Індукційний пристрій для термічної обробки зварених стиків залізничних рейок
Формула / Реферат
1. Індукційний пристрій для термічної обробки зварених стиків залізничних рейок, що містить індуктори, розташовані навпроти один одного з двох сторін рейки, який відрізняється тим, що індуктуючий дріт індукторів повторює форму вигину поверхні рейки зі збільшеними повітряними зазорами над шийкою і пір'ями рейки і містить магнітопроводи з різною товщиною набору пластин, встановлені над поверхнею кочення головки, бічною гранню головки, шийкою і нижньою поверхнею підошви рейки.
2. Індукційний пристрій за п. 1, який відрізняється тим, що індуктуючий дріт індукторів розділений на два паралельних провідники з установленими над ними загальними магнітопроводами.
Текст
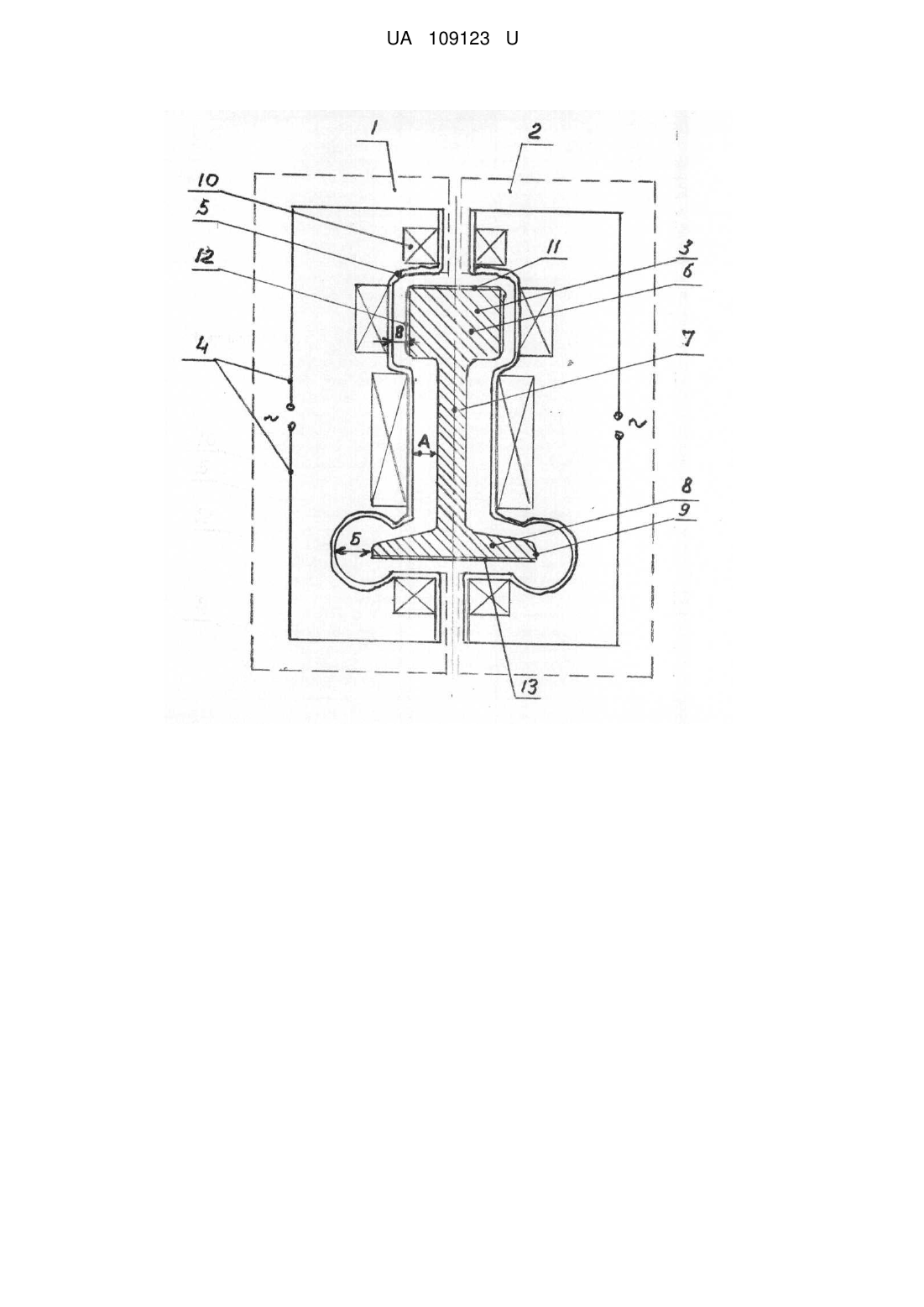
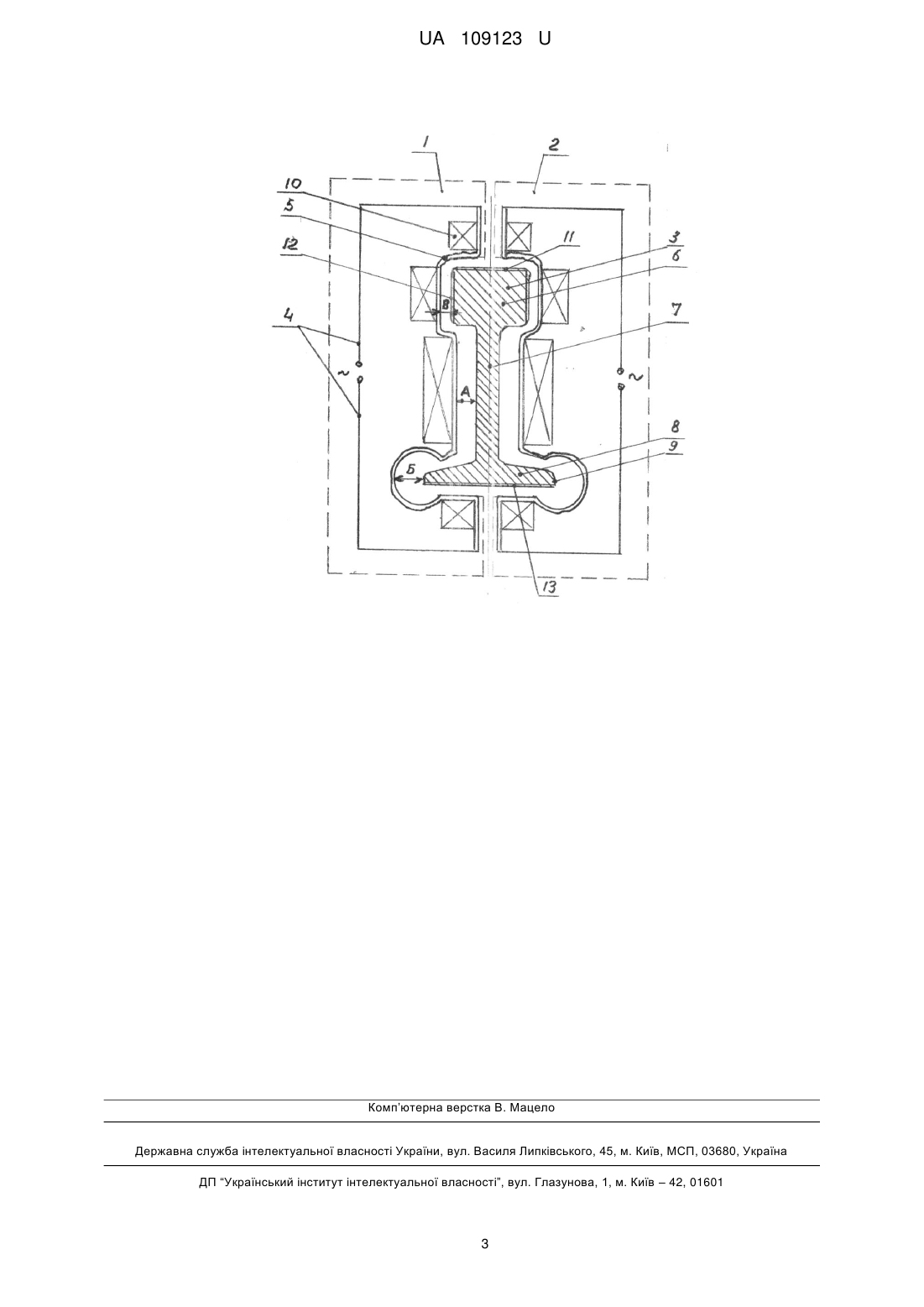
Реферат: UA 109123 U UA 109123 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до електротермії, зокрема до області термічної обробки металевих виробів способом індукційного нагрівання струмами високої частоти, та може бути використана для термічної обробки зварених стиків залізничних рейок перед загартуванням. Відомо, що метал звареного з'єднання рейок після зварювання має грубозернисту структуру та більш низькі показники механічних властивостей, у порівнянні з основним металом. Для усунення структурної зональної неоднорідності, підвищення пластичності, в'язкості та зниження схильності до руйнувань металу звареного з'єднання застосовується термічна обробка. Термічна обробка зварених стиків залізничних рейок полягає в нагріванні зони звареного стику до температури термічної обробки з наступним загартуванням головки рейки шляхом примусового охолодження гартівним середовищем. Ширина зони термічного впливу після термічної обробки повинна перевищувати ширину зони термічного впливу після зварювання. При проведенні термічної обробки зварених стиків рейок особливі вимоги пред'являються до індукторів індукційного пристрою. Їхня конструкція повинна враховувати складну форму перерізу рейки, розходження мас металу головки, шийки та підошви рейки, а так само забезпечити рівномірне нагрівання всього перерізу рейки в зоні звареного стику. На сучасному рівні розвитку техніки відомий пристрій для нагрівання під термічну обробку, що містить каркас з газополум'яними пальниками, колектор для підведення палива (див. авторське свідотство СРСР №1054432, кл. С21D9/50, 1989 p.). Однак, зазначений пристрій забезпечує низьку якість термічної обробки, внаслідок окислення поверхні звареного з'єднання. Крім цього, необхідно перевозити запаси палива та колектори для забезпечення роботи пальників. Відомий спосіб термічної обробки острякових і рамних рейок і пристрій для його здійснення (патент РФ 2135607, опубл. 27.08.1999 р.), у якому одночасно з загартуванням головки острякової рейки виконують загартування площини її підошви. Індуктори гартівних блоків розташовані навпроти один одного і виконують одночасне нагрівання робочих поверхонь кочення головки у високочастотному електромагнітному полі. Індуктори виконані за формою поверхні кочення рейок. Однак цей спосіб спрямований на досягнення оптимального температурного поля в головці та підошві рейки і не враховує розподіл температурного поля в шийці рейки. У випадку великого перепаду температури між головкою та шийкою рейки не досягається необхідна стійкість ударним навантаженням. Відома установка типу ИТТ5-250/2,4П для термічної обробки зварених стиків рейок у польових умовах (див. корисну модель RU 23078), що передбачає індукційне нагрівання всього перерізу рейки в зоні звареного стику, й установка УИН-001 термічної обробки зварених стиків рейок (див. http://poley.navamodel.ru №57752), у якій термообробний модуль складається з двох індукторів, з'єднаних в послідовний ланцюг. Однак, час локального нагрівання зварених стиків рейок до температури термічної обробки складає 240 с зі зварювального нагрівання, що перевищує вимоги технологічного процесу виробництва рейкових батогів в умовах рейкозварювальних підприємств. Багато в чому це обумовлено конструкцією індукторів термообробного модуля. Найбільш близьким до корисної моделі, що заявляється, є індукційний пристрій для нагрівання стиків залізничних рейок (патент РФ 2200764, опубл. 20.03.2003 р.), у якому індуктор виконаний у вигляді двох плоских прямокутних спіралевих обмоток, розташованих навпроти одна одної з двох сторін рейки. Прямі та зворотні провідники обмоток розділені рухливими магнітопроводами, що вільно переміщаються щодо обмоток перпендикулярно бічним поверхням рейки. Обмотки підключені до джерела живлення так, щоб забезпечити протікання струмів в одному напрямку в частинах обмоток, що прилягають до головки рейки. Обмотки разом з відповідними магнітопроводами можуть бути розміщені на двох частинах каркаса з тепло- і електроізолюючого матеріалу, об'єднаних між собою пристроєм, що забезпечує їхнє взаємне пересування відносно одна одної, у напрямку, перпендикулярному до подовжньої осі рейки. Крім цього, обмотки можуть бути вигнуті за формою головки та верхньої частини підошви з відповідних сторін рейки. Однак, пристрій не робить цілеспрямованого впливу на необхідний розподіл температурного поля в нижній частині підошви рейки. При недостатньому нагріванні підошви погіршується прямолінійність зварених стиківпісля повного охолодження рейки. В основу корисної моделі поставлена задача створення конструкції індукторів індукційного пристрою для забезпечення рівномірного нагрівання перерізу рейки в зоні звареного стику і зменшення часу нагрівання зварених стиків рейок до температури термічної обробки. Поставлена задача корисної моделі вирішується завдяки тому, що в індукційному пристрої для термічної обробки зварених стиків залізничних рейок, що має індуктори, розташовані навпроти один одного з двох сторін рейки, згідно з корисною моделлю, індуктуючий дріт індукторів повторює форму вигину поверхні рейки зі збільшеними повітряними зазорами над 1 UA 109123 U 5 10 15 20 25 30 35 40 45 50 55 60 шийкою та пір'ями рейки і містить магнітопроводи з різною товщиною набору пластин, встановлені над поверхнею катання головки, бічною гранню головки, шийкою і нижньою поверхнею підошви рейки. Зазначена форма індуктуючого дроту індуктора поліпшує магнітний зв'язок системи індуктор-деталь і підвищує ККД індуктора. Різна величина повітряного зазору між індуктуючим дротом і поверхнею рейки, а так само цілеспрямоване розташування магнітопроводів впливає на розподіл переданої в зварений стик потужності по ділянках нагрівання. Збільшується частина потужності, що передасться в головку і підошву, у порівнянні із шийкою і зменшується в пір'я рейки, запобігаючи їхньому перегріву. Крім цього, розподіл індуктуючого дроту індукторів на два паралельних провідники з встановленими над ними загальними магнітопроводами, вирівнює розподіл температурного поля по ширині зони термічного впливу рейки. Застосування зазначених фактів сприяє вирівнюванню температурного поля по перерізу рейки. На наведеному кресленні представлена конструкція індукційного пристрою, що заявляється. Індуктори 1 і 2, розташовані навпроти один одного з двох сторін рейки 3. Шини 4, що підводять струм до індукторів, підключені до джерела живлення струмами високої частоти. Індуктуючі дроти 5 індукторів, що складаються з двох паралельних провідників, повторюють форму вигину поверхні головки 6, шийки 7 і підошви 8 рейки. Повітряні зазори А над шийкою і Б над пір'ями 9 рейки збільшені, у порівнянні з повітряним зазором В над головкою і підошвою рейки. Магнітопроводи 10, з різною товщиною набору пластин, розміщені над поверхнею катання 11 головки, бічними гранями 12 головки, шийкою і нижньою поверхнею 13 підошви рейки. Пристрій працює таким чином. Перед початком термічної обробки звареного стику індуктори 1 і 2 підводять до рейки 3. Високочастотний струм в індуктуючих дротах 5 викликає появу індуктованого струму в зоні звареного стику рейки, в результаті чого стик нагрівається. В конструкції індукторів використані властивості магнітопроводів по різкому підвищенню концентрації індуктованого струму під індуктуючим дротом і вплив повітряного зазору на опір магнітного потоку індуктора. Сполучення цих факторів дозволяє змінювати розподіл переданої в зварений стик потужності. Розташування магнітопроводів 10 над поверхнею кочення 11 головки, бічними гранями 12 головки та нижньою поверхнею 13 підошви, призводить до переважного розподілу переданої потужності в головку і підошву рейки. Цьому сприяє збільшення повітряного зазору А в області шийки, у порівнянні з зазором В в області головки і підошви рейки. Тим самим враховується різниця маси металу елементів рейки, коли маса головки чи підошви більше, ніж шийки. Крім цього, розташування магнітопроводів 10 над поверхнею катання 11 головки сприяє вирівнюванню температурного поля по ширині поверхні катання. Збільшення повітряного зазору Б в області пір'їв рейки перешкоджає їх перегріву, який може бути викликаний кільцевим ефектом при індукційному нагріванні. Розподіл індуктуючих дротів 5 індукторів на два паралельних провідники дозволяє розподілити поверхневу щільність струму по ширині зони термічного впливу й уникнути серповидної форми шару, що нагрівається. Характерною позитивною рисою запропонованої конструкції індукційного пристрою є рівномірне нагрівання перерізу рейки. При термічній обробці звареного стику рейки типу Р65 до температури 900 °C різниця температури між поверхнею кочення і точкою на осі симетрії рейки, на глибині 20 мм від поверхні кочення та між нижньою поверхнею підошви і точкою на осі симетрії рейки, на глибині 20 мм від нижньої поверхні підошви, не перевищує 30 °C. Ширина зони термічного впливу після термічної обробки досягає 55 мм. Економічний ефект від корисної моделі досягається за рахунок підвищення продуктивності індукційного пристрою. Час нагрівання до температури термічної обробки скоротився до 140 с від цехової температури, в порівнянні з часом 240 с зі зварювального нагрівання, який має сучасне обладнання для термічної обробки зварених стиків рейок. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Індукційний пристрій для термічної обробки зварених стиків залізничних рейок, що містить індуктори, розташовані навпроти один одного з двох сторін рейки, який відрізняється тим, що індуктуючий дріт індукторів повторює форму вигину поверхні рейки зі збільшеними повітряними зазорами над шийкою і пір'ями рейки і містить магнітопроводи з різною товщиною набору пластин, встановлені над поверхнею кочення головки, бічною гранню головки, шийкою і нижньою поверхнею підошви рейки. 2. Індукційний пристрій за п. 1, який відрізняється тим, що індуктуючий дріт індукторів розділений на два паралельних провідники з установленими над ними загальними магнітопроводами. 2 UA 109123 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21D 1/10
Мітки: обробки, зварених, термічної, пристрій, рейок, індукційний, залізничних, стиків
Код посилання
<a href="https://ua.patents.su/5-109123-indukcijjnijj-pristrijj-dlya-termichno-obrobki-zvarenikh-stikiv-zaliznichnikh-rejjok.html" target="_blank" rel="follow" title="База патентів України">Індукційний пристрій для термічної обробки зварених стиків залізничних рейок</a>
Індукційна установка для термічної обробки зварних стиків рейок
Номер патенту: 75027
Опубліковано: 26.11.2012
Автори: Письменний Олександр Семенович, Губатюк Руслан Сергійович, Письменний Олексій Олександрович, Прокоф`єв Олексій Сергійович, Юхименко Роман Вікторович
МПК: C21D 1/42
Мітки: обробки, термічної, стиків, зварних, установка, індукційна, рейок
Формула / Реферат:
Індукційна установка для термічної обробки зварних стиків рейок, яка складається із комплекту устаткування, до складу якого входять джерело високочастотного живлення, перетворювач, повітряний компресор, блок охолодження та робочий орган установки, який у свою чергу з'єднаний гнучкими струмовідводами та рукавами із комплектом устаткування, при цьому до складу робочого органа входять зварні конструкції, трансформатори, дроти, гнучкі рукави та...
Спосіб термічної обробки рейок
Номер патенту: 87084
Опубліковано: 10.06.2009
Автори: Федій Всеволод Савельович, Телевич Роман Володимирович, Якушечкіна Лауретта Іванівна, Якушечкин Євген Іванович, Баранєнко Юрій Павловіч, Якушечкін Іван Владиславович, Якушечкін Владислав Євгенович
Мітки: рейок, термічної, спосіб, обробки
Формула / Реферат:
1. Спосіб термічної обробки рейок, що включає об'ємне нагрівання рейок у лінійно-пружному напруженому стані до температури аустенізації, витримку й охолодження киплячою водоповітряною сумішшю на повітрі, який відрізняється тим, що рейки нагрівають із швидкістю 1-50 °С/с до 780-890 °С, витримують 10-30 с, охолоджують головку рейки до 400-500 °С, після чого здійснюють охолодження по всьому перерізу рейки до температури не вище 100 °С, потім...
Спосіб термічної обробки рейок
Номер патенту: 86564
Опубліковано: 27.04.2009
Автори: Тельович Роман Володимирович, Гарасим Юліан Андрійович, Бондаревська Надія Олександрівна, Ошкадьоров Станіслав Петрович, Комар Фідель Леонідович
МПК: C21D 9/04
Мітки: рейок, обробки, термічної, спосіб
Формула / Реферат:
Спосіб термічної обробки рейок зі сталей перлітного класу, який включає електронагрів рейки під загартування та охолодження нагрітого об'єму рейки в два етапи, який відрізняється тим, що здійснюють електронагрів всього об'єму рейки одночасно або послідовно частинами по довжині з швидкістю 10-100 ºС/с до температури Ас3 + 30-50 °С, після чого на першому етапі охолодження виконують одночасне охолодження поверхні головки рейки з швидкістю...
Спосіб термічної обробки рейок
Номер патенту: 76555
Опубліковано: 10.01.2013
Автори: Каверинський Владислав Володимирович, Фірстов Сергій Олексійович, Александров Валерій Дмитрович, Крейденко Фіра Семенівна, Бродецький Ігор Леонідович, Бєлов Борис Федорович, Іценко Анатолій Іванович, Троцан Анатолій Іванович
МПК: C21D 9/04
Мітки: обробки, термічної, спосіб, рейок
Формула / Реферат:
Спосіб термічної обробки рейок, що включає дворазове із проміжним підстудженням нагрівання під загартування струмами високої частоти головки рейок, з'єднаних у безперервну нитку, двостадійне охолодження й самовідпуск при температурі 450-400 °C після первинного охолодження при безперервному переміщенні рейкової нитки через гартівну машину, який відрізняється тим, що при температурі самовідпуску рейкову нитку переміщають зі швидкістю...
Спосіб термічної обробки рейок та пристрій для здійснення цього способу
Номер патенту: 98685
Опубліковано: 11.06.2012
Автори: Кападж Нуредін, Де-Лука Андреа, Полоні Альфредо, Баццаро Джанлука
МПК: B21B 43/00, C21D 9/00, B21B 45/02, C21D 1/63, C21D 9/04, C21D 1/62
Мітки: цього, рейок, обробки, термічної, способу, пристрій, здійснення, спосіб
Формула / Реферат:
1. Спосіб термічної обробки на технологічній лінії рейки, яку виводять з лінії прокатування, який включає такі операції:- першу операцію охолодження рейки на повітрі до досягнення температури поверхні головки рейки принаймні 720 °C;- другу операцію охолодження за допомогою охолоджувального плинного середовища до досягнення температури поверхні головки на 50-150 °C вище температури Аr3 для запобігання фазовому...
Попередній патент: Спосіб визначення зенітного і візирного кутів
Наступний патент: Спосіб моделювання гідронефрозу
Випадковий патент: Спосіб лікування хворих з піопневмотораксом