Спосіб термітного паяння-зварювання
Номер патенту: 12624
Опубліковано: 28.02.1997
Автори: Лєбєдєв Володимир Георгійович, Градусов Сєргєй Пєтровіч, Карташов Юрій Іванович, Коваль Анатолій Івановіч, Румянцев Віктор Ніколаєвіч, Чуяс Юрій Андрійович, Фомєнко Васілій Владіміровіч, Позднякова Світлана Георгійовна
Формула / Реферат
Способ термитной пайки-сварки, включающий сгорание термитного состава, образование сварного шва, отличающийся тем, что предварительно в термитный состав добавляют газогенерирующую добавку в количестве 2-10%, а сварный шов получают путем направления образовавшейся при сгорании термитного состава газосодержащей струи на соединяемые поверхности.
Текст
Способ термитной пайки-сварки, включающий сгорание термитного состава, образование сварного шва, о т л и ч а ю щ и й с я тем, что предварительно в термитный состав добавляют газогенерирующую добавку в количестве 2-10%, а сварный шов получают путем направления образовавшейся при сгорании термитного состава газосодержащей струи на соединяемые поверхности. Наиболее близким заявляемому способу является способ термитной сварки, в котором реализуется термитный карандаш, составленный из термитных таблеток. Этот способ позволяет получить горизонтальные и слабо наклоненные (до 10-15°) швы [1]. Недостатком этого способа является то, что он позволяет получать только горизонтальные и слабо наклонные швы, а для своей реализации требует установки вдоль шва негорючих теплоизолирующих стенок. Задачей настоящего изобретения является разработка такого способа термитной пайки или сварки, которая обеспечит получение С > о 12624 не только горизонтальных, но и вертикальных, наклонных и потолочных швов. Указанная задача решается за счет того, что в термитный состав добавляют газогенерирующую добавку в количестве 2-10%, а сварной шов получают путем направления образовавшейся при сгорании термитного состава газосодержащей струи на соединяющие поверхности. Направление газовой струи осуществляется путем изготовления из указанной смеси термитного стержня (карандаша). При горении такого карандаша в очаге горения (очаг экзотермической реакции) происходит синтез металла в виде мелкодисперсных капель, кроме того за счет газогенерирующей смеси и за счет гильзы формируется газовая струя. Температура газовой струи понижается по мере удаления от торца карандаша так, что на некотором расстоянии от этого торца ее температура оказывается ниже температуры плавления синтезированного металла или сплава. Таким образом, на некотором расстоянии от торца карандаша газовая струя состоит из мелких капель расплавленного металла, мелких кристаллизованных капель, находящихся в термопластичном состоянии и мелких капель расплавленного металла в шлаковой оболочке. Кроме того, в струе имеются образовавшиеся флюсы. В случае синтеза какого-либо металла температура струи должна быть в диапазоне между теоретической температурой кристаллизации данного металла и температурой переохлаждения или же эта температура должна находиться в диапазоне между температурой перегрева и температурой переохлаждения данного металла. В случае, если происходит в зоне горения синтез какоголибо сплава, то температура струи должна быть в диапазоне между линиями ликвидус и солидус. Как в первом, так и во втором случае, состояние капель металла или сплава, то есть наличие капель в жидком и термопластичном состоянии. Сдвигая температуру в сторону температуры переохлаждения, или в сторону линии солидус, можно получать большую долю термопластичных капель. Если сдвигать температуру в сторону температуры перегрева или линии ликвидус, то можно получать большую часть жидких капель. нии от соединяемых деталей или поверхностей, обеспечивая воздействия на них газовой струи в вышеуказанном температурном диапазоне. 5 При воздействии газовой струи на соединяемые поверхности происходит следующий процесс. Газовая струя нагревает поверхность и находящиеся в ней флюсы производят очи10 стку поверхности. 15 20 25 30 35 40 45 50 Температура газовой струи может регулироваться за счет компонентного состава, 55 также за счет расстояния от торца карандаша до определенного места в струе. Данный карандаш не должен касаться соединяемого металла. Торец карандаша должен находиться на некотором расстоя Капли, находящиеся в термопластичном состоянии, под действием избыточного давления газовой струи ударяют о соединяемые поверхности и привариваются к ним давлением за счет своего термопластичного состояния, образуя основу сварного шва. Капли, находящиеся в жидком состоянии, под действием избыточного давления газовой струи ударяют о соединяемые поверхности и привариваются к ним давлением за счет своего термопластичного состояния, образуя основу сварного шва. Капли, находящиеся в жидком состоянии, также ударяются о поверхность, температура которой несколько ниже температуры кристаллизации, в момент удара частично кристаллизуются, переходят в термопластичное состояние и привариваются давлением, а частично остаются в жидкой фазе, коагулируют и выполняют роль высокотемпературного припоя, осуществляющего пайку указанных деталей или поверхностей. Жидкие капли, находящиеся в составе шлаковой оболочки, при ударе о поверхность пробивают эту оболочку и взаимодействуют с поверхностью так, как указано в предыдущем абзаце, с несколько большей долей жидкой фазы. Капли шлака, имеющего температуру кристаллизации ниже температуры кристаллизации металла, ударяют о поверхность соединяемых деталей и по мере снижения температуры этой поверхности при движении карандаша вдоль шва создают шлаковую корку. Таким образом, с помощью данного карандаша реализуется процесс пайки-сварки как плавлением, так и давлением. Сдвигая температуру струи в сторону большей доли сварки давлением, можно получать наклонные, вертикальные и потолочные швы. Для получения горизонтальных швов температуру целесообразнее сдвигать в сторону пайки. П р и м е р 1. Термитный карандаш, в котором в качестве наполнителя используется медно-борный термит и газогенерирующий состав в виде смеси перхлората 12624 6 Такие же результаты были получены аммония и перхлората полиэтиленполиамипри пайке вертикальных пластин 3 мм из да с этиленгликолем. В качестве флюсообаустенитной нержавеющей стали. Такие же разующей добавки могут быть результаты получены при формировании на использованы сульфат калия, фторид натрия или кальция. Диаметр карандаша 15 5 указанных пластинах потолочных швов. П р и м е р 2. Термитный карандаш, мм. При горении карандаша формировалась имеющий такой же состав, как в примере 1, газовая струя, торец карандаша находился но дополнительно имеющий алюминиевый в 40-50 мм от соединяемых вертикальных стержень толщиной 2 мм по всей длине капластин из малоуглеродистой стали толщиной 3 мм, поставленных "внахлест". После Ю рандаша. В этом случае образуется припой из алюминиевой бронзы, который обеспеокончания горения карандаша и после того, чивает получение сварных швов при соедикак был отбит шлак, было установлено, что нении пластин, расположенных "внахлест" пластины спаялись между собой, причем вертикально, а также расположенных с отимели место процессы как пайки, так и свар15 рицательными углами. ки давлением. Упорядник Замовлення 4075 Техред М.Моргентал Коректор Л.Лукач Тираж Підписне Державне патентне відомство України, 254655. ГСП, КиТв-53, Львівська лл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород. вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of thermit braze welding
Автори англійськоюHradusov Sierhiei Pietrovich, Kartashov Yurii Ivanovich, Koval Anatolii Ivanovich, Liebiediev Volodymyr Heorhiovych, Pozdniakova Svitlana Heorhiovna, Rumiantsev Viktor Nikolaievich, Fomienko Vasilii Vladimirovich, Chuias Yurii Andriovych
Назва патенту російськоюСпособ термитной пайки-сварки
Автори російськоюГрадусов Сергей Петрович, Карташов Юрий Иванович, Коваль Анатолий Иванович, Лебедев Владимир Георгиевич, Позднякова Светлана Георгиевна, Румянцев Виктор Николаевич, Фоменко Василий Владимирович, Чуяс Юрий Андреевич
МПК / Мітки
МПК: B23K 23/00
Мітки: паяння-зварювання, термітного, спосіб
Код посилання
<a href="https://ua.patents.su/6-12624-sposib-termitnogo-payannya-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб термітного паяння-зварювання</a>
Спосіб термітного зварювання
Номер патенту: 6463
Опубліковано: 29.12.1994
Автори: Сюткін Василь Федорович, Піляєва Світлана Борисівна, Малик Юрій Олександрович, Спиридонова Ірина Михайлівна
МПК: B23K 23/00
Мітки: термітного, спосіб, зварювання
Формула / Реферат:
(57) Способ термитной сварки, при котором свариваемые заготовки помещают в сварочную камеру, в которую предварительно вводят защитную смесь для предотвращения зашлаковки, содержащую окись кальция, а затем зону сварки заполняют термитной смесью, производят операции поджига, сварки и охлаждения, отличающийся тем, что защитную смесь для предотвращения зашлаковки размещают в донной части сварочной камеры и вводят в нее алюминий, железную окалину...
Флюс для низькотемпературного паяння і лудіння
Номер патенту: 3747
Опубліковано: 27.12.1994
Автори: Мироненко Тетяна Василівна, Солосьонкова Ірина Олександрівна, Панарин Володимир Вікторович
МПК: B23K 35/362
Мітки: паяння, низькотемпературного, лудіння, флюс
Формула / Реферат:
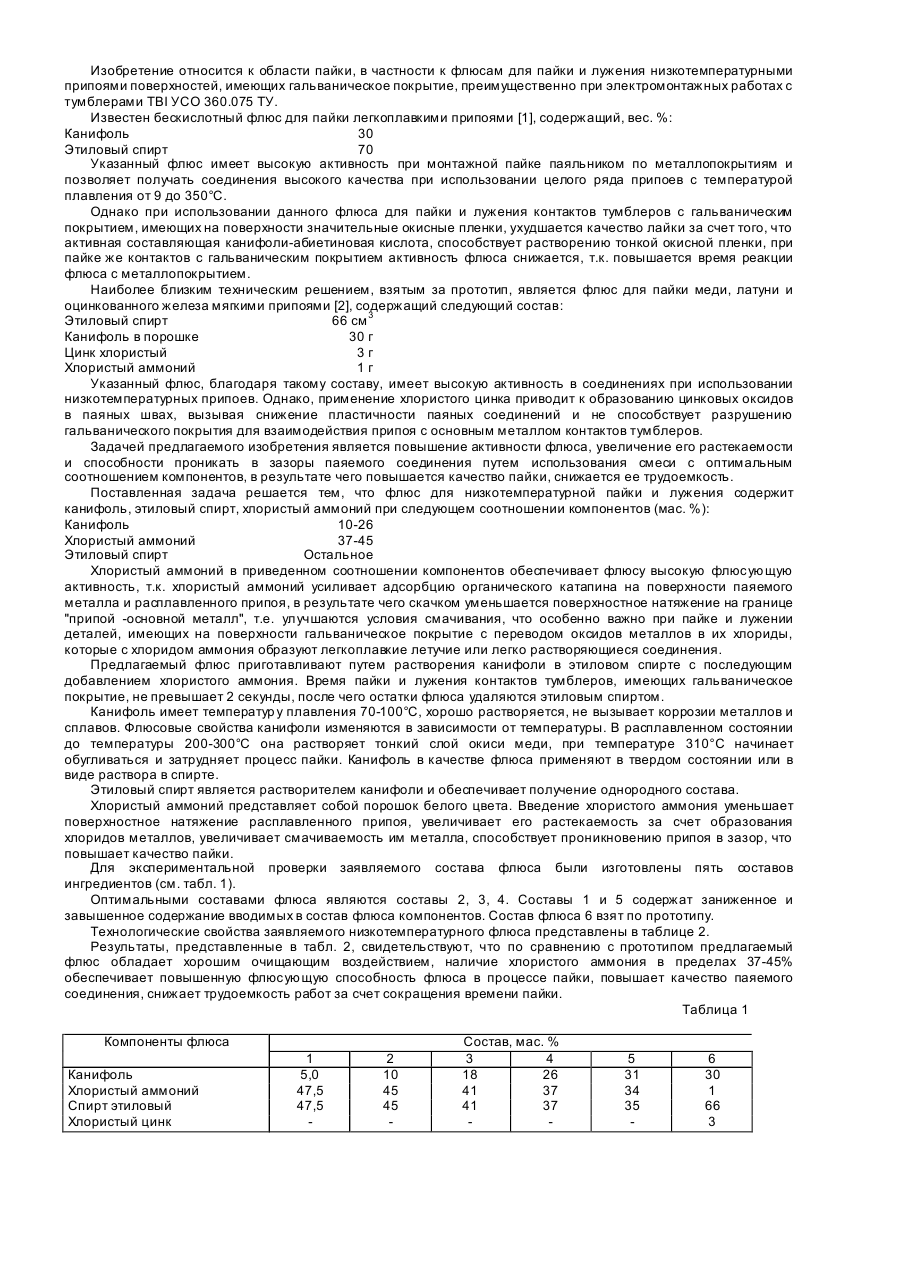
Флюс для низкотемпературной пайки и лужения, преимущественно тумблеров с гальваническим покрытием, содержащий канифоль, хлористый аммоний, этиловый спирт, отличающийся тем, что он содержит компоненты в следующем соотношении, мас. %: Канифоль 10-26 Хлористый аммоний 37-45 Этиловый спирт Остальное
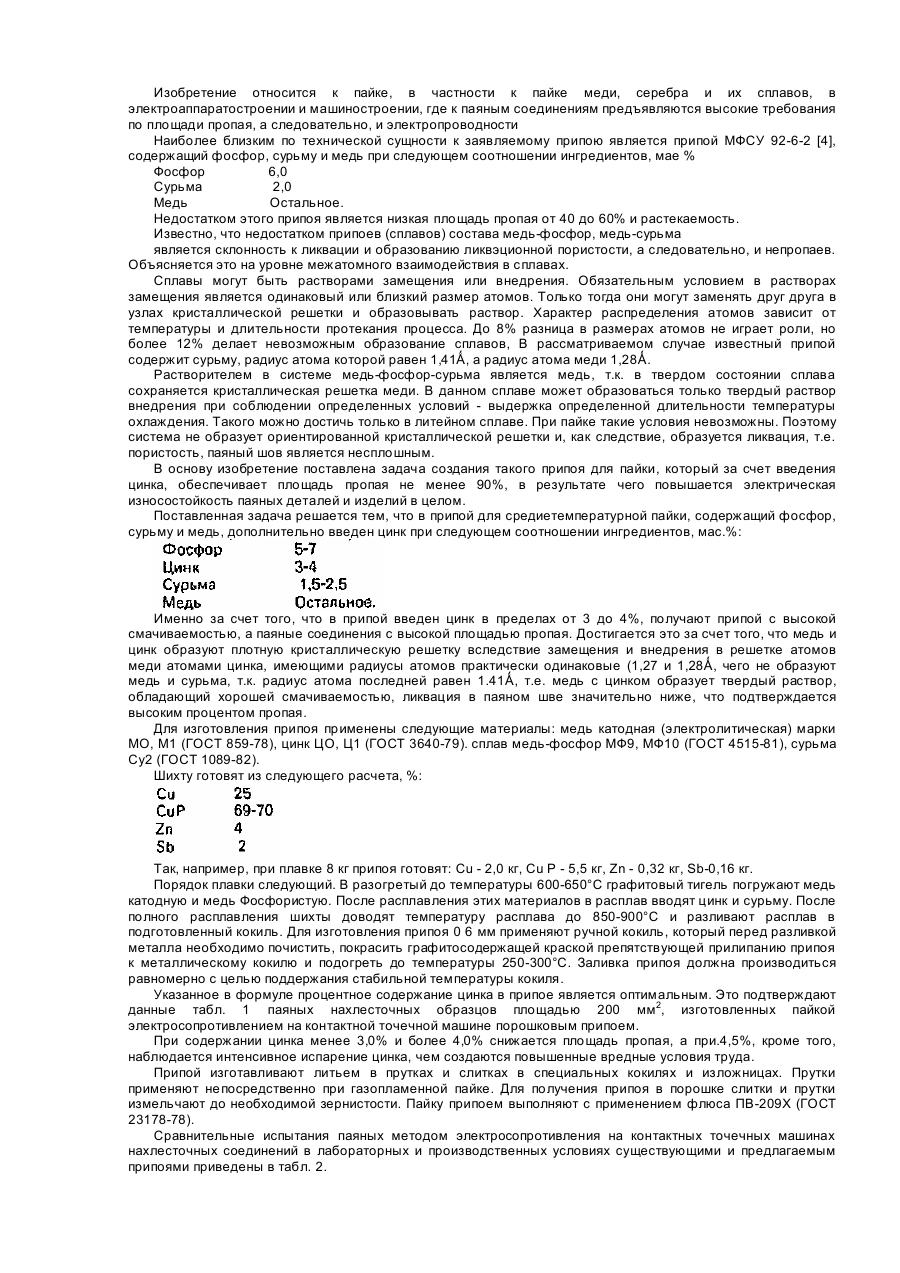
Припій для середньотемпературного паяння
Номер патенту: 12433
Опубліковано: 28.02.1997
Автори: Проворотов Георгій Федорович, Ганус Анатолій Олександрович, Беззубов Юрій Глібович, Шабельник Микола Максимович
МПК: B23K 35/362
Мітки: середньотемпературного, паяння, припій
Формула / Реферат:
Припой для среднетемпературной пайки, содержащий фосфор, сурьму и медь, отличающийся тем, что в его состав дополнительно введен цинк при следующем соотношении ингредиентов, мас.%: фосфор 5-7цинк 3-7сурьма 1,5-2,5медь остальное.
Спосіб зварювання під флюсом
Номер патенту: 4221
Опубліковано: 27.12.1994
Автори: Асніс Аркадій Юхимович, Іващенко Георгій Антонович, Демченко Юрій Володимирович, Пікман Борис Абрамович, Ліптуга Іван Васильович, Веселов Валентин Арсентьович
Мітки: флюсом, спосіб, зварювання
Формула / Реферат:
Способ сварки под флюсом, преимущественно многопроходной, стыковых соединений сталей повышенной прочности, при котором во флюс подают смесь аргона с кислородом, отличающийся тем, что, с целью повышения работоспособности сварных соединений при динамических нагрузках и отрицательных температурах путем формирования плавного перехода от шва к основному металлу, повышения вязкости зоны термического влияния и упрощения технологии изготовления,...
Спосіб котактного стикового зварювання оплавленням
Номер патенту: 318
Опубліковано: 30.04.1993
Автори: Бєляєв Данило Іванович, Богорський Михайло Володимирович, Горонков Микола Дмитрович, Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: котактного, спосіб, зварювання, стикового, оплавленням
Формула / Реферат:
Формула изобретенияСпособ контактной стыковой сварки оплавлением, при котором после оплавления производят осадку на заданный припуск, а после осадки сварное соединение выдерживают под действием осевого усилия в течение времени, обеспечивающего его охлаждение до определенной температуры, отличающийся тем, что, с целью повышения производительности способа и получения деталей заданных конечных размеров, выдержку сварного соединения...
Попередній патент: Спосіб поновлення легеневої вентиляції у відділеннях реанімації та інтенсивної терапії
Наступний патент: Термітний склад для паяння та зварювання
Випадковий патент: Спосіб діагностики злоякісної і доброякісної пухлини