Спосіб одержання блюмової заготовки
Номер патенту: 26248
Опубліковано: 19.07.1999
Автори: Нагай Володимир Данилович, Хорошілов Микола Макарович, Глоба Микола Ільіч, Проценко Юрій Юрьевич, Антипенко Валентин Григорович, Помазан Костянтин Іванович, Міллер Віктор Вікторович, Чудновець Олександр Миколаєвич
Формула / Реферат
Способ получения блюмовой заготовки, включающий нагрев слитков, горячую прокатку на обжимном стане, отрезку головной и донной части и порезку раската заданного размера на мерные длины, отличающийся тем, что после удаления донной обрези головную часть раската отрезают в несколько приемов, вначале отрезают крайнюю часть головной обрези при соотношении отрезаемой части к общей длине раската 10 - 12 : 100, а последующую отрезку ее производят с соотношением по 1,0 - 1,5 : 100, общей длины раската до полного удаления усадочной рыхлости.
Текст
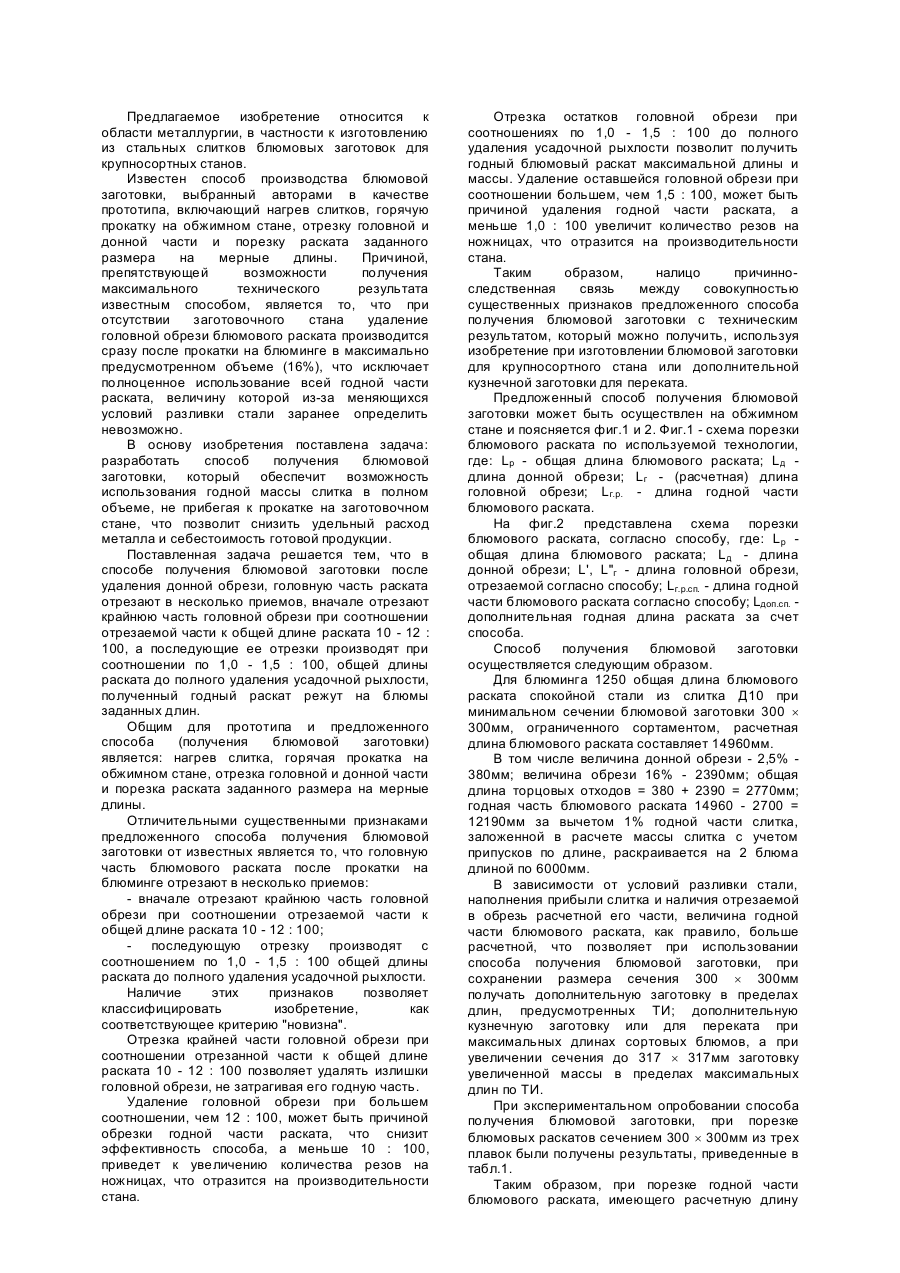
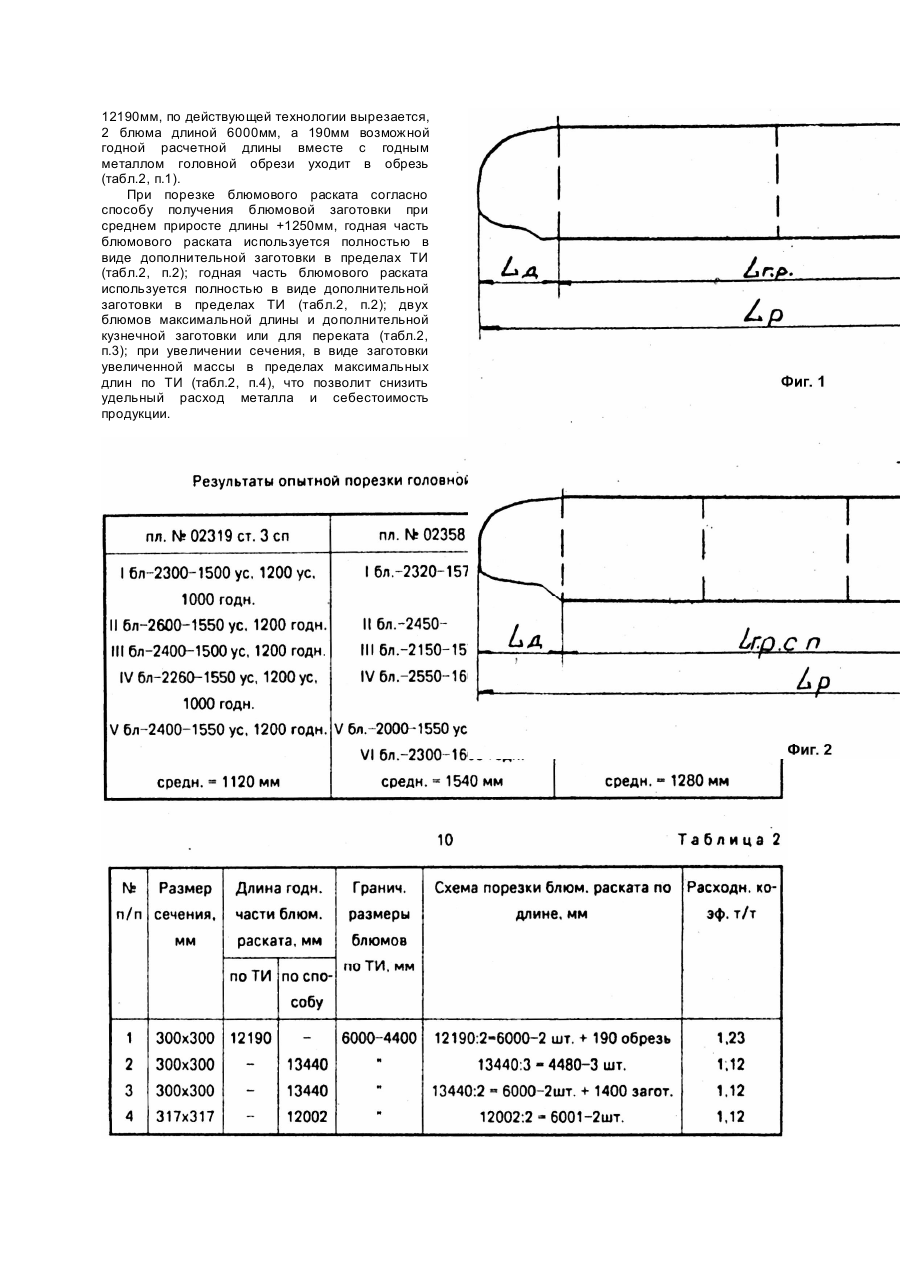
Предлагаемое изобретение относится к области металлургии, в частности к изготовлению из стальных слитков блюмовых заготовок для крупносортных станов. Известен способ производства блюмовой заготовки, выбранный авторами в качестве прототипа, включающий нагрев слитков, горячую прокатку на обжимном стане, отрезку головной и донной части и порезку раската заданного размера на мерные длины. Причиной, препятствующей возможности получения максимального технического результата известным способом, является то, что при отсутствии заготовочного стана удаление головной обрези блюмового раската производится сразу после прокатки на блюминге в максимально предусмотренном объеме (16%), что исключает полноценное использование всей годной части раската, величину которой из-за меняющихся условий разливки стали заранее определить невозможно. В основу изобретения поставлена задача: разработать способ получения блюмовой заготовки, который обеспечит возможность использования годной массы слитка в полном объеме, не прибегая к прокатке на заготовочном стане, что позволит снизить удельный расход металла и себестоимость готовой продукции. Поставленная задача решается тем, что в способе получения блюмовой заготовки после удаления донной обрези, головную часть раската отрезают в несколько приемов, вначале отрезают крайнюю часть головной обрези при соотношении отрезаемой части к общей длине раската 10 - 12 : 100, а последующие ее отрезки производят при соотношении по 1,0 - 1,5 : 100, общей длины раската до полного удаления усадочной рыхлости, полученный годный раскат режут на блюмы заданных длин. Общим для прототипа и предложенного способа (получения блюмовой заготовки) является: нагрев слитка, горячая прокатка на обжимном стане, отрезка головной и донной части и порезка раската заданного размера на мерные длины. Отличительными существенными признаками предложенного способа получения блюмовой заготовки от известных является то, что головную часть блюмового раската после прокатки на блюминге отрезают в несколько приемов: - вначале отрезают крайнюю часть головной обрези при соотношении отрезаемой части к общей длине раската 10 - 12 : 100; - последующую отрезку производят с соотношением по 1,0 - 1,5 : 100 общей длины раската до полного удаления усадочной рыхлости. Наличие этих признаков позволяет классифицировать изобретение, как соответствующее критерию "новизна". Отрезка крайней части головной обрези при соотношении отрезанной части к общей длине раската 10 - 12 : 100 позволяет удалять излишки головной обрези, не затрагивая его годную часть. Удаление головной обрези при большем соотношении, чем 12 : 100, может быть причиной обрезки годной части раската, что снизит эффективность способа, а меньше 10 : 100, приведет к увеличению количества резов на ножницах, что отразится на производительности стана. Отрезка остатков головной обрези при соотношениях по 1,0 - 1,5 : 100 до полного удаления усадочной рыхлости позволит получить годный блюмовый раскат максимальной длины и массы. Удаление оставшейся головной обрези при соотношении большем, чем 1,5 : 100, может быть причиной удаления годной части раската, а меньше 1,0 : 100 увеличит количество резов на ножницах, что отразится на производительности стана. Таким образом, налицо причинноследственная связь между совокупностью существенных признаков предложенного способа получения блюмовой заготовки с техническим результатом, который можно получить, используя изобретение при изготовлении блюмовой заготовки для крупносортного стана или дополнительной кузнечной заготовки для переката. Предложенный способ получения блюмовой заготовки может быть осуществлен на обжимном стане и поясняется фиг.1 и 2. Фиг.1 - схема порезки блюмового раската по используемой технологии, где: Lр - общая длина блюмового раската; Lд длина донной обрези; Lг - (расчетная) длина головной обрези; Lг.р. - длина годной части блюмового раската. На фиг.2 представлена схема порезки блюмового раската, согласно способу, где: Lр общая длина блюмового раската; L д - длина донной обрези; L', L"г - длина головной обрези, отрезаемой согласно способу; Lг.р.сп. - длина годной части блюмового раската согласно способу; Lдоп.сп. дополнительная годная длина раската за счет способа. Способ получения блюмовой заготовки осуществляется следующим образом. Для блюминга 1250 общая длина блюмового раската спокойной стали из слитка Д10 при минимальном сечении блюмовой заготовки 300 ´ 300мм, ограниченного сортаментом, расчетная длина блюмового раската составляет 14960мм. В том числе величина донной обрези - 2,5% 380мм; величина обрези 16% - 2390мм; общая длина торцовых отходов = 380 + 2390 = 2770мм; годная часть блюмового раската 14960 - 2700 = 12190мм за вычетом 1% годной части слитка, заложенной в расчете массы слитка с учетом припусков по длине, раскраивается на 2 блюма длиной по 6000мм. В зависимости от условий разливки стали, наполнения прибыли слитка и наличия отрезаемой в обрезь расчетной его части, величина годной части блюмового раската, как правило, больше расчетной, что позволяет при использовании способа получения блюмовой заготовки, при сохранении размера сечения 300 ´ 300мм получать дополнительную заготовку в пределах длин, предусмотренных ТИ; дополнительную кузнечную заготовку или для переката при максимальных длинах сортовых блюмов, а при увеличении сечения до 317 ´ 317мм заготовку увеличенной массы в пределах максимальных длин по ТИ. При экспериментальном опробовании способа получения блюмовой заготовки, при порезке блюмовых раскатов сечением 300 ´ 300мм из трех плавок были получены результаты, приведенные в табл.1. Таким образом, при порезке годной части блюмового раската, имеющего расчетную длину 12190мм, по действующей технологии вырезается, 2 блюма длиной 6000мм, а 190мм возможной годной расчетной длины вместе с годным металлом головной обрези уходит в обрезь (табл.2, п.1). При порезке блюмового раската согласно способу получения блюмовой заготовки при среднем приросте длины +1250мм, годная часть блюмового раската используется полностью в виде дополнительной заготовки в пределах ТИ (табл.2, п.2); годная часть блюмового раската используется полностью в виде дополнительной заготовки в пределах ТИ (табл.2, п.2); двух блюмов максимальной длины и дополнительной кузнечной заготовки или для переката (табл.2, п.3); при увеличении сечения, в виде заготовки увеличенной массы в пределах максимальных длин по ТИ (табл.2, п.4), что позволит снизить удельный расход металла и себестоимость продукции.
ДивитисяДодаткова інформація
Автори англійськоюProtsenko Yurii Yurievych, Miller Viktor Viktorovych, Khoroshilov Mykola Makarovych, Chudnovets Oleksandr Mykolaievych, Pomazan Kostiantyn Ivanovych, Antypenko Valentyn Hryhorovych, Hloba Mykola Illich
Автори російськоюПроценко Юрий Юрьевич, Миллер Виктор Викторович, Хорошилов Николай Макарович, Чудновец Александр Николаевич, Помазан Константин Иванович, Антипенко Валентин Григорьевич, Глоба Николай Ильич
МПК / Мітки
МПК: B21B 1/02
Мітки: блюмової, одержання, спосіб, заготовки
Код посилання
<a href="https://ua.patents.su/2-26248-sposib-oderzhannya-blyumovo-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання блюмової заготовки</a>
Спосіб виробництва товстих листів
Номер патенту: 597
Опубліковано: 15.12.1993
Автори: Шульженко Віктор Васильович, Міронов Євген Костянтинович, Соловьйов Дмитро Володимирович, Проценко Юрій Юрійович, Міллєр Віктор Вікторович, Хорошілов Микола Макарович
МПК: B21B 1/38
Мітки: виробництва, товстих, листів, спосіб
Формула / Реферат:
Способ производства толстых листов, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5-0,7 его ширины, а вырезку проб для механических испытаний и...
Спосіб прокатки блюмів
Номер патенту: 22137
Опубліковано: 30.04.1998
Автори: Проценко Юрій Юрьєвич, Чудновець Олександр Миколаєвич, Локтіонов Петро Якович, Глоба Микола Ілліч, Миронов Евген Констянтинович, Міллер Віктор Вікторович, Антипенко Валентин Григорович, Нагай Володимир Данилович, Халюта Володимир Миколайович, Хорошілов Микола Макарович
МПК: B21B 1/02
Мітки: спосіб, прокатки, блюмів
Формула / Реферат:
Способ прокатки блюмов, включающий нагрев и прокатку слитков, порезку годных частей раскатов на блюмы мерных длин, отличающийся тем, что нестандартные раскаты кратно раскраивают на блюмы длиной, определяемой выражениемLк = Lр/n = (0,54-0,73) Lmaxгде Lк - длина нарезаемых коротких блюмов, Lр - длина раската до порезки, n - количество нарезаемых блюмов, Lmax - длина блюма максимального размера, причем длина блюма максимального...
Спосіб вироблення листового прокату
Номер патенту: 429
Опубліковано: 30.04.1993
Автори: Крицький Володимир Леонідович, Паталаха Анатолій Кузьмич, Локтіонов Петро Якович, Антипенко Валентин Григорович, Тарасов Віктор Іванович, Мочонов Валерій Георгійович, Міллєр Віктор Вікторович
МПК: B21B 1/38
Мітки: вироблення, спосіб, прокату, листового
Формула / Реферат:
Способ производства листового проката, включающий нагрев сляба, прокатку на листовом стане, обрезку боковых кромок раската, обрезку передней и задней частей раската, отбор проб для механических испытаний и порезку на мерные длины, отличающийся тем, что обрезку передней части раската осуществляют в пределах 1,5-2 % массы раската, а отбор проб осуществляют от передней непрямоугольной части раската.
Спосіб прокатки зливків пірамідальної форми на обтискних та заготівельних станах
Номер патенту: 15415
Опубліковано: 30.06.1997
Автори: Димченко Євген Миколайович, Маншилін Олександр Гейнійович, Онищенко Сергій Олександрович, Літвінов Леонід Федорович, Оробцев Юрій Вікторович, Наумов Олександр Олексійович, Кукуй Давид Пенхусович, Азаров Сергій Іванович, Горбуньов Олег Георгійович, Ємченко Юрій Борисович
МПК: B21B 1/02
Мітки: форми, заготівельних, прокатки, спосіб, станах, обтискних, зливків, пірамідальної
Формула / Реферат:
Способ прокатки слитков пирамидальной формы на обжимных и заготовочных станах, включающий деформацию слитков в двух взаимно перпендикулярных плоскостях с промежуточными кантовками при переходе деформации из одной плоскости в другую, причем в первом и в первом после кантовки пропусках слиток задают в валки широкой частью, отличающийся тем, что в первом и в первом после кантовки пропусках слиток деформируют с абсолютным обжатием 0,75 - 0,95...
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Бондарук Андрій Всеволодович, Ротару Іон Теодорович, Тільга Степан Сергійович, Богорський Михайло Володимирович, Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович, Бєляєв Данило Іванович, Дідківський Олександр Володимирович, Ашимов Марат Ашимович
МПК: B23K 11/04
Мітки: виробу, заготовки, обробки, спосіб, механічної, прокатного
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...
Попередній патент: Пристрій для проріджування і догляду за рослинами
Наступний патент: Спосіб визначення агрегувальної здатності флокулянта або коагулянта та пристрій для його здійснення
Випадковий патент: Навантажувач