Складений профілюючий ролик для виготовлення порошкової стрічки
Номер патенту: 119320
Опубліковано: 25.09.2017
Автори: Білик Олександр Григорович, Чигарьов Валерій Васильович


Формула / Реферат
1. Складений профілюючий ролик для виготовлення порошкової стрічки, що містить ступінчасті робочі елементи, між якими розташована неметалічна кільцева вставка змінної товщини, який відрізняється тим, що робочі елементи та/або вставка утворені набором кілець.
2. Складений профілюючий ролик за п. 1, який відрізняється тим, що маса неметалевої вставки визначена з співвідношення:
![]() ,
,
де ![]() - маса неметалевої вставки;
- маса неметалевої вставки;
![]() - маса складеного формувального ролика, а кількість кілець, які утворюють неметалеву вставку, визначено з виразу:
- маса складеного формувального ролика, а кількість кілець, які утворюють неметалеву вставку, визначено з виразу:
![]() ,
,
де ![]() - кількість неметалічних кілець,
- кількість неметалічних кілець,
![]() - ширина стрічки;
- ширина стрічки;
![]() - ширина неметалевої вставки.
- ширина неметалевої вставки.
3. Складений профілюючий ролик за п. 2, який відрізняється тим, що вставка виконана з фторопласту-4 або текстоліту, абo капролактаму.
Текст
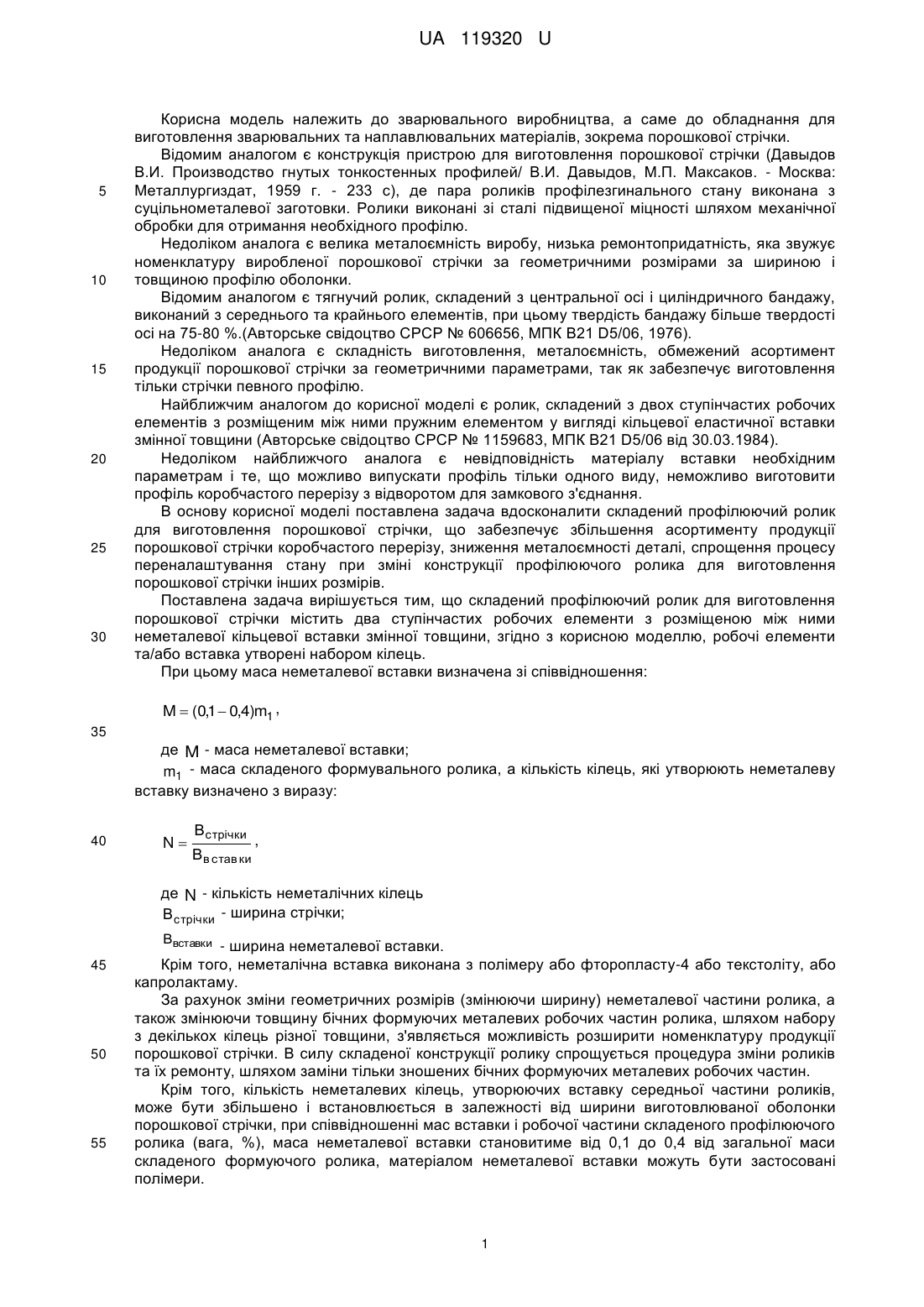
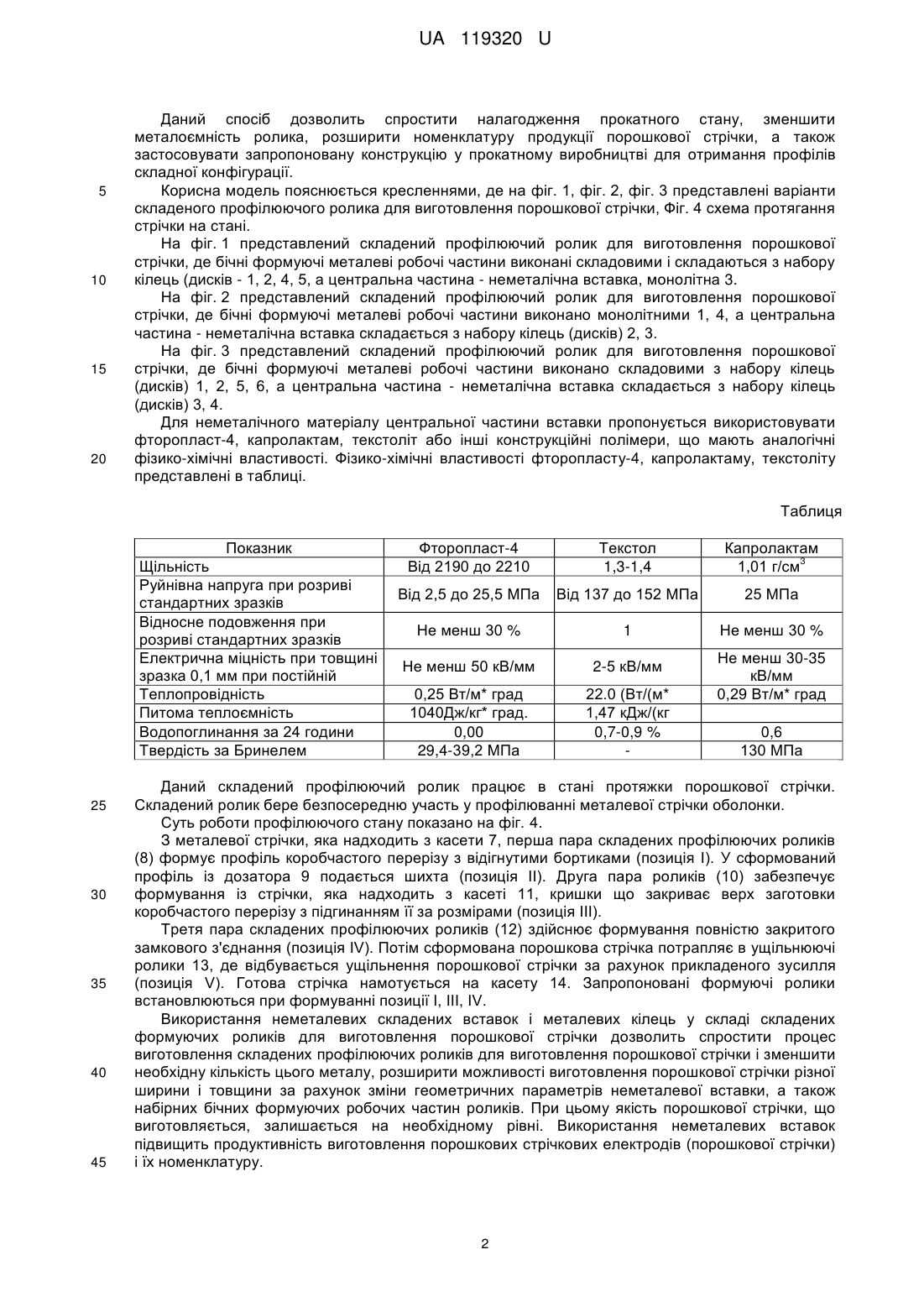
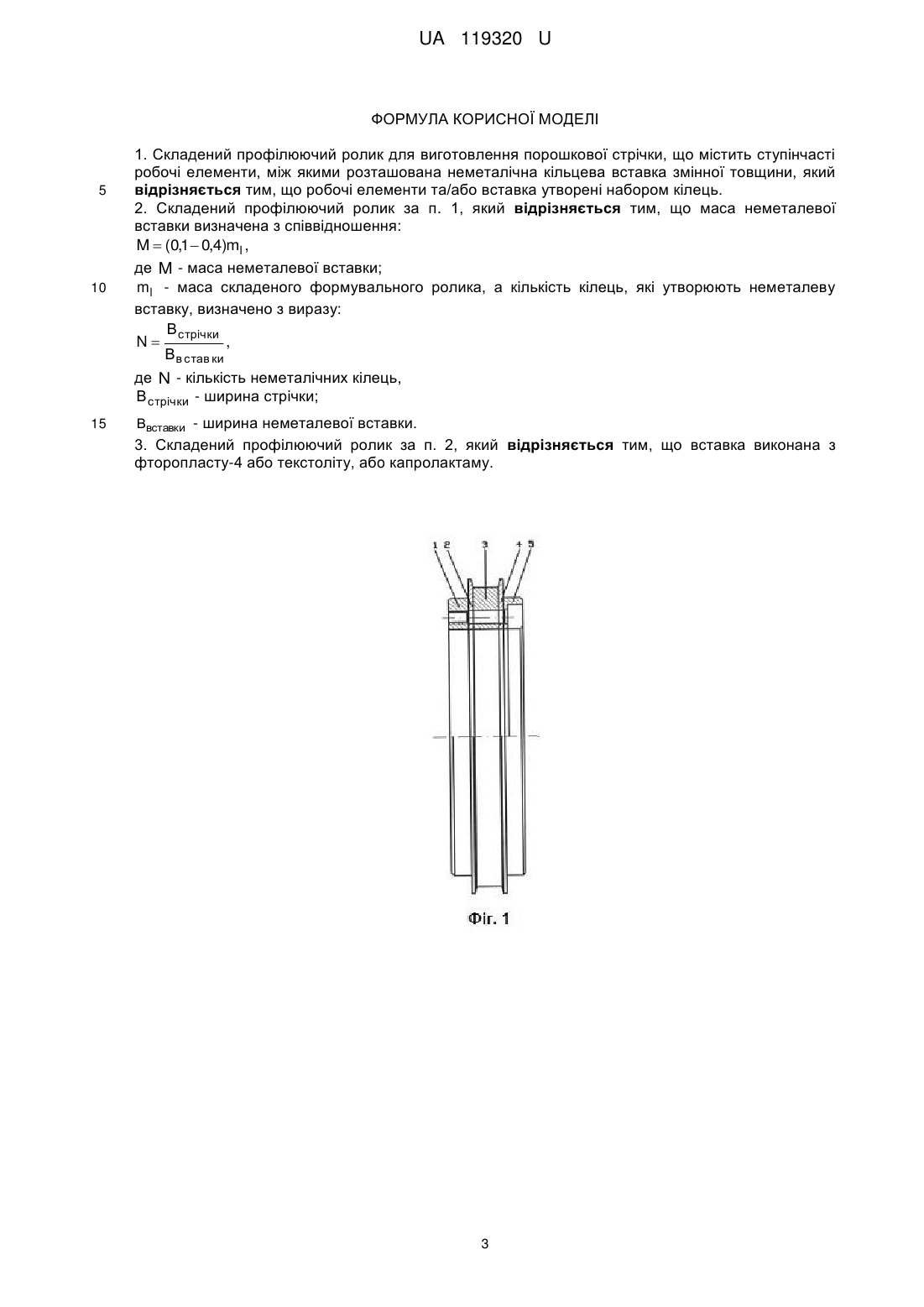
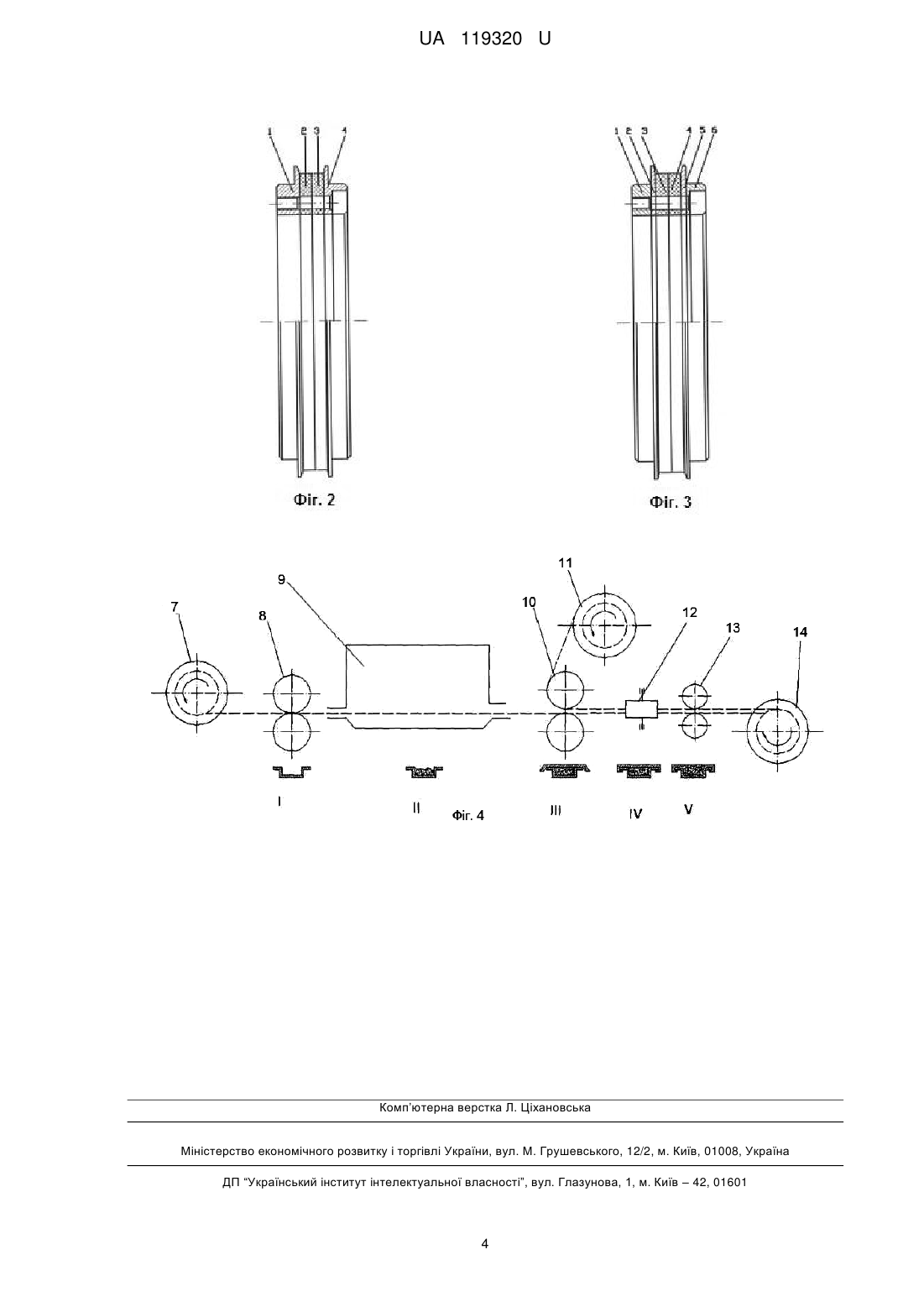
Реферат: Складений профілюючий ролик для виготовлення порошкової стрічки містить ступінчасті робочі елементи, між якими розташована неметалічна кільцева вставка змінної товщини. Робочі елементи та/або вставка утворені набором кілець. UA 119320 U (54) СКЛАДЕНИЙ ПРОФІЛЮЮЧИЙ РОЛИК ДЛЯ ВИГОТОВЛЕННЯ ПОРОШКОВОЇ СТРІЧКИ UA 119320 U UA 119320 U 5 10 15 20 25 30 Корисна модель належить до зварювального виробництва, а саме до обладнання для виготовлення зварювальних та наплавлювальних матеріалів, зокрема порошкової стрічки. Відомим аналогом є конструкція пристрою для виготовлення порошкової стрічки (Давыдов В.И. Производство гнутых тонкостенных профилей/ В.И. Давыдов, М.П. Максаков. - Москва: Металлургиздат, 1959 г. - 233 с), де пара роликів профілезгинального стану виконана з суцільнометалевої заготовки. Ролики виконані зі сталі підвищеної міцності шляхом механічної обробки для отримання необхідного профілю. Недоліком аналога є велика металоємність виробу, низька ремонтопридатність, яка звужує номенклатуру виробленої порошкової стрічки за геометричними розмірами за шириною і товщиною профілю оболонки. Відомим аналогом є тягнучий ролик, складений з центральної осі і циліндричного бандажу, виконаний з середнього та крайнього елементів, при цьому твердість бандажу більше твердості осі на 75-80 %.(Авторське свідоцтво СРСР № 606656, МПК В21 D5/06, 1976). Недоліком аналога є складність виготовлення, металоємність, обмежений асортимент продукції порошкової стрічки за геометричними параметрами, так як забезпечує виготовлення тільки стрічки певного профілю. Найближчим аналогом до корисної моделі є ролик, складений з двох ступінчастих робочих елементів з розміщеним між ними пружним елементом у вигляді кільцевої еластичної вставки змінної товщини (Авторське свідоцтво СРСР № 1159683, МПК В21 D5/06 від 30.03.1984). Недоліком найближчого аналога є невідповідність матеріалу вставки необхідним параметрам і те, що можливо випускати профіль тільки одного виду, неможливо виготовити профіль коробчастого перерізу з відворотом для замкового з'єднання. В основу корисної моделі поставлена задача вдосконалити складений профілюючий ролик для виготовлення порошкової стрічки, що забезпечує збільшення асортименту продукції порошкової стрічки коробчастого перерізу, зниження металоємності деталі, спрощення процесу переналаштування стану при зміні конструкції профілюючого ролика для виготовлення порошкової стрічки інших розмірів. Поставлена задача вирішується тим, що складений профілюючий ролик для виготовлення порошкової стрічки містить два ступінчастих робочих елементи з розміщеною між ними неметалевої кільцевої вставки змінної товщини, згідно з корисною моделлю, робочі елементи та/або вставка утворені набором кілець. При цьому маса неметалевої вставки визначена зі співвідношення: M (0,1 0,4)m1 , 35 де M - маса неметалевої вставки; m1 - маса складеного формувального ролика, а кількість кілець, які утворюють неметалеву вставку визначено з виразу: 40 N В стрічки Вв став ки , де N - кількість неметалічних кілець В стрічки - ширина стрічки; Ввставки 45 50 55 - ширина неметалевої вставки. Крім того, неметалічна вставка виконана з полімеру або фторопласту-4 або текстоліту, або капролактаму. За рахунок зміни геометричних розмірів (змінюючи ширину) неметалевої частини ролика, а також змінюючи товщину бічних формуючих металевих робочих частин ролика, шляхом набору з декількох кілець різної товщини, з'являється можливість розширити номенклатуру продукції порошкової стрічки. В силу складеної конструкції ролику спрощується процедура зміни роликів та їх ремонту, шляхом заміни тільки зношених бічних формуючих металевих робочих частин. Крім того, кількість неметалевих кілець, утворюючих вставку середньої частини роликів, може бути збільшено і встановлюється в залежності від ширини виготовлюваної оболонки порошкової стрічки, при співвідношенні мас вставки і робочої частини складеного профілюючого ролика (вага, %), маса неметалевої вставки становитиме від 0,1 до 0,4 від загальної маси складеного формуючого ролика, матеріалом неметалевої вставки можуть бути застосовані полімери. 1 UA 119320 U 5 10 15 20 Даний спосіб дозволить спростити налагодження прокатного стану, зменшити металоємність ролика, розширити номенклатуру продукції порошкової стрічки, а також застосовувати запропоновану конструкцію у прокатному виробництві для отримання профілів складної конфігурації. Корисна модель пояснюється кресленнями, де на фіг. 1, фіг. 2, фіг. 3 представлені варіанти складеного профілюючого ролика для виготовлення порошкової стрічки, Фіг. 4 схема протягання стрічки на стані. На фіг. 1 представлений складений профілюючий ролик для виготовлення порошкової стрічки, де бічні формуючі металеві робочі частини виконані складовими і складаються з набору кілець (дисків - 1, 2, 4, 5, а центральна частина - неметалічна вставка, монолітна 3. На фіг. 2 представлений складений профілюючий ролик для виготовлення порошкової стрічки, де бічні формуючі металеві робочі частини виконано монолітними 1, 4, а центральна частина - неметалічна вставка складається з набору кілець (дисків) 2, 3. На фіг. 3 представлений складений профілюючий ролик для виготовлення порошкової стрічки, де бічні формуючі металеві робочі частини виконано складовими з набору кілець (дисків) 1, 2, 5, 6, а центральна частина - неметалічна вставка складається з набору кілець (дисків) 3, 4. Для неметалічного матеріалу центральної частини вставки пропонується використовувати фторопласт-4, капролактам, текстоліт або інші конструкційні полімери, що мають аналогічні фізико-хімічні властивості. Фізико-хімічні властивості фторопласту-4, капролактаму, текстоліту представлені в таблиці. Таблиця Показник Щільність Руйнівна напруга при розриві стандартних зразків Відносне подовження при розриві стандартних зразків Електрична міцність при товщині зразка 0,1 мм при постійній Теплопровідність Питома теплоємність Водопоглинання за 24 години Твердість за Бринелем 25 30 35 40 45 Фторопласт-4 Від 2190 до 2210 Текстол 1,3-1,4 Капролактам 3 1,01 г/см Від 2,5 до 25,5 МПа Від 137 до 152 МПа 25 МПа Не менш 30 % 1 Не менш 30 % Не менш 50 кВ/мм 2-5 кВ/мм 0,25 Вт/м* град 1040Дж/кг* град. 0,00 29,4-39,2 МПа 22.0 (Вт/(м* 1,47 кДж/(кг 0,7-0,9 % Не менш 30-35 кВ/мм 0,29 Вт/м* град 0,6 130 МПа Даний складений профілюючий ролик працює в стані протяжки порошкової стрічки. Складений ролик бере безпосередню участь у профілюванні металевої стрічки оболонки. Суть роботи профілюючого стану показано на фіг. 4. З металевої стрічки, яка надходить з касети 7, перша пара складених профілюючих роликів (8) формує профіль коробчастого перерізу з відігнутими бортиками (позиція І). У сформований профіль із дозатора 9 подається шихта (позиція II). Друга пара роликів (10) забезпечує формування із стрічки, яка надходить з касеті 11, кришки що закриває верх заготовки коробчастого перерізу з підгинанням її за розмірами (позиція III). Третя пара складених профілюючих роликів (12) здійснює формування повністю закритого замкового з'єднання (позиція IV). Потім сформована порошкова стрічка потрапляє в ущільнюючі ролики 13, де відбувається ущільнення порошкової стрічки за рахунок прикладеного зусилля (позиція V). Готова стрічка намотується на касету 14. Запропоновані формуючі ролики встановлюються при формуванні позиції І, III, IV. Використання неметалевих складених вставок і металевих кілець у складі складених формуючих роликів для виготовлення порошкової стрічки дозволить спростити процес виготовлення складених профілюючих роликів для виготовлення порошкової стрічки і зменшити необхідну кількість цього металу, розширити можливості виготовлення порошкової стрічки різної ширини і товщини за рахунок зміни геометричних параметрів неметалевої вставки, а також набірних бічних формуючих робочих частин роликів. При цьому якість порошкової стрічки, що виготовляється, залишається на необхідному рівні. Використання неметалевих вставок підвищить продуктивність виготовлення порошкових стрічкових електродів (порошкової стрічки) і їх номенклатуру. 2 UA 119320 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 1. Складений профілюючий ролик для виготовлення порошкової стрічки, що містить ступінчасті робочі елементи, між якими розташована неметалічна кільцева вставка змінної товщини, який відрізняється тим, що робочі елементи та/або вставка утворені набором кілець. 2. Складений профілюючий ролик за п. 1, який відрізняється тим, що маса неметалевої вставки визначена з співвідношення: M (0,1 0,4)ml , де M - маса неметалевої вставки; ml - маса складеного формувального ролика, а кількість кілець, які утворюють неметалеву вставку, визначено з виразу: В стрічки N , В в став ки де N - кількість неметалічних кілець, В стрічки - ширина стрічки; 15 Ввставки - ширина неметалевої вставки. 3. Складений профілюючий ролик за п. 2, який відрізняється тим, що вставка виконана з фторопласту-4 або текстоліту, абo капролактаму. 3 UA 119320 U Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 5/00
Мітки: порошкової, виготовлення, стрічки, ролик, профілюючий, складений
Код посилання
<a href="https://ua.patents.su/6-119320-skladenijj-profilyuyuchijj-rolik-dlya-vigotovlennya-poroshkovo-strichki.html" target="_blank" rel="follow" title="База патентів України">Складений профілюючий ролик для виготовлення порошкової стрічки</a>
Спосіб виготовлення порошкової стрічки

Номер патенту: 116887
Опубліковано: 12.06.2017
Автори: Чигарьов Валерій Васильович, Білик Олександр Григорович, Чейлях Ян Олександрович
МПК: B23K 35/36
Мітки: стрічки, спосіб, виготовлення, порошкової
Формула / Реферат:
Спосіб виготовлення порошкової стрічки, що включає наповнення профільованої металевої оболонки шихтою з пошаровим засипанням компонентів шихти осердя, формування обтисненням і остаточним ущільненням, який відрізняється тим, що додатково здійснюють ізоляцію шарів компонентів шихти осердя із застосуванням фторвмісних прокладок.
Спосіб виготовлення поліметалевої порошкової стрічки

Номер патенту: 75465
Опубліковано: 10.12.2012
Автори: Грибков Едуард Петрович, Гринь Олександр Григорович, Свиридов Олександр Володимирович
МПК: B23K 35/02
Мітки: стрічки, спосіб, виготовлення, поліметалевої, порошкової
Формула / Реферат:
Спосіб виготовлення поліметалевої порошкової стрічки, який полягає в подрібненні порошкового дроту трубчатої конструкції на металеву крупку, засипанні в контейнер, підігріванні і пресуванні через формуючу втулку, який відрізняється тим, що отриманий дріт прокатують в валках з гладкими бочками до стрічки необхідної геометрії, при цьому швидкість обертання валків , де
Спосіб виготовлення стільникової зерно-порошкової наплавної стрічки

Номер патенту: 106185
Опубліковано: 25.07.2014
Автори: Серегін Олександр Сергійович, Камель Георгій Іванович, Івченко Павло Семенович, Шинкарев Іван Степанович, Руденко Роман Артурович
МПК: B23K 9/04
Мітки: наплавної, стрічки, спосіб, виготовлення, зерно-порошкової, стільникової
Формула / Реферат:
Спосіб виготовлення зерно-порошкової наплавної стрічки, що включає профілювання холоднокатаної металевої стрічки і заповнення її порошком-наповнювачем, який відрізняється тим, холоднокатану металеву стрічку профілюють, формуючи стільникові елементи, які укладають на металеву фольгу з однобічним клейовим покриттям для фіксації на ній ребер основи шестигранних вічок стільникових елементів, в кожне вічко яких за допомогою дозаторів вкладають...
Склад порошкової стрічки
Номер патенту: 34646
Опубліковано: 15.03.2001
Автори: Малінов Леонід Соломонович, Малінов Володимир Леонідович, Чигарьов Валерій Васильович
МПК: B23K 35/368
Мітки: стрічки, порошкової, склад
Формула / Реферат:
Склад порошкової стрічки, що складається зі стальної оболонки та шихти з графіту та залізного порошку, який відрізняється тим, що до складу його введено ферохром, феромарганець, порошок алюмінієво-марганцевий, фторопласт при такому співвідношенні компонентів. мас.%причому кількість оболонки у складі порошкової стрічки - 50-60 мас.%.
Шихта порошкової стрічки

Номер патенту: 95410
Опубліковано: 25.07.2011
Автор: Малінов Володимир Леонідович
МПК: B22D 19/00, B22F 9/04, B23K 35/368, B23K 9/04
Мітки: стрічки, порошкової, шихта
Формула / Реферат:
Шихта порошкової стрічки, що містить карбід хрому, графіт, порошок алюмінієво-магнієвий (ПАМ), фторцирконат калію, марганець металевий, яка відрізняється тим, що вона додатково містить фероніобій при наступному співвідношенні компонентів, мас. %: карбід хрому 74-78 фероніобій 10-12 графіт 2-4 ПАМ 1-2 ...
Попередній патент: Спосіб підвищення зносостійкості робочих поверхонь сталевих кілець імпульсних торцевих ущільнень
Наступний патент: Вагонні ваги з визначенням похибки фактичних значень відхилень центра ваги вагона від допустимих
Випадковий патент: Спосіб непрямої реконструкції керамічного покриття металокерамічних мостоподібних протезів