Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів
Номер патенту: 39728
Опубліковано: 10.03.2009
Автори: Віцюк Юлія Юріївна, Мельник Олена Олексіївна, Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна
Формула / Реферат
Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів, що включає магнітно-абразивне оброблення дрібнозернистими металокерамічними порошками у магнітному полі, який відрізняється тим, що обробку поверхонь деталей з магнітно-м'яких матеріалів виконують з такими режимами різання: поздовжня швидкість деталі Vп=2-10 м/хв., довжина робочого зазору між магнітом і деталлю 1,0-1,2 мм, зернистість абразивного порошку 40-60 мкм, магнітна індукція в зазорі В=1,0-1,5 Тл, при цьому магніту додатково надають переміщення у поперечному напрямку зі швидкістю Vпоп=2-5 мм/подв.хід та обертання навколо осі, що орієнтована перпендикулярно до площини оброблення деталі, зі швидкістю Vм=1-5 м/с, а у зону різання інтенсивно подають мастильно-охолоджуючу рідину з продуктивністю її подачі 1-5 л/хв.
Текст
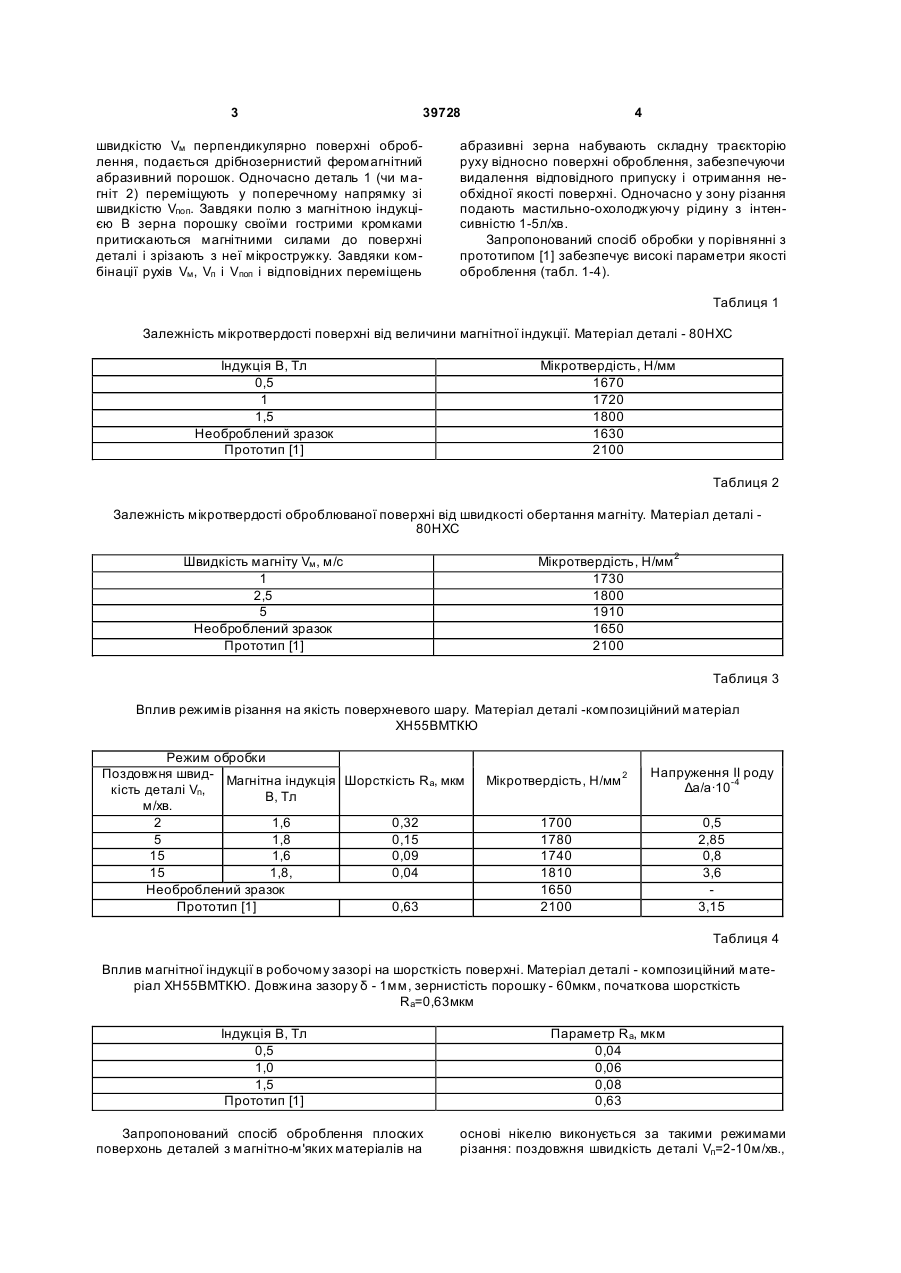
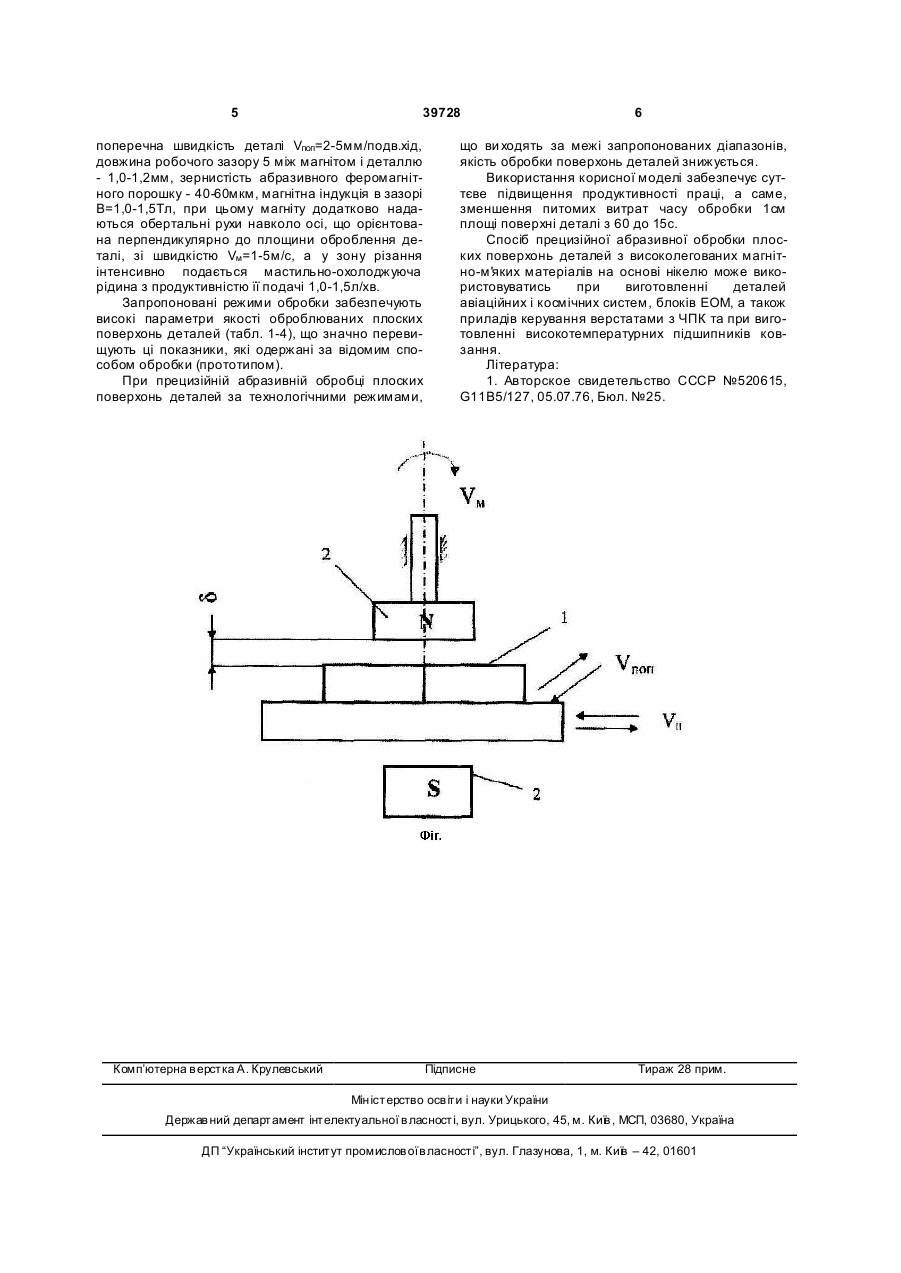
Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів, що включає магнітно-абразивне оброблення дрібнозернистими металокерамічними порошками у маг 3 39728 швидкістю Vм перпендикулярно поверхні оброблення, подається дрібнозернистий феромагнітний абразивний порошок. Одночасно деталь 1 (чи магніт 2) переміщують у поперечному напрямку зі швидкістю Vпоп. Завдяки полю з магнітною індукцією В зерна порошку своїми гострими кромками притискаються магнітними силами до поверхні деталі і зрізають з неї мікростружку. Завдяки комбінації рухів Vм , Vп і Vпоп і відповідних переміщень 4 абразивні зерна набувають складну траєкторію руху відносно поверхні оброблення, забезпечуючи видалення відповідного припуску і отримання необхідної якості поверхні. Одночасно у зону різання подають мастильно-охолоджуючу рідину з інтенсивністю 1-5л/хв. Запропонований спосіб обробки у порівнянні з прототипом [1] забезпечує високі параметри якості оброблення (табл. 1-4). Таблиця 1 Залежність мікротвердості поверхні від величини магнітної індукції. Матеріал деталі - 80НХС Індукція В, Тл 0,5 1 1,5 Необроблений зразок Прототип [1] Мікротвердість, Н/мм 1670 1720 1800 1630 2100 Таблиця 2 Залежність мікротвердості оброблюваної поверхні від швидкості обертання магніту. Матеріал деталі 80НХС Мікротвердість, Н/мм 2 1730 1800 1910 1650 2100 Швидкість магніту Vм , м/с 1 2,5 5 Необроблений зразок Прототип [1] Таблиця 3 Вплив режимів різання на якість поверхневого шару. Матеріал деталі -композиційний матеріал ХН55ВМТКЮ Режим обробки Поздовжня швид- Магнітна індукція Шорсткість R , мкм a кість деталі Vn, В, Тл м/хв. 2 1,6 0,32 5 1,8 0,15 15 1,6 0,09 15 1,8, 0,04 Необроблений зразок Прототип [1] 0,63 Мікротвердість, Н/мм 2 Напруження II роду Δа/а·10-4 1700 1780 1740 1810 1650 2100 0,5 2,85 0,8 3,6 3,15 Таблиця 4 Вплив магнітної індукції в робочому зазорі на шорсткість поверхні. Матеріал деталі - композиційний матеріал ХН55ВМТКЮ. Довжина зазору δ - 1мм, зернистість порошку - 60мкм, початкова шорсткість Ra=0,63мкм Індукція В, Тл 0,5 1,0 1,5 Прототип [1] Запропонований спосіб оброблення плоских поверхонь деталей з магнітно-м'яких матеріалів на Параметр Ra, мкм 0,04 0,06 0,08 0,63 основі нікелю виконується за такими режимами різання: поздовжня швидкість деталі Vп=2-10м/хв., 5 39728 поперечна швидкість деталі Vпоп=2-5мм/подв.хід, довжина робочого зазору 5 між магнітом і деталлю - 1,0-1,2мм, зернистість абразивного феромагнітного порошку - 40-60мкм, магнітна індукція в зазорі В=1,0-1,5Тл, при цьому магніту додатково надаються обертальні рухи навколо осі, що орієнтована перпендикулярно до площини оброблення деталі, зі швидкістю Vм =1-5м/с, а у зону різання інтенсивно подається мастильно-охолоджуюча рідина з продуктивністю її подачі 1,0-1,5л/хв. Запропоновані режими обробки забезпечують високі параметри якості оброблюваних плоских поверхонь деталей (табл. 1-4), що значно перевищують ці показники, які одержані за відомим способом обробки (прототипом). При прецизійній абразивній обробці плоских поверхонь деталей за технологічними режимами, Комп’ютерна в ерстка А. Крулевський 6 що ви ходять за межі запропонованих діапазонів, якість обробки поверхонь деталей знижується. Використання корисної моделі забезпечує суттєве підвищення продуктивності праці, а саме, зменшення питомих витрат часу обробки 1см площі поверхні деталі з 60 до 15с. Спосіб прецизійної абразивної обробки плоских поверхонь деталей з високолегованих магнітно-м'яких матеріалів на основі нікелю може використовуватись при виготовленні деталей авіаційних і космічних систем, блоків ЕОМ, а також приладів керування верстатами з ЧПК та при виготовленні високотемпературних підшипників ковзання. Література: 1. Авторское свидетельство СССР №520615, G11B5/127, 05.07.76, Бюл. №25. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of precision abrasive working of flat surfaces of components from nickel alloys
Автори англійськоюHavrysh Anatolii Pavlovych, Roik Tetiana Anatolivna, Melnyk Olena Oleksiivna, Vitsiuk Yulia Yuriivna, Havrysh Oleh Anatoliiovych
Назва патенту російськоюСпособ прецизионной абразивной обработки плоских поверхностей деталей из никелевых сплавов
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Мельник Елена Алексеевна, Вицюк Юлия Юрьевна, Гавриш Олег Анатольевич
МПК / Мітки
МПК: B23P 9/00
Мітки: деталей, прецизійної, сплавів, поверхонь, обробки, абразивної, нікелевих, спосіб, плоских
Код посилання
<a href="https://ua.patents.su/3-39728-sposib-precizijjno-abrazivno-obrobki-ploskikh-poverkhon-detalejj-z-nikelevikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів</a>
Спосіб обробки різанням плоских поверхонь деталей
Номер патенту: 29929
Опубліковано: 15.11.2000
Автори: Покинтелиця Микола Іванович, Зарубицький Євген Улянович, Кривобоков Владислав Анатолійович
МПК: B23D 23/00
Мітки: поверхонь, деталей, різанням, плоских, спосіб, обробки
Формула / Реферат:
Спосіб обробки різанням плоских поверхонь деталей, в якому зрізання стружки здійснюють різальним диском, який відрізняється тим, що торцеву поверхню диска встановлюють під кутом 3...5° до площини оброблюваної поверхні.
Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей
Номер патенту: 32151
Опубліковано: 12.05.2008
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 1/00
Мітки: дугою, розмірної, торцевих, електричною, деталей, поверхонь, плоских, кільцевих, спосіб, обробки
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одночасно двох деталей, які неспіввісно обертають у протилежних напрямках, а дугу збуджують в торцевому міжелектродному зазорі, що утворений їхніми торцевими поверхнями, причому полярність обробки періодично...
Пристрій для комбінованої обробки плоских поверхонь деталей
Номер патенту: 18495
Опубліковано: 15.11.2006
Автори: Олійник Володимир Григорович, Хмілярчук Ольга Іларіонівна, Киричок Петро Олексійович
МПК: B24B 39/00
Мітки: поверхонь, пристрій, плоских, обробки, деталей, комбінованої
Формула / Реферат:
Пристрій для виконання комбінованої обробки плоских поверхонь деталей, що має деформуючі і різальні інструменти, закріплені в циліндричному корпусі, який відрізняється тим, що алмазний деформуючий елемент і чашковий алмазно-абразивний інструмент закріплені у відповідних державках, встановлених в двох шпиндельних вузлах, розташованих паралельно один одному і кінематично зв'язаних між собою з можливістю регулювання їх швидкостей обертання в...
Верстат для обробки криволінійних поверхонь плоских деталей
Номер патенту: 57028
Опубліковано: 16.06.2003
Автор: Герман Євген Іванович
МПК: B23Q 35/00, B23F 17/00, B23C 3/00, B23Q 33/00
Мітки: обробки, деталей, криволінійних, плоских, поверхонь, верстат
Формула / Реферат:
Верстат для обробки криволінійних поверхонь плоских деталей, що містить привід обертання різального інструмента, радіального переміщення стояка і кругової подачі стола, що несе оброблювану деталь, вузол кріплення різального інструмента, встановлений з можливістю радіального переміщення, механізм настроювання числа оброблюваних зубців і пристрій формування профілю, який відрізняється тим, що пристрій формування профілю виконаний у вигляді...
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей
Номер патенту: 5680
Опубліковано: 15.03.2005
Автори: Ляшенко Борис Артемович, Марчук Володимир Єфремович, Шульга Іван Федорович, Лабунець Василь Федорович, Гресько Володимир Ларіонович
Мітки: обробки, струмопровідних, спосіб, електроіскрової, поверхонь, деталей, тертя
Формула / Реферат:
Спосіб електроіскрової обробки поверхонь тертя струмопровідних деталей, при якому підключають до джерела живлення постійним струмом електрод-інструмент і деталь, подають на електрод-інструмент і деталь через ключ керування імпульси напруги прямої та зворотної полярності, який відрізняється тим, що підключають до джерела живлення постійним струмом щонайменше два електроди-інструменти, один з яких є анодом, а другий - катодом, при цьому подають...
Попередній патент: Регулятор реактивної потужності для мереж енергосистем
Наступний патент: Спосіб просочення орієнтованих волокнистих наповнювачів епоксидними зв`язуючими
Випадковий патент: Спосіб оцінки ефективності лікування хворих з піопневмотораксом