Екструзійна головка
Номер патенту: 120441
Опубліковано: 25.10.2017
Автори: Марченко Олександр Миколайович, Денисенко Людмила Анатоліївна
Формула / Реферат
Екструзійна головка, що містить корпус з кільцевим каналом для розплаву покриття, а також розміщені в корпусі матрицю й дорн, яка відрізняється тим, що всередині корпусу співвісно розташовані обтічник і циліндрична гільза з осьовим отвором для проходження осердя (шнура, дроту), причому кільцевий канал для розплаву полімерного покриття утворюють внутрішня поверхня корпусу і зовнішня поверхня обтічника, а на зовнішній поверхні обтічника виконані повздовжні криволінійні пази, які мають вгнуто-випуклу поверхню і плавне звуження у напрямку течії розплаву, тобто до випускного отвору розплаву, крім того, дорн з матрицею закріплені на кінці гільзи і зв'язані принаймні з двома рукоятками і щонайменше двома гвинтами для центрування матриці відносно дорна.
Текст
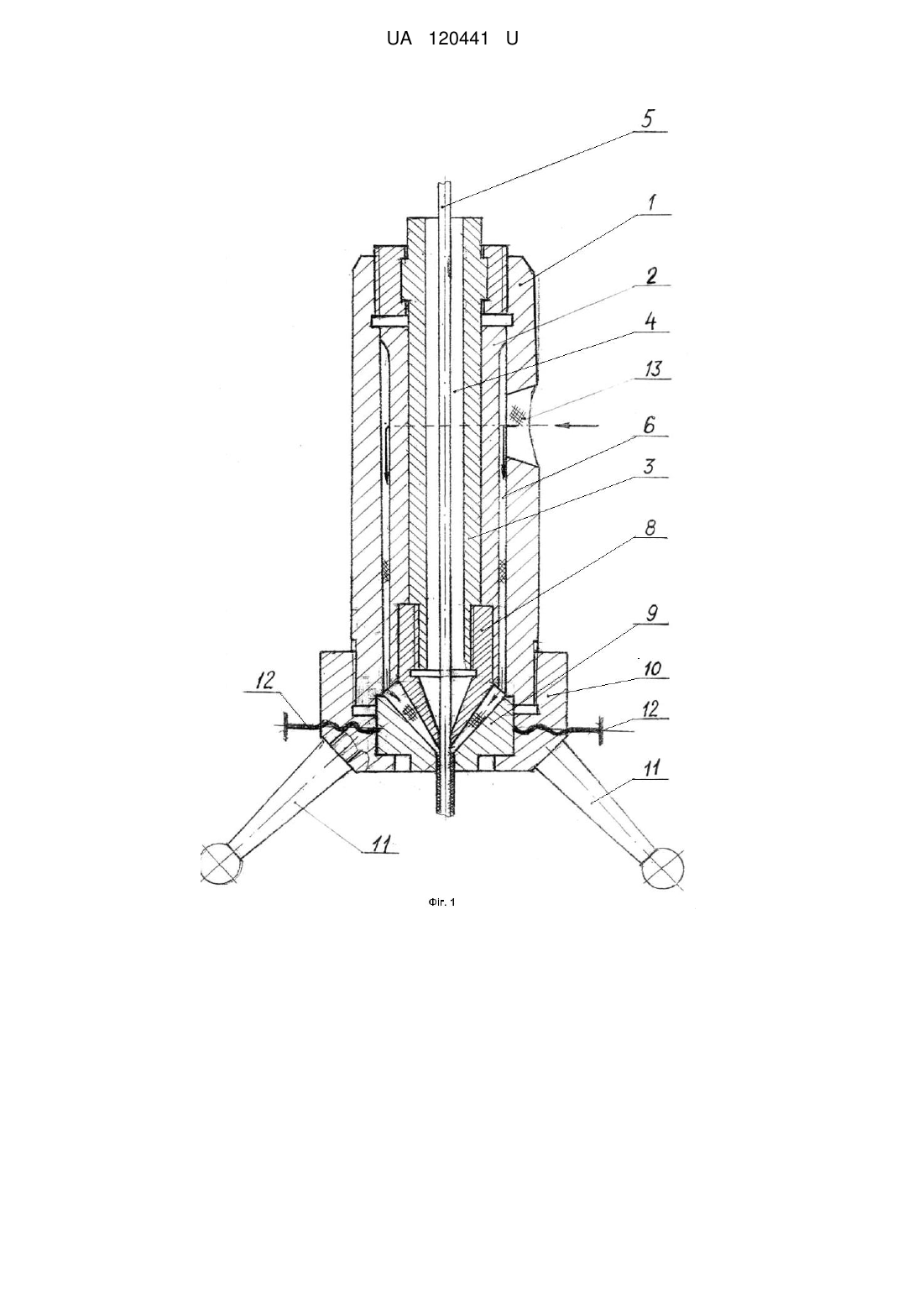
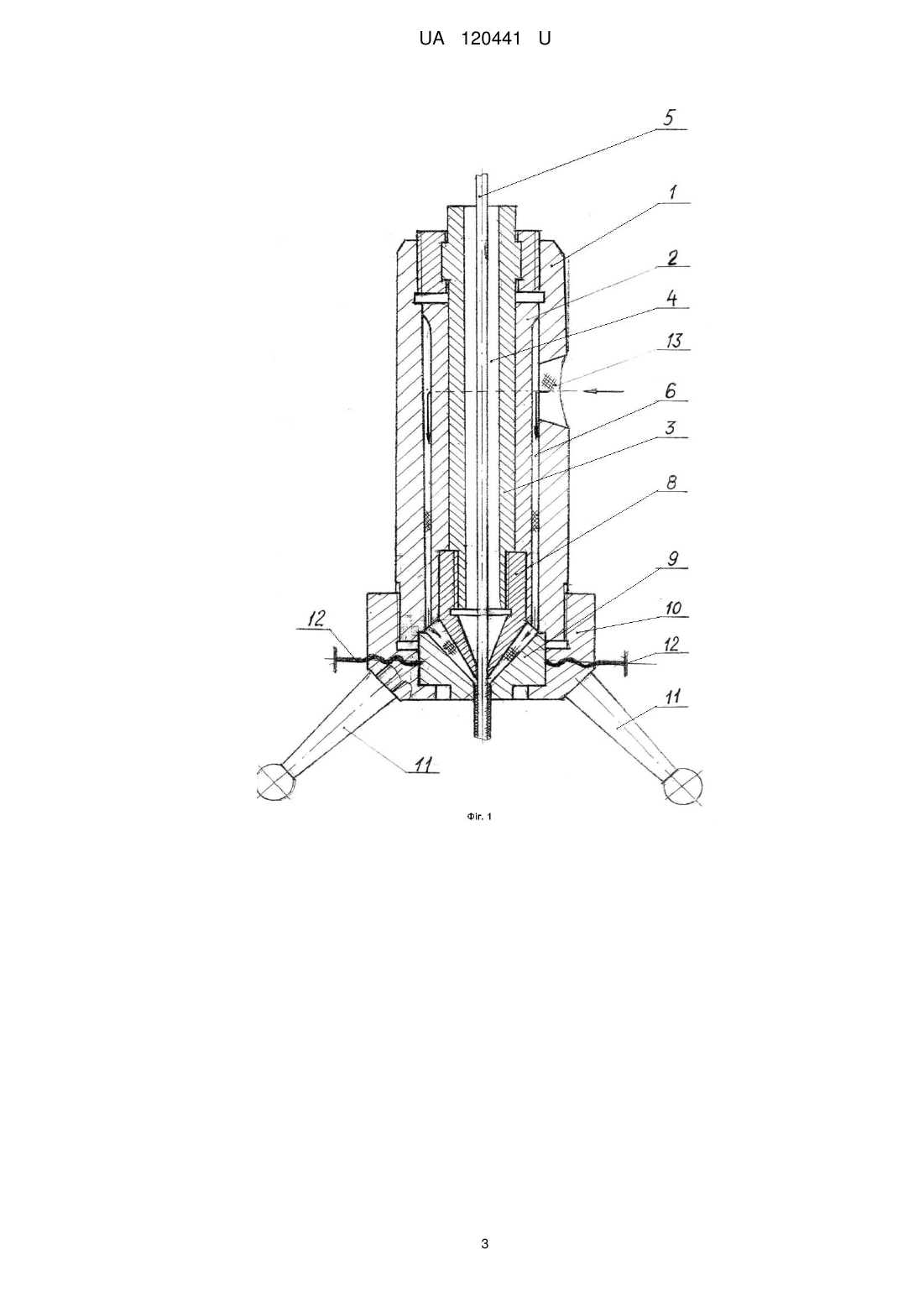
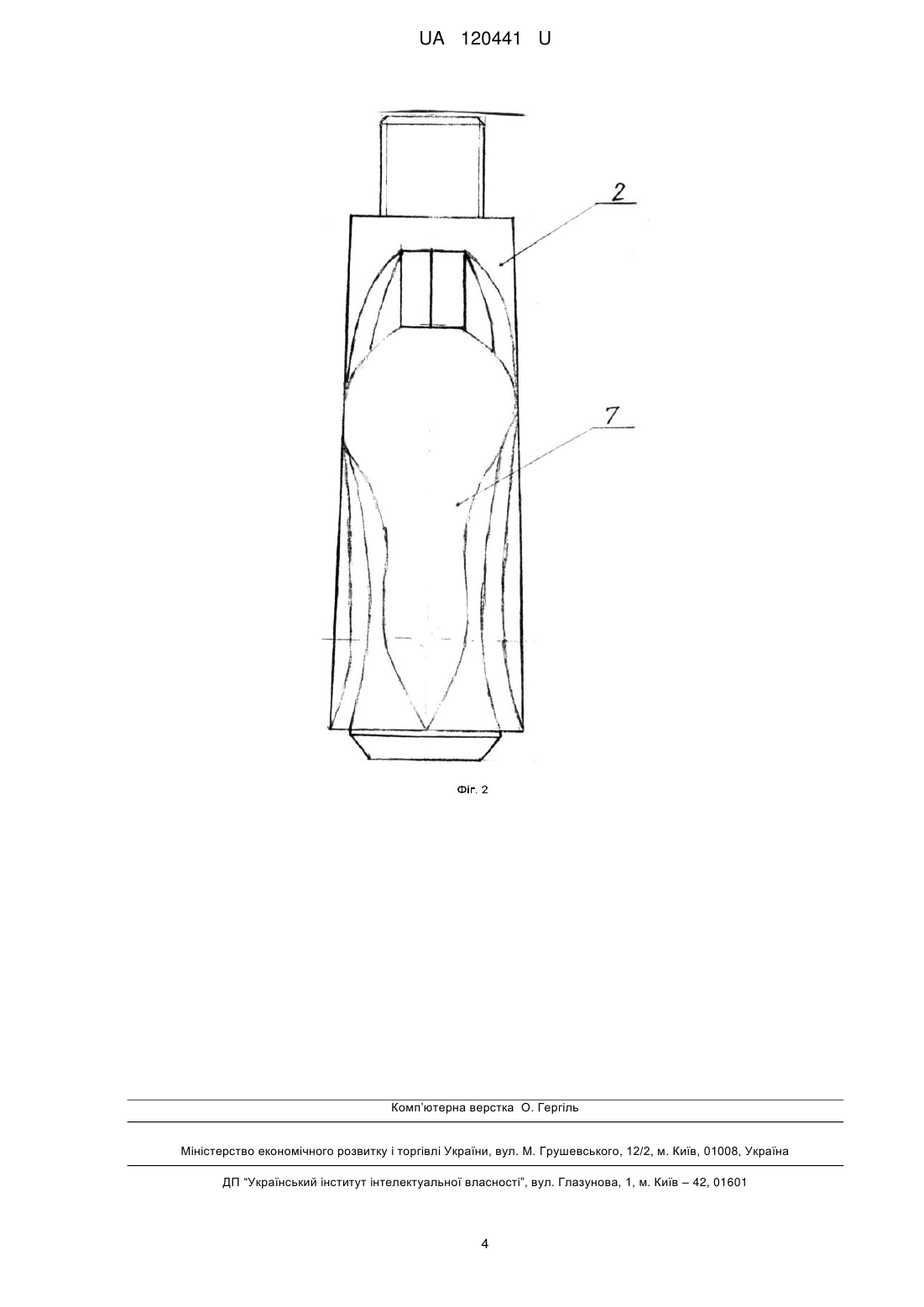
Реферат: Екструзійна головка містить корпус з кільцевим каналом для розплаву покриття, а також розміщені в корпусі матрицю й дорн. Всередині корпусу співвісно розташовані обтічник і циліндрична гільза з осьовим отвором для проходження осердя (шнура, дроту). Кільцевий канал для розплаву полімерного покриття утворюють внутрішня поверхня корпусу і зовнішня поверхня обтічника. На зовнішній поверхні обтічника виконані повздовжні криволінійні пази, які мають вгнуто-випуклу поверхню і плавне звуження у напрямку течії розплаву, тобто до випускного отвору розплаву. Дорн з матрицею закріплені на кінці гільзи і зв'язані принаймні з двома рукоятками і щонайменше двома гвинтами для центрування матриці відносно дорна. UA 120441 U (12) UA 120441 U UA 120441 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до екструзійного обладнання для перероблення термопластичних матеріалів і може бути використана при виготовленні електроізоляційних трубок, а також електричних кабелів та інших трубчатих виробів. Трубчасті пластмасові вироби виготовляють екструзією з використанням екструзійної головки, приєднаної до джерела розплавленої пластмаси. Екструзійна головка створює тиск і просуває розплавлену пластмасу до екструзійного оснащення, яке розташовано на виході екструзійної головки. Екструзійне оснащення використовується для прийому розплавленої пластмаси та направлення її до екструзійного отвору. Екструзійне оснащення для екструзії трубчастого виробу зазвичай містить зовнішній циліндричний елемент і встановлений співвісно з ним внутрішній циліндричний елемент, між якими утворені один або декілька циліндричних екструзійних каналів. На вихідному кінці екструзійного оснащення утворюють звужуючий екструзійний випускний отвір. Відомі різноманітні варіанти конструктивного виконання екструзійних головок. Однак, в разі виникнення турбуленції розплаву, в екструдованих виробах виникають дефекти поверхні, наявність яких псує зовнішній вигляд виробу та підвищує ймовірність браку. Відома екструзійна головка для виробництва трубчастих виробів, що містить корпус, матрицю та дорн, встановлений на дорнотримачі, що утворює канал для протікання розплаву (Басов Н.И. Расчет и конструирование формующего инструмента для изготовления изделий из полимерных материалов. М. Химия. 1991, с. 250-251). Недоліком відомої конструкції є недостатньо висока якість готового виробу через наявність значної кількості браку поверхні. Найближчим до пропонованого технічного рішення є відома екструзійна головка для нанесення полімерного покриття на осердя, що містить корпус з кільцевим каналом для розплаву полімерного покриття, а також розміщені в корпусі матрицю й дорн з наконечником та осьовим отвором для проходження осердя (патент України № 102014 U, МПК В29С 47/12, опубл. 12.10.2015, бюл. № 19). Недоліком цієї головки є неможливість регулювання товщини полімерного покриття на осерді, а також його рівнотовщинність, що також негативно позначається на якості готового виробу. В основу корисної моделі поставлена задача вдосконалити екструзійну головку для нанесення полімерного покриття на осердя, у якій її нове конструктивне виконання забезпечує зменшення впливу турбулентності розплаву при його проходженні по корпусу головки, а також можливість якісного регулювання товщини полімерного покриття на осерді, рівнотовщинність безпосередньо під час роботи екструзійної головки, що суттєво підвищує якість одержаних виробів. Поставлена задача вирішується тим, що в екструзійній головці, що містить корпус з кільцевим каналом для розплаву покриття, а також розміщені в корпусі матрицю й дорн, згідно з корисною моделлю, всередині корпусу співвісно розташовані обтічник і циліндрична гільза з осьовим отвором для проходження осердя (шнура, дроту), при цьому кільцевий канал для розплаву полімерного покриття утворюють внутрішня поверхня корпусу і зовнішня поверхня обтічника, а на зовнішній поверхні обтічника виконані повздовжні криволінійні пази, які мають вгнуто-випуклу поверхню і плавне звуження у напрямку течії розплаву, тобто до випускного отвору розплаву, крім того, дорн з матрицею закріплені на кінці гільзи і зв'язані принаймні з двома рукоятками і щонайменше двома гвинтами для центрування матриці відносно дорна. Технічним результатом є підвищення якості пластичної оболонки і зменшення кількості дефектів. Технічний результат досягається за рахунок зниження анізотропних властивостей розплаву й усунення застійних зон, а також є ефективним регулюванням товщини покриття. Конструкція екструзійної головки містить безліч проходів, утворених всередині кільцевої камери, з тим щоб, з одного боку, формувати безліч потоків в'язкого пластичного матеріалу і, з іншого боку, змусити ці потоки стікатися один в інший в зонах об'єднання, організованих всередині кільцевої камери, утворюючи рукав з вузького пластичного матеріалу, здатного текти через круговий випускний отвір, щоб сформувати пластичну оболонку. При цьому трубчаста конструкція здатна проходити через екструзійну головку для прийому пластичної оболонки. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 зображено поздовжній розріз екструзійної головки; на фіг. 2 схематично зображено обтікач. Екструзійна головка містить корпус 1, всередині якого співвісно розташовані обтічник 2 і циліндрична гільза 3 з осьовим отвором 4 для проходження осердя 5 (шнура, дроту). Внутрішня поверхня корпусу 1 і зовнішня поверхня обтічника 2 утворюють кільцевий канал 6 для розплаву полімерного покриття. На зовнішній поверхні обтічника 2 виконані повздовжні криволінійні пази 1 UA 120441 U 5 10 7, які мають вгнуто-випуклу поверхню і плавне звуження у напрямку течії розплаву, тобто до випускного отвору розплаву. У корпусі 1 на кінці гільзи 3 закріплено дорн 8 з матрицею 9, яка закріплена на корпусі контргайкою 10. Крім того, екструзійна головка має принаймні дві рукоятки 11 і щонайменше два гвинти регулювання 12 для центрування матриці 9 відносно дорна 8. На корпусі 1 виконано вхідний отвір 13 для подання розплаву полімеру. Екструзійна головка працює в такий спосіб. Розплав полімеру під тиском подають в корпус 1 через отвір 13. Далі розплав рухається по кільцевому каналу 6 між корпусом 1 і обтічником 2. Після потрапляння в проміжок між матрицею 9 і наконечником дорна 8 у вигляді трубки покриває осердя 5 (шнур), що проходить крізь гільзу 3 і отвір дорна 8. Товщину покриття регулюють за допомогою рукояток 11 і гвинтів 12. Використання запропонованої конструкції екструзійної головки у зрівнянні з існуючими конструкціями має таки переваги: підвищується продуктивність праці, якість продукції і знижуються трудовитрати; підвищується якість готових виробів, термостійкість. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Екструзійна головка, що містить корпус з кільцевим каналом для розплаву покриття, а також розміщені в корпусі матрицю й дорн, яка відрізняється тим, що всередині корпусу співвісно розташовані обтічник і циліндрична гільза з осьовим отвором для проходження осердя (шнура, дроту), причому кільцевий канал для розплаву полімерного покриття утворюють внутрішня поверхня корпусу і зовнішня поверхня обтічника, а на зовнішній поверхні обтічника виконані повздовжні криволінійні пази, які мають вгнуто-випуклу поверхню і плавне звуження у напрямку течії розплаву, тобто до випускного отвору розплаву, крім того, дорн з матрицею закріплені на кінці гільзи і зв'язані принаймні з двома рукоятками і щонайменше двома гвинтами для центрування матриці відносно дорна. 2 UA 120441 U 3 UA 120441 U Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29C 47/22, H01B 13/06
Мітки: екструзійна, головка
Код посилання
<a href="https://ua.patents.su/6-120441-ekstruzijjna-golovka.html" target="_blank" rel="follow" title="База патентів України">Екструзійна головка</a>
Екструзійна головка для нанесення полімерного покриття на осердя
Номер патенту: 97381
Опубліковано: 10.03.2015
Автори: Соколенко В'ячеслав Володимирович, Мікульонок Ігор Олегович, Сокольський Олександр Леонідович
МПК: H01B 13/00, B29C 47/02
Мітки: осердя, покриття, екструзійна, полімерного, нанесення, головка
Формула / Реферат:
Екструзійна головка для нанесення полімерного покриття на осердя, що містить корпус з кільцевим каналом для розплаву матеріалу покриття, розміщений у корпусі дорн з наконечником та осьовим отвором для осердя, а також виконаними вздовж осьового отвору дорна каналами для відведення повітря, яка відрізняється тим, що канали для відведення повітря виконано у вигляді пазів на поверхні осьового отвору дорна.
Екструзійна головка для нанесення полімерного покриття на осердя
Номер патенту: 106546
Опубліковано: 25.04.2016
Автори: Мойсєєв Андрій Олегович, Мікульонок Ігор Олегович, Сокольський Олександр Леонідович
МПК: B29C 47/22, H01B 13/06
Мітки: екструзійна, полімерного, головка, покриття, осердя, нанесення
Формула / Реферат:
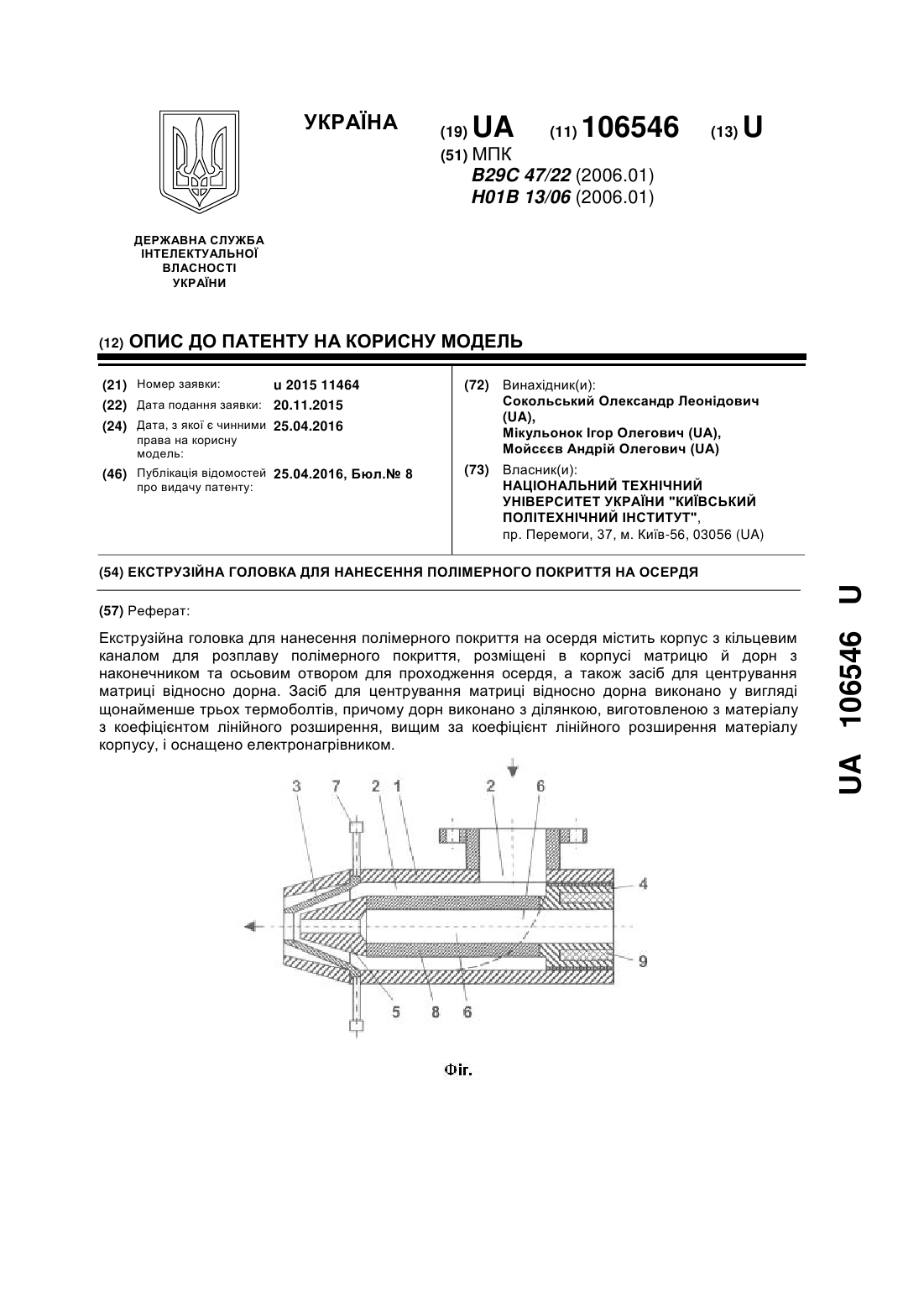
Екструзійна головка для нанесення полімерного покриття на осердя, що містить корпус з кільцевим каналом для розплаву полімерного покриття, розміщені в корпусі матрицю й дорн з наконечником та осьовим отвором для проходження осердя, а також засіб для центрування матриці відносно дорна, яка відрізняється тим, що засіб для центрування матриці відносно дорна виконано у вигляді щонайменше трьох термоболтів, причому дорн виконано з ділянкою,...
Кільцева екструзійна головка

Номер патенту: 16817
Опубліковано: 15.08.2006
Автори: Сівецький Володимир Іванович, Сокольський Олександр Леонідович, Погодаєв Костянтин Сергійович
МПК: B29C 47/14
Мітки: кільцева, головка, екструзійна
Формула / Реферат:
1. Кільцева екструзійна головка, що містить корпус та дорн, встановлений на дорнотримачі, утворюючи канал для протікання розплаву з вихідною ділянкою, яка відрізняється тим, що між дорнотримачем та вихідною ділянкою каналу встановлені з можливістю колового руху тіла обертання.2. Кільцева екструзійна головка за п. 1, яка відрізняється тим, що тіла обертання об'єднані сепаратором, який зв'язаний з лопатями.3. Кільцева...
Екструзійна головка для виробництва виробів з полімерних матеріалів
Номер патенту: 60882
Опубліковано: 25.06.2011
Автори: Біль Вікторія Анатоліївна, Колосов Олександр Євгенович, Свідерський Валентин Анатолійович, Пєтухов Аркадій Дем'янович, Осьмаков Олег Григорович, Пєтухов Микола Аркадійович
МПК: B29D 7/00
Мітки: виробництва, полімерних, головка, екструзійна, матеріалів, виробів
Формула / Реферат:
Екструзійна головка для виробництва виробів з полімерних матеріалів, що містить корпус, який утворює з ним кільцевий формуючий зазор, дорн та розподільник розплаву, встановлений з можливістю обертання, яка відрізняється тим, що розподільник розплаву виконаний у вигляді втулки з радіальними отворами, встановленої із зазором між корпусом і дорном.
Екструзійна головка
Номер патенту: 25417
Опубліковано: 10.08.2007
Автори: Півненко Сергій Васильович, Сокольський Олександр Леонідович, Сівецький Володимир Іванович
МПК: B29C 47/14
Мітки: екструзійна, головка
Формула / Реферат:
Екструзійна головка, що містить корпус з внутрішніми поверхнями, які утворюють канал для протікання розплаву, яка відрізняється тим, що в корпусі додатково виконано принаймні один канал, що з'єднує його зовнішню поверхню з каналом для протікання розплаву.
Попередній патент: Колісна броньована машина
Наступний патент: Вкладиш підшипника ковзання
Випадковий патент: Спосіб попередження тромбозу ендартеректомованої артерії