Спосіб виготовлення магнітного екрану кольорової електронно-променевої трубки
Номер патенту: 13135
Опубліковано: 28.02.1997
Автори: Шиманович Олександр Сергійович, Ніколаєв Євген Іванович, Галазюк Віталій Аполлонович, Хомляк Любомир Володимирович, Хотімський Станіслав Данилович

Формула / Реферат
(57) 1. Способ изготовления магнитного экрана цветной электронно-лучевой трубки, вкпючающей установку на матрицу плоской заготовки магнитного экрана, создание давления на поверхность заготовки и увеличение давления до окончания формообразования магнитного экрана, отличающи й с я тем, что создание давление на поверхность осуществляют текучей средой, в процессе увеличения давления осуществляют контроль за смещением краев заготовки и фиксируют края заготовки по периметру заготовки, когда величина смещения краев достигнет зоны перехода материала заготовки из упругого в пластическое состояние.
2. Способ по п.1, отличающийся тем, что используют заготовку с радиальным припуском по периметру, величину которого выбирают, по меньшей мере, превышающей величину перемещения краев заготовки до момента фиксации краев.
Текст
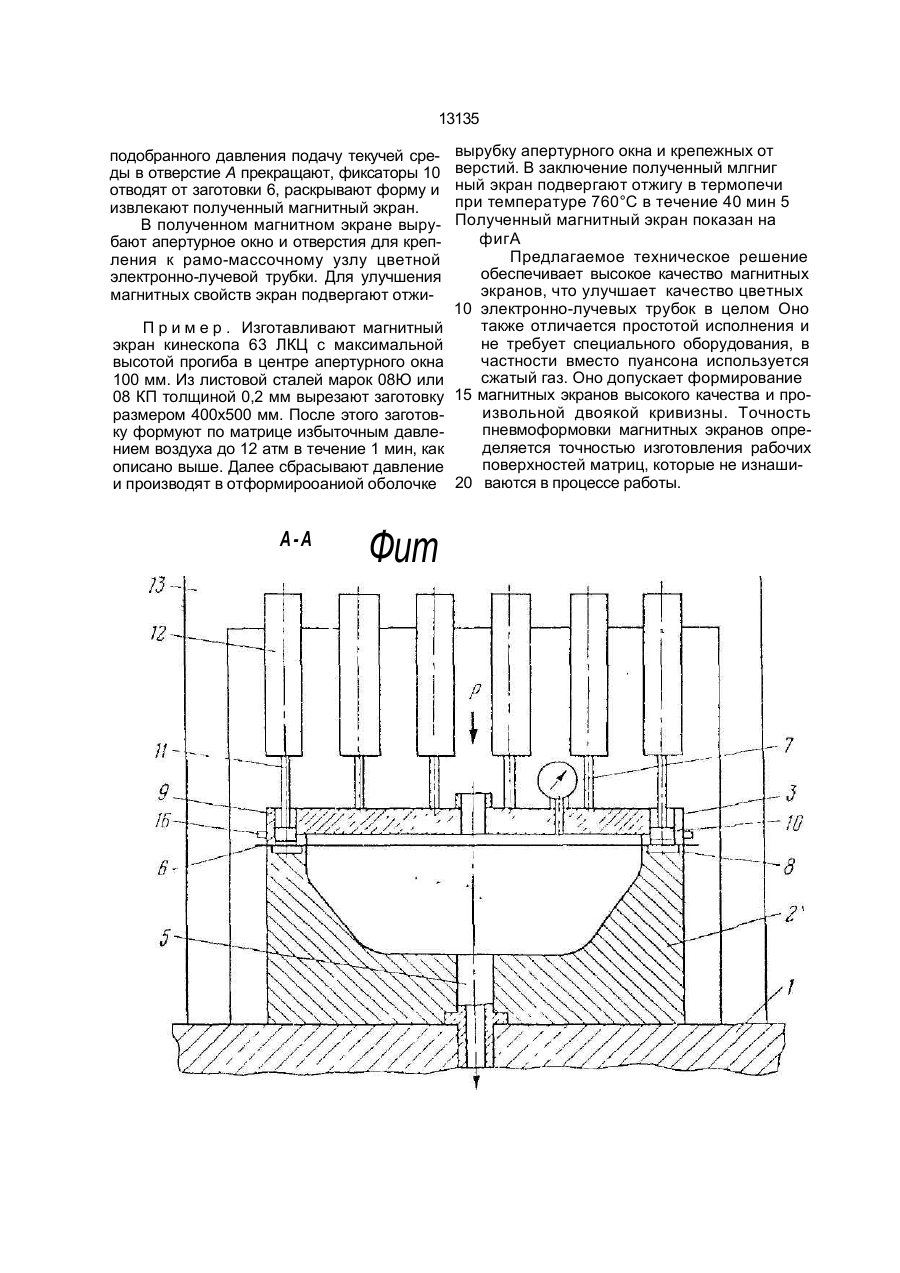
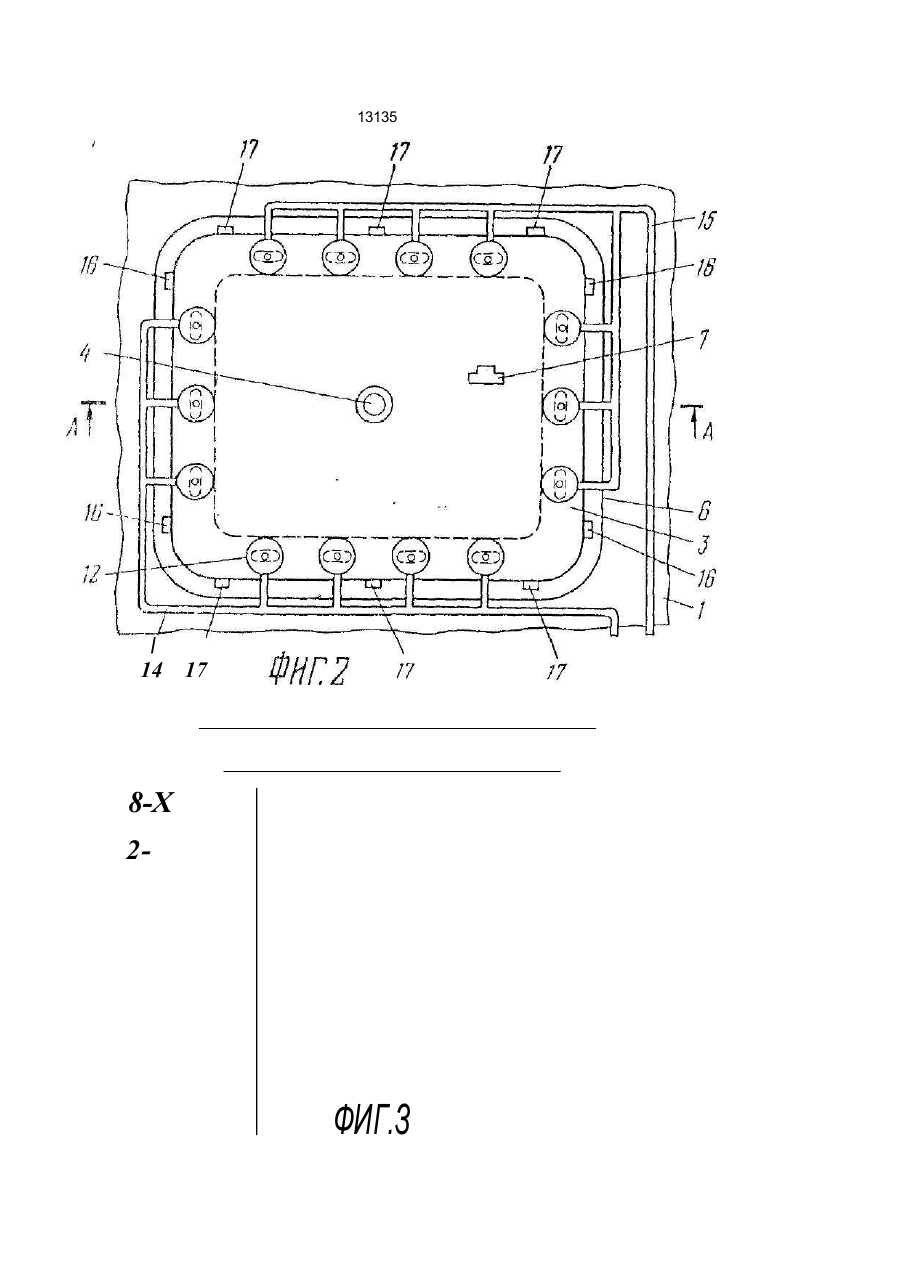
1. Способ изготовления магнитного эк рана цветной электронно-лучевой трубки, вкпючающпй установку на матрицу плоской заготовки магнитного экрана, создание дав Изобретение относится к телевизионной технике и может быть использовано для изготовления магнитных экранов цветных электронно-лучевых трубок. Наиболее близким по технической сущности к заявляемому способу является способ изготовления цельного магнитного экрана за счет вытяжки плоской металлической заготовки путем штамповки с последующим отжигом [1], Недостатком данного способа является неоднородность поверхности, обусловленная образованием юфров, а также появление разрывов металла, что приводит к браку и низкому качеству получаемых магнитных экранов. Кроме того, процесс штамповки довольно трудоемкий вследствие использова ления на поверхность заготовки и увеличение давления до окончания формообразования магнитного экрана, о т л и ч а ю щ и и с л тем, что создание давление па поверхность осуществляют текучей средой, в процессе увеличения давления осуществляют контроль за смещением краев заготовки и фиксируют края заготовки по периметру заготовки, когда величина смещения краев достигнет зоны перехода материала заготовки из упругого в пластическое состояние. 2. Способ по п.1, о г л и ч а ю щ и й с я тем, что используют заготовку с радиальным припуском по периметру, величину которого выбирают, по меньшей мере, превышающей величину перемещения краев заготовки до момента фиксации краев. ния матрицы и пуансона, которые изнашиваются в ходе работы. Цель изобретения - повышение качества магнитною экрана. Поставленная цель достигается тем, что в способе изготовления цельного магнитного экрана цветной электронно-лучевой труО-ки, при котором осуществляют вытяжку металла плоской заготовки на матрице, плоскую заготовку с припуском по периметру размещают в разъеме герметичной формы между матрицей и крышкой, прикладывают давление к металлической заготовке в зазоре между крышкой и заготовкой и повышают давление до окончания формообразования, при этом после перемещения наружных краев заготовки на заданную величину фикси 13135 руют края заготовки относительно периметра формы, после чего завершают вытяжку. При таком способе изготовление магнитного экрана осуществляется как бы в две стадии: на первой стадии происходит дефор- 5 мация металла плоской заготовки с преобладанием упругой деформации. При этом края заготовки перемещаются, и происходит предварительное формообразование. После фиксации краев заготовки относительно 10 формы происходит вытяжка металла заготовки до придания ей заданной формы. При этом давление растет плавно и непрерывно в течение всего периода формообразования. Таким образом, нет необходимости в глубо- 15 кой вытяжке металла заготовки, которая при реальных фермах и размерах магнитных экранов цветных электронно-лучевых трубок приводит к перетяжкам и разрывам металла. Давление прикладывают, подавая теку- 20 чую среду под давлением в зазор между крышкой и заготовкой. Формовка металлических заготовок с помощью текучей среды под давлением известна. Однако неизвестно ее применение 25 для изготовления магнитных экранов. Кроме того, существенность отличий заключается в использовании заготовки с припуском по периметру и ее фиксация после предварительной деформации относительно формы. 30 Эти отличия в сочетании с формовкой под давлением текучей среды делают возможным изготовление магнитных экранов и потому являются существенными. На фиг. 1 показан общий вид в продоль- 35 ном разрезе устройства для осуществления предлагаемого способа изготовления цельного магнитного экрана цветной электроннолучевой трубки; на фиг. 2 - вид сверху устройства, представленного на фиг. 1. без 40 рамы крепления силовых цилиндров; на фиг. 3 - вид сверху матрицы устройства для осу ществления предлагаемого способа; на фиг. 4 - фотографии магнитного экрана цветной электронно-лучевой трубки, полученного 45 предлагаемым способом. Предлагаемый способ осуществляют следующим образом с помощью устройства (фиг. 1 и 2), имеющего основание 1, на котором размещена матрица 2 герметичной фор- 50 мы, имеющей крышку 3 с отверстием 4 (фиг. 2). Матрица 2 имеет отверстие 5 (фиг. 1). Заготовку 6 из тонкого металлического листа размещают между матрицей 2 и крышкой 3 в разъеме формы, при этом заготовку 55 сначала укладывают на матрицу 2, а затем устанавливают крышкуЗ с обеспечением уплотнения(не показано). Заготовка 6, как видно на фиг. 1, 2, имеет припуск по периметру так, что наружные края заготовки 6 выступа ют за пределы формы. Отверстие 4 служит для подключения формы к источнику текучей среды под давлением, например, к ресиверу компрессора (не показан), а отверстие 5 -для сброса воздуха из матричной полости формы в атмосферу. Манометр 7 предназначен для контроля давления при формообразовании. При такой конструкций устройства для осуществления способа обеспечивается непрерывное приложение давления к металличес к о й з а го то вк е 6 в з аз о ре м ежд у заготовкой и крышкой 3 формы. Матрица 2 имеет по периметру углубления 8, а крышка 3 - направляющие отверстия 9, в которых размещены фиксаторы 10, установленные на штоках 11 силовых цилиндров 12, укрепленных в раме 13, установленной на основании 1 и соединенных трубопроводами 14 и 15 с источником текучей среды под давлением, например, с пневмосетью или гидронасосом (не показаны). По периметру формы размещены датчики 16, 17 перемещения. При осуществлении предлагаемого спо соба подают сжатый воздух или другую теку чую среду под давлением в зазор между крышкой 3 и заготовкой 6 и повышают дав ление до окончания формообразования. При этом происходит упругая деформация ме таллической заготовки 6 с некоторой долей пластической деформации и ее предвари тельное формообразование, а края заготов ки 6 перемещаются в сторону формы. При определенном перемещении краев заготов ки 6 относительно формы поступает сигнал отдатчиков 16, 17(датчики 16, 17 могут пред ставлять собой индуктивные, пневматиче ские, емкостные или любые другие датчики перемещения, что существенно не влияет на осуществление предлагаемого способа). На значение датчиков - установить момент на чал оконча тел ьной стад ии формообразования, то есть собственно вы тяжки металла заготовки 6. После поступле ния сигнала от датчиков 16, 17 фиксируют края заготовки 6 по периметру относительно формы путем подачи давления в рабочие полости цилиндров 12. Штоки 11 цилиндров 12 перемещаются, и фиксаторы 10 вдавлива ют металл заготовки 6 по периметру в углуб ления 8 (фиг. 3) матрицы 2, благодаря чему осуществляется фиксация краев заготовки и прекращается перемещение этих краев от носительно формы. Можно использовать любые другие устройства фиксации, напри мер, прижимные винты и тому подобное. В результате продолжающегося повышения давления в зазоре между крышкой 3 и заго товкой 6 происходит вытяжка неподвижной заготовки 6, которая принимает форму мат рицы 2. При достижении заданного, заранее 13135 подобранного давления подачу текучей среды в отверстие А прекращают, фиксаторы 10 отводят от заготовки 6, раскрывают форму и извлекают полученный магнитный экран. В полученном магнитном экране вырубают апертурное окно и отверстия для крепления к рамо-массочному узлу цветной электронно-лучевой трубки. Для улучшения магнитных свойств экран подвергают отжиП р и м е р . Изготавливают магнитный экран кинескопа 63 ЛКЦ с максимальной высотой прогиба в центре апертурного окна 100 мм. Из листовой сталей марок 08Ю или 08 КП толщиной 0,2 мм вырезают заготовку размером 400x500 мм. После этого заготовку формуют по матрице избыточным давлением воздуха до 12 атм в течение 1 мин, как описано выше. Далее сбрасывают давление и производят в отформирооаниой оболочке А-А Фит вырубку апертурного окна и крепежных от верстий. В заключение полученный млгниг ный экран подвергают отжигу в термопечи при температуре 760°С в течение 40 мин 5 Полученный магнитный экран показан на фигА Предлагаемое техническое решение обеспечивает высокое качество магнитных экранов, что улучшает качество цветных 10 электронно-лучевых трубок в целом Оно также отличается простотой исполнения и не требует специального оборудования, в частности вместо пуансона используется сжатый газ. Оно допускает формирование 15 магнитных экранов высокого качества и произвольной двоякой кривизны. Точность пневмоформовки магнитных экранов определяется точностью изготовления рабочих поверхностей матриц, которые не изнаши20 ваются в процессе работы. 13135 / 14 17 8-Х 2 ФИГ.З 13135 а J Фиг. Упорядник Замовлення 4100 Техред М Моргентал Коректор Н Король Тираж Підписне Державне патентне відомство України 254655 ГСП Киів-53, Львівська пл 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for color cathode-ray tube magnetic screen
Автори англійськоюHalaziuk Vitalii Apollonovych, Khomliak Liubomyr Volodymyrovych, Khotimskyi Stanislav Danylovych, Shymanovych Oleksandr Serhiiovych
Назва патенту російськоюСпособ изготовления магнитного экрана цветной электронно-лучевой трубки
Автори російськоюГалазюк Виталий Аполлонович, Хомляк Любомир Владимирович, Хотимский Станислав Данилович, Шиманович Александр Сергеевич
МПК / Мітки
МПК: H01J 9/00, H01J 29/06
Мітки: електронно-променевої, трубки, магнітного, виготовлення, кольорової, екрану, спосіб
Код посилання
<a href="https://ua.patents.su/6-13135-sposib-vigotovlennya-magnitnogo-ekranu-kolorovo-elektronno-promenevo-trubki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення магнітного екрану кольорової електронно-променевої трубки</a>
Пристрій для фотоекспонування екрану кольорової електронно-променевої трубки

Номер патенту: 3748
Опубліковано: 27.12.1994
Автори: Пахольчук Василь Олексійович, Уманський Леонід Олександрович
МПК: H01J 9/00
Мітки: пристрій, екрану, фотоекспонування, електронно-променевої, кольорової, трубки
Формула / Реферат:
Устройство для фотоэкспонирования экрана цветной электронно-лучевой трубки, содержащее корпус с площадкой и упорами для фиксации экрана, диафрагму с отверстием, выполненным в виде щели, последовательно размещенные светофильтр, корректирующую линзу и протяженный источник света, установленный в механизме колебания источника света, снабженном электродвигателем и редуктором, отличающееся тем, что протяженный источник света ориентирован...
Спосіб виготовлення матричного електролюмінесцентного екрану
Номер патенту: 3916
Опубліковано: 27.12.1994
Автори: Голікова Надія Іванівна, Жолкевич Герман Олексійович, Родіонов Валерій Євгенович, Стаднік Борис Миколайович, Клименко Андрій Петрович, Ментковський Юзеф Леонович, Данько Любов Вадимівна
МПК: H05B 33/10
Мітки: спосіб, матричного, виготовлення, екрану, електролюмінесцентного
Формула / Реферат:
Способ изготовления матричного электролюминесцентного экрана, включающий нанесение на прозрачную диэлектрическую подложку прозрачных полосковых электродов, электролюминесцентного слоя из суспензии порошкового электролюминофора в смеси связующего вещества с растворителем, формирование второй системы электродов на поверхности полимерной пленки, закрепление электродов второй системы на поверхности слоя электролюминофора в процессе удаления...
Спосіб виготовлення матричного електролюмінесцентного екрану
Номер патенту: 3764
Опубліковано: 27.12.1994
Автори: Радіонов Валерій Євгенович, Стаднік Борис Миколайович, Клименко Андрій Петрович, Данько Любов Вадимівна, Жолкевич Герман Олексійович, Метковський Юзеф Леонович, Голікова Надія Іванівна
МПК: H05B 33/10
Мітки: екрану, електролюмінесцентного, матричного, спосіб, виготовлення
Формула / Реферат:
Способ изготовления матричного электролюминесцентного экрана постоянного тока, включающий нанесение на прозрачную диэлектрическую подложку прозрачных полосковых электродов, слоя порошкового электролюминофора со связывающим веществом, закрепление второй системы электродов на поверхности слоя порошкового электролюминофора в процессе удаления избыточного связывающего вещества и сушки этого слоя, отличающийся тем, что вторую систему электродов...
Катодний вузол електронно-променевої пушки
Номер патенту: 6654
Опубліковано: 29.12.1994
Автори: Кацько Мілитина Феодосіївна, Безсалий Всеволод Григорович
МПК: B23K 15/00
Мітки: електронно-променевої, катодний, пушки, вузол
Формула / Реферат:
(57) Катодный узел электронно-лучевой пушки с электронным подогревом, содержащий металлический дисковый катод, закрепленный в держателе, выполненном в виде полого усеченного конуса, отличающийся тем, что держатель катода изготовлен из проволоки со сваренными между собой витками, навитыми по контуру полого усеченного конуса, при этом концы проволок у меньшего основания отогнуты и образуют стойки, приваренные к диску катода по прорезям,...
Спосіб виготовлення носія магнітного запису
Номер патенту: 8239
Опубліковано: 29.03.1996
Автори: Бродовий Григорій Васильович, Матвієнко Олександр Іванович, Сандлер Лев Мусійович, Погорілий Анатолій Миколайович
МПК: G11B 5/84
Мітки: виготовлення, запису, спосіб, носія, магнітного
Формула / Реферат:
Способ изготовления носителя магнитной записи, заключающийся в нанесении в вакууме на коррозионностойкую жаропрочную металлическую подложку покрытия из ферромагнитного материала с высокой температурой Кюри через промежуточный слой хрома с последующим нанесением на ферромагнитное покрытие защитного покрытия, состоящего из слоя моноокиси кремния и слоя хрома, отличающийся тем, что ферромагнитное покрытие состоит из не более 7 слоев кобальта...
Попередній патент: Спосіб виготовлення рефлектора антени
Наступний патент: Пристрій для рефлексотерапії
Випадковий патент: Бітумне в'яжуче для одержання низькотемпературного асфальту або покритих матеріалів