Комплекс для термічної обробки зварених стиків залізничних рейок у шляхових умовах
Формула / Реферат
Комплекс для термічної обробки зварених стиків залізничних рейок у шляхових умовах, який включає джерело живлення струмами високої частоти, систему підготовки повітря, систему рідинного охолодження, що розташовані на платформі пересувної рейкозварювальної машини, а також має переносний модуль, виконаний з можливістю переміщення уздовж рейок та складається з системи індукторів, блока для загартування, блока керування, узгоджувального пристрою, уловлювачів для розташування модуля на рейку і затискних пристроїв для фіксації модуля в місці звареного стику, який відрізняється тим, що частота струму джерела живлення зменшена до 2,4 кГц, а в переносному модулі індуктори з магнітопроводами і узгоджувальні пристрої з'єднані безпосередньо між собою та утворюють нагрівальні блоки, розташовані один проти одного з можливістю пересуватися в напрямку, перпендикулярному до бічних поверхонь рейки, та забезпечені обмежувачами повітряного зазору між індукторами і рейкою, а також роз'ємами для підключення джерела живлення струмами високої частоти, рідинного охолодження та середовища, що загартовує.
Текст
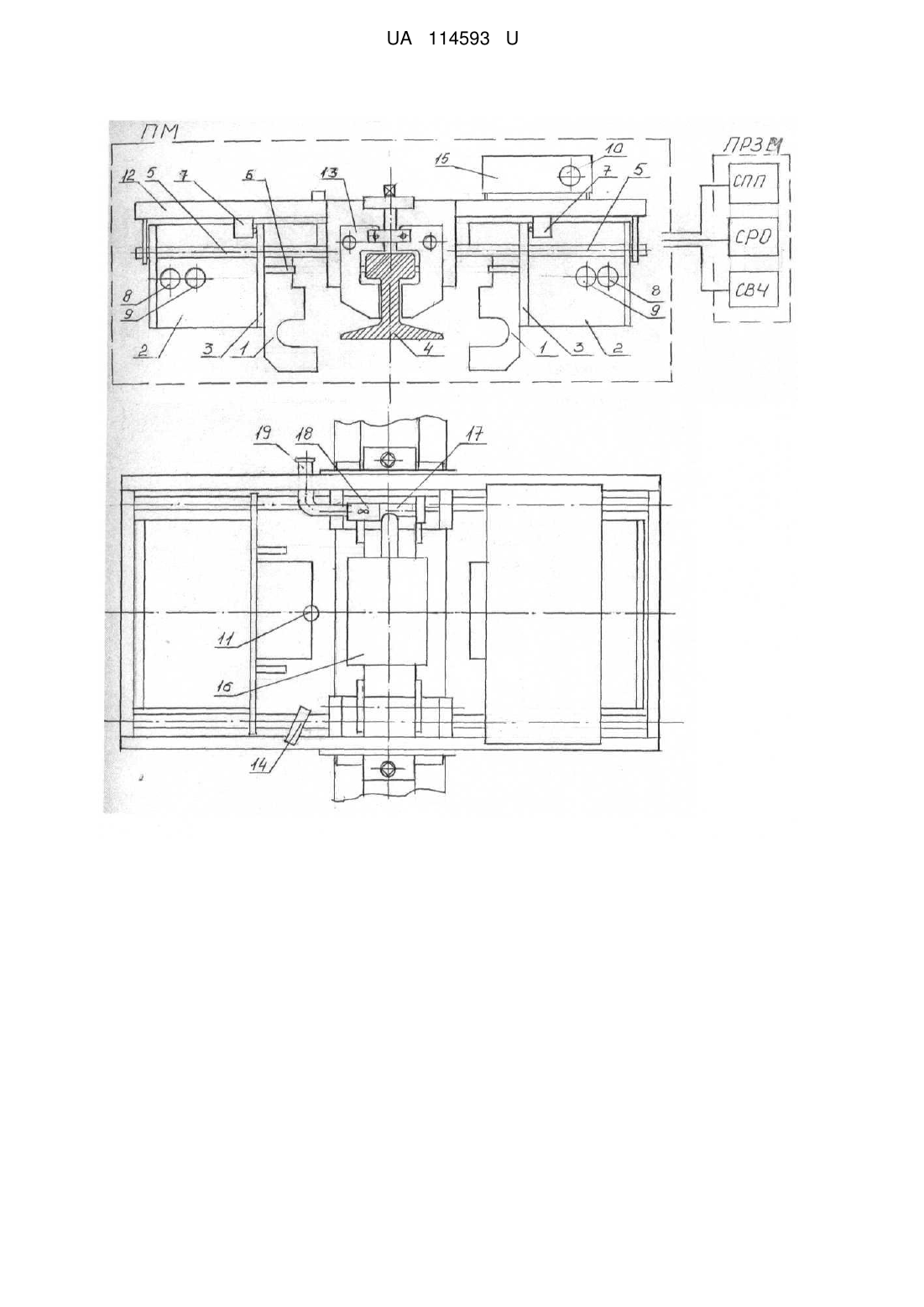
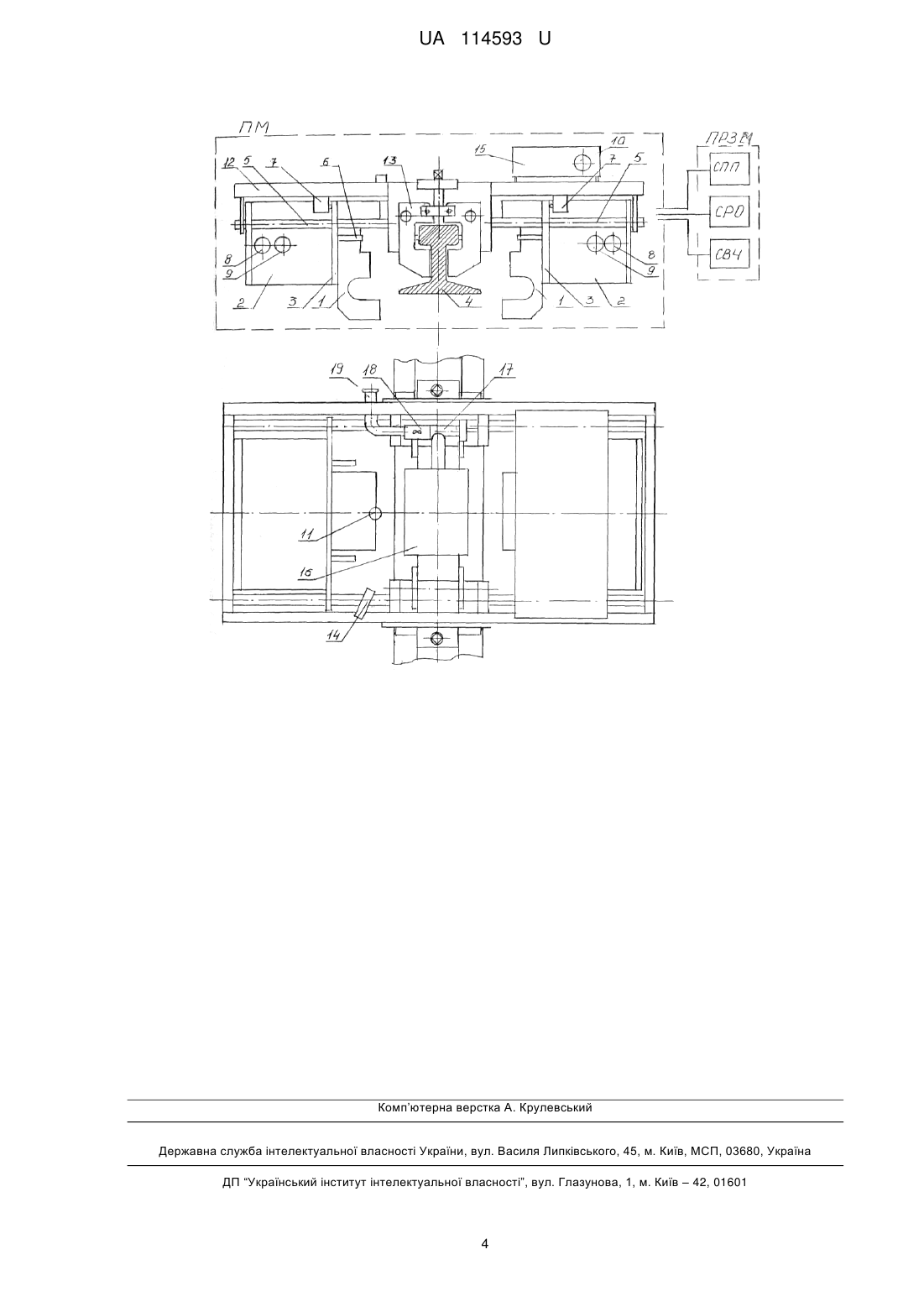
Реферат: Комплекс для термічної обробки зварених стиків залізничних рейок у шляхових умовах включає джерело живлення струмами високої частоти, систему підготовки повітря, систему рідинного охолодження, що розташовані на платформі пересувної рейкозварювальної машини, а також має переносний модуль, виконаний з можливістю переміщення уздовж рейок та складається з системи індукторів, блока для загартування, блока керування, узгоджувального пристрою, уловлювачів для розташування модуля на рейку і затискних пристроїв для фіксації модуля в місці звареного стику. Частота струму джерела живлення зменшена до 2,4 кГц, а в переносному модулі індуктори з магнітопроводами і узгоджувальні пристрої з'єднані безпосередньо між собою та утворюють нагрівальні блоки, розташовані один проти одного з можливістю пересуватися в напрямку, перпендикулярному до бічних поверхонь рейки, та забезпечені обмежувачами повітряного зазору між індукторами і рейкою, а також роз'ємами для підключення джерела живлення струмами високої частоти, рідинного охолодження та середовища, що загартовує. UA 114593 U (54) КОМПЛЕКС ДЛЯ ТЕРМІЧНОЇ ОБРОБКИ ЗВАРЕНИХ СТИКІВ ЗАЛІЗНИЧНИХ РЕЙОК У ШЛЯХОВИХ УМОВАХ UA 114593 U UA 114593 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до електротермії, зокрема до термічної обробки зварених з'єднань способом індукційного нагрівання струмами високої частоти, і може бути використана на залізничному транспорті в складі пересувних рейкозварювальних машин для термічної обробки зварених стиків рейок у шляхових умовах. Відомо, що метал звареного з'єднання рейок, у порівнянні з основним металом, має грубозернисту структуру і нижчі показники механічних властивостей. Для усунення структурної зональної неоднорідності, підвищення пластичності, в'язкості та зниження схильності до руйнувань металу звареного з'єднання застосовується термічна обробка. Для зварених стиків залізничних рейок термічна обробка полягає в рівномірному нагріванні зони звареного стику до температури термічної обробки з наступним загартуванням головки рейки шляхом примусового охолодження гартівним середовищем. При проведенні термічної обробки зварених стиків у шляхових умовах пред'являються особливі вимоги до нагрівального і гартівного обладнання. Необхідно встановити частину обладнання на пересувну рейкозварювальну машину, а іншу частину - на переносний модуль, забезпечити їх взаємний зв'язок та створити переносний модуль з низькими масогабаритними показниками і високоефективним обладнанням для забезпечення якісної термічної обробки з коротким часом нагрівання. На сучасному рівні розвитку техніки відомі пристрої для термообробки рейкових батогів перед укладанням, змонтовані на рамі залізничного транспортного засобу (авторське свідоцтво СРСР №1137376 і патент RU №2128759) із застосуванням низькотемпературного відпуску. У пристроях забезпечується нагрівання рейок водяною парою під тиском 10 МПа (100 кг/см) з температурою 310 °C, що подається в зону відпуску за допомогою пристрою, що пересувається по цьому шляху. Ці пристрої недостатньо ефективні через неможливість забезпечення об'ємного нагрівання в зоні стику і, як наслідок, спричиняють недостатнє забезпечення втомної і крихкої міцності в шийці і підошві рейки, а також твердості металу головки рейок. Крім того, монтаж пристроїв на місці зварювання вимагає застосування домкратів або маніпуляторів, що займає багато часу. Відома індукційна установка для термічної обробки зварених стиків рейок у шляхових умовах ІТТ5-250/2,4П (патент RU №23078), яка передбачає індукційне нагрівання всього перетину рейки в зоні звареного стику та наступне загартування головки рейки шляхом охолодження повітряно-водяною сумішшю. Шийка та підошва рейки піддається нормалізації (охолодженню на повітрі). На сьогодні існує один зразок індукційної установки типу ІТТ5250/2,4П для термічної обробки зварених стиків рейок у шляхових умовах у комплекті з пересувною рейкозварювальною машиною ПРСМ-4. Ця установка включає в себе тиристорний перетворювач частоти потужністю 250 кВт, який формує струм частотою 2,4 кГц, трансформаторний та конденсаторний блоки, термообробляючий модуль, що складається з індуктора та пристрою для загартування у вигляді системи форсунок для подачі повітряноводяної суміші. Установка змонтована на окремій платформі (базою 9720 мм) з краном, де встановлено електрообладнання, бак з водою для загартування і робочий модуль з індукторами. Основними недоліками установки є громіздкість, велика вага, необхідність спеціальних приводів для її встановлення на місце звареного стику і переміщення по рейці. В результаті наявності великої кількості електрообладнання, значних витрат електроенергії та необхідності перевозити накопичувачі і гідросистеми дистильованої води для охолодження трансформаторного блока, індукторів і перетворювача частоти, значно збільшені її вартість і експлуатаційні витрати. Сукупність цих недоліків перешкоджає можливості використання установки в складі пересувних рейкозварювальних машин, тобто у шляхових умовах. Найбільш близькою до корисної моделі, що заявляється, є установка термічної обробки зварених стиків рейок у шляхових умовах (патент РФ №57752), що складається з системи індукторів, блока для загартування, блока керування системою індукторів та блоком для загартування, а також джерела високочастотного живлення. Система індукторів та блок для загартування, разом із блоком керування, об'єднані в єдиний переносний модуль, що виконаний із можливістю вільного переміщення вздовж рейок та забезпечений уловлювачами для встановлення на рейку, а також затискним пристроєм для фіксації його на місці зварного етика. Система індукторів та блок для загартування зв'язані із відповідними механізмами їх ручної почергової установки в робоче положення по сигналу блока керування, для чого блок керування зв'язаний з датчиками положення індукторів і спреєра, а також із датчиком температури. Система індукторів складається з двох однакових електрично з'єднаних індукторів, що утворюють резонансний контур з блоком узгодження, і встановлених на кронштейнах у вигляді двох симетричних стулок, закріплених за допомогою зазначених кронштейнів на корпусі модуля з можливістю їх синхронного повороту навколо власної осі за допомогою важільного механізму, 1 UA 114593 U 5 10 15 20 25 30 35 40 45 50 55 60 що забезпечує їх фіксацію з заданим приляганням у зоні термообробки звареного стику в робочому положенні, або розведення на кут, необхідний для установки в цій зоні спреєра, або для знімання при термообробці модуля з рейки. Блок для загартування, що складається із спреєра, конструктивно пов'язаного із системою подачі середовища, що загартовує, встановлені на консольному кронштейні із можливістю повороту навколо горизонтальної осі за допомогою важільного механізму, що забезпечує його фіксацію в вертикальному (транспортному) або в горизонтальному (робочому) положенні на рейці. Як середовище, що загартовує, використовується стиснене повітря. Високочастотне джерело живлення знаходиться на платформі пересувної рейкозварювальної машини. Потужність перетворювача частоти 75 кВт, частота перетворення 8-15 кГц, час нагрівання в межах 240 секунд. Основними недоліками установки є вибір частоти перетворення (частоти струму) і пов'язаний з цим час нагрівання зварених стиків рейок, а також конструкція системи індукторів. Частота струму 8-15 кГц є досить високою. З економічної точки зору, а також з метою досягнення мінімального перепаду температури між поверхневими і глибинними шарами рейки для усунення структурної неоднорідності металу в області звареного з'єднання, необхідно збільшити глибину проникнення струму в метал звареного з'єднання, а отже, знизити частоту струму. Крім того, конструкція індукторів з розташуванням індуктуючих дротів уздовж рейки призводить до невиправданого збільшення зони термічного впливу. Все це викликає збільшення часу нагрівання зварених стиків рейок. В основу корисної моделі поставлена задача створення комплексу для термічної обробки зварених стиків залізничних рейок у шляхових умовах, в якому нагрівальні пристрої і обладнання, що загартовують, розміщені на платформі пересувної рейкозварювальної машини та на переносному модулі, виконаному з можливістю розташування на ділянці звареного стику, при деякому віддаленні від платформи пересувної рейкозварювальної машини та має невеликі масогабаритні показники, низьку собівартість та експлуатаційні витрати і забезпечує виконання термічної обробки зварених стиків рейок з високою якістю. Суть корисної моделі полягає в тому, що в комплексі для термічної обробки зварених стиків залізничних рейок у шляхових умовах, який включає джерело живлення струмами високої частоти, систему підготовки повітря, систему рідинного охолодження, що розташовані на платформі пересувної рейкозварювальної машини, а також має переносний модуль, виконаний з можливістю переміщення уздовж рейок та складається з системи індукторів, блока для загартування, блока керування, узгоджувального пристрою, уловлювачів для розташування модуля на рейку і затискних пристроїв для фіксації модуля в місці звареного стику, як і прототип. На відміну від прототипу, частота струму джерела живлення зменшена до 2,4 кГц, а в переносному модулі індуктори з магнітопроводами і узгоджувальні пристрої з'єднані безпосередньо між собою та утворюють нагрівальні блоки, розташовані один проти одного з можливістю пересуватися в напрямку, перпендикулярному до бічних поверхонь рейки, та забезпечені обмежувачами повітряного зазору між індукторами і рейкою, а також роз'ємами для підключення джерела живлення струмами високої частоти, рідинного охолодження та середовища, що загартовує. Зниження частоти струму від 8-15 кГц до 2,4 кГц сприяє досягненню мінімального перепаду температури між поверхневими і глибинними шарами рейки. Крім того, застосування індукторів з магнітопроводами (патент UA №109123) в нагрівальних блоках переносного модуля забезпечує рівномірне нагрівання перетину рейки, вирівнювання температурного поля по ширині зони термічного впливу і скорочення часу нагрівання звареного стику рейки. Безпосереднє з'єднання індукторів з узгоджувальними пристроями знижує втрати потужності і спрощує конструкцію переносного модуля. Перелік фігур креслення. На кресленні представлена схема комплексу для термічної обробки зварених стиків рейок у шляхових умовах, що заявляється. Система підготовки повітря (СПП), система рідинного охолодження (СРО) і джерело живлення струмами високої частоти (СВЧ) змонтовані на платформі пересувної рейкозварювальної машини (ПРЗМ). На деякому віддалення від платформи ПРЗМ, в місці звареного стику розташований переносний модуль (ПМ). До складу ПМ входять індуктори 1, що підключені безпосередньо до узгоджувальних пристроїв 2 і утворюють нагрівальні блоки 3, розташовані один проти одного з двох сторін рейки 4. Нагрівальні блоки 3 мають можливість пересуватися в напрямку, перпендикулярному до бічних поверхонь рейки за допомогою важільного механізму з фіксаторами (на кресленні не показані). Блоки 3 підвішені на напрямних 5 і забезпечені обмежувачами 6 повітряного зазору між індукторами і рейкою, кінцевими вимикачами 7 для контролю положення рейки, роз'ємами 8 для зв'язку з СРО, роз'ємами 9 для підключення до СВЧ і роз'ємами 10 для зв'язку з блоком керування. Один з блоків 3 забезпечений пірометром 11. У свою чергу, напрямні 5 кріпляться до 2 UA 114593 U 5 10 15 20 25 30 35 40 несучої рами 12. На рамі встановлені затискаючі пристрої 13 для фіксації переносного модуля в місці звареного стику рейки, лазерний покажчик 14 для встановлення індукторів по центру етика, блок керування 15 з роз'ємом, спреєр 16, механізм 17 повороту спреєра, кран 18 з роз'ємом 19 для подачі повітря як середовища, що загартовує. Вага модуля не перевищує 50 кг. Комплекс працює таким чином. В неробочому положенні нагрівальні блоки 3 розведені і закріплені фіксаторами важільного механізму. Спреєр 16 закріплений між індукторами 1. При підготовці до роботи ПМ встановлюється на рейки 4 в зоні звареного стику, позиціонується на центр стику за допомогою лазерного показчика 14 і фіксується затискними пристроями 13. Підключаються роз'єми 9, 10 і 15 для зв'язку з СВЧ і блоком керування, та роз'єми 8 і 19 для рідинного охолодження та повітряного загартування. Одночасно ведеться підготовка джерела СВЧ, СРО та СПП до роботи. Спреєр 16 переводиться в вертикальне положення, що дозволяє індукторам 1 зайняти робоче положення, нагрівальні блоки 3 зводяться в робоче положення і фіксуються. На панелі блока керування 15 задаються режими термічної обробки. Після надходження сигналу про готовність усіх елементів комплексу до роботи натискається кнопка "Пуск" на панелі блока керування 15 і виконується нагрівання звареного стику рейки за заданою програмою. Після закінчення нагрівання блоки 3 розводяться і фіксуються, спреєр 16 встановлюється в горизонтальне положення з зазором від поверхні катання рейки і відкривається кран 18 подачі повітря. Час загартування контролюється блоком керування. Після закінчення часу загартування вмикається індикатор на панелі блока керування і закривається кран подачі повітря. Режими термічної обробки фіксуються у протоколі. Характерною позитивною рисою запропонованого комплексу є простота конструкції переносного модуля, підвищення якості термічної обробки, зниження втрат потужності, скорочення часу нагрівання. Конструкція переносного модуля дозволяє легко змінювати індуктори в залежності від типу рейки (Р50, Р65, Р75). Економічний ефект від корисної моделі досягається за рахунок скорочення часу нагрівання, спрощення конструкції, зменшення вартості переносного модуля, зниження трудомісткості підготовки переносного модуля до роботи. При нагріванні від 20 °C до 900 °C, перепад температури в головці і підошві рейки не перевищує 30°С за час нагрівання 140 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Комплекс для термічної обробки зварених стиків залізничних рейок у шляхових умовах, який включає джерело живлення струмами високої частоти, систему підготовки повітря, систему рідинного охолодження, що розташовані на платформі пересувної рейкозварювальної машини, а також має переносний модуль, виконаний з можливістю переміщення уздовж рейок та складається з системи індукторів, блока для загартування, блока керування, узгоджувального пристрою, уловлювачів для розташування модуля на рейку і затискних пристроїв для фіксації модуля в місці звареного стику, який відрізняється тим, що частота струму джерела живлення зменшена до 2,4 кГц, а в переносному модулі індуктори з магнітопроводами і узгоджувальні пристрої з'єднані безпосередньо між собою та утворюють нагрівальні блоки, розташовані один проти одного з можливістю пересуватися в напрямку, перпендикулярному до бічних поверхонь рейки, та забезпечені обмежувачами повітряного зазору між індукторами і рейкою, а також роз'ємами для підключення джерела живлення струмами високої частоти, рідинного охолодження та середовища, що загартовує. 3 UA 114593 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21D 1/10, E01B 31/18
Мітки: рейок, залізничних, комплекс, шляхових, умовах, обробки, стиків, зварених, термічної
Код посилання
<a href="https://ua.patents.su/6-114593-kompleks-dlya-termichno-obrobki-zvarenikh-stikiv-zaliznichnikh-rejjok-u-shlyakhovikh-umovakh.html" target="_blank" rel="follow" title="База патентів України">Комплекс для термічної обробки зварених стиків залізничних рейок у шляхових умовах</a>
Індукційний пристрій для термічної обробки зварених стиків залізничних рейок
Номер патенту: 109123
Опубліковано: 10.08.2016
Автор: Пантелеймонов Євген Олександрович
МПК: C21D 1/10
Мітки: стиків, обробки, пристрій, залізничних, індукційний, термічної, зварених, рейок
Формула / Реферат:
1. Індукційний пристрій для термічної обробки зварених стиків залізничних рейок, що містить індуктори, розташовані навпроти один одного з двох сторін рейки, який відрізняється тим, що індуктуючий дріт індукторів повторює форму вигину поверхні рейки зі збільшеними повітряними зазорами над шийкою і пір'ями рейки і містить магнітопроводи з різною товщиною набору пластин, встановлені над поверхнею кочення головки, бічною гранню головки, шийкою і...
Індукційна установка для термічної обробки зварних стиків рейок
Номер патенту: 75027
Опубліковано: 26.11.2012
Автори: Письменний Олександр Семенович, Прокоф`єв Олексій Сергійович, Юхименко Роман Вікторович, Письменний Олексій Олександрович, Губатюк Руслан Сергійович
МПК: C21D 1/42
Мітки: термічної, установка, стиків, обробки, індукційна, зварних, рейок
Формула / Реферат:
Індукційна установка для термічної обробки зварних стиків рейок, яка складається із комплекту устаткування, до складу якого входять джерело високочастотного живлення, перетворювач, повітряний компресор, блок охолодження та робочий орган установки, який у свою чергу з'єднаний гнучкими струмовідводами та рукавами із комплектом устаткування, при цьому до складу робочого органа входять зварні конструкції, трансформатори, дроти, гнучкі рукави та...
Спосіб термічної обробки рейок
Номер патенту: 87084
Опубліковано: 10.06.2009
Автори: Якушечкін Владислав Євгенович, Якушечкіна Лауретта Іванівна, Якушечкин Євген Іванович, Якушечкін Іван Владиславович, Федій Всеволод Савельович, Телевич Роман Володимирович, Баранєнко Юрій Павловіч
Мітки: спосіб, термічної, рейок, обробки
Формула / Реферат:
1. Спосіб термічної обробки рейок, що включає об'ємне нагрівання рейок у лінійно-пружному напруженому стані до температури аустенізації, витримку й охолодження киплячою водоповітряною сумішшю на повітрі, який відрізняється тим, що рейки нагрівають із швидкістю 1-50 °С/с до 780-890 °С, витримують 10-30 с, охолоджують головку рейки до 400-500 °С, після чого здійснюють охолодження по всьому перерізу рейки до температури не вище 100 °С, потім...
Спосіб термічної обробки рейок
Номер патенту: 76555
Опубліковано: 10.01.2013
Автори: Крейденко Фіра Семенівна, Фірстов Сергій Олексійович, Александров Валерій Дмитрович, Бродецький Ігор Леонідович, Іценко Анатолій Іванович, Каверинський Владислав Володимирович, Троцан Анатолій Іванович, Бєлов Борис Федорович
МПК: C21D 9/04
Мітки: обробки, спосіб, рейок, термічної
Формула / Реферат:
Спосіб термічної обробки рейок, що включає дворазове із проміжним підстудженням нагрівання під загартування струмами високої частоти головки рейок, з'єднаних у безперервну нитку, двостадійне охолодження й самовідпуск при температурі 450-400 °C після первинного охолодження при безперервному переміщенні рейкової нитки через гартівну машину, який відрізняється тим, що при температурі самовідпуску рейкову нитку переміщають зі швидкістю...
Спосіб термічної обробки рейок
Номер патенту: 86564
Опубліковано: 27.04.2009
Автори: Комар Фідель Леонідович, Ошкадьоров Станіслав Петрович, Тельович Роман Володимирович, Бондаревська Надія Олександрівна, Гарасим Юліан Андрійович
МПК: C21D 9/04
Мітки: обробки, рейок, термічної, спосіб
Формула / Реферат:
Спосіб термічної обробки рейок зі сталей перлітного класу, який включає електронагрів рейки під загартування та охолодження нагрітого об'єму рейки в два етапи, який відрізняється тим, що здійснюють електронагрів всього об'єму рейки одночасно або послідовно частинами по довжині з швидкістю 10-100 ºС/с до температури Ас3 + 30-50 °С, після чого на першому етапі охолодження виконують одночасне охолодження поверхні головки рейки з швидкістю...
Попередній патент: Відцентрове гальмо з канатними елементами
Наступний патент: Спосіб лікування псоріазу із супутньою артеріальною гіпертензією
Випадковий патент: Пристрій для геотермального теплопостачання