Спосіб факельного торкретування футеровки конвертора
Номер патенту: 13175
Опубліковано: 28.02.1997
Автори: Омесь Микола Михайлович, Носов Костянтин Григорович, Савранський Леонід Валентинович, Моісеєнко Валерій Дмитрович, Терзіян Сергій Павлович, Штепа Євген Дмитрович, Порхун Валентин Гаврилович, Долженков Федір Єгорович

Текст
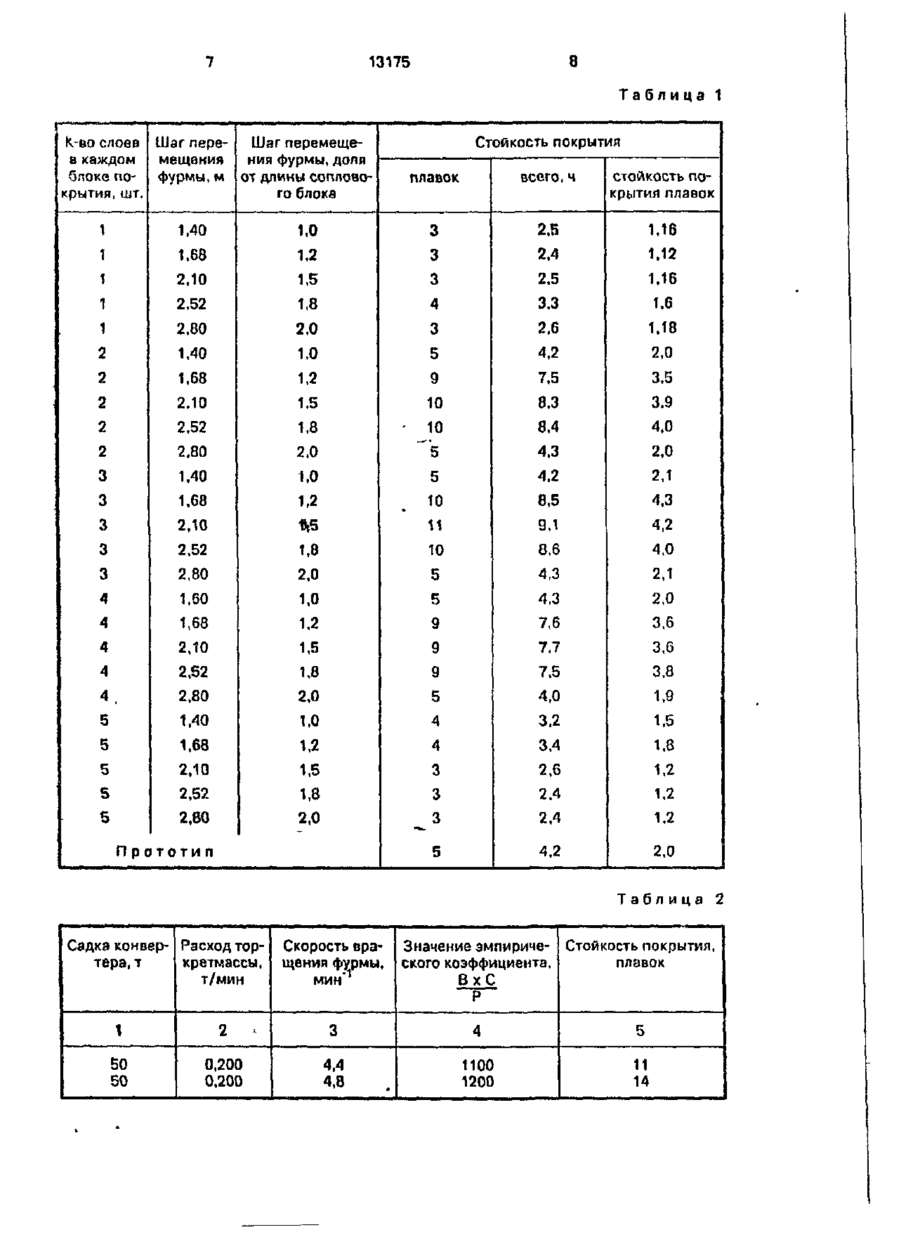
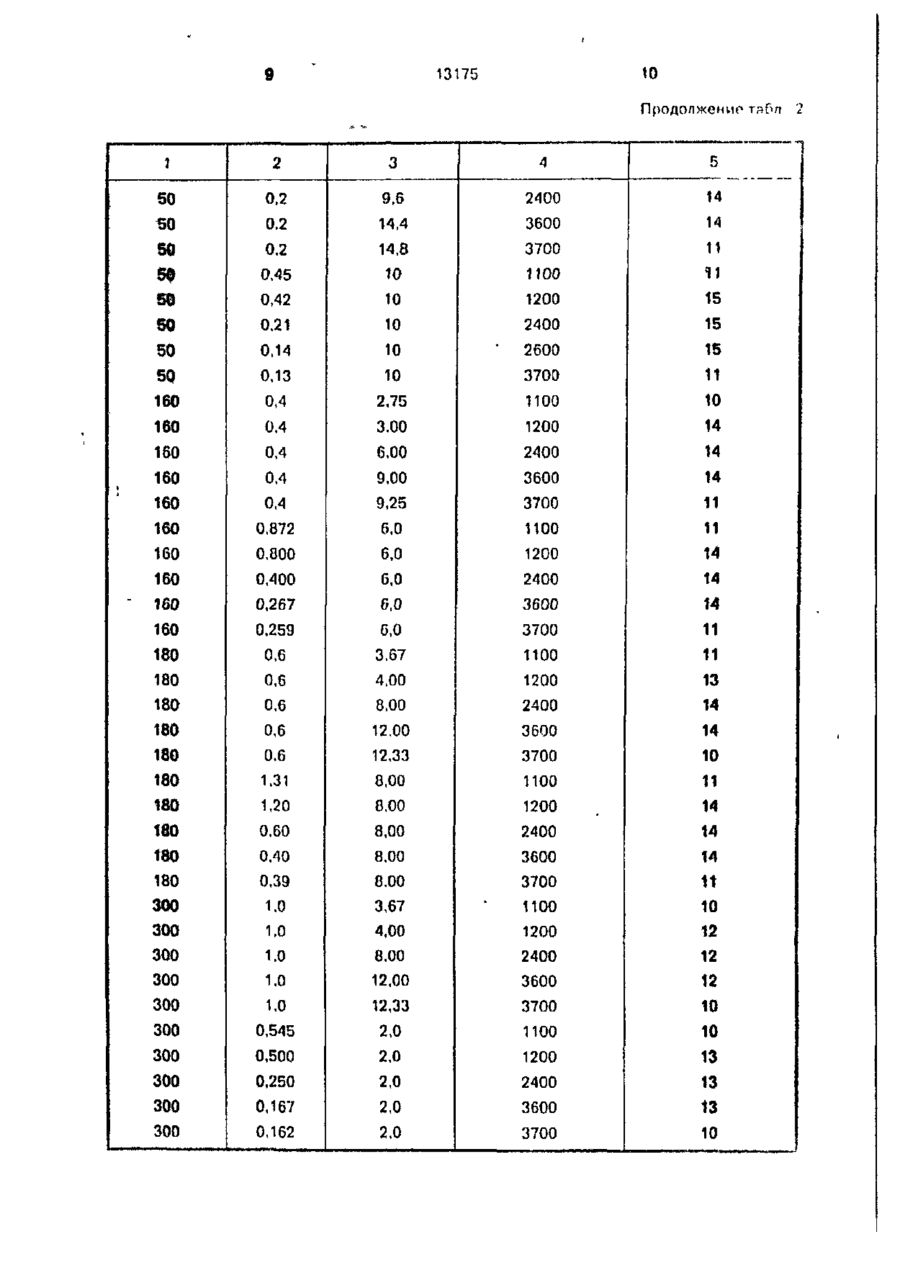
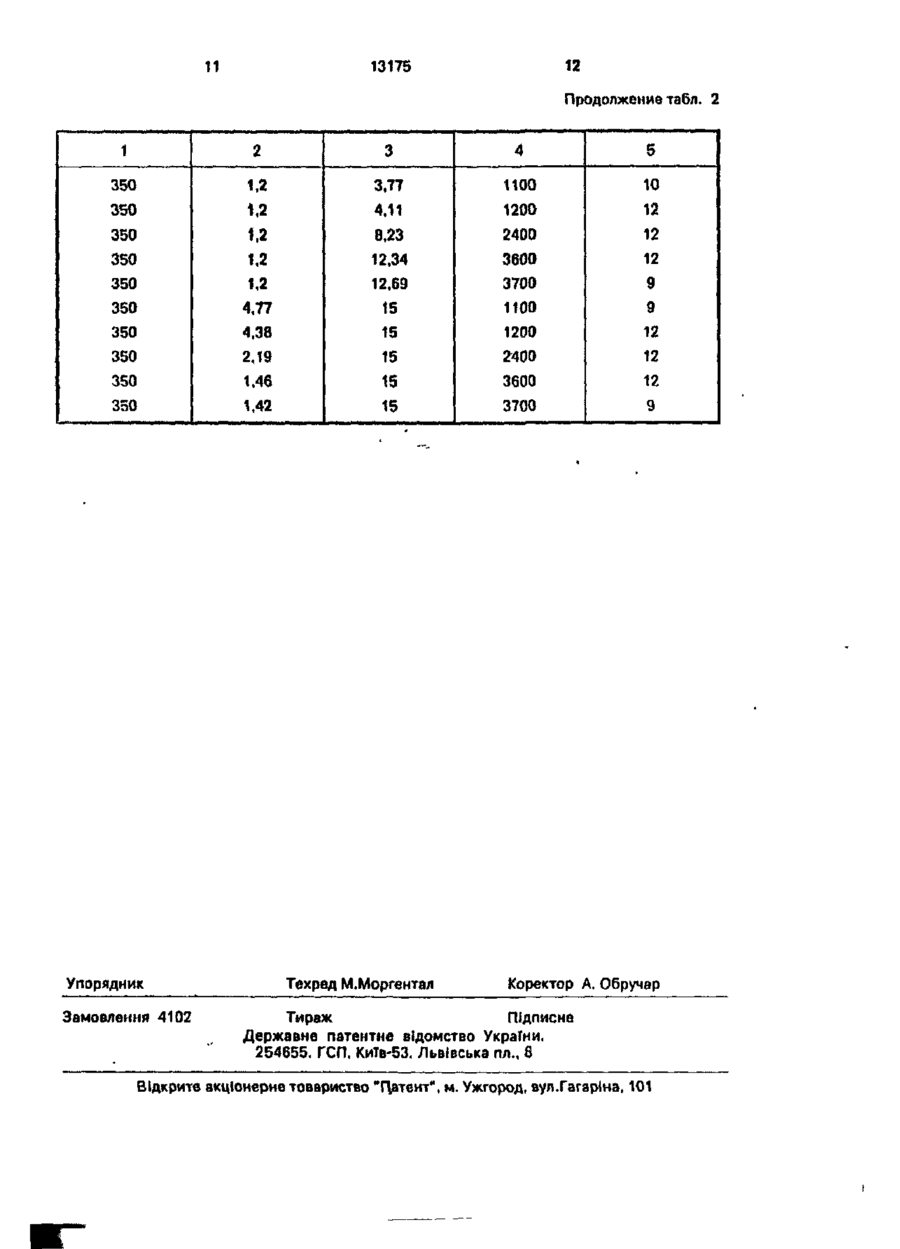
УКРАЇНА (19) UА,„, 13175 „> СІ , (505 С 21 С 5/44 ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО ОПИС ДО ПАТЕНТУ НА ВИНАХІД (54) СПОСІБ ФАКЕЛЬНОГО ТОРКРЕТУВАННЯ ФУТЕРОВКИ КОНВЕРТОРА 1 (20)94321825, 19.04.93 (21)4899909/51) (22)08.01.91 (24)28.02.97 (46)28.02.97. Бюл. № 1 (56) 1. Авторское свидетельство СССР № 1154954,кл. С 21 С 5/44, 1983, непубл. 2. Решение о выдаче авторского свидетельства СССР от 18.06.91 по заявке № 4814849/02,кл. С 21 С 5/44, 1990. непубп. (72) Моїсеєнко Валерій Дмитрович, Должен* ко Федір Єгорович, Штепа Євген Дмитрович, Носов Костянтин Григорович, Саврзнський Леонід Валентинович, Смесь Микола Михайлович, Порхун Валентин Гаврилович, Терзіян Сергій Павлович (73) Моїсеєнко Валерій Дмитрович (UA) (57) 1. Способ факельного торкретирования футеровки конвертера, включающий нанесение при помощи фурмы с соплами многослойного торкретпокрытия путем вращения факела вокруг вертикальной оси и его перемещение в вертикальном направлении, изменение направления вращения фурмы на где В - угловая скорость вращения фурмы, об/мин (мин' ); Р - расход торкретмассы, т/мин; С - садка конвертера, т; 1200...3600 - безразмерный эмпирический коэффициент. Изобретение относится к черной металлургии, конкретно - к способам горячего ремонта футеровки конвертера. Известен способ факельного торкретирования футеровки, включающий нанесение торкретпокрытия в виде спиральных слоев, перемещая топливно-кислородный факел по винтовой линии (авт.св. № 1154954, кл. С 21 С 5/44, 1982, ДСП). Данный способ снижает скорость растворения покрытия за счет снижения площади контактной поверхности. Однако спиральное покрытие обладает низкой строительной прочностью, что приводит к отслаиванию больших участков покрытия под действием термических напряжений и механических воздействий. Таким образом известный способ не обеспечивает заметного повышения стойкости торкретирования. Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ факельного торкретирования, включающий нанесения противоположное после каждого полного оборота фурмы вокруг вертикальной оси, о т л и ч а ю щ и й с я тем, что перемещение фурмы по вергикали осуществляют ступенчато с шагом, равным 1,2-1,8 расстояния между ее верхним и нижним соплами, причем при вертикальном перемещении прекращают вращение фурмы, 2. Способ факельного торкретирования футеровки конвертера по п.1, о т л и ч а ю щийся тем. что угловую скорость вращения фурмы устанавливают в зависимости от садки конвертера и секундного расхода юркретмассы по соотношению В =(1200. .3600) £ . С > О 13175 правленной структурой, что дает возможность сочетать высокую прочность с повышенной стойкостью и растрескиванию под действием термических и механических напряжений. Противоположная ориентация структуры каждого слоя достигается реверсированием фурмы после каждого полного оборота, что создает условия для повышения стойкости покрытия. Ступенчатое перемещение Фурмы обеспечивает формирование отдельных блоков покрытия, а регламентированный шаг перемещения фурмы обеспечивает формирование надежной связи между блоками. Прекращение вращения на время вертикального перемещения необходимо для исключения создания спиральной перемычки между слоями, являющейся концентратором напряжений и снижающей стойкость футеровки. Для повышения стойкости покрытия скорость вращения фурмы должна выбираться не произвольно, а с учетом расхода торкретмассы и садки конвертера, так как эти два параметра определяют интенсивность покрытия наносимым материалом футеровки конвертера. При количестве слоев в каждом блоке менее 2, (т.е. одного) не обеспечивается создания "эластичного" покрытия, т.е. покрытие получается не термостойким, склонным к растрескиванию и с пониженным сроком службы. При количестве слоев в каждом блоке более 4, роста термостойкости не наблюдается, а повышенная толщина покрытия приводит к возникновению в нем усадочных явлений, создающих напряжения в покрытии и снижающих срок сто службы. Торкретмассу согласно заявляемому изобретению наносят через фурму, содержащую сопловой блок, т.е. сопла для подачи торкретмассы рассредотачивают как по окружности поперечного сечения фурм,так и по ее длине. Длина соплового блока - это расстояние между крайним верхним и крайним нижним соплами. При шаге перемещения фурмы менее 1,2 длины соплового блока происходит наB=(12G0...3600)~ ( ложение слоев покрытия, нанесенного на предыдущем и последующем шаге торкрегде В - угловая скорость вращения фурмы, 50 тирования. Это связано с тем, что факел не иб./мин (мин" ); сохраняет цилиндрической формы после выР - расход торкретмассы, т/мин; хода из сопла, а стремится к комической форС - садка конвертера, т; ме, при этом покрытие наносится на участок (1200...3600)-безразмерный эмпиричефутеровки, превышающий по высоте длину ский коэффициент. 55 соплового блока. Вместе с тем концентрация Нанесение торкретпокрытия кольцевыторкретмассы по периферии факела значими блоками обеспечивает существенное пательно ниже чем в его ядре, что вынуждает сы шение строительной прочности определить шаг перемещения фурмы эмпипокрытия, тем более что блоки компонуются рически. При шаге перемещения фурмы боїм отдельных слоев, с противоположно налее 1,8длины соплового блока, толщина слоя торкретпокрытия s виде спиральных слоев путем вращения факела вокруг вертикальной оси и изменения направления вращения посла каждого полного оборота и одновременного его возвратно-поступа- 5 тельного движения (заявка № 4814849/02, кл С 21 С 5/44, 1990, непубл. решение о выдаче авт.св. от 18.06.91 г.). В известном способе факельного торкретирования факел вращают вокруг верти- 10 кальной оси и перемещают о вертикальном направлении и после каждого полного оборота меняют направление вращения факела, что приводит к тому, что в многослойном покрытии между отдельными слоями покры- 15 тия образуются спиральные перемычки, которые в условиях работы конвертера являются концентраторами напряжения, за счет чего ухудшаютсч эксплутационные характеристики и понижается стойкость торк- 20 ретпокрьпия. В основу изобретения поставлена задача усовершенствовать способ футеровки конвертера путем изменения траектории перемещения фурмы по вертикали и скоро- 25 сти вращения фурмы вокруг оси. Согласно изобретению в известном способе факельного торкретирования футерозки конвертера, включающем нанесение при помощи фурмы с соплами многослойно- 30 го торкрегпохрытия путем вращения факела вокруг вертикальной оси и его перемещение в вертикальном направлении, изменение направления вращения фурмы на противоположное после каждого полного оборота 35 фурмы вокруг вертикальной оси, перемещение Фурмы по вертикали осуществляют ступенчато с шагом, равным (1,2-1,8) расстояния между верхним и нижним соплами, причем при вертикальном перемещении 40 прекращают сращение фурмы. Кроме того, угловую скорость вращения фурмы устанавливают в зависимости отсадки конвертера и секундного расхода торкретмассы по отношению: 45 13175 торкретпокрытия между отдельными его блоками снижается, что приводит к снижению строительной прочности покоытия, снижению срока его службы и создает условия для локального разрушения футеровки 5 между основными блоками покрытия, Промышленные исследования, проведенные авторами при торкретировании кислородных конвертеров различной емкости, показали, что для каждой емкости конверте- 10 ра существует своя оптимальная скорость вращения торкретфурмы. Эта скорость прямо пропорциональна расходу торкретмассы в единицу времени и обратно пропорциональна садке (емкости) конвертера. Наличие 15 такой зависимости обусловлено тем, что в общем случае существует оптимальная плотность нанесения торкретпокрытия (или, что то же самое, оптимальная толщина единичного слоя покрытия). Чем больше расход 20 торкретмассы, тем большей должна быть скорость вращения для стабилизации толщины слоя покрытия, одновременно, чем больше емкость конвертера, т.е. его диаметр, тем скорость вращения должна быть 25 меньше для поддержания на оптимальном уровне линейной скорости перемещения факела вдоль футеровки и сохранения оптимального значения толщины торкретслоя. Наиболее важным элементом этой зависи- 30 мости является численное значение эмпирического коэффициента, определяющего фактический масштаб соотношения садки конвертера, расхода торкретмассы и угловой скорости вращения. Определить значе- 35 ние этого коэффициента теоретически не представляется возможным, в связи с чем он был экспериментально установлен авторами. При значении эмпирического коэффициента менее 1200 толщина слоя 40 торкретпокрытия возрастает сверх оптимального значения, приводит к снижению его плотности, возникновению усадочных явлений, повышению склонности к растрескиванию и, в конечном итоге, к снижению 45 срока службы покрытия. При значении эмпирического коэффициента более 3600 возникают несплошности в наносимом слое, при этом физико-химические свойства покрытия имеют различные 50 значения по периметру конвертера. Это приводит к возникновению термических напряжений при эксплуатации покрытия, сколам, отслаиванию, к снижению срока его службы. Заявляемый способ реализуется следу- 55 ющим образом. После слива металла и шлака кислородный конвертер переводят в вертикальное положение и осуществляют подачу через специальную фурму с блоком сопел подачу торкретмассы в потоке воздуха и кислорода В качестве торкретмассы при проведении экспериментов использовали смесь 25% по рошка кокса (фракция - 0.5 мм) и 75% магнезита, фракция (-0,1 мм). Расход кислорода устанавливали равным 1,1 от стехиометрически необходимого. Определение стойкости покрытия осуществляли с помощью метода радиоактивных изотопов, для чего перед торкретированием в конвертер вводили радиоактивный изотоп, закрепление изотопа на станке конвертера в районе производили с помощью огнеупорной глины. После каждой плавки производили отбор пробы шлака. Появление в шлаке радиоактивности свидетельствовало о полном растворении торкретпокрытия. На первом этапе исследование проводили на 180 т конвертера с использованием фурмы с сопловым блоком длиной 1,4 м. Параметры торкретирования и стойкость торкретпокрытия приведены в табл.1. При проведении исследований применяли фурму с 4-рядным расположением сопел по 4 сопла в каждом ряду, длина соплового блока 1.4 м, расстояние от крайнего сопла до торца фурмы 0,2 м. Анализ полученных результатов показывает, что реализация предлагаемого способа обеспечивает существенное повышение стойкости покрытия при одновременном выполнении всех требований, ограничивающих режимные параметры процесса. На втором этапе исследования были проведены эксперименты в кислородных конвертерах емкостью 50, 160. 180, 300, 350 т, в ходе которых было определено рациональное соотношение между скоростью вращения фурмы, расходом торкретмэссы и садкой конвертера Параметром оптимизации служила стойкость покрытия, определенная также, как и в первой серии экспериментов. Во второй серии торкретирование проводили с оптимальными параметрами способа, т.е. покрытие наносили в виде 3-х слойных кольцевых блоков, реверсируя фурму после каждого оборота. Шаг перемещения фурмы составлял 1,5 длины соплового блока (2,1 м), во время вертикального перемещения фурму не вращали. Результаты второй серии экспериментов представлены в табл.2. Анализ полученных результатов показывает, что оптимизация скорости вращения фурмы обеспечивает усиление положительного эффекта, т.е. приводит к дополнительному росту стойкости футеровки на 2-3 плавки. 13175 Таблица 1 К-во слоев Шаг пере Стойкость покрытия Шаг перемеще в каждом мещения ния фурмы, доля бпоке по- Фурмы, м от длины сопловокрытия, шт. го блока плавок всего, ч стойкость покрытия плавок 1 1,40 1.0 3 2.5 1.16 1 1.68 1.2 3 2,4 1.12 1 2.10 1,5 3 2.5 1,16 1 2.52 1,8 4 3,3 1.6 1 2.80 2,0 3 2.6 1,18 2 1,40 1,0 5 4.2 2,0 2 1,68 1,2 9 7.5 3.5 2 2.10 1.5 10 8.3 3.9 2 2.52 1.8 10 8,4 4,0 2 2,80 2.0 *~5 4,3 2.0 3 1,40 1.0 5 4.2 2,1 3 1,68 1,2 10 8,5 4.3 3 2,10 45 11 9,1 4,2 3 2,52 1,8 10 8.6 4,0 3 2,80 2,0 5 4,3 2.1 4 1,60 1,0 5 4,3 2.0 4 1,68 1,2 9 7,6 3.6 4 2,10 1,5 9 7.7 3,6 4 2,52 1,8 9 7.5 3,8 4, 2,80 2,0 5 4.0 1,9 5 1,40 1.0 4 3.2 1.5 5 1.68 1.2 4 3,4 1,8 5 1,5 3 2,6 1,2 5 2,10 2,52 1,8 3 2.4 1,2 5 2.60 2,0 _ 3 2.4 1.2 5 4,2 2,0 П рсІ Т О Т И П Таблица 2 Садка конвер- Расход тортера, т кретмассы, т/мин 1 2 50 50 0,200 0.200 * Скорость вращения фурмы, мин"1 Значение эмпириче- Стойкость покрытия, плавок ского коэффициента, ВхС Р 3 4 5 4,4 4,8 1100 1200 11 14 10 13175 Продолжение 2 4 5 50 02 , 96 . 2400 14 50 02 . 14.4 3600 14 50 50 50 50 50 50 02 . 14.8 3700 11 0.45 to 1Ю0 11 0.42 10 1200 15 0.21 10 2400 15 0.14 10 2600 15 0.13 10 3700 11 160 04 , 2.75 1100 10 160 04 . 3,00 1200 14 160 04 , 6.00 2400 14 160 1 3 04 . 9,00 3600 14 160 04 . 9,25 3700 11 160 0.872 60 , 1100 1 1 160 0,800 60 , 1200 14 160 0,400 60 , 2400 14 160 0,267 60 , 3600 14 160 0.259 60 . 3700 11 180 180 06 , 3.67 1100 11 06 , 4,00 1200 180 06 , 8.00 2400 13 14 160 06 , 12.00 3600 14 180 06 . 12.33 3700 10 180 1.31 8,00 1100 11 180 1,20 8.00 1200 180 180 0,60 8,00 2400 14 14 0.40 8,00 3600 14 180 0.39 3700 It 300 10 . 8.00 3,67 1100 10 300 300 10 . 1200 2400 12 12 300 10 . 10 . 4,00 8,00 12.00 3600 12 300 10 . 12,33 3700 10 300 0.545 20 , 1100 10 300 0.500 20 , 1200 13 300 0,250 20 , 2400 13 300 300 0,167 20 , 3600 13 0,162 20 . 3700 10 ' I 11 12 13175 Продолжение табл. 2 1 2 3 4 5 350 350 350 350 350 350 350 350 350 350 12 , 12 , 12 . 12 , 3,77 1100 1200 2400 3600 3700 1100 1200 2400 3600 3700 10 Упорядник Замовлення 4102 12 , 4,77 4.38 2,19 1.46 1.42 41 .1 8,23 12,34 12,69 15 15 15 15 15 Техред М.Моргентал 12 12 12 9 9 12 12 12 9 Коректор А. Обручар Тираж Підписне Державне патентне відомство України, 254655. ГСП. КиТв-53, Львівська пл.. 8 Відкрите акціонерне товариство "Гіатеит", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for torch gunning of converter lining
Автори англійськоюMoiseenko Valerii Dmytrovych, Dolzhenkov Fedir Yehorovych, Shtepa Yevhen Dmytrovych, Nosov Kostiantyn Hryhorovych, Savranskyi Leonid Valentynovych, Omes' Mykola Mykhailovych, Porkhun Valentyn Havrylovych, Terziian Serhii Pavlovych
Назва патенту російськоюСпособ факельного торкретирования футеровки конвертера
Автори російськоюМоисеенуко Валерий Дмитриевич, Долженков Федор Егорович, Штепа Евгений Дмитриевич, Носов Константин Григорьевич, Савранский Леонид Валентинович, Омесь Никорлай Михайлович, Порхун Валентин Гаврилович, Терзиян Сергей Павлович
МПК / Мітки
МПК: C21C 5/44
Мітки: спосіб, факельного, футеровки, конвертора, торкретування
Код посилання
<a href="https://ua.patents.su/6-13175-sposib-fakelnogo-torkretuvannya-futerovki-konvertora.html" target="_blank" rel="follow" title="База патентів України">Спосіб факельного торкретування футеровки конвертора</a>
Фурма для факельного торкретування футеровки кисневих конверторів
Номер патенту: 11120
Опубліковано: 25.12.1996
Автори: Моісеєнко Валерій Дмитрович, Порхун Валентин Гаврилович, Терзіян Сергій Павлович, Шаповал Григорій Лук'янович, Носов Константин Григорович, Штепа Євген Дмитрович, Боровиков Геннадій Федорович, Долженков Федір Єгорович
МПК: C21C 5/44
Мітки: торкретування, конверторів, фурма, футеровки, кисневих, факельного
Текст:
...интенсивной турбулизации. Поток кислорода, проходя по тракту 6, попадает в конический расширяющийся ресивер 16, после чего разгоняется до звуковой скорости в цилиндрических кольцевых щелевых со- 30 плах 12, диафрагмы 11 и через резонансную камеру 15 подается в систему кольцевой щели 13 и наклонных цилиндрических сопел 14. Поток кислорода при этом приобретает волновую структуру за счет возникновения об- 35 ратных ударов вследствие различия в...
Спосіб торкретування футеровки агрегатів циліндрічної форми
Номер патенту: 12277
Опубліковано: 25.12.1996
Автори: Трохименко Анатолій Леонтійович, Мигаль Михайло Степанович
МПК: C21C 5/44
Мітки: торкретування, футеровки, форми, спосіб, агрегатів, циліндричної
Формула / Реферат:
Способ торкретирования футеровки агрегатов цилиндрической формы, например, миксера, включающий нанесение торкрет-покрытия по всему периметру футеровки слоями толщиной 30 - 50 мм и высотой 300 - 500 мм, заливку чугуна в миксер после нанесения каждого слоя и выдержку чугуна в миксере после выполнения всего торкрет-покрытия, отличающийся тем, что, с целью повышения стойкости торкрет-покрытия, заливку чугуна осуществляют со скоростью подъема...
Торкретмаса для факельного торкретування конвертерів
Номер патенту: 8298
Опубліковано: 29.03.1996
Автори: Люкшин Анатолій Олександрович, Моісеєнко Валерій Дмитрович, Тільга Степан Сергійович, Омесь Микола Михайлович, Кучер Василь Іванович, Савранський Леонід Валентинович, Боровиков Генадій Федорович, Порхун Валентин Гаврилович
МПК: C21C 5/44
Мітки: торкретмаса, конвертерів, торкретування, факельного
Формула / Реферат:
Торкретмасса для факельного торкретирования конвертеров, содержащая горючий сланец-концентрат и основной огнеупорный материал, отличающаяся тем, что она в качестве основного огнеупорного материала содержит магнезит или доломит, или их смесь и дополнительно содержит керогенсодержащий известняк при следующем соотношении компонентов, мае. %:магнезит, доломит или их смесь 30...65 горючий сланец-концентрат...
Торкретмаса для факельного торкретування конвертерів

Номер патенту: 3870
Опубліковано: 27.12.1994
Автори: Долженков Федір Єгорович, Омесь Микола Михайлович, Шаповал Григій Лукьянович, Моісеєнко Валерій Дмитрович, Порхун Валентин Гаврилович, Штепа Євген Дмитрович, Терзіян Сергій Павлович, Тільга Степан Сергійович
МПК: C21C 5/44
Мітки: факельного, конвертерів, торкретування, торкретмаса
Формула / Реферат:
Торкретмасса для факельного торкретирования конвертеров, включающая огнеупорный магнезитовый материал и горючий сланец, отличающаяся тем, что она дополнительно содержит в качестве огнеупорной составляющей известняк при массовом соотношении известняка и магнезита, равном 1-(0,2-0,4), при следующем соотношении компонентов торкретмассы, мас.%: горючий сланец 35-50 огнеупорный материал (магнезит и...
Спосіб захисту футеровки конвертерів та інших сталеплавильних агрегатів з продувкою зверху через ізольовану від металоконструкції і землі фурму, що охолоджується водою
Номер патенту: 2642
Опубліковано: 26.12.1994
Автори: Курдюков Анатолій Андрійович, Каніщев Дмитро Федорович, Казаков Олексій Олексійович, Виноградов Микола Михайлович, Морозов Володимир Борисович, Матвеєв Юрій Володимирович, Перегудов Олексій Спиридонович, Шевченко Віктор Іванович, Антонов Станіслав Володимирович
Мітки: водою, землі, футеровки, металоконструкції, продувкою, захисту, ізольовану, конвертерів, агрегатів, фурму, інших, сталеплавильних, спосіб, зверху, охолоджується
Формула / Реферат:
Способ защиты футеровки конвертеров и других сталеплавильных агрегатов с продувкой сверху через водоохлаждаемую изолированную от металлоконструкций и земли фурму, включающий подвод электрического тока к токопроводящей футеровке от одного из полюсов источника постоянного тока, отличающийся тем, что другой полюс источника постоянного тока соединяют с фурмой и во время продувки пропускают электрический ток между фурмой и футеровкой, а...
Попередній патент: Спосіб регулювання гальмових сил транспортного засобу
Наступний патент: Двурядна роликова розкатка
Випадковий патент: Спосіб одержання суттєво очищених капсульних полісахаридів з лізату клітин streptococcus pneumoniae