Машина для контактного стикового зварювання труб
Номер патенту: 11920
Опубліковано: 25.12.1996
Автори: Кучук-Яценко Сергій Іванович, Лебедєв Володимир Констянтинович, Галян Борис Панасович, Сахарнов Василь Олексійович



Формула / Реферат
Мащина для контактной стыковой сварки труб, содержащая центральную штангу с установленными на пей механизмом оплавлення и осадки, выполненным в виде гидроцилиндра, поршень которого жестко связан с центральной штангой, а корпус подвижен относительно штанги, подвижным и неподвижным механизмами зажатия, выполненными в виде гидроцилиндром, поршни которых подвижно установлены на центральной штанге и взаимодействуют с помощью расположенных на них конусных колец с токоподводящими башмаками, закрепленными посредством плоских рессор па корпусе гидроцилиндра, отличающаяся тем, что, с целью расширения технологических возможностей машины путем совмещения нескольких функций в одном механизме н упрощения конструкции машины, механизм оплавлення и осадки н подвижный и неподвижный механизмы зажатия выполнены в виде подвижного относительно центральной штанги гидроцилиндра, снабженного подвижными поршнями со штоками, концентрично расположенными относительно друг друга и центральной штанги, при этом на штоке одного поршня расположено конусное кольцо подвижного механизма зажатия, а па штоке второго поршня конусное кольцо неподвижного механизма зажатия, установленное встречно первому, и диафрагмой, установленной между вторым поршнем и задней крышкой корпуса гидроцилиндра, и жестко связанной с центральной штангой.
Текст
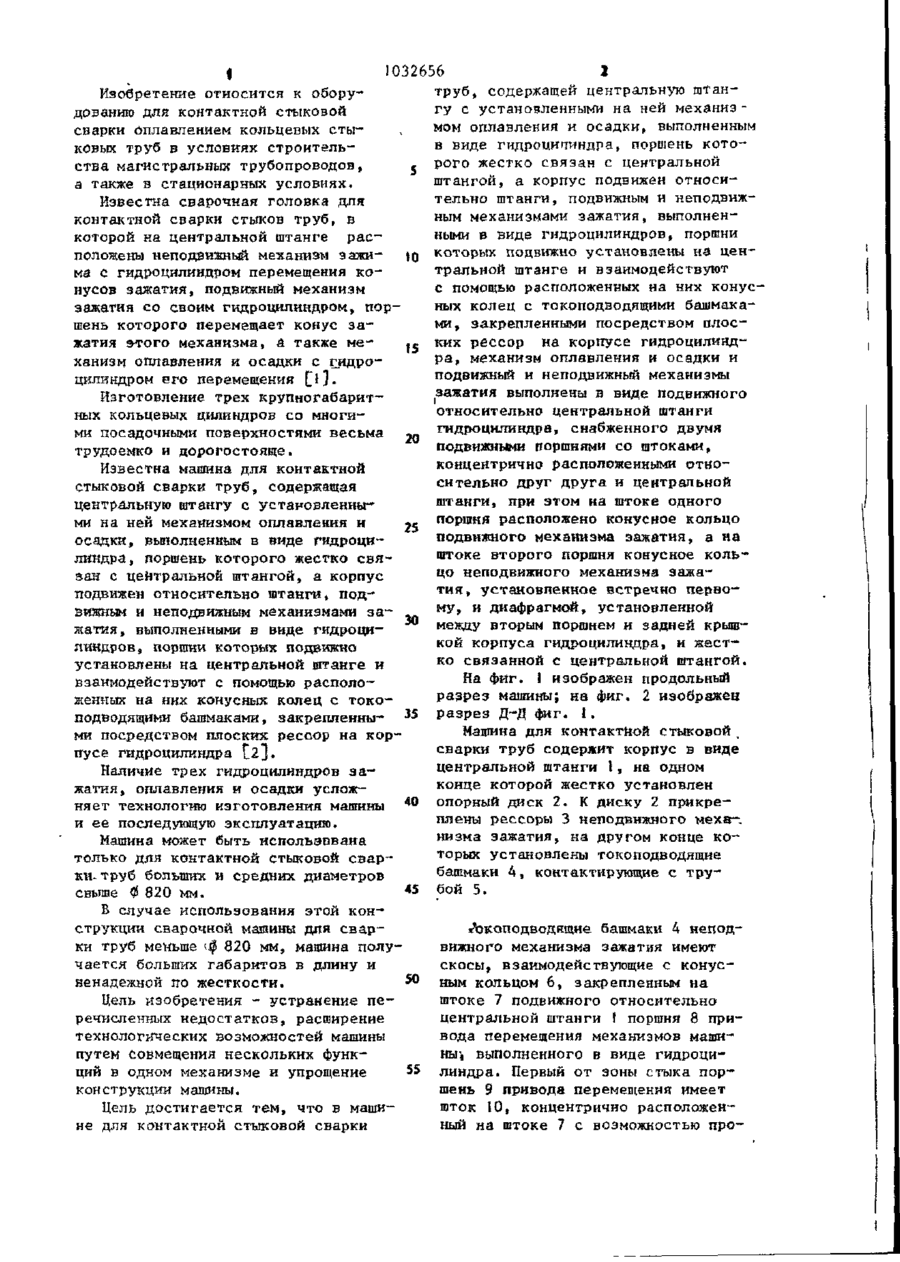
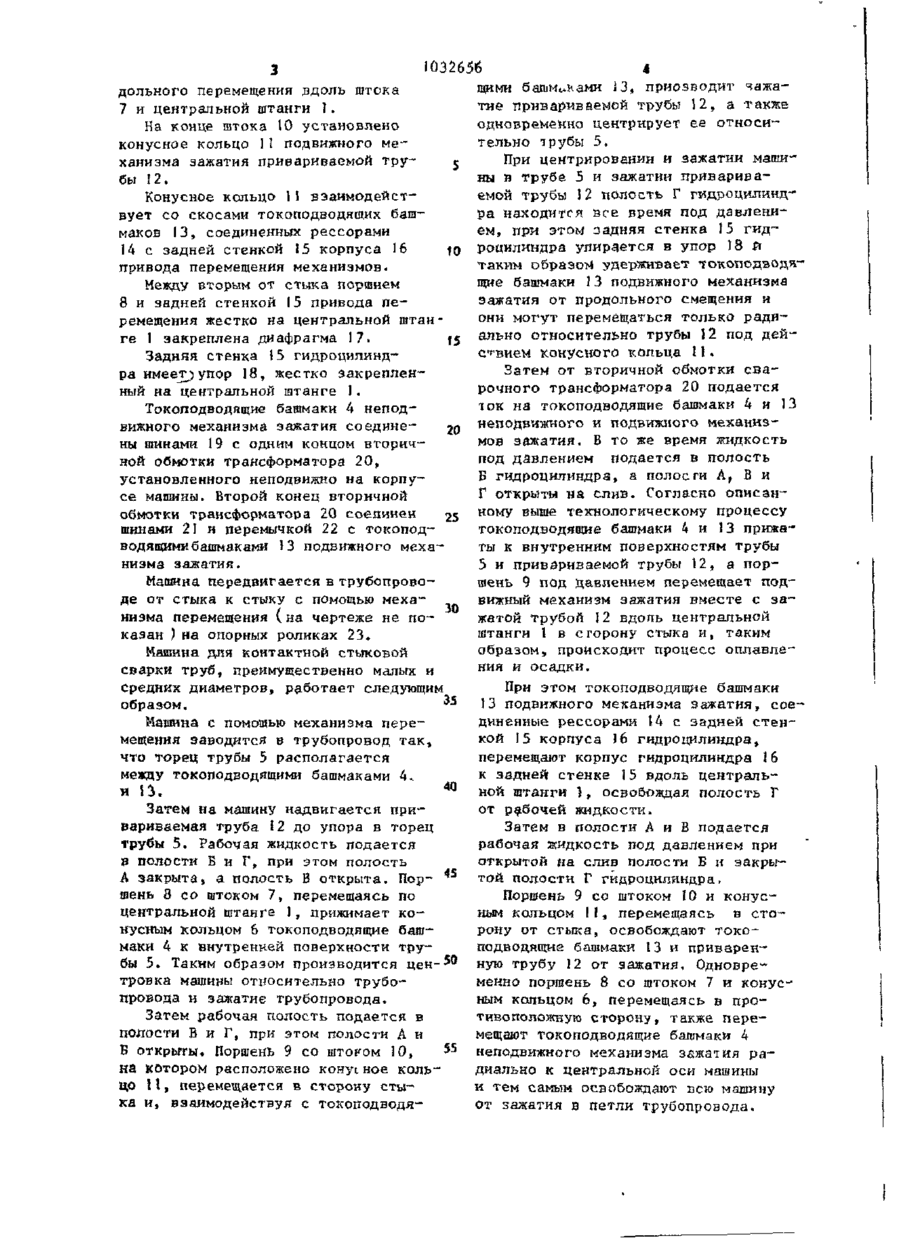
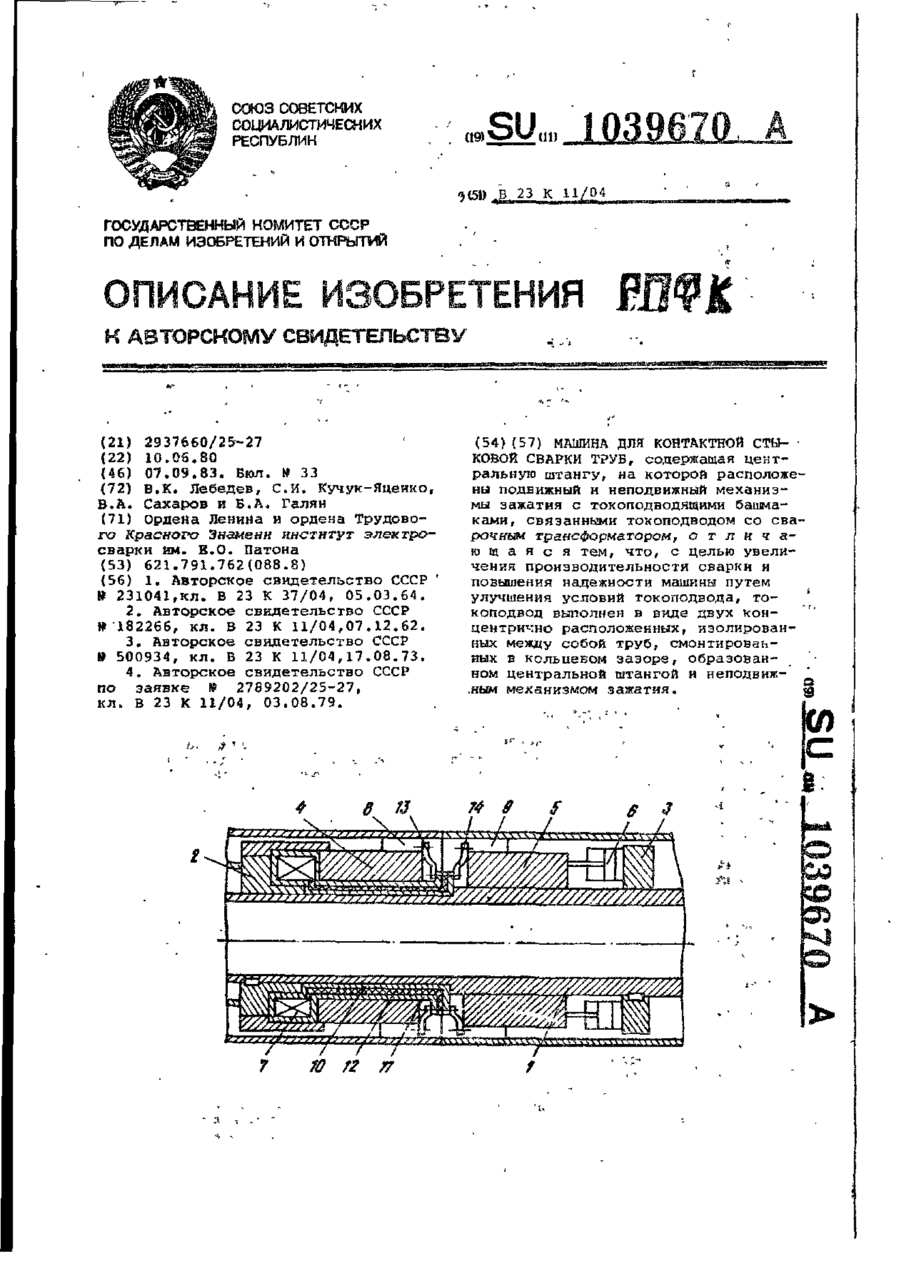
МАШНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ, содержащая центральную штангу с установленными на ней механизмом оплавления и осадки, выполненным в виде гидроцилиндр а , поршень которого жестко связан с центральной штангой, а корпус подвижен относительно штанги, подвижным и неподвижным механизмами зажатия, выполненными в виде гидроцилиндров , поршни которых подвижно установлень! на центральной штанге и взаимодействуют с помощью р а с положенных на них конусных колец с токоподводящими башмаками, з а к р е пленными посредством плоских р е с сор на корпусе гидроцилиндра, с тл и ч а ю щ а я с я тем, что, с целью расширения технологических возможностей машины путем совмещения нескольких функций в одном механизме и упрощения конструкции машины, механизм оплавления и осадки и и подвижный и неподвижный механизмы зажатия выполнены в виде подвижного относительно центральной штанги гидроцилиндра, снабженного подвижными поршнями со штоками, концентрично расположенными относительно друг друга и центральной штанги, при этом на штоке одного поршня расположено конусное кольцо подвижного механизма зажатия, а на штоке второго поршня конусное кольцо н е подвижного механизма зажатия, у с т а новленное встречно первому, и диафрагмой, установленной между в т о рым поршнем и задней крышкой корпуса гидроцилиндра» и жестко с в я з а н ный с центральной штангой. 1032656 2 труб, содержащей центральную штанИзобретение относится к оборугу с установленными на ней механиз дованию для контактной стыковой мом оплавления и осадки, выполненным сварки Оплавлением кольцевых стыв виде гидроципиндра, поршень котоковых труб в условиях строитель, рого жестко связан с центральной ства магистральных трубопроводов, штангой, а корпус подвижен относиа также в стационарных условиях. тельно штанги, подвижным и неподвижИзвестна сварочная головка для ным механизмами зажатия, выполненконтактной сварки стыков труб, в ными в виде гидроцилиндров, поршни которой на центральной штанге расІ» которых подвижно установлены на ценположены неподвижный механизм зажитральной штанге и взаимодействуют ма с гидроцилиндром перемещения кос помощью расположенных на них конуснусов зажатия, подвижный механизм ных колец с токоподводящими башмаказажатия со своим гидроцилиндром, порми, закрепленными посредством плосшень которого перемещает конус заких рессор на корпусе гидроцилинджатия этого механизма, а также ме!S ра, механизм оплавления и осадки и ханизм оплавления и осадки с гидроподвижный и неподвижный механизмы цилиндром его перемещения t'3зажатия выполнены в виде подвижного Изготовление трех крупногабаритотносительно центральной штанги ных кольцевых цилиндров со многигидроцилиндра, снабженного двумя ми посадочными поверхностями весьма подвижными поршнями со штоками, трудоемко и дорогостояще. концентрично расположенными отноИзвестна машина для контактной сительно друг друга и центральной стыковой сварки труб, содержащая штанги, при этом на штоке одного центральную штангу с установленныпоршня расположено конусное кольцо ми на ней механизмом оплавления и 25 подвижного механизма зажатия, а на осадки, выполненным в виде гидроциштоке второго поршня конусное кольлиндра, поршень которого жестко свяцо неподвижного механизма зажаэан с центральной штангой, а корпус тия, установленное встречно первоподвижен относительно штанги, подму, и диафрагмой, установленной вижным и неподвижным механизмами за30 между вторым поршнем и задней крышжатия, выполненными в виде гидроцикой корпуса гидроцилиндра, и жестлиндров, поршни которых подвижно ко связанной с центральной штангой. установлены на центральной штанге и На фиг. 1 изображен продольный взаимодействуют с помощью располоразрез машины; на фиг. 2 изображен женных на них конусных колец с токоподводящими башмаками, закрепленны- 35 разрез Д-Д фиг. і, Машина для контактной стыковой , ми посредством плоских рессор на корсварки труб содержит корпус в виде пусе гидроцилиндра £2]. центральной штанги 1, на одном Наличие трех гидроцилиндров законце которой жестко установлен жатия, оплавления и осадки услож40 опорный диск 2. К диску 2 прикреняет технологию изготовления машины плены рессоры 3 неподвижного меха—, и ее последующую эксплуатацию. низма зажатия, на другом конце коМашина может быть использована торых установлены токоподвоДящие только для контактной стыковой сварбашмаки А, контактирующие с труки- труб больших и средних диаметров бой 5. свыше ф 820 мм. В случае использования этой конЛ ж о п од водящие башмаки А неподструкции сварочной машины для сварвижного механизма зажатия имеют ки труб меньше '$ 820 мм, машина полускосы, взаимодействующие с конусчается больших габаритов в длину и 50 ным кольцом 6, закрепленным на ненадежной по жесткости. штоке 7 подвижного относительно Цель изобретения - устранение пецентральной штанги Ї поршня 8 приречисленных недостатков, расширение вода перемещения механизмов машитехнологических возможностей машины НЬІІ выполненного в виде гидроципутем совмещения нескольких функлиндра. Первый от зоны стыка порций в одном механизме и упрощение шень 9 привода перемещения имеет конструкции машины. шток 10, концентрично расположенЦель достигается тем, что в машиный на штоке 7 с возможностью проне для контактной стыковой сварки I 032656 і тими башмаками ІЗ, приозводит дольного перемещения .вдоль штока тие привариваемой трубы 12, а также 7 и центральной штанги 1. одновременно центрирует ее относиНа конце штока 10 установлено тельно трубы 5. конусное кольцо 11 подвижного мес При центрировании и зажатии машиханизма зажатия привариваемой труны в трубе 5 и зажатии приваривабы 12. емой трубы 12 полость Г гидроцилиндКонусное кольцо 11 взаимодейстра находится все время под давленивует со скосами токоподводящих башем, при этом задняя стенка 15 гидмаков 13, соединенных рессорами 14 с задней стенкой 15 корпуса 16 t роцилиндра упирается в упор 18 й o таким образов удерживает токоподводяпривода перемещения механизмов. щие башмаки 13 подвижного механизма Между вторым от стыка поршнем зажатия от продольного смещения и 8 и задней стенкой 15 привода пеони могут перемещаться только радиремещения жестко на центральной штанально относительно трубы 12 под дейге 1 закреплена диафрагма 17. 15 ствием конусного кольца I1. Задняя стенка \5 гидроцилиндЗатем от вторичной обмотки свара имеете упор 18, жестко закрепленрочного трансформатора 20 подается ный на центральной штанге I. ток на токоподводящие башмаки 4 и 13 Токоподводящие башмаки 4 неподнеподвижного и подвижного механизвижного механизма зажатия соедине20 мов зажатия. В то же время жидкость ны шинами 19 с одним концом вторичпод давлением подается в полость ной обмотки трансформатора 20, Б гидроцилиндра, а полости А, В и установленного неподвижно на корпуГ открыты на слив. Согласно описансе машины. Второй конец вторичной ному выае технологическому процессу обмотки трансформатора 20 соединен 25 токоподводящие башмаки 4 и 13 прижашинами 21 и перемычкой 22 с токоподты к внутренним поверхностям трубы водящимибашмаками 13 подвижного меха5 и привариваемой трубы 12, а порнизма зажатия. шень 9 под давлением перемещает подМашина передвигается в трубопрововижный механизм зажатия вместе с заде от стыка к стыку с помощью меха30 жатой трубой 12 вдопь центральной низма перемещения (на чертеже не поштанги 1 в сгорону стыка и, таким казан ) на опорных роликах 23. образом, происходит процесс оплавле-" Машина для контактной стыковой ния и осадки. сварки труб, преимущественно малых и средних диаметров, работает следующим При этом токоподводящие башмаки 35 13 подвижного механизма зажатия, соеобразом. Машина с помощью механизма перединенные рессорами 14 с задней стенмещения заводится в трубопровод так, кой 15 корпуса J6 гидроцилиндра, что торец трубы 5 располагается перемещают корпус гидроцилиндра !6 между токоподводящими башмаками 4-. к задней стенке 15 вдоль централь40 ной штанги 1, освобождая полость Г и 13. Затем на машину надвигается приот рабочей жидкости, вариваемая труба 12 до упора в торец Затем в полости А и В подается трубы 5. Рабочая жидкость подается рабочая жидкость под давлением при в полости Б и Г, при этом полость открытой на слив полости Б и закрыА закрыта, а полость В открыта. Портой полости Г гидроцклиндра. шень 8 со штоком 7, перемещаясь по Поршень 9 со штоком 10 и конусцентральной штанге 1, прижимает коным кольцом 1I, перемещаясь в стонусным кольцом 6 токоподводящие башрону от стыка, освобождают токомаки 4 к внутренней поверхности труподводящие башмаки I3 и приваренбы 5. Таким образом производится ценную трубу 12 от зажатия. Одновретровка машины относительно трубоменно поршень 8 со штоком 7 и конуспровода и зажатие трубопровода. ным кольцом 6, перемещаясь в проЗатем рабочая полость подается в тивоположную сторону, также переполости В и Г, при этом полости А и мещают токоподводйщие башмаки 4 55 неподвижного механизма зажатия раБ открыты. Поршень 9 со штоком 10, на котором расположено конуїное кольдиально к центральной оси машины цо И , перемещается в сторону стыи тем самым освобождают всю машину ка и, взаимодействуя с токоподводяот зажатия в петли трубопровода. s 032656 Затем, не снимая давления с посварки, в которой применен привод лостей А и В при открытой полости перемещения неподвижного и подвижБ, рабочая жидкость под давлением ного механизмов зажатия и механизподается в полость Г» При этом томов оплавления и осадки в виде едикоподводящие башмаки 13, освобожного гидроцилиндра, подвижного отденные от зажатия при помощи ресносительно центральной штанги машисор 14 отводятся от токоподводящих ны, с двумя подвижными поршнями и одбашмаков 4 в исходное положение. ной диафрагмой, позволяет значительМашина, находясь на опорных роно сократить количество узлов машиликах 23, выезжает к следующему сты- 10 ны, а следовательно уменьшить вес ку с помощью механиэма перемещения и габариты машины, трудоемкость ее так, чтобы торец плети трубопровоизготовления, позволяет расширить да попал между токоподводящими баштехнологические возможности машимаками и все операции повторяются. ны и применить ее для сварки труб Применение описанной конструк15 не только больших диаметров, но и ции машины для контактной стыковой труб средних и малых диаметров. 1032656 1032656 A-A Реда к T op M. Vлыбина Составитель И.Фелицина Техред Л.Коцюбняк Корректор /А.Тяско Заказ 3!91/ДСП Тираж 76! Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ГШІЇ "Патент"» г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for resistance butt welding of pipes
Автори англійськоюLebediev Volodymyr Kostiantynovych, Kuchuk-Yatsenko Serhii Ivanovych, Sakharnov Vasyl Oleksiiovych, Halian Borys Panasovych
Назва патенту російськоюМашина для контактной стыковой сварки труб
Автори російськоюЛебедев Владимир Константинович, Кучук-Яценко Сергей Иванович, Сахарнов Василий Алексеевич, Галян Борис Афанасьевич
МПК / Мітки
МПК: B23K 11/04
Мітки: машина, контактного, стикового, труб, зварювання
Код посилання
<a href="https://ua.patents.su/6-11920-mashina-dlya-kontaktnogo-stikovogo-zvaryuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Машина для контактного стикового зварювання труб</a>
Машина для контактного стикового зварювання труб
Номер патенту: 736
Опубліковано: 15.12.1993
Автори: Галян Борис Опанасович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Патон Борис Євгенович, Лебедєв Володимир Костянтинович
МПК: B23K 11/04
Мітки: машина, стикового, зварювання, труб, контактного
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную полую штангу, на которой смонтированы подвижный и неподвижный опорные диски механизмов для зажима свариваемых труб, выполненных в виде силовых цилиндров, взаимодействующих посредством распорных элементов и серег с центрирующими рычагами, и привод оплавлення и осадки, связанный с подвижным опорным диском, отличающаяся тем, что, с целью повышения надежности конструкции путем...
Машина для контактного стикового зварювання труб

Номер патенту: 3126
Опубліковано: 26.12.1994
Автори: Сахарнов Василь Олексійович, Мірошниченко Олександр Петрович, Головачов Віктор Миколайович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович
МПК: B23K 11/04
Мітки: труб, контактного, стикового, зварювання, машина
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая привод оплавления и осадки, центральную штангу, а также смонтированные на ней неподвижный и подвижный механизмы разжатия, каждый из которых включает разжимной рычаг, на концах которого соответственно расположены зажимные и токоподводящие башмаки, элементы, установленные с возможностью взаимодействия с концами рычагов посредством роликов, привод и пружину возврата разжимных рычагов,...
Машина для контактного стикового зварювання труб
Номер патенту: 3131
Опубліковано: 26.12.1994
Автори: Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Мірошниченко Олександр Петрович, Галян Борис Опанасович, Кривенко Валерій Георгійович, Лебедєв Володимир Костянтинович
МПК: B23K 101/10, B23K 11/04
Мітки: зварювання, стикового, машина, контактного, труб
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную штангу с двумя опорными дисками на концах, механизм оплавления и осадки, связанный с обоймой, установленной на штанге с возможностью продольного относительно нее перемещения, смонтированные на штанге неподвижный и подвижный зажимы свариваемых труб, включающие рычаги, одни концы которых снабжены зажимными и токоподводящими башмаками и посредством шарниров и серег связаны с...
Машина для контактного стикового зварювання труб
Номер патенту: 4278
Опубліковано: 27.12.1994
Автори: Галян Борис Опанасович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович
МПК: B23K 11/04
Мітки: труб, машина, зварювання, контактного, стикового
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную штангу, на которой расположены подвижный и неподвижный механизмы зажатия с токоподводящими башмаками, связанными токоподводом со сварочным трансформатором, отличающаяся тем, что, с целью увеличения производительности сварки и повышения надежности машины путем улучшения условий токоподвода, токоподвод выполнен в виде двух концентрично расположенных, изолированных между...
Машина для контактного стикового зварювання труб
Номер патенту: 398
Опубліковано: 30.04.1993
Автори: Патон Борис Євгенович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Мірошниченко Олександр Петрович, Галян Борис Опанасович, Кучук-Яценко Сергій Іванович
МПК: B23K 31/02, B23K 11/04
Мітки: стикового, зварювання, труб, контактного, машина
Формула / Реферат:
Формула изобретенияМашина для контаткной стыковой сварки труб, содержащая центральную штангу, смонтированные на ней с возможностью радиального перемещения разжимные элементы механизмы их разжатия и привод оплавления и осадки, отличающаяся тем, что, с целью улучшения условий центрирования и сварки труб с большим допуском на диаметр и конусность, разжимные элементы выполнены в виде рычагов, имеющих на концах скосы, а механизм разжатия...
Попередній патент: Спосіб вимірювання швидкості потоку газу або рідини
Наступний патент: Спосіб перегонки бражки
Випадковий патент: Спосіб діагностики біологічних об'єктів