Спосіб виготовлення зносостійкого біметалічного листа
Номер патенту: 113742
Опубліковано: 10.02.2017
Автори: Яковлев Павло Констянтинович, Івченко Павло Семенович, Колупаєва Ольга Андріївна, Руденко Роман Артурович, Яковлева Ганна Георгієвна, Камель Георгій Іванович

Формула / Реферат
Спосіб виготовлення зносостійкого біметалічного листа, при якому наносять електродуговим наплавленням пошарово покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусово охолоджують прокатний лист в процесі електродугового наплавлення, який відрізняється тим, як покриття із зносостійкого наплавного матеріалу використовують захисну підкладку, яку формують із зерно-дротяних стрічок, які укладають на прокатний лист, закріплюючи їх кінці по краям прокатного листа, а зазори між дротами зерно-дротяних стрічок заповнюють напиленими частинками рідкого металу плазмово-дуговим процесом, при цьому електродугове наплавлення покриття на прокатний лист ведуть маловуглецевим дротом в середовищі захисного газу.
Текст
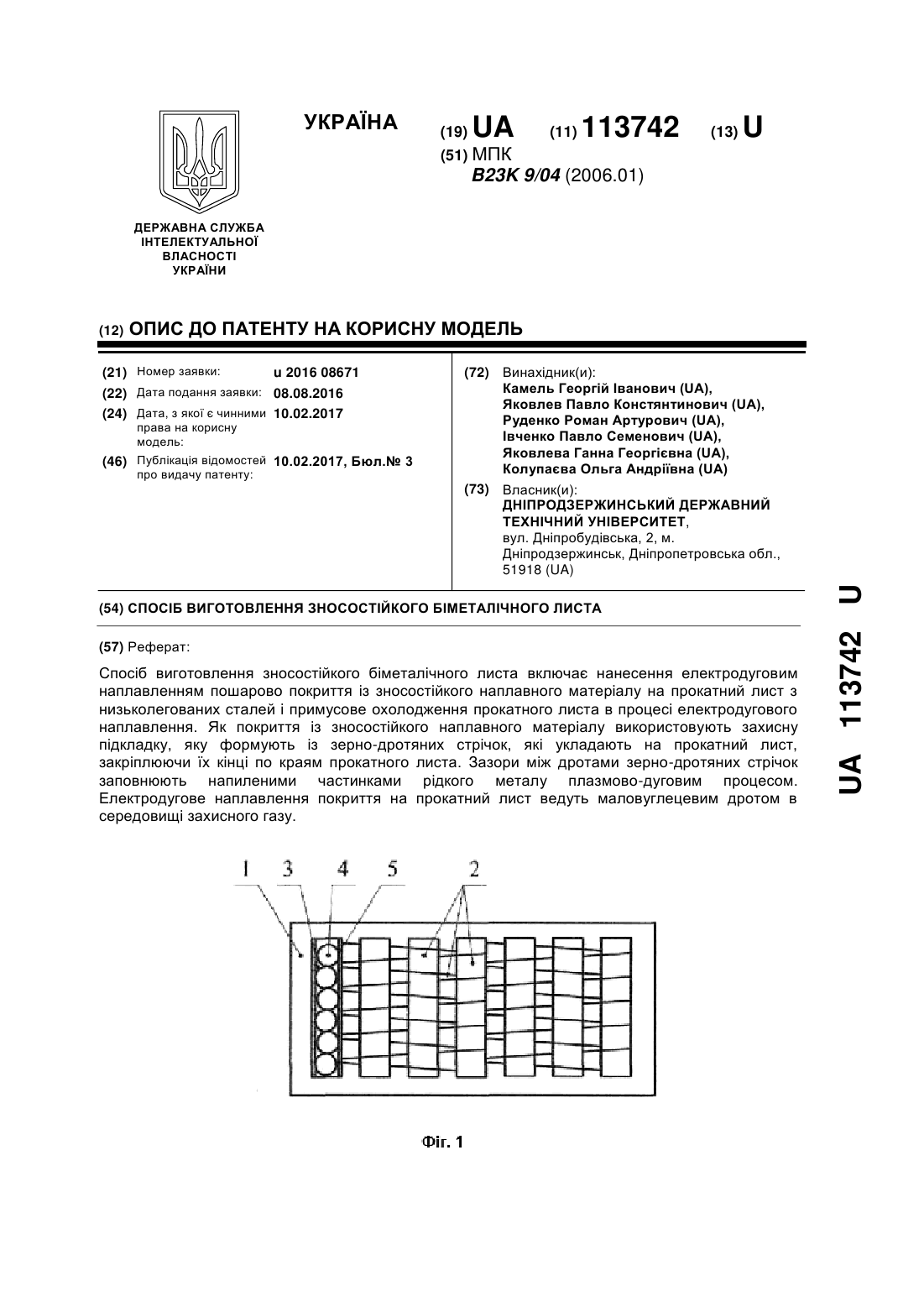
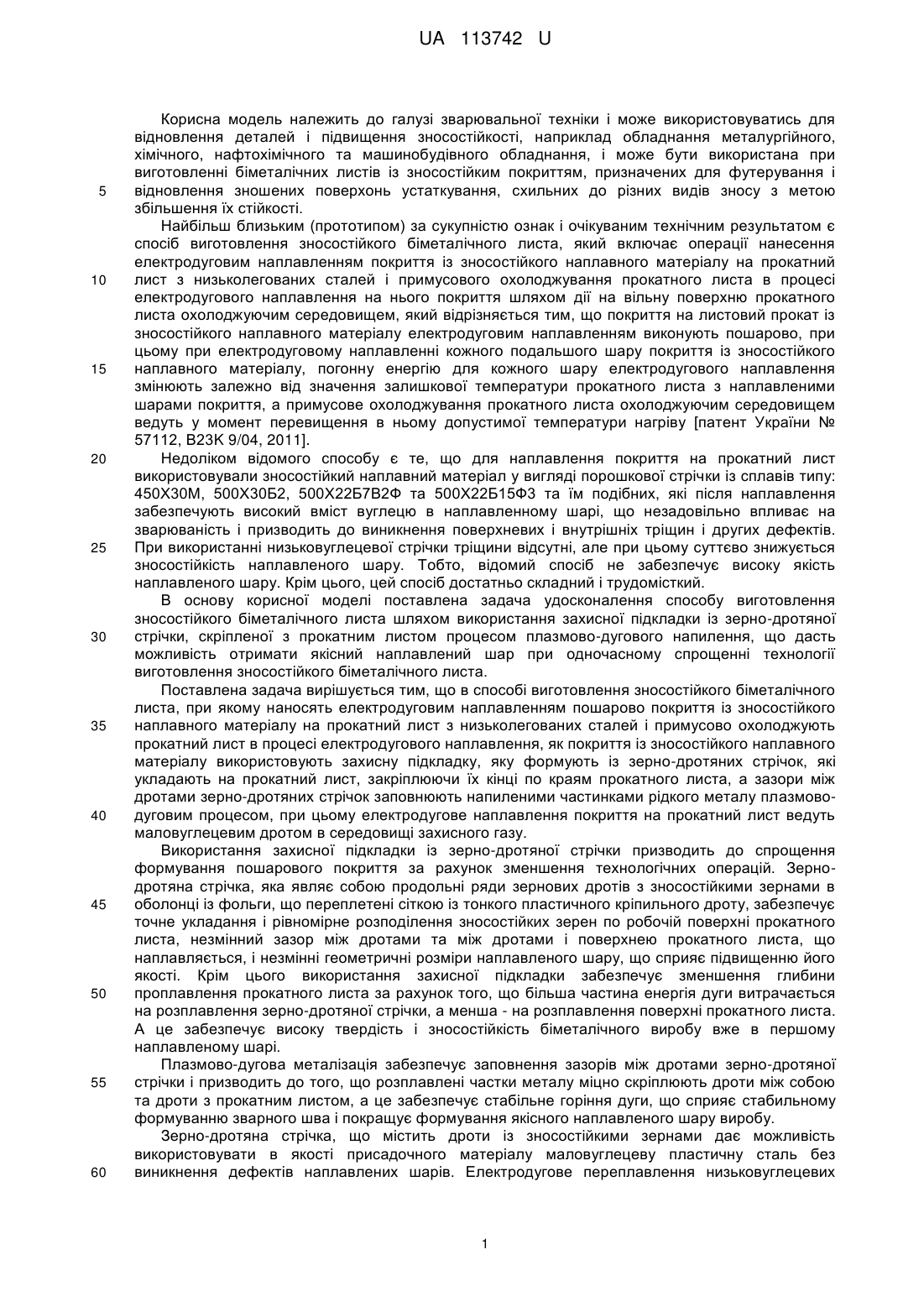
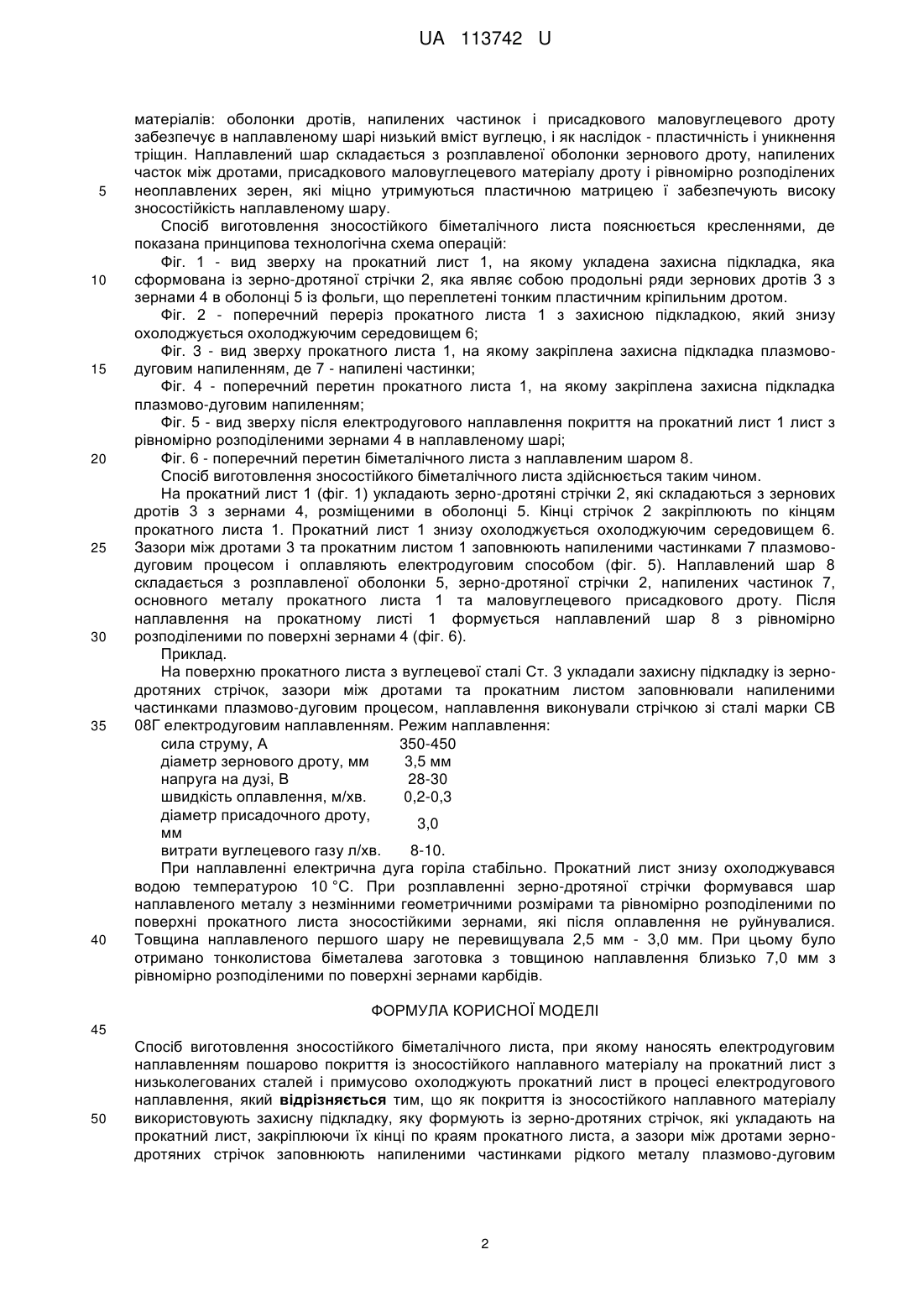
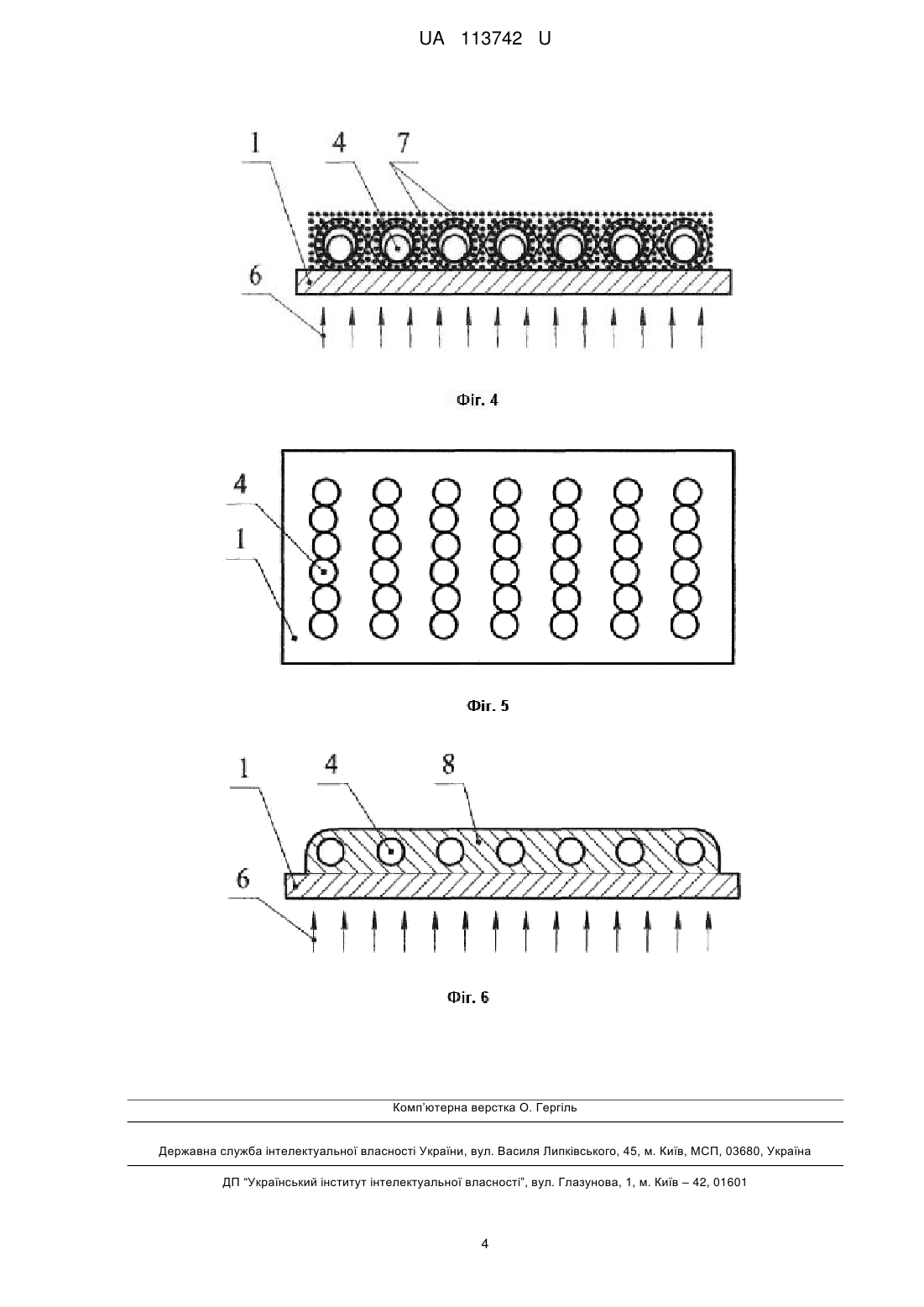
Реферат: Спосіб виготовлення зносостійкого біметалічного листа включає нанесення електродуговим наплавленням пошарово покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусове охолодження прокатного листа в процесі електродугового наплавлення. Як покриття із зносостійкого наплавного матеріалу використовують захисну підкладку, яку формують із зерно-дротяних стрічок, які укладають на прокатний лист, закріплюючи їх кінці по краям прокатного листа. Зазори між дротами зерно-дротяних стрічок заповнюють напиленими частинками рідкого металу плазмово-дуговим процесом. Електродугове наплавлення покриття на прокатний лист ведуть маловуглецевим дротом в середовищі захисного газу. UA 113742 U (12) UA 113742 U UA 113742 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі зварювальної техніки і може використовуватись для відновлення деталей і підвищення зносостійкості, наприклад обладнання металургійного, хімічного, нафтохімічного та машинобудівного обладнання, і може бути використана при виготовленні біметалічних листів із зносостійким покриттям, призначених для футерування і відновлення зношених поверхонь устаткування, схильних до різних видів зносу з метою збільшення їх стійкості. Найбільш близьким (прототипом) за сукупністю ознак і очікуваним технічним результатом є спосіб виготовлення зносостійкого біметалічного листа, який включає операції нанесення електродуговим наплавленням покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусового охолоджування прокатного листа в процесі електродугового наплавлення на нього покриття шляхом дії на вільну поверхню прокатного листа охолоджуючим середовищем, який відрізняється тим, що покриття на листовий прокат із зносостійкого наплавного матеріалу електродуговим наплавленням виконують пошарово, при цьому при електродуговому наплавленні кожного подальшого шару покриття із зносостійкого наплавного матеріалу, погонну енергію для кожного шару електродугового наплавлення змінюють залежно від значення залишкової температури прокатного листа з наплавленими шарами покриття, а примусове охолоджування прокатного листа охолоджуючим середовищем ведуть у момент перевищення в ньому допустимої температури нагріву [патент України № 57112, В23K 9/04, 2011]. Недоліком відомого способу є те, що для наплавлення покриття на прокатний лист використовували зносостійкий наплавний матеріал у вигляді порошкової стрічки із сплавів типу: 450Х30М, 500Х30Б2, 500Х22Б7В2Ф та 500Х22Б15Ф3 та їм подібних, які після наплавлення забезпечують високий вміст вуглецю в наплавленному шарі, що незадовільно впливає на зварюваність і призводить до виникнення поверхневих і внутрішніх тріщин і других дефектів. При використанні низьковуглецевої стрічки тріщини відсутні, але при цьому суттєво знижується зносостійкість наплавленого шару. Тобто, відомий спосіб не забезпечує високу якість наплавленого шару. Крім цього, цей спосіб достатньо складний і трудомісткий. В основу корисної моделі поставлена задача удосконалення способу виготовлення зносостійкого біметалічного листа шляхом використання захисної підкладки із зерно-дротяної стрічки, скріпленої з прокатним листом процесом плазмово-дугового напилення, що дасть можливість отримати якісний наплавлений шар при одночасному спрощенні технології виготовлення зносостійкого біметалічного листа. Поставлена задача вирішується тим, що в способі виготовлення зносостійкого біметалічного листа, при якому наносять електродуговим наплавленням пошарово покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусово охолоджують прокатний лист в процесі електродугового наплавлення, як покриття із зносостійкого наплавного матеріалу використовують захисну підкладку, яку формують із зерно-дротяних стрічок, які укладають на прокатний лист, закріплюючи їх кінці по краям прокатного листа, а зазори між дротами зерно-дротяних стрічок заповнюють напиленими частинками рідкого металу плазмоводуговим процесом, при цьому електродугове наплавлення покриття на прокатний лист ведуть маловуглецевим дротом в середовищі захисного газу. Використання захисної підкладки із зерно-дротяної стрічки призводить до спрощення формування пошарового покриття за рахунок зменшення технологічних операцій. Зернодротяна стрічка, яка являє собою продольні ряди зернових дротів з зносостійкими зернами в оболонці із фольги, що переплетені сіткою із тонкого пластичного кріпильного дроту, забезпечує точне укладання і рівномірне розподілення зносостійких зерен по робочій поверхні прокатного листа, незмінний зазор між дротами та між дротами і поверхнею прокатного листа, що наплавляється, і незмінні геометричні розміри наплавленого шару, що сприяє підвищенню його якості. Крім цього використання захисної підкладки забезпечує зменшення глибини проплавлення прокатного листа за рахунок того, що більша частина енергія дуги витрачається на розплавлення зерно-дротяної стрічки, а менша - на розплавлення поверхні прокатного листа. А це забезпечує високу твердість і зносостійкість біметалічного виробу вже в першому наплавленому шарі. Плазмово-дугова металізація забезпечує заповнення зазорів між дротами зерно-дротяної стрічки і призводить до того, що розплавлені частки металу міцно скріплюють дроти між собою та дроти з прокатним листом, а це забезпечує стабільне горіння дуги, що сприяє стабильному формуванню зварного шва і покращує формування якісного наплавленого шару виробу. Зерно-дротяна стрічка, що містить дроти із зносостійкими зернами дає можливість використовувати в якості присадочного матеріалу маловуглецеву пластичну сталь без виникнення дефектів наплавлених шарів. Електродугове переплавлення низьковуглецевих 1 UA 113742 U 5 10 15 20 25 30 35 40 матеріалів: оболонки дротів, напилених частинок і присадкового маловуглецевого дроту забезпечує в наплавленому шарі низький вміст вуглецю, і як наслідок - пластичність і уникнення тріщин. Наплавлений шар складається з розплавленої оболонки зернового дроту, напилених часток між дротами, присадкового маловуглецевого матеріалу дроту і рівномірно розподілених неоплавлених зерен, які міцно утримуються пластичною матрицею ї забезпечують високу зносостійкість наплавленому шару. Спосіб виготовлення зносостійкого біметалічного листа пояснюється кресленнями, де показана принципова технологічна схема операцій: Фіг. 1 - вид зверху на прокатний лист 1, на якому укладена захисна підкладка, яка сформована із зерно-дротяної стрічки 2, яка являє собою продольні ряди зернових дротів 3 з зернами 4 в оболонці 5 із фольги, що переплетені тонким пластичним кріпильним дротом. Фіг. 2 - поперечний переріз прокатного листа 1 з захисною підкладкою, який знизу охолоджується охолоджуючим середовищем 6; Фіг. 3 - вид зверху прокатного листа 1, на якому закріплена захисна підкладка плазмоводуговим напиленням, де 7 - напилені частинки; Фіг. 4 - поперечний перетин прокатного листа 1, на якому закріплена захисна підкладка плазмово-дуговим напиленням; Фіг. 5 - вид зверху після електродугового наплавлення покриття на прокатний лист 1 лист з рівномірно розподіленими зернами 4 в наплавленому шарі; Фіг. 6 - поперечний перетин біметалічного листа з наплавленим шаром 8. Спосіб виготовлення зносостійкого біметалічного листа здійснюється таким чином. На прокатний лист 1 (фіг. 1) укладають зерно-дротяні стрічки 2, які складаються з зернових дротів 3 з зернами 4, розміщеними в оболонці 5. Кінці стрічок 2 закріплюють по кінцям прокатного листа 1. Прокатний лист 1 знизу охолоджується охолоджуючим середовищем 6. Зазори між дротами 3 та прокатним листом 1 заповнюють напиленими частинками 7 плазмоводуговим процесом і оплавляють електродуговим способом (фіг. 5). Наплавлений шар 8 складається з розплавленої оболонки 5, зерно-дротяної стрічки 2, напилених частинок 7, основного металу прокатного листа 1 та маловуглецевого присадкового дроту. Після наплавлення на прокатному листі 1 формується наплавлений шар 8 з рівномірно розподіленими по поверхні зернами 4 (фіг. 6). Приклад. На поверхню прокатного листа з вуглецевої сталі Ст. 3 укладали захисну підкладку із зернодротяних стрічок, зазори між дротами та прокатним листом заповнювали напиленими частинками плазмово-дуговим процесом, наплавлення виконували стрічкою зі сталі марки СВ 08Г електродуговим наплавленням. Режим наплавлення: сила струму, А 350-450 діаметр зернового дроту, мм 3,5 мм напруга на дузі, В 28-30 швидкість оплавлення, м/хв. 0,2-0,3 діаметр присадочного дроту, 3,0 мм витрати вуглецевого газу л/хв. 8-10. При наплавленні електрична дуга горіла стабільно. Прокатний лист знизу охолоджувався водою температурою 10 °C. При розплавленні зерно-дротяної стрічки формувався шар наплавленого металу з незмінними геометричними розмірами та рівномірно розподіленими по поверхні прокатного листа зносостійкими зернами, які після оплавлення не руйнувалися. Товщина наплавленого першого шару не перевищувала 2,5 мм - 3,0 мм. При цьому було отримано тонколистова біметалева заготовка з товщиною наплавлення близько 7,0 мм з рівномірно розподіленими по поверхні зернами карбідів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Спосіб виготовлення зносостійкого біметалічного листа, при якому наносять електродуговим наплавленням пошарово покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусово охолоджують прокатний лист в процесі електродугового наплавлення, який відрізняється тим, що як покриття із зносостійкого наплавного матеріалу використовують захисну підкладку, яку формують із зерно-дротяних стрічок, які укладають на прокатний лист, закріплюючи їх кінці по краям прокатного листа, а зазори між дротами зернодротяних стрічок заповнюють напиленими частинками рідкого металу плазмово-дуговим 2 UA 113742 U процесом, при цьому електродугове наплавлення покриття на прокатний лист ведуть маловуглецевим дротом в середовищі захисного газу. 3 UA 113742 U Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/04
Мітки: листа, біметалічного, виготовлення, спосіб, зносостійкого
Код посилання
<a href="https://ua.patents.su/6-113742-sposib-vigotovlennya-znosostijjkogo-bimetalichnogo-lista.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зносостійкого біметалічного листа</a>
Спосіб виготовлення зносостійкого біметалічного листа
Номер патенту: 99684
Опубліковано: 25.06.2015
Автори: Панфілов Андрій Іванович, Яковлєв Павло Костянтинович, Камель Георгій Іванович, Руденко Роман Артурович
МПК: B23K 9/04
Мітки: зносостійкого, листа, спосіб, виготовлення, біметалічного
Формула / Реферат:
Спосіб виготовлення зносостійкого біметалічного листа, в якому наносять електродуговим наплавленням пошарово покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусово охолоджують прокатний лист в процесі електродугового наплавлення, який відрізняється тим, що при наплавленні кожного подальшого шару глибину проплавлення та перемішування наплавленого металу з матеріалом основи регулюють, змінюючи...
Спосіб виготовлення зносостійкого біметалічного листа
Номер патенту: 112125
Опубліковано: 12.12.2016
Автори: Руденко Роман Артурович, Івченко Павло Семенович, Панфілов Андрій Іванович, Яковлєв Павло Костянтинович, Вшивков Богдан Андрійович, Каверін Олег Олегович, Стефанишин Дмитро Олександрович, Камель Георгій Іванович
МПК: B23K 101/34, B23K 9/04
Мітки: зносостійкого, листа, біметалічного, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення зносостійкого біметалічного листа, при якому наносять електродуговим наплавленням пошарово покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусово охолоджують прокатний лист в процесі електродугового наплавлення, який відрізняється тим, що наплавлення кожного зносостійкого шару подовжньої ділянки здійснюють, встановлюючи в зоні термічного впливу електричної дуги притискний...
Спосіб виготовлення зносостійкого біметалічного листа
Номер патенту: 107572
Опубліковано: 10.06.2016
Автори: Мартовицький Леонід Максимович, Камель Георгій Іванович, Панфілов Андрій Іванович, Руденко Роман Артурович, Яковлєв Павло Костянтинович
МПК: B23K 9/04
Мітки: біметалічного, спосіб, зносостійкого, листа, виготовлення
Формула / Реферат:
Спосіб виготовлення зносостійкого біметалічного листа, при якому наносять електродуговим наплавленням пошарово покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусово охолоджують прокатний лист в процесі електродугового наплавлення, який відрізняється тим, що прокатний лист попередньо притискають гвинтовими притискачами по периметру до пристрою примусового охолодження, зверху на прокатний лист...
Спосіб виготовлення зносостійкого біметалічного листа
Номер патенту: 109775
Опубліковано: 12.09.2016
Автори: Панфілов Андрій Іванович, Жмурін Дмитро Андрійович, Лепський Констянтин Анатолійович, Руденко Роман Артурович, Гасило Юрій Анатольєвич, Івченко Павло Семенович, Бейчук Євгеній Романович, Макаренко Павло Петрович, Камель Георгій Іванович
МПК: B23K 9/04
Мітки: листа, біметалічного, виготовлення, зносостійкого, спосіб
Формула / Реферат:
Спосіб виготовлення зносостійкого біметалічного листа, який включає нанесення пошарово покриття із зносостійкого матеріалу на прокатний лист з низьколегованих сталей і примусово охолоджують прокатний лист, який відрізняється тим, що при нанесенні кожного подальшого зносостійкого шару використовують жорсткий режим плазмово-дугової металізації розпиленням струмопровідного дроту, регулюючи міцність зчеплення металізаційних частинок з поверхнею...
Спосіб виготовлення зносостійкого біметалічного листа
Номер патенту: 57112
Опубліковано: 10.02.2011
Автор: Панфілов Андрій Іванович
МПК: B23K 9/04
Мітки: біметалічного, спосіб, листа, зносостійкого, виготовлення
Формула / Реферат:
1. Спосіб виготовлення зносостійкого біметалічного листа, який включає операції нанесення електродуговим наплавленням покриття із зносостійкого наплавного матеріалу на прокатний лист з низьколегованих сталей і примусового охолоджування прокатного листа в процесі електродугового наплавлення на нього покриття шляхом дії на вільну поверхню прокатного листа охолоджуючим середовищем, який відрізняється тим, що покриття на листовий прокат із...
Попередній патент: Установка для сушіння твердої ізоляції високовольтних вводів трансформатора
Наступний патент: Пристрій для масажу мімічних м’язів обличчя при невропатіях
Випадковий патент: Каталітичний перетворювач для очищення випускних газів двигунів внутрішнього згоряння