Екструзійна головка для нанесення полімерного покриття на осердя
Номер патенту: 106546
Опубліковано: 25.04.2016
Автори: Сокольський Олександр Леонідович, Мойсєєв Андрій Олегович, Мікульонок Ігор Олегович

Формула / Реферат
Екструзійна головка для нанесення полімерного покриття на осердя, що містить корпус з кільцевим каналом для розплаву полімерного покриття, розміщені в корпусі матрицю й дорн з наконечником та осьовим отвором для проходження осердя, а також засіб для центрування матриці відносно дорна, яка відрізняється тим, що засіб для центрування матриці відносно дорна виконано у вигляді щонайменше трьох термоболтів, причому дорн виконано з ділянкою, виготовленою з матеріалу з коефіцієнтом лінійного розширення, вищим за коефіцієнт лінійного розширення матеріалу корпусу, і оснащено електронагрівником.
Текст
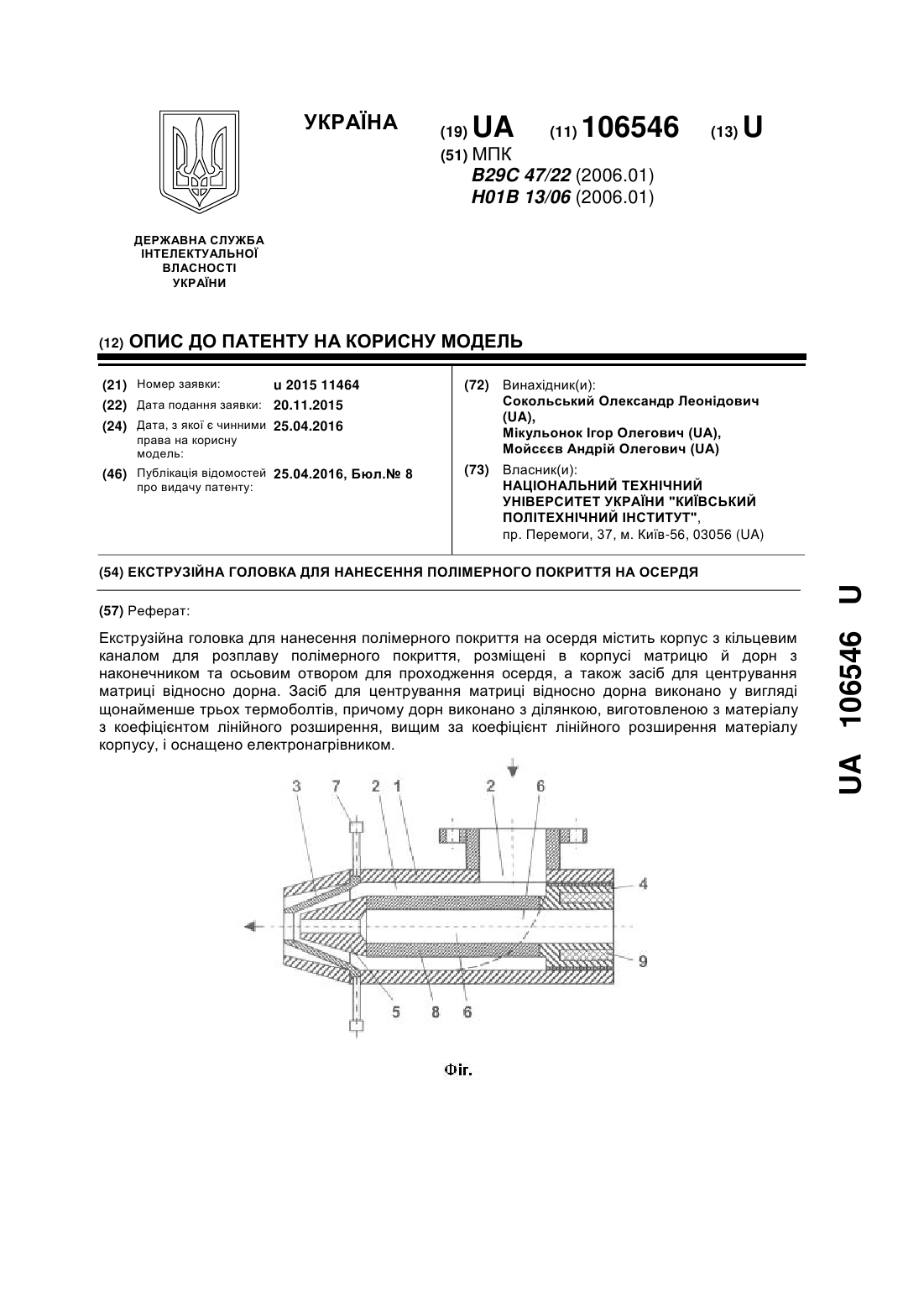
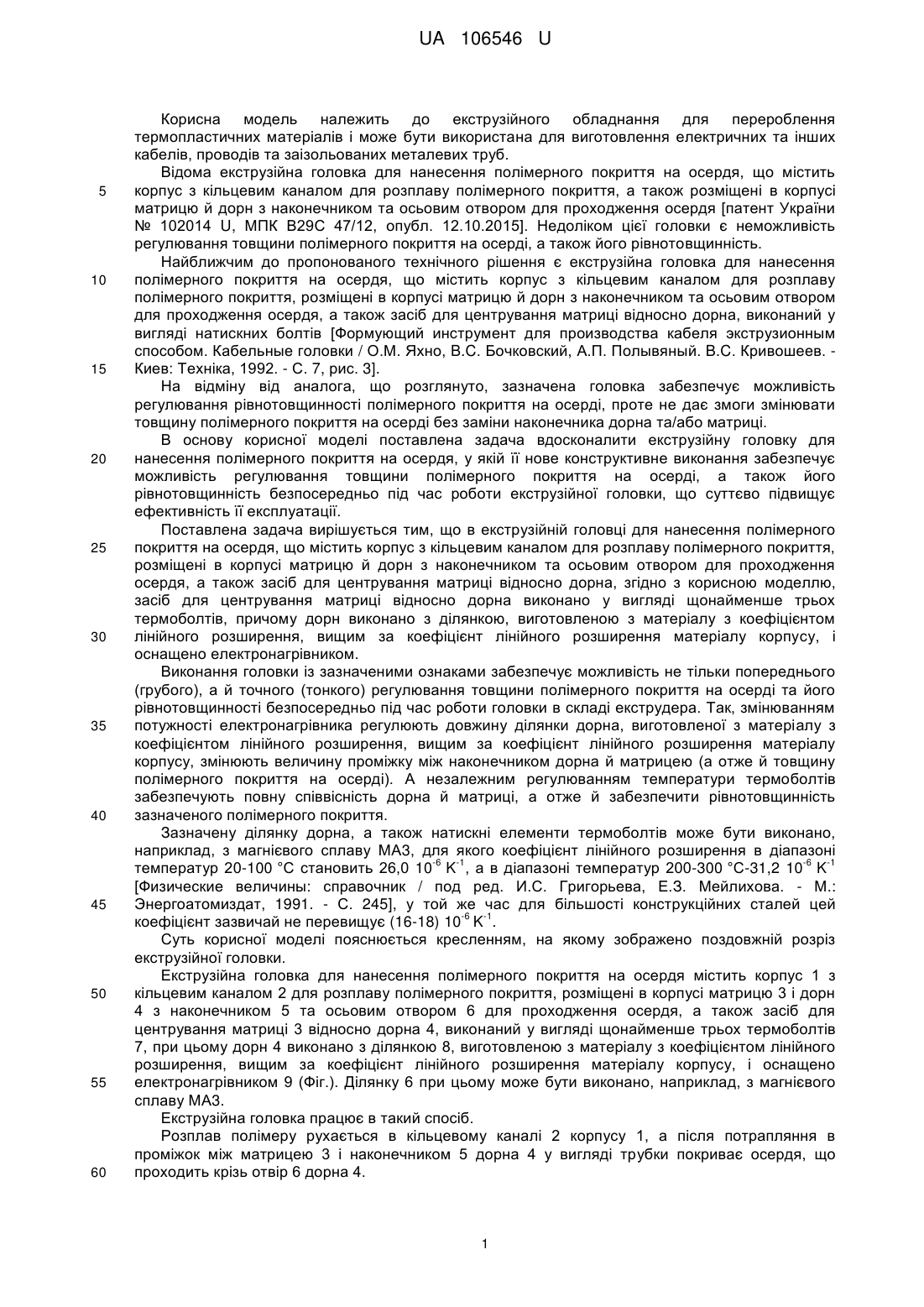
Реферат: Екструзійна головка для нанесення полімерного покриття на осердя містить корпус з кільцевим каналом для розплаву полімерного покриття, розміщені в корпусі матрицю й дорн з наконечником та осьовим отвором для проходження осердя, а також засіб для центрування матриці відносно дорна. Засіб для центрування матриці відносно дорна виконано у вигляді щонайменше трьох термоболтів, причому дорн виконано з ділянкою, виготовленою з матеріалу з коефіцієнтом лінійного розширення, вищим за коефіцієнт лінійного розширення матеріалу корпусу, і оснащено електронагрівником. UA 106546 U (54) ЕКСТРУЗІЙНА ГОЛОВКА ДЛЯ НАНЕСЕННЯ ПОЛІМЕРНОГО ПОКРИТТЯ НА ОСЕРДЯ UA 106546 U UA 106546 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до екструзійного обладнання для перероблення термопластичних матеріалів і може бути використана для виготовлення електричних та інших кабелів, проводів та заізольованих металевих труб. Відома екструзійна головка для нанесення полімерного покриття на осердя, що містить корпус з кільцевим каналом для розплаву полімерного покриття, а також розміщені в корпусі матрицю й дорн з наконечником та осьовим отвором для проходження осердя [патент України № 102014 U, МПК В29С 47/12, опубл. 12.10.2015]. Недоліком цієї головки є неможливість регулювання товщини полімерного покриття на осерді, а також його рівнотовщинність. Найближчим до пропонованого технічного рішення є екструзійна головка для нанесення полімерного покриття на осердя, що містить корпус з кільцевим каналом для розплаву полімерного покриття, розміщені в корпусі матрицю й дорн з наконечником та осьовим отвором для проходження осердя, а також засіб для центрування матриці відносно дорна, виконаний у вигляді натискних болтів [Формующий инструмент для производства кабеля экструзионным способом. Кабельные головки / О.М. Яхно, B.C. Бочковский, А.П. Полывяный. B.C. Кривошеев. Киев: Техніка, 1992. - С. 7, рис. 3]. На відміну від аналога, що розглянуто, зазначена головка забезпечує можливість регулювання рівнотовщинності полімерного покриття на осерді, проте не дає змоги змінювати товщину полімерного покриття на осерді без заміни наконечника дорна та/або матриці. В основу корисної моделі поставлена задача вдосконалити екструзійну головку для нанесення полімерного покриття на осердя, у якій її нове конструктивне виконання забезпечує можливість регулювання товщини полімерного покриття на осерді, а також його рівнотовщинність безпосередньо під час роботи екструзійної головки, що суттєво підвищує ефективність її експлуатації. Поставлена задача вирішується тим, що в екструзійній головці для нанесення полімерного покриття на осердя, що містить корпус з кільцевим каналом для розплаву полімерного покриття, розміщені в корпусі матрицю й дорн з наконечником та осьовим отвором для проходження осердя, а також засіб для центрування матриці відносно дорна, згідно з корисною моделлю, засіб для центрування матриці відносно дорна виконано у вигляді щонайменше трьох термоболтів, причому дорн виконано з ділянкою, виготовленою з матеріалу з коефіцієнтом лінійного розширення, вищим за коефіцієнт лінійного розширення матеріалу корпусу, і оснащено електронагрівником. Виконання головки із зазначеними ознаками забезпечує можливість не тільки попереднього (грубого), а й точного (тонкого) регулювання товщини полімерного покриття на осерді та його рівнотовщинності безпосередньо під час роботи головки в складі екструдера. Так, змінюванням потужності електронагрівника регулюють довжину ділянки дорна, виготовленої з матеріалу з коефіцієнтом лінійного розширення, вищим за коефіцієнт лінійного розширення матеріалу корпусу, змінюють величину проміжку між наконечником дорна й матрицею (а отже й товщину полімерного покриття на осерді). А незалежним регулюванням температури термоболтів забезпечують повну співвісність дорна й матриці, а отже й забезпечити рівнотовщинність зазначеного полімерного покриття. Зазначену ділянку дорна, а також натискні елементи термоболтів може бути виконано, наприклад, з магнієвого сплаву МА3, для якого коефіцієнт лінійного розширення в діапазоні -6 -1 -6 -1 температур 20-100 °C становить 26,0 10 K , а в діапазоні температур 200-300 °C-31,2 10 K [Физические величины: справочник / под ред. И.С. Григорьева, Е.З. Мейлихова. - М.: Энергоатомиздат, 1991. - С. 245], у той же час для більшості конструкційних сталей цей -6 -1 коефіцієнт зазвичай не перевищує (16-18) 10 K . Суть корисної моделі пояснюється кресленням, на якому зображено поздовжній розріз екструзійної головки. Екструзійна головка для нанесення полімерного покриття на осердя містить корпус 1 з кільцевим каналом 2 для розплаву полімерного покриття, розміщені в корпусі матрицю 3 і дорн 4 з наконечником 5 та осьовим отвором 6 для проходження осердя, а також засіб для центрування матриці 3 відносно дорна 4, виконаний у вигляді щонайменше трьох термоболтів 7, при цьому дорн 4 виконано з ділянкою 8, виготовленою з матеріалу з коефіцієнтом лінійного розширення, вищим за коефіцієнт лінійного розширення матеріалу корпусу, і оснащено електронагрівником 9 (Фіг.). Ділянку 6 при цьому може бути виконано, наприклад, з магнієвого сплаву МА3. Екструзійна головка працює в такий спосіб. Розплав полімеру рухається в кільцевому каналі 2 корпусу 1, а після потрапляння в проміжок між матрицею 3 і наконечником 5 дорна 4 у вигляді трубки покриває осердя, що проходить крізь отвір 6 дорна 4. 1 UA 106546 U 5 Змінюванням потужності електронагрівника 9 регулюють довжину ділянки 8 дорна 4, а отже величину проміжку між наконечником 5 дорна 4 і матрицею 3 і в такий спосіб регулюють товщину полімерного покриття на осерді. Регулюванням же температури термоболтів 7 забезпечують повну співвісність наконечника 5 дорна 4 і матриці 3, а отже й рівнотовщинність зазначеного полімерного покриття на осерді. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Екструзійна головка для нанесення полімерного покриття на осердя, що містить корпус з кільцевим каналом для розплаву полімерного покриття, розміщені в корпусі матрицю й дорн з наконечником та осьовим отвором для проходження осердя, а також засіб для центрування матриці відносно дорна, яка відрізняється тим, що засіб для центрування матриці відносно дорна виконано у вигляді щонайменше трьох термоболтів, причому дорн виконано з ділянкою, виготовленою з матеріалу з коефіцієнтом лінійного розширення, вищим за коефіцієнт лінійного розширення матеріалу корпусу, і оснащено електронагрівником. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюExtrusion head for applying polymer coating on core
Автори англійськоюSokolskyi Oleksandr Leonidovych, Mikulionok Ihor Olehovych, Moisieev Andrii Olehovych
Назва патенту російськоюЭкструзионная головка для нанесения полимерного покрытия на сердечник
Автори російськоюСокольский Александр Леонидович, Микуленок Игорь Олегович, Моисеев Андрей Олегович
МПК / Мітки
МПК: B29C 47/22, H01B 13/06
Мітки: нанесення, осердя, екструзійна, покриття, полімерного, головка
Код посилання
<a href="https://ua.patents.su/4-106546-ekstruzijjna-golovka-dlya-nanesennya-polimernogo-pokrittya-na-oserdya.html" target="_blank" rel="follow" title="База патентів України">Екструзійна головка для нанесення полімерного покриття на осердя</a>
Екструзійна головка для нанесення полімерного покриття на осердя
Номер патенту: 97381
Опубліковано: 10.03.2015
Автори: Мікульонок Ігор Олегович, Соколенко В'ячеслав Володимирович, Сокольський Олександр Леонідович
МПК: B29C 47/02, H01B 13/00
Мітки: полімерного, осердя, покриття, екструзійна, головка, нанесення
Формула / Реферат:
Екструзійна головка для нанесення полімерного покриття на осердя, що містить корпус з кільцевим каналом для розплаву матеріалу покриття, розміщений у корпусі дорн з наконечником та осьовим отвором для осердя, а також виконаними вздовж осьового отвору дорна каналами для відведення повітря, яка відрізняється тим, що канали для відведення повітря виконано у вигляді пазів на поверхні осьового отвору дорна.
Екструзійна головка для формування порожнистого виробу
Номер патенту: 68120
Опубліковано: 12.03.2012
Автори: Мікульонок Ігор Олегович, Мартиненко Наталія Михайлівна, Гончаренко Василь Власович
МПК: B29C 47/20
Мітки: екструзійна, формування, виробу, порожнистого, головка
Формула / Реферат:
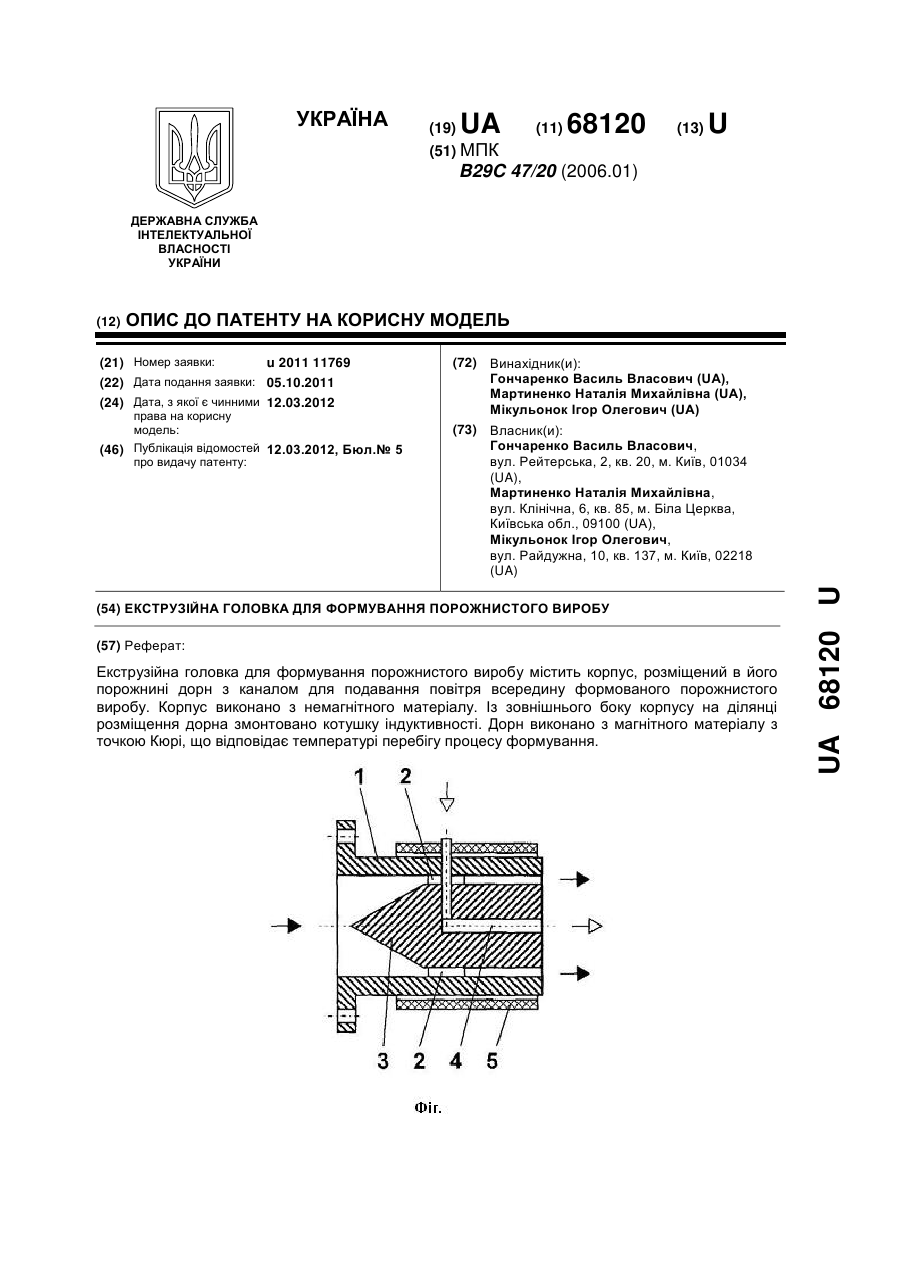
Екструзійна головка для формування порожнистого виробу, що містить корпус, розміщений в його порожнині дорн з каналом для подавання повітря всередину формованого порожнистого виробу, яка відрізняється тим, що корпус виконано з немагнітного матеріалу, із зовнішнього боку корпусу на ділянці розміщення дорна змонтовано котушку індуктивності, а дорн виконано з магнітного матеріалу з точкою Кюрі, що відповідає температурі перебігу процесу...
Головка екструзійна
Номер патенту: 82205
Опубліковано: 25.07.2013
Автори: Сівецький Володимир Іванович, Коваленко Ксенія Геннадіївна, Рослов Олександр Валерійович, Івіцький Ігор Ігорович, Сокольський Олександр Леонідович
МПК: B29C 47/14
Мітки: головка, екструзійна
Формула / Реферат:
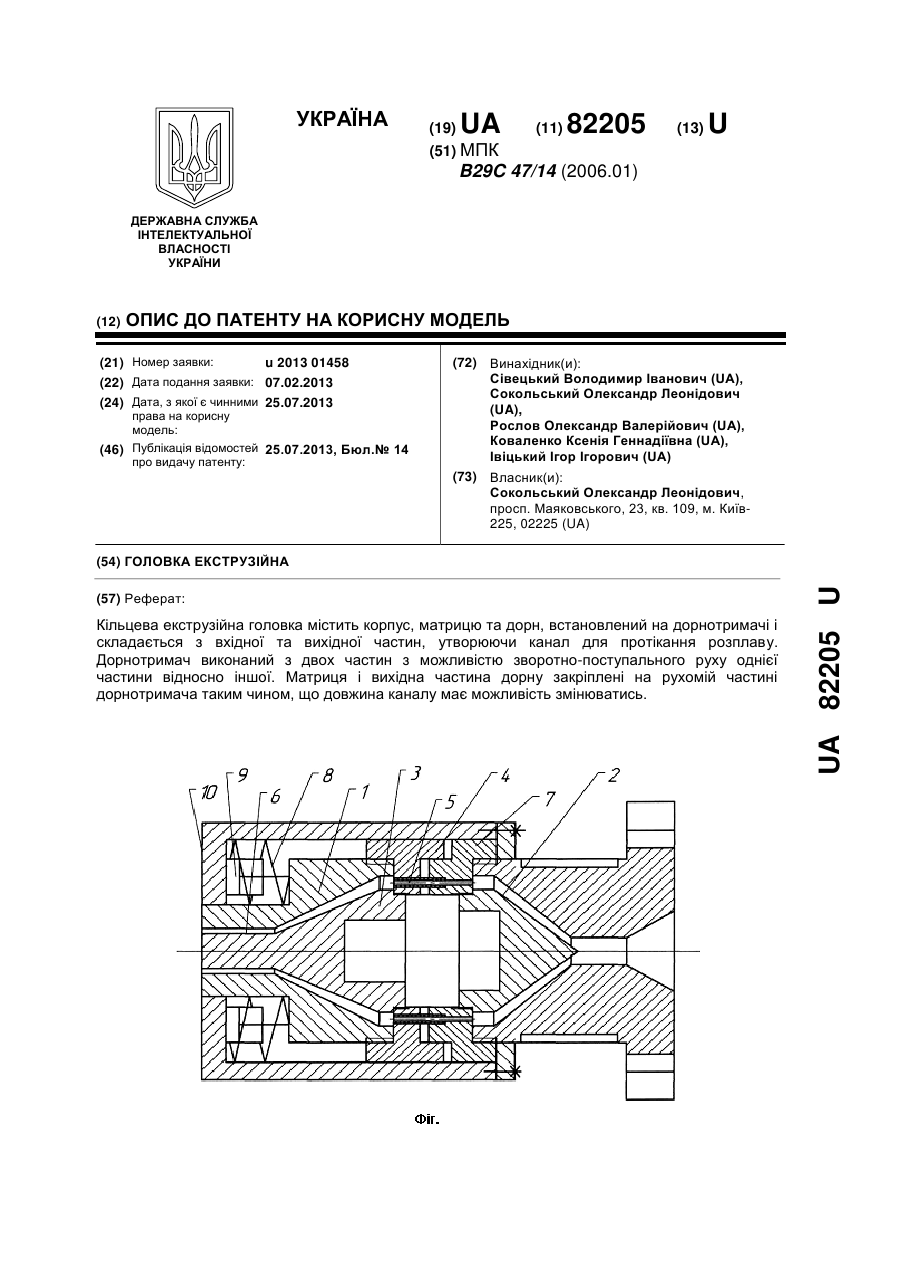
Кільцева екструзійна головка, що містить корпус, матрицю та дорн, встановлений на дорнотримачі і складається з вхідної та вихідної частин, утворюючи канал для протікання розплаву, яка відрізняється тим, що дорнотримач виконаний з двох частин з можливістю зворотно-поступального руху однієї частини відносно іншої, матриця і вихідна частина дорну закріплені на рухомій частині дорнотримача таким чином, що довжина каналу має можливість...
Кільцева екструзійна головка

Номер патенту: 16817
Опубліковано: 15.08.2006
Автори: Сівецький Володимир Іванович, Сокольський Олександр Леонідович, Погодаєв Костянтин Сергійович
МПК: B29C 47/14
Мітки: головка, кільцева, екструзійна
Формула / Реферат:
1. Кільцева екструзійна головка, що містить корпус та дорн, встановлений на дорнотримачі, утворюючи канал для протікання розплаву з вихідною ділянкою, яка відрізняється тим, що між дорнотримачем та вихідною ділянкою каналу встановлені з можливістю колового руху тіла обертання.2. Кільцева екструзійна головка за п. 1, яка відрізняється тим, що тіла обертання об'єднані сепаратором, який зв'язаний з лопатями.3. Кільцева...
Головка екструзійна
Номер патенту: 82157
Опубліковано: 25.07.2013
Автори: Івіцький Ігор Ігорович, Сокольський Олександр Леонідович, Рослов Олександр Валерійович, Коваленко Ксенія Геннадіївна, Сівецький Володимир Іванович
МПК: B29C 47/14
Мітки: головка, екструзійна
Формула / Реферат:
Кільцева екструзійна головка, що містить корпус, матрицю та дорн, встановлений на дорнотримачі, утворюючи канал для протікання розплаву, яка відрізняється тим, що матриця з'єднана з корпусом за допомогою принаймні одного пружного та принаймні одного демпфуючого елементів з можливістю зворотно-поступального руху.
Попередній патент: Вибуховий пристрій для відбивання блочного декоративного каменю
Наступний патент: Рентгенівська трубка
Випадковий патент: Спосіб очищення фармацевтично чистої поліморфної форми i оланзапіну