr Illich, Kalashnykov Andrii Anatoliovych, Levina Valentyna Ivanivna
Назва патенту російськоюНожницы для резки полосового материала
Автори російськоюГриценко Сергей Анатольевич, Елецких Владимир Иванович, Литвинов Владимир Ильич, Калашников Андрей Анатольевич, Левина Валентина Ивановна
МПК / Мітки
МПК: B23D 15/00
Мітки: різання, штабового, матеріалу, ножиці
Код посилання
<a href="https://ua.patents.su/6-11318-nozhici-dlya-rizannya-shtabovogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Ножиці для різання штабового матеріалу</a>
Ножиці для різання листового матеріалу
Номер патенту: 63430
Опубліковано: 15.01.2004
Автори: Тунік Олександр Олексійович, Кузнєцов Михайло Михайлович, Шмуліч Владислав Леонідович, Вольвач Олександр Євгенійович, Бахтін Дмитро Євгенович, Білобров Юрій Миколайович
МПК: B23D 15/00
Мітки: листового, ножиці, матеріалу, різання
Формула / Реферат:
Ножиці для різання листового матеріалу, що містять станину з опорною балкою і встановленими на цій станині нерухомим ножем із прямолінійною різальною крайкою і рухомим ножем з дугоподібною різальною крайкою, що взаємодіє з механізмом його котіння, які відрізняються тим, що механізм котіння рухомого ножа виконаний у вигляді вільно встановлених на верхній поверхні цього ножа трьох котків різного діаметра, які оснащені з обох боків співвісними...
Ножиці для різання листового матеріалу
Номер патенту: 6748
Опубліковано: 16.05.2005
Автори: Вольвач Олександр Євгенійович, Калашников Андрій Анатолійович, Бахтін Дмитро Євгенович, Кузнєцов Михайло Михайлович, Білобров Юрій Миколайович, Тунік Олександр Олексійович
МПК: B23D 15/00
Мітки: різання, матеріалу, листового, ножиці
Формула / Реферат:
1. Ножиці для різання листового матеріалу, що містять станину з опорною балкою і встановлені на цій станині нерухомий ніж з прямолінійною різальною крайкою і рухомий ніж з дугоподібною різальною крайкою, що взаємодіє з вільно встановленим на верхній поверхні цього ножа котком, які відрізняються тим, що вони оснащені розташованим на опорній балці мотор-редуктором з привідними зубчастими колесами і каретками, зв'язаними з котком, причому...
Летючі ножиці

Номер патенту: 63060
Опубліковано: 15.01.2004
Автори: Шульга Валерій Андрійович, Котелевець Юрій Сергійович, Володін Олександр Валентинович, Гуськов Олександр Миколайович
МПК: B23D 25/00
Формула / Реферат:
1. Летючі ножиці, що містять в собі станину, привідні ексцентрикові вали та супорти з ножами, зв'язані між собою напрямними, які відрізняються тим, що один із двох ексцентрикових валів виконано з двома парами різних за величиною і напрямом ексцентриків з нижнім супортом, що спирається на менші ексцентрики, та верхнім супортом, що шарнірно спирається на однакові ексцентрики двох валів.2. Ножиці за п. 1, які відрізняються тим, що вони...
Ножиці здвоєні кромкообрізні
Номер патенту: 57380
Опубліковано: 16.06.2003
Автори: Реука Юрій Юрійович, Калашников Андрій Анатолійович
МПК: B23D 15/00, B23D 31/00
Мітки: ножиці, здвоєні, кромкообрізні
Формула / Реферат:
Ножиці здвоєні кромкообрізні, що містять праву і ліву станини, у кожній з яких розміщені привідні кромкообрізні ножі і пара кромкокришильних ножів, верхній з яких зчленований із привідним механізмом настроювання бокового зазору верхнього кромкокришильного ножа відносно нижнього кромкокришильного ножа, які відрізняються тим, що кожен із приводів механізму настроювання бокового зазору верхнього кромкокришильного ножа відносно нижнього...
Ножиці для різання металу

Номер патенту: 57501
Опубліковано: 16.06.2003
Автори: Мнухін Владислав Анатольович, Горошко Ігор Петрович, Ємельяненко Володимир Іванович, Мнухін Анатолій Григорович, Брюханов Олександр Михайлович, Лапенков Володимир Іванович
МПК: B23D 15/00
Мітки: металу, різання, ножиці
Формула / Реферат:
Ножиці для різання металу, що містять станину і раму з ножем, встановлену з можливістю переміщення від приводу, які відрізняються тим, що привід виконаний у вигляді камери, яка поршнем розділена на дві частини, в одну з яких вмонтовані електроди, з'єднані з високовольтним джерелом енергії, і штуцер для подачі електроліту, а в другій частині поршень з'єднаний зі штоком, другий кінець якого закріплений на рамі.
Попередній патент: Спосіб виробництва міцного напою типу марочної мадери
Наступний патент: Труболовка внутрішня
Випадковий патент: Вузол крильчатки, що містить одну маточину та принаймні дві лопаті