Спосіб визначення полів характеристик виробів з металевих порошків
Номер патенту: 115155
Опубліковано: 10.04.2017
Автори: Баглюк Геннадій Анатолійович, Хоменко Олексій Ігорович, Шишкіна Юлія Олександрівна, Куріхін Віктор Сергійович


Формула / Реферат
Спосіб визначення полів характеристик виробів з металевих порошків, що включає плоскопаралельну пошарову засипку порошку в порожнину прес-форми, його пресування, розрізку пресовки по діаметральній площині, переведення візуальних даних геометрії шарів в числовий формат та їх подальшу математичну обробку, який відрізняється тим, що як вихідний порошок для пошарової засипки використовуються порошки з однаковими технологічними та реологічними характеристиками, але відмінні за кольором або контрастністю, які отримують шляхом хімічного (електрохімічного) нанесення на поверхню частинок одного з шарів порошку покриття товщиною 1-5 мкм.
Текст
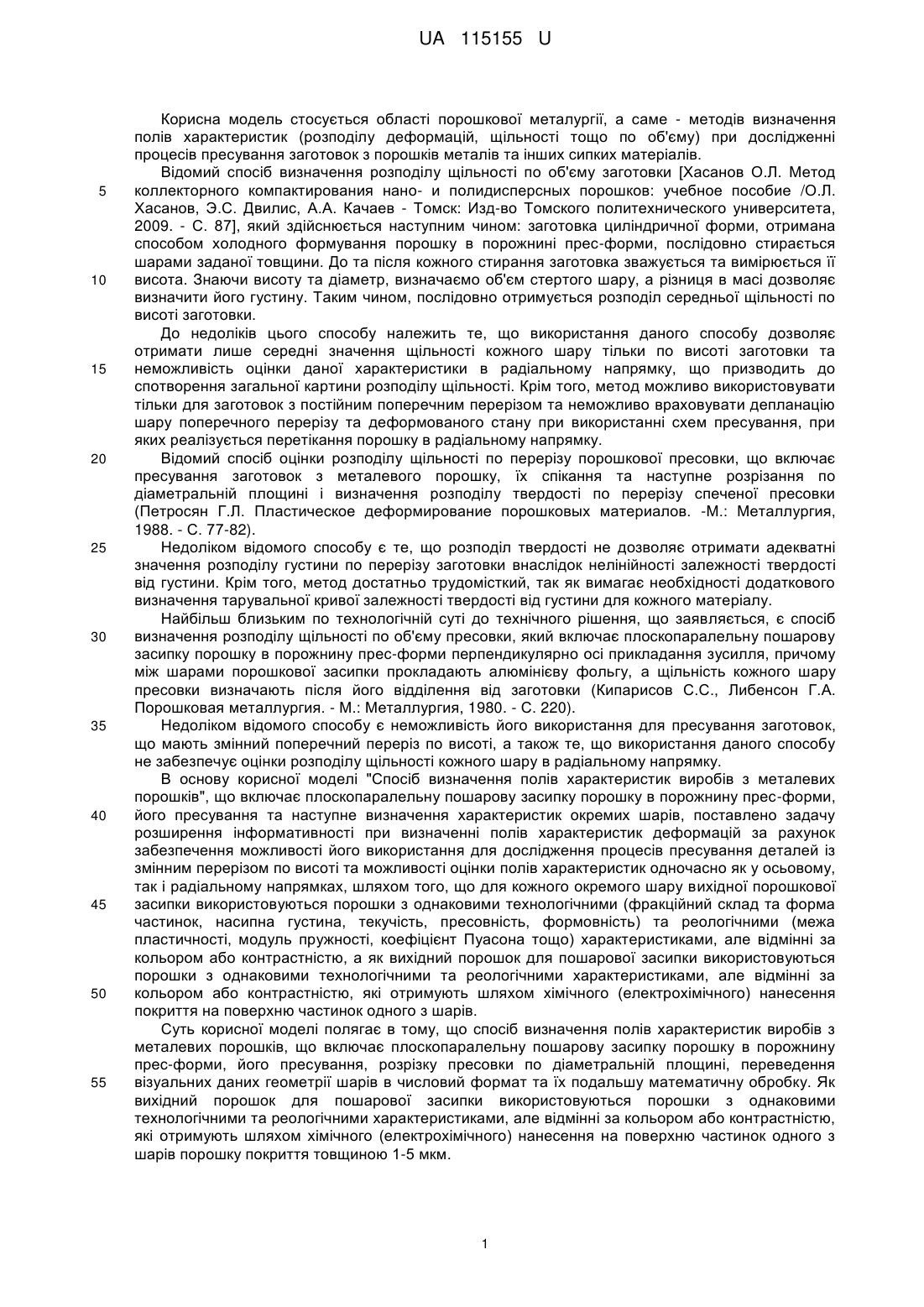
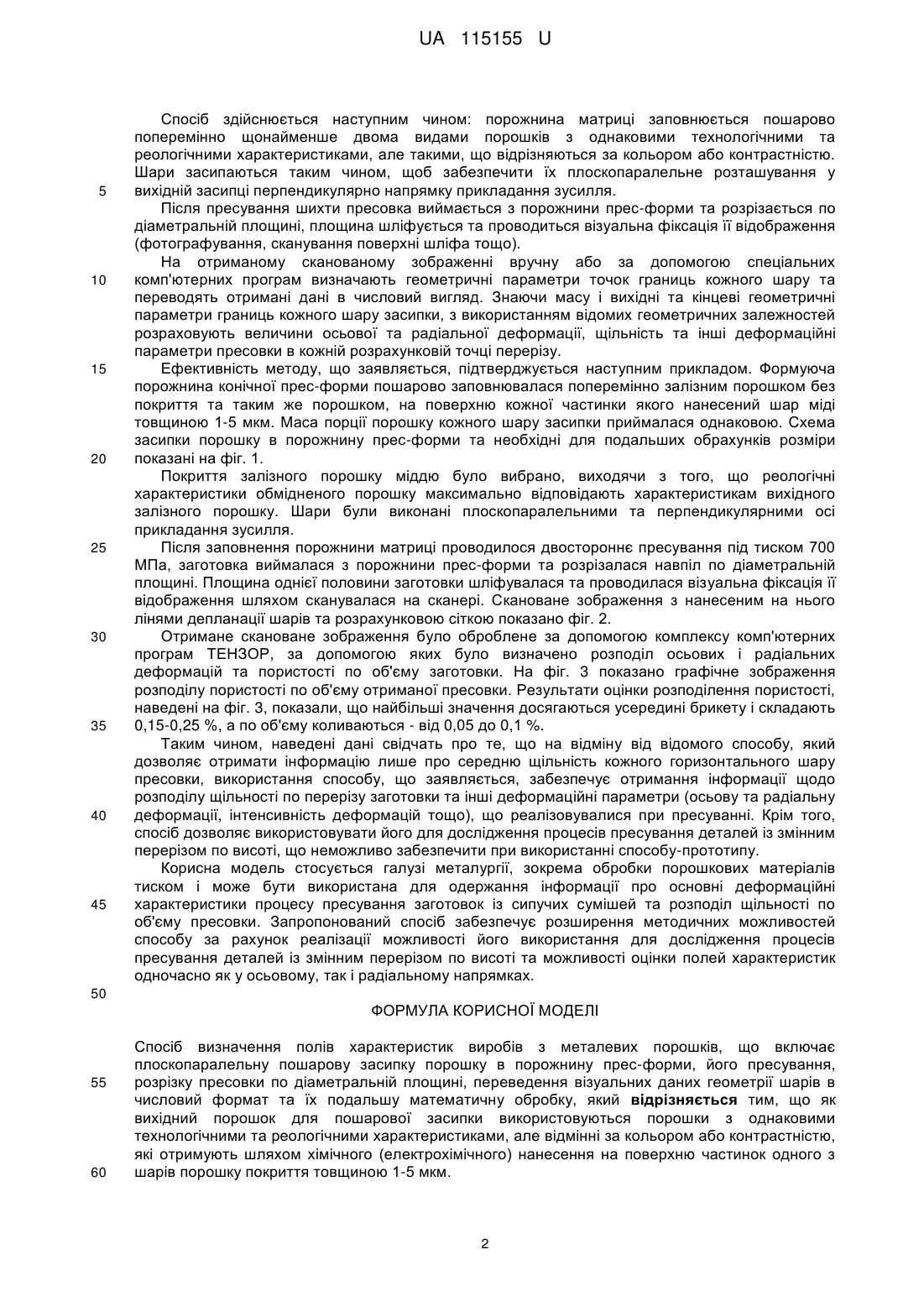
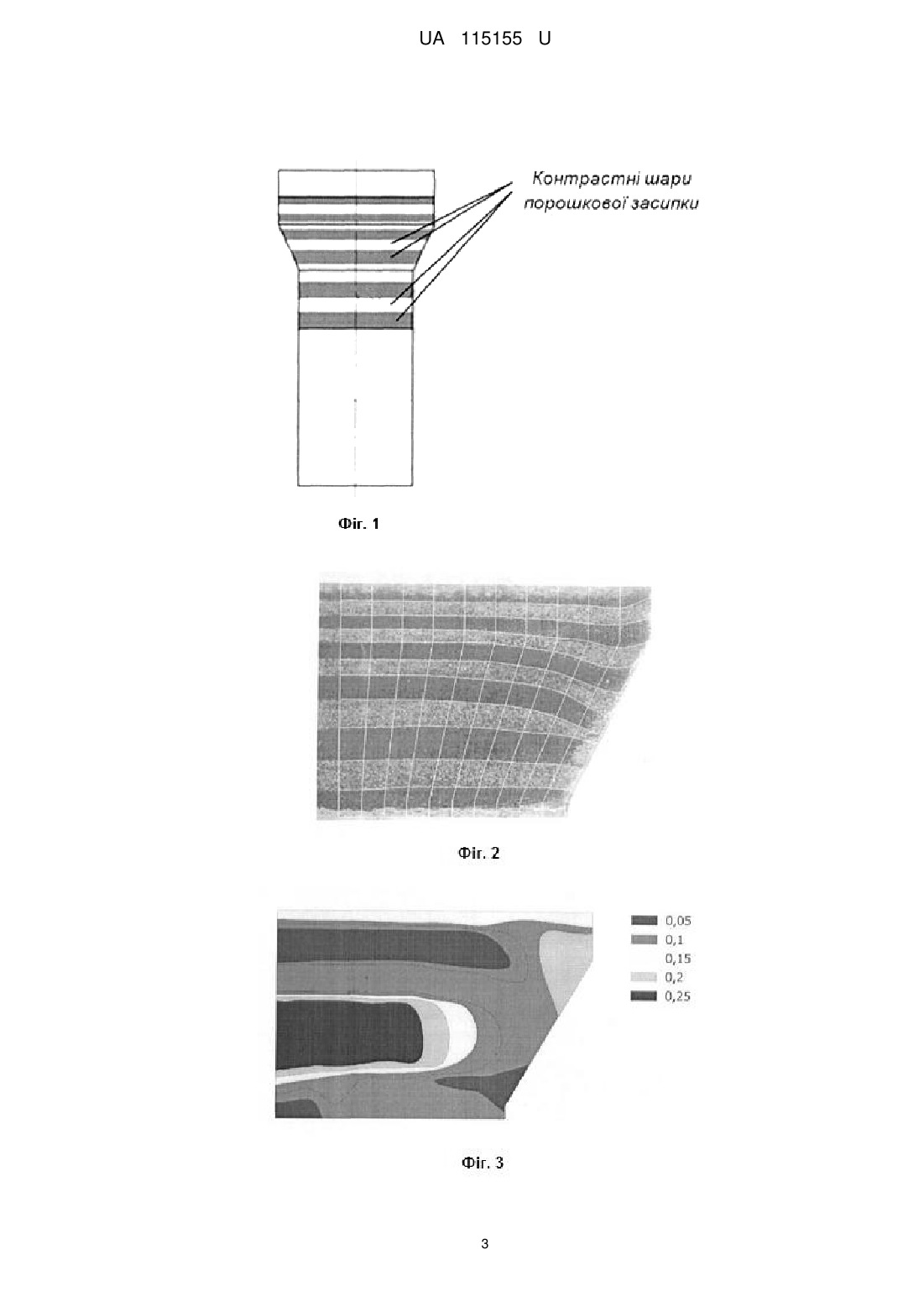
Реферат: Спосіб визначення полів характеристик виробів з металевих порошків, що включає плоскопаралельну пошарову засипку порошку в порожнину прес-форми, його пресування, розрізку пресовки по діаметральній площині, переведення візуальних даних геометрії шарів в числовий формат та їх подальшу математичну обробку, причому як вихідний порошок для пошарової засипки використовуються порошки з однаковими технологічними та реологічними характеристиками, але відмінні за кольором або контрастністю, які отримують шляхом хімічного (електрохімічного) нанесення на поверхню частинок одного з шарів порошку покриття товщиною 1-5 мкм. UA 115155 U (12) UA 115155 U UA 115155 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель стосується області порошкової металургії, а саме - методів визначення полів характеристик (розподілу деформацій, щільності тощо по об'єму) при дослідженні процесів пресування заготовок з порошків металів та інших сипких матеріалів. Відомий спосіб визначення розподілу щільності по об'єму заготовки [Хасанов О.Л. Метод коллекторного компактирования нано- и полидисперсных порошков: учебное пособие /О.Л. Хасанов, Э.С. Двилис, А.А. Качаев - Томск: Изд-во Томского политехнического университета, 2009. - С. 87], який здійснюється наступним чином: заготовка циліндричної форми, отримана способом холодного формування порошку в порожнині прес-форми, послідовно стирається шарами заданої товщини. До та після кожного стирання заготовка зважується та вимірюється її висота. Знаючи висоту та діаметр, визначаємо об'єм стертого шару, а різниця в масі дозволяє визначити його густину. Таким чином, послідовно отримується розподіл середньої щільності по висоті заготовки. До недоліків цього способу належить те, що використання даного способу дозволяє отримати лише середні значення щільності кожного шару тільки по висоті заготовки та неможливість оцінки даної характеристики в радіальному напрямку, що призводить до спотворення загальної картини розподілу щільності. Крім того, метод можливо використовувати тільки для заготовок з постійним поперечним перерізом та неможливо враховувати депланацію шару поперечного перерізу та деформованого стану при використанні схем пресування, при яких реалізується перетікання порошку в радіальному напрямку. Відомий спосіб оцінки розподілу щільності по перерізу порошкової пресовки, що включає пресування заготовок з металевого порошку, їх спікання та наступне розрізання по діаметральній площині і визначення розподілу твердості по перерізу спеченої пресовки (Петросян Г.Л. Пластическое деформирование порошковых материалов. -М.: Металлургия, 1988. - С. 77-82). Недоліком відомого способу є те, що розподіл твердості не дозволяє отримати адекватні значення розподілу густини по перерізу заготовки внаслідок нелінійності залежності твердості від густини. Крім того, метод достатньо трудомісткий, так як вимагає необхідності додаткового визначення тарувальної кривої залежності твердості від густини для кожного матеріалу. Найбільш близьким по технологічній суті до технічного рішення, що заявляється, є спосіб визначення розподілу щільності по об'єму пресовки, який включає плоскопаралельну пошарову засипку порошку в порожнину прес-форми перпендикулярно осі прикладання зусилля, причому між шарами порошкової засипки прокладають алюмінієву фольгу, а щільність кожного шару пресовки визначають після його відділення від заготовки (Кипарисов С.С., Либенсон Г.А. Порошковая металлургия. - М.: Металлургия, 1980. - С. 220). Недоліком відомого способу є неможливість його використання для пресування заготовок, що мають змінний поперечний переріз по висоті, а також те, що використання даного способу не забезпечує оцінки розподілу щільності кожного шару в радіальному напрямку. В основу корисної моделі "Спосіб визначення полів характеристик виробів з металевих порошків", що включає плоскопаралельну пошарову засипку порошку в порожнину прес-форми, його пресування та наступне визначення характеристик окремих шарів, поставлено задачу розширення інформативності при визначенні полів характеристик деформацій за рахунок забезпечення можливості його використання для дослідження процесів пресування деталей із змінним перерізом по висоті та можливості оцінки полів характеристик одночасно як у осьовому, так і радіальному напрямках, шляхом того, що для кожного окремого шару вихідної порошкової засипки використовуються порошки з однаковими технологічними (фракційний склад та форма частинок, насипна густина, текучість, пресовність, формовність) та реологічними (межа пластичності, модуль пружності, коефіцієнт Пуасона тощо) характеристиками, але відмінні за кольором або контрастністю, а як вихідний порошок для пошарової засипки використовуються порошки з однаковими технологічними та реологічними характеристиками, але відмінні за кольором або контрастністю, які отримують шляхом хімічного (електрохімічного) нанесення покриття на поверхню частинок одного з шарів. Суть корисної моделі полягає в тому, що спосіб визначення полів характеристик виробів з металевих порошків, що включає плоскопаралельну пошарову засипку порошку в порожнину прес-форми, його пресування, розрізку пресовки по діаметральній площині, переведення візуальних даних геометрії шарів в числовий формат та їх подальшу математичну обробку. Як вихідний порошок для пошарової засипки використовуються порошки з однаковими технологічними та реологічними характеристиками, але відмінні за кольором або контрастністю, які отримують шляхом хімічного (електрохімічного) нанесення на поверхню частинок одного з шарів порошку покриття товщиною 1-5 мкм. 1 UA 115155 U 5 10 15 20 25 30 35 40 45 Спосіб здійснюється наступним чином: порожнина матриці заповнюється пошарово поперемінно щонайменше двома видами порошків з однаковими технологічними та реологічними характеристиками, але такими, що відрізняються за кольором або контрастністю. Шари засипаються таким чином, щоб забезпечити їх плоскопаралельне розташування у вихідній засипці перпендикулярно напрямку прикладання зусилля. Після пресування шихти пресовка виймається з порожнини прес-форми та розрізається по діаметральній площині, площина шліфується та проводиться візуальна фіксація її відображення (фотографування, сканування поверхні шліфа тощо). На отриманому сканованому зображенні вручну або за допомогою спеціальних комп'ютерних програм визначають геометричні параметри точок границь кожного шару та переводять отримані дані в числовий вигляд. Знаючи масу і вихідні та кінцеві геометричні параметри границь кожного шару засипки, з використанням відомих геометричних залежностей розраховують величини осьової та радіальної деформації, щільність та інші деформаційні параметри пресовки в кожній розрахунковій точці перерізу. Ефективність методу, що заявляється, підтверджується наступним прикладом. Формуюча порожнина конічної прес-форми пошарово заповнювалася поперемінно залізним порошком без покриття та таким же порошком, на поверхню кожної частинки якого нанесений шар міді товщиною 1-5 мкм. Маса порції порошку кожного шару засипки приймалася однаковою. Схема засипки порошку в порожнину прес-форми та необхідні для подальших обрахунків розміри показані на фіг. 1. Покриття залізного порошку міддю було вибрано, виходячи з того, що реологічні характеристики обмідненого порошку максимально відповідають характеристикам вихідного залізного порошку. Шари були виконані плоскопаралельними та перпендикулярними осі прикладання зусилля. Після заповнення порожнини матриці проводилося двостороннє пресування під тиском 700 МПа, заготовка виймалася з порожнини прес-форми та розрізалася навпіл по діаметральній площині. Площина однієї половини заготовки шліфувалася та проводилася візуальна фіксація її відображення шляхом сканувалася на сканері. Скановане зображення з нанесеним на нього лінями депланації шарів та розрахунковою сіткою показано фіг. 2. Отримане скановане зображення було оброблене за допомогою комплексу комп'ютерних програм ТЕНЗОР, за допомогою яких було визначено розподіл осьових і радіальних деформацій та пористості по об'єму заготовки. На фіг. 3 показано графічне зображення розподілу пористості по об'єму отриманої пресовки. Результати оцінки розподілення пористості, наведені на фіг. 3, показали, що найбільші значення досягаються усередині брикету і складають 0,15-0,25 %, а по об'єму коливаються - від 0,05 до 0,1 %. Таким чином, наведені дані свідчать про те, що на відміну від відомого способу, який дозволяє отримати інформацію лише про середню щільність кожного горизонтального шару пресовки, використання способу, що заявляється, забезпечує отримання інформації щодо розподілу щільності по перерізу заготовки та інші деформаційні параметри (осьову та радіальну деформації, інтенсивність деформацій тощо), що реалізовувалися при пресуванні. Крім того, спосіб дозволяє використовувати його для дослідження процесів пресування деталей із змінним перерізом по висоті, що неможливо забезпечити привикористанні способу-прототипу. Корисна модель стосується галузі металургії, зокрема обробки порошкових матеріалів тиском і може бути використана для одержання інформації про основні деформаційні характеристики процесу пресування заготовок із сипучих сумішей та розподіл щільності по об'єму пресовки. Запропонований спосіб забезпечує розширення методичних можливостей способу за рахунок реалізації можливості його використання для дослідження процесів пресування деталей із змінним перерізом по висоті та можливості оцінки полей характеристик одночасно як у осьовому, так і радіальному напрямках. 50 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 Спосіб визначення полів характеристик виробів з металевих порошків, що включає плоскопаралельну пошарову засипку порошку в порожнину прес-форми, його пресування, розрізку пресовки по діаметральній площині, переведення візуальних даних геометрії шарів в числовий формат та їх подальшу математичну обробку, який відрізняється тим, що як вихідний порошок для пошарової засипки використовуються порошки з однаковими технологічними та реологічними характеристиками, але відмінні за кольором або контрастністю, які отримують шляхом хімічного (електрохімічного) нанесення на поверхню частинок одного з шарів порошку покриття товщиною 1-5 мкм. 2 UA 115155 U 3 UA 115155 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюKhomenko Oleksii Ihorovych
Автори російськоюХоменко Алексей Игоревич
МПК / Мітки
МПК: G01N 11/04, C22C 33/02, B22F 3/00, G01N 3/00
Мітки: порошків, металевих, спосіб, визначення, виробів, характеристик, полів
Код посилання
<a href="https://ua.patents.su/6-115155-sposib-viznachennya-poliv-kharakteristik-virobiv-z-metalevikh-poroshkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення полів характеристик виробів з металевих порошків</a>
Спосіб формування виробів з металевих порошків
Номер патенту: 68694
Опубліковано: 10.04.2012
Автори: Бєлкіна Анна Олександрівна, Драгобецький Володимир В'ячеславович, Савєлов Дмитро Володимирович
МПК: B28B 1/08, B22F 3/093, B22F 5/10
Мітки: спосіб, металевих, виробів, формування, порошків
Формула / Реферат:
Спосіб формування виробів з металевих порошків, що містить укладання заздалегідь відсортовану і ретельно змішану порошкову суміш у прес-форму та її подальше ущільнення вертикально направленими коливаннями з одночасно здійснюваним зверху статичним здавлюванням порошкової суміші, який відрізняється тим, що з метою підвищення однорідності структури та щільності порошкової суміші по всьому об'єму, покращення якості поверхні виробу, який...
Спосіб виготовлення виробів з металевих порошків

Номер патенту: 48653
Опубліковано: 15.08.2002
Автори: Анохін Вячеслав Михайлович, Петрунько Анатолій Миколайович, Тер-Погосьянц Едуард Дмитрович, Дрозденко Віктор Антонович, Дрозденко Ганна Вікторівна, Ляшенко Олександр Петрович
МПК: B22F 3/16
Мітки: металевих, виробів, порошків, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення виробів з металевих порошків, який включає холодне пресування заготовки, її нагрів, уміщення в матрицю, наступне гаряче ущільнення та об'ємне деформування, що проводять в процесі робочого ходу преса, який відрізняється тим, що холодне пресування виконують з можливістю забезпечення відносної щільності заготовки на ділянках, де формуються небезпечні перерізи, на 2-12 % більше, ніж на інших ділянках, причому після холодного...
Спосіб виготовлення ущільнюючих виробів з порошків міді
Номер патенту: 85077
Опубліковано: 25.12.2008
Автори: Мелешко Ігор Володимирович, Сахненко Сергій Олександрович, Сахненко Олександр Володимирович, Едін Олександр Йосипович
Мітки: ущільнюючих, спосіб, міді, виготовлення, виробів, порошків
Формула / Реферат:
Спосіб виготовлення ущільнюючих виробів з порошків міді, який включає засипку порошку, пресування, спікання та ущільнення, який відрізняється тим, що засипку порошку провадять пошарово з висотою шару, яка дорівнює 0,5-10,0 мм.
Спосіб виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням
Номер патенту: 4168
Опубліковано: 17.01.2005
Автори: Нікітін Юрій Миколайович, Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна, Потапова Інна Георгіївна
МПК: B22F 3/12
Мітки: виготовлення, штампуванням, високощільних, порошків, спосіб, виробів, металевих, гарячим, стружки
Формула / Реферат:
Спосіб виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням, що включає підготовку вихідного матеріалу, брикетування, нагрів до верхньої границі інтервалу кувальних температур, а потім пресування з витіканням заготовки в напрямку, перпендикулярному осі пресування, з одночасним протитиском і екструзією витяжкою 14-30, який відрізняється тим, що пористий, попередньо нагрітий у захисному середовищі до...
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків
Номер патенту: 53035
Опубліковано: 15.01.2003
Автори: Циркін Аркадій Тимофійович, Хіщенко Віктор Пилипович, Рябічева Людмила Олександрівна
МПК: B22F 3/02
Мітки: виробів, тонкостінних, спосіб, порошків, металевих, виготовлення, високої, щільності, циліндричних
Формула / Реферат:
Спосіб виготовлення тонкостінних циліндричних виробів високої щільності з металевих порошків, що включає попереднє холодне формування пористої заготовки та її подальше послідовне доущільнення спочатку в осьовому напрямку, а потім по внутрішній поверхні заготовки в напрямку, нормальному до осьового, який відрізняється тим, що заготовку виготовляють з внутрішнім діаметром відповідно до відношення
Попередній патент: Візок вантажного вагона
Наступний патент: Спосіб одержання млинцевого фаршу з молочним білком для формування раціону військовослужбовців
Випадковий патент: Пристрій енергетичного впливу на об'єкти живої і неживої природи «prana box»