Спосіб формоутворення поверхонь деталей на верстатах з чпк
Номер патенту: 117239
Опубліковано: 26.06.2017
Автори: Петраков Юрій Володимирович, Шуплєцов Данило Костянтинович

Формула / Реферат
Спосіб формоутворення поверхонь деталей на верстатах з ЧПК, при якому вимірюють похибку оброблення деталі, який відрізняється тим, що припуск на оброблення розділяють на рівні частини, щонайменше дві, а похибку оброблення деталі вимірюють після видалення першої частини припуску та використовують для моделювання процесу формоутворення і розрахунку величини корекції траєкторії різального інструмента при видаленні наступної частини припуску.
Текст
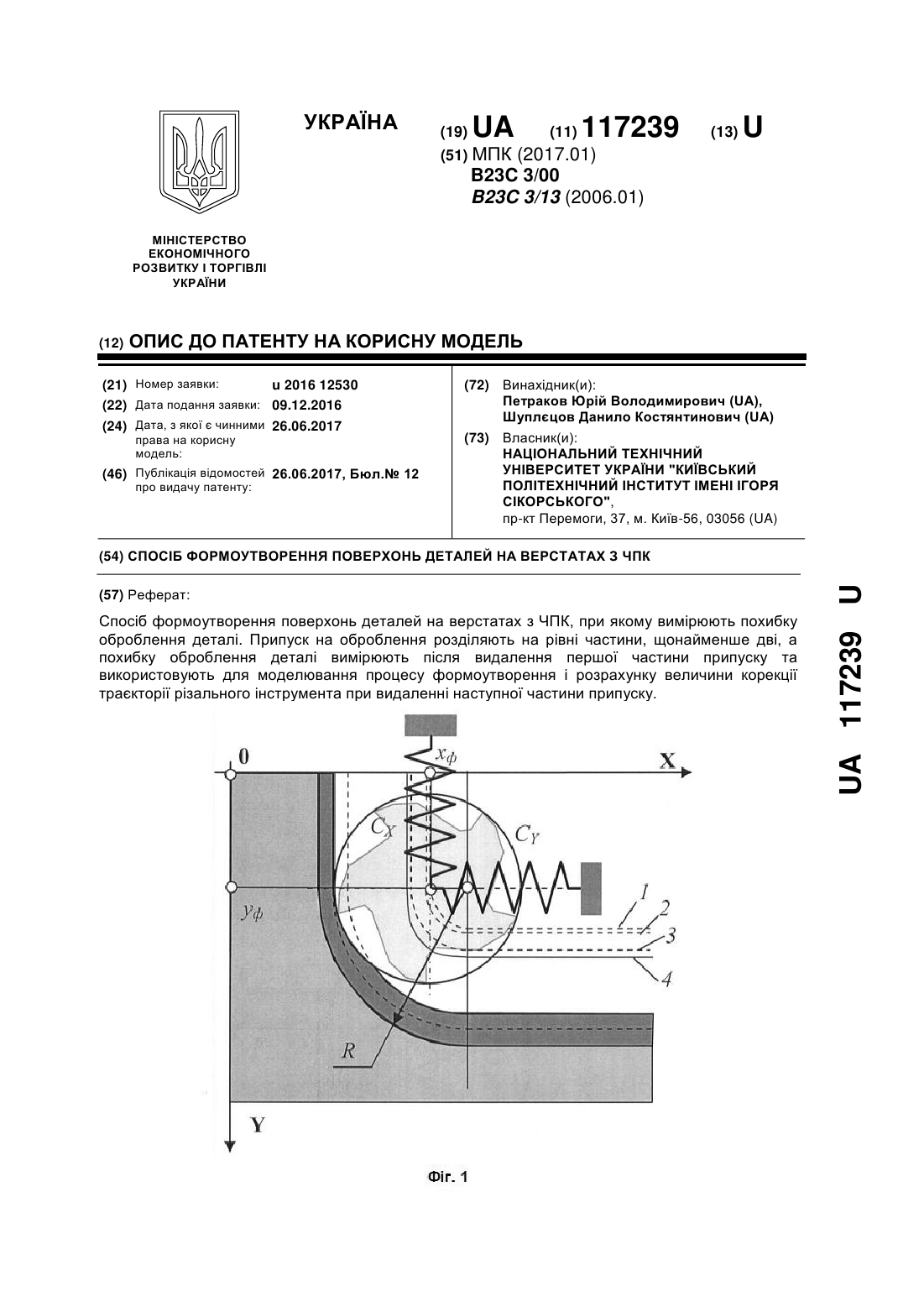
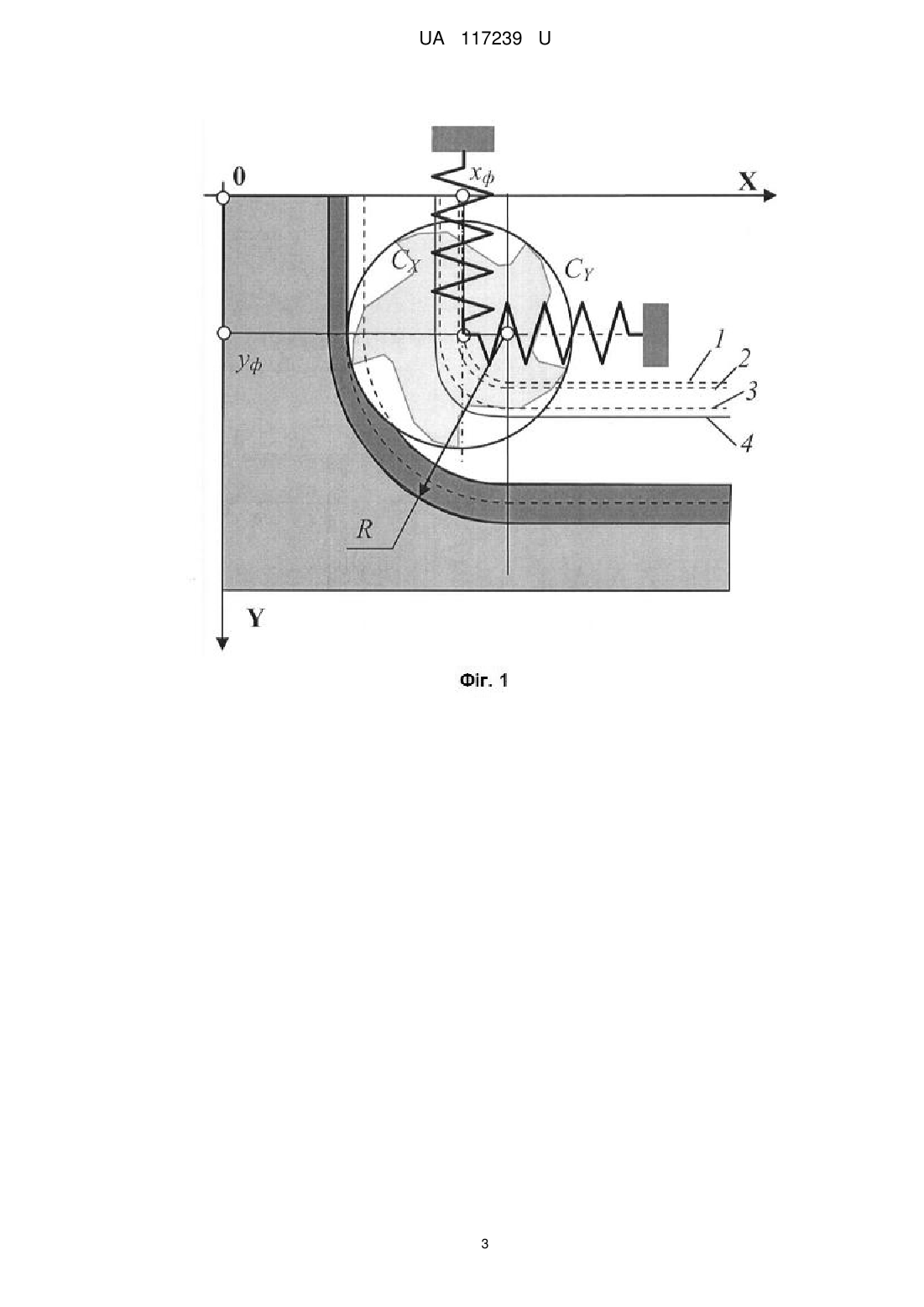
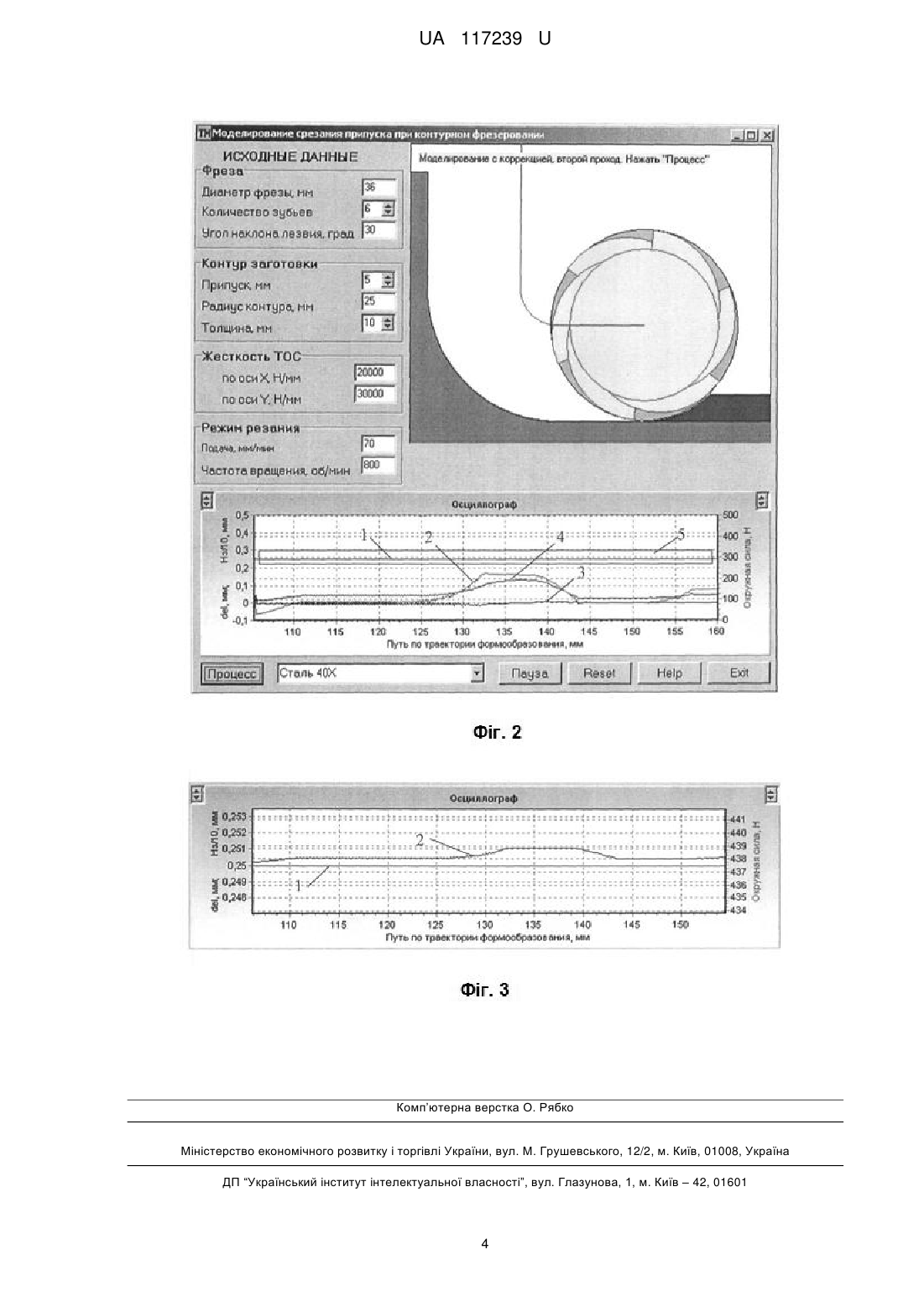
Реферат: Спосіб формоутворення поверхонь деталей на верстатах з ЧПК, при якому вимірюють похибку оброблення деталі. Припуск на оброблення розділяють на рівні частини, щонайменше дві, а похибку оброблення деталі вимірюють після видалення першої частини припуску та використовують для моделювання процесу формоутворення і розрахунку величини корекції траєкторії різального інструмента при видаленні наступної частини припуску. UA 117239 U (54) СПОСІБ ФОРМОУТВОРЕННЯ ПОВЕРХОНЬ ДЕТАЛЕЙ НА ВЕРСТАТАХ З ЧПК UA 117239 U UA 117239 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування і може бути використана при обробленні складних криволінійних поверхонь на верстатах з числовим програмним керуванням. Процес різання відбувається на верстаті з числовим програмним керуванням, що є пружною технологічною системою, відповідно є замкненим та квазістаціонарним. Замкненість процесу різання на верстаті пояснюється наявністю впливу деформації, викликаною силою різання, на параметри товщини припуску, який зрізується. Квазістаціонарність обумовлюється постійними змінами головних збурень, що діють на процес, зміною жорсткості технологічної обробляючої системи при переміщенні вузлів верстату за формоутворюючою траєкторією. Відомий "Способ обработки сложных криволинейных поверхностей", патент RU № 2497636, МПК В23С 3/20, опубл. 10.11.2013, в якому інструменту надають три узгоджені рухи, обертальний в площині утворення інструменту та два поступальних та використовують інструмент з виконавчою поверхнею в виді тору. Недоліком такого способу є те, що інструменту надають зворотно-гойдальних рухів що забезпечується нахилами шпинделю через, що втрачається жорсткість системи а разом з тим і якість оброблення. Відомий також "Способ фрезерования на цилиндрической поверхности заготовки криволинейного паза с переменной кривизной" RU № 2515771, МПК В23С 3/28, опубл. 20.05.2014, в якому при збільшенні глибини пазу, виконують корекцію траєкторії руху фрези від центральної траєкторії пазу за двома взаємно перпендикулярними осями на відстань, яку отримують з приведених співвідношень. Недоліком такого способу є те що, при розрахунку скоригованої траєкторії враховують лише геометричні параметри обробленої поверхні, але не враховують виникнення випадкових збурень, та випадкових складових процесу оброблення. Найбільш близьким до заявляємої корисної моделі є "Способ обработки нежестких деталей" SU № 1400798, МПК4 В23С 3/00, опубл. 07.06.1988, кінцевою фрезою, при якому визначають величину припуску, що обробляють та виконують обробку за один прохід при якому ріжучій інструмент переміщують по еквідистанті до поверхні, що обробляють. Обробку виконують периферійною частиною ріжучого інструменту. Після обробки першої деталі визначають її похибку обробки, вимірюють величину пружного відхилення деталі на ширині обробки та коригують положення фрези та деталі відносно одна одної з врахуванням величини цього відхилення. Недоліком відомого способу є те, що оброблення виконують за один прохід не враховуючи попередні проходи, та не враховують контур заготовки перед обробленням, що впливає на якість оброблення, а саме точність форми. Задачею корисної моделі, що заявляють є забезпечення точності форми при обробленні складних криволінійних поверхонь, за рахунок корекції траєкторії на другому проході при розділені припуску щонайменш на дві рівномірні частини. Спосіб формоутворення поверхонь деталей на верстатах з ЧПК, при якому вимірюють похибку оброблення деталі, який відрізняється тим, що припуск на оброблення розділяють на рівні частини, щонайменше дві, а похибку оброблення деталі вимірюють після видалення першої частини припуску та використовують для моделювання процесу формоутворення і розрахунку величини корекції траєкторії різального інструмента при видаленні наступної частини припуску. Головна гіпотеза роботи полягає у тому, що в геометричних параметрах форми деталі, що була оброблена на верстаті з числовим програмним керуванням міститься вся необхідна інформація для розрахунку характеристик технологічної обробляючої системи (ТОС), необхідних для проектування скоригованої траєкторії. Таким чином пропонують виконувати корекцію на підставі апостеріорної інформації. Сутність роботи викладена на кресленнях, де: на фіг. 1 показане фрезерування контуру, який складається з двох прямих і дуги кола. Лініями 1 і 2 позначені траєкторії фактичного руху центру фрези і теоретична еквідистанта на першому проході відповідно. Умовно показана розбіжність між двома траєкторіями, що обов'язково виникне під дією сили різання в один бік, хоча, в залежності від умов різання (геометрії фрези, товщини шару припуску тощо) розташування може змінюватись. Використовуючи цифрові масиви складових x і y похибки, що виникла на першому проході і була виміряна, розраховуються цифрові масиви C x і C y жорсткості за відповідними осями координат: C x x / Px , де Px і Py - цифрові масиви відповідних складових сили різання, що були визначені на етапі моделювання процесу фрезерування. 1 UA 117239 U 5 10 15 на фіг. 2 зображено інтерфейс програми в кінці моделювання з корекцією траєкторії, на осцилографі представлені характеристики (лінія 1 - глибина різання, лінія 2 - окружна складова сили різання, лінія 3 - похибка ТОС від пружних деформацій). Для порівняння на осцилографі збережена похибка ТОС від пружних деформацій, що спостерігалася при моделюванні другого проходу без корекції формоутворюючої траєкторії - лінія 4, лінія 5 - показує реальну зміну заданої глибини різання. на фіг. 3 зображено збільшений фрагмент осцилограми представленої на фіг. 2, лінія 1 показує задану глибину різання на першому проході, а лінія 2-задану глибину різання на другому проході з корекцією траєкторії. Спосіб використовують наступним чином: Заготовку вимірюють трикординатним щупом на верстаті з ЧПК. Виконують видалення половини припуску, на верстаті з ЧПК. Не знімаючи заготовки з верстату за заздалегідь розробленою програмою виконують вимірювання обробленої поверхні. Виходячи з отриманих даних, з допомогою програмного забезпечення виконують апроксимацію отриманих результатів у вигляді кубічного сплайну, що розраховують за формулою: S i x ai bi x xi ci 2x xi 2 di 6x xi 2 . Наступним кроком виконують моделювання оброблення першого проходу у програмному забезпеченні. Виходячи з моделювання, програмне забезпечення в автоматичному режимі розраховує складові сили різання за формулою: 20 25 Po C p B S1k max , та визначає масиви z жорсткостей пружної технологічної обробляючої системи. Далі виконують моделювання другого проходу з корекцію траєкторії руху фрези на другому проході, для отримання зміненого G-коду. Отриманий G-код використовують для оброблення другої половини припуску безпосередньо на верстаті. Джерела інформації: 1. Патент RU № 2497636, МПК В23С 3/20, опубл. 10.11.2013. 2. Патент RU № 2515771, МПК В23С 3/28, опубл. 20.05.2014. 3. Патент SU № 1400798, МПК4 В23С 3/00, опубл. 07.06.1988. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Спосіб формоутворення поверхонь деталей на верстатах з ЧПК, при якому вимірюють похибку оброблення деталі, який відрізняється тим, що припуск на оброблення розділяють на рівні частини, щонайменше дві, а похибку оброблення деталі вимірюють після видалення першої частини припуску та використовують для моделювання процесу формоутворення і розрахунку величини корекції траєкторії різального інструмента при видаленні наступної частини припуску. 2 UA 117239 U 3 UA 117239 U Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: деталей, чпк, формоутворення, верстатах, спосіб, поверхонь
Код посилання
<a href="https://ua.patents.su/6-117239-sposib-formoutvorennya-poverkhon-detalejj-na-verstatakh-z-chpk.html" target="_blank" rel="follow" title="База патентів України">Спосіб формоутворення поверхонь деталей на верстатах з чпк</a>
Спосіб обробки внутрішніх поверхонь тригранних кутів деталей на верстатах з чпк

Номер патенту: 58039
Опубліковано: 25.03.2011
Автори: Лякун Станіслав Федорович, Юркевич Володимир Євгенійович
МПК: B23C 3/26
Мітки: внутрішніх, верстатах, обробки, кутів, спосіб, чпк, поверхонь, деталей, тригранних
Формула / Реферат:
Спосіб обробки внутрішніх поверхонь тригранних кутів деталей на верстатах з ЧПК, що полягає в попередній обробці граней, після чого деталь не знімають, а повертають навколо осі, паралельної осі шпинделя, і нахиляють таким чином, щоб вісь тригранного кута була паралельною осі шпинделя, свердлять різцем-фрезою уздовж осі тригранного кута на глибину розташування трьох граней до його вершини, далі фрезерують грані кожного двогранного кута уздовж...
Спосіб механічної обробки складних профілів деталей на верстатах з чпк
Номер патенту: 28827
Опубліковано: 25.12.2007
Автори: Ковалевська Олена Сергіївна, Колот Лідія Петрівна
МПК: B23C 3/00
Мітки: профілів, чпк, складних, обробки, деталей, верстатах, спосіб, механічної
Формула / Реферат:
Спосіб механічної обробки складного профілю деталі на верстаті з ЧПК шляхом автоматичної корекції траєкторії руху інструмента, який відрізняється тим, що перед корекцією траєкторії руху інструмента визначають автоматично за програмою стан технологічної системи у: y=tз-tф, де tз - заданий припуск на обробку; tф - фактичний припуск на обробку; після чого автоматично за програмою режимів обробки здійснюють корекцію руху інструмента.
Спосіб обробки високоточних деталей на верстатах з чпк
Номер патенту: 82468
Опубліковано: 25.04.2008
Автори: Кіяшко Лариса Олександрівна, Торлін Вадім Миколайович
МПК: G05B 19/18, B23Q 15/00
Мітки: спосіб, деталей, високоточних, чпк, обробки, верстатах
Формула / Реферат:
Спосіб обробки високоточних деталей на верстатах з ЧПК, що включає вимірювання температури різання, який відрізняється тим, що при проведенні кожного попереднього проходу по результатах вимірювання температури різання в оперативній пам'яті пристрою ЧПК розраховують температуру деталі та величину її теплового розширення, а за результатами цих розрахунків коректують положення інструмента для проведення наступного проходу.
Спосіб обробки нежорстких консольно закріплених деталей із застосуванням змінної 3d корекції інструмента на верстатах з чпк
Номер патенту: 106853
Опубліковано: 10.10.2014
Автори: Панасенко Валерій Олександрович, Котов Ігор Іванович
МПК: B23C 3/18
Мітки: чпк, інструмента, закріплених, застосуванням, спосіб, деталей, змінної, обробки, верстатах, консольної, корекції, нежорстких
Формула / Реферат:
1. Спосіб обробки нежорстких консольно закріплених деталей із застосуванням 3D корекції інструмента на верстатах з ЧПК, що включає корекцію на зношення радіуса інструмента, при якій виконують зміщення інструмента по вектору нормалі в точці контакту з деталлю на величину зношення радіуса інструмента, який відрізняється тим, що виконують додаткову 3D корекцію руху інструмента, що компенсує змінні по довжині деталі пружні деформації, при якій...
Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів
Номер патенту: 39728
Опубліковано: 10.03.2009
Автори: Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович
МПК: B23P 9/00
Мітки: нікелевих, прецизійної, абразивної, обробки, сплавів, плоских, деталей, поверхонь, спосіб
Формула / Реферат:
Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів, що включає магнітно-абразивне оброблення дрібнозернистими металокерамічними порошками у магнітному полі, який відрізняється тим, що обробку поверхонь деталей з магнітно-м'яких матеріалів виконують з такими режимами різання: поздовжня швидкість деталі Vп=2-10 м/хв., довжина робочого зазору між магнітом і деталлю 1,0-1,2 мм, зернистість абразивного порошку...
Попередній патент: Спосіб неспецифічної профілактики та лікування гарячки західного нілу
Наступний патент: Пристрій для мембранної обробки біологічних рідин
Випадковий патент: Мобільний роботизований комплекс інженерної розвідки та розмінування