Спосіб торкретування футеровки агрегатів циліндрічної форми
Номер патенту: 12277
Опубліковано: 25.12.1996
Автори: Мигаль Михайло Степанович, Трохименко Анатолій Леонтійович
Формула / Реферат
Способ торкретирования футеровки агрегатов цилиндрической формы, например, миксера, включающий нанесение торкрет-покрытия по всему периметру футеровки слоями толщиной 30 - 50 мм и высотой 300 - 500 мм, заливку чугуна в миксер после нанесения каждого слоя и выдержку чугуна в миксере после выполнения всего торкрет-покрытия, отличающийся тем, что, с целью повышения стойкости торкрет-покрытия, заливку чугуна осуществляют со скоростью подъема его уровня в миксере 20-50 мм/мин и после нанесения каждого слоя торкрет-покрытия делают выдержку в течение 30-60 мин, а выдержку чугуна после нанесения всего торкрет-покрытия производят в течение 90-180 мин.
Текст
^^% в в (61) Дополнительное к авт. свид-ву (22)3аяелено 10.05,79 (21) 2789205/22-02 С 21 С 5/44 2 3 . 0 6 . 8 1 . Бюллетень № 23 и открыт»» убликовання описания (72) Авторы изобретения 26*06,81 ,413(088.8) А. Л. Трофименко и М. С. Мигаль (71) Заявитель (54) СПОСОБ ТОРКРЕТИРОВАНИЯ ФУТЕРОВКИ АГРЕГАТОВ ЦИЛИНДРИЧЕСКОЙ ФОРМ)! 1 Изобретение относится к металлургии и может быть использовано, например , при торкретировании агрегатов цилиндрической формы, в частности, миксеров и других тепловых агрегатов, предназначенных для хранения и пере- ' воаки жидкого металла. Известен способ торкретирования футеровки агрегатов цилиндрической формы, включающий нанесение на футеровку огнеупорной массы посредством кислородной струи и заливку чугуна в агрегат. Торкрет-массу загружают на поверхность чугуна, а струю кислорода направляют на смесь танген15 циального и придают ей вращательное движение с радиальным перемещением Известный способ торкретирования не позволяет равномерно нанести огнеупорное покрытие на изношенную футеровку, что снижает качество наварки. Требуются специапьные кислородные установки и оборудование. Применение известного способа связано с ухудшением условий труда и техники безопасности обслуживающего персонала. При подаче кислорода под давлением на жидкий чугун происходит бурное разбрызгивание металла и окисление его примесей, что приводит к большому выделению загрязненного газа в окружающую среду. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ торкретирования футеровки агрегатов цилиндрической формы, включающий нанесение торкрет-покрытия по всему периметру футеровки слоями толщиной 30-50 мм и высотой 300-350 мм, заливку чугуна в миксер после нанесения каждого слоя ' выдержку чугуна в мики сере после нанесения всего торкретпокрытия [2], Однако известный способ торкретирования не содержит конкретных указаний по режиму нанесения торкрет массы, что приводит к нестабильности показателей стойкости футеровки.. Цель изобретения - повышение стойкости футеровки. Указанная цель достигается тем, что заливку чугуна осуществляют со ,скоростью подъема его уровня в миксере 20-50 мм/мин и после нанесения каждого слоя торкрет-покрытия делают выдержку в течение 30-60 мин, а выдержку чугуна после нанесения всего торкрет—покрытия производят в т е ч е ние 90-180 мин. Способ осуществляют следующим образом, 33 А первому. После нанесения всего торкрет-покрытия чугун выдерживают в миксере в течение 90-180 мин. Предлагаемый способ торкретирования позволяет обеспечить повышение стойкости футеровки и снизить расход торкрет-массы за счет сокращения количества операций обновления наварки» ю Формула изобретения Способ торкретирования футеровки агрегатов цилиндрической формы, например, миксера, включающий нанесение торкрет-покрытия по всему периметру 15 футеровки слоями толщиной 30-50 мм и высотой 300-500 мм, заливку чугуна в миксер после нанесения каждого Перед торкретированием миксер слоя и выдержку чугуна в миксере пососвобождают от чугуна до уровня изноле выполнения всего торкрет-покрытия, шенной кладки. Нанесение торкрет-мастем, что, сы, например магнезитового порошка, 20 о т л и ч а ю щ и й с я с целью повышения стойкости торкретпроизводят слоями в направлении снизу вверх. Торкрет—слой наносится т а к , что- покрытия, заливку чугуна осуществляют со скоростью подъема его уровня бы высота насыпного слоя наварки была в миксере 20-50 мм/мин и после нанеодинаковой. После нанесения торкретслоя толщиной 30-50- мм и высотой 300- 25 сения каждого слоя торкрет-покрытия делают выдержку в течение 30-60 мин, 500 мм производят заливку чугуна в а выдержку чугуна после нанесения миксер со скоростью подъема его уроввсего торкрет-покрытия производят ня 20-50 мм/мин до 2/3 высоты насыпв течение 90-180 мин» ного слоя торкрет-массы и осуществляют выдержку 30-60 мин. Снижение скорости 30 Источники информации» заливки чугуна уменьшает размыв торк-„ принятые во внимание при экспертизе р е т - с л о я , а выдержка чугуна в миксере I. Авторское свидетельство СССР после нанесения каждого слоя наварки № 515792, С 21 С 5/44, 1973. обеспечивает увеличение ее прочности. 2."Огнеупоры? 1973 9 W 8, с. 25-28,35 Последующие слои наносят аналогично 1973. Редактор М. Ликович Составитель А. Чертов Техред .А.Савка Корректор С. Шекмар Заказ 4667/34 Тираж 618 Подписное ВНЙИПИ Государственного комитета СССР по делам изобретений и открытий ІІЗО35, Москва, Ж-35, Раушская н а б . , д . 4/5 Филиал ТЇЇІЇЇ Патент , г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for gunning of lining of aggregates of cylindrical form
Автори англійськоюTrokhymenko Anatolii Leontiiovych, Myhal Mykhailo Stepanovych
Назва патенту російськоюСпособ торкретирования футеровки агрегатов цилиндрической формы
Автори російськоюТрохименко Анатолий Леонтиевич, Мигаль Михаил Степанович
МПК / Мітки
МПК: C21C 5/44
Мітки: циліндричної, агрегатів, форми, футеровки, спосіб, торкретування
Код посилання
<a href="https://ua.patents.su/2-12277-sposib-torkretuvannya-futerovki-agregativ-cilindrichno-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб торкретування футеровки агрегатів циліндрічної форми</a>
Торкретмасса для смолоскипного торкретування
Номер патенту: 2150
Опубліковано: 26.12.1994
Автори: Кочевенко Іван Іванович, Штепа Євгеній Дмитрович, Моісєєнко Валерій Дмитрович, Кукурузняк Іван Савич, Долженков Федір Єгорович, Порхун Валентин Гаврилович, Носов Константин Григорович, Шаповал Георгій Лук'янович
МПК: C04B 35/66, C04B 35/515
Мітки: смолоскипного, торкретмасса, торкретування
Формула / Реферат:
Торкрет-масса для факельного торкретирования футеровки металлургических агрегатов на основе сланецсодержащего компонента, отличающаяся тем, что, с целью повышения стойкости торкрет-покрытия, стабильности состава торкрет-массы, она дополнительно содержит магнезит, а в качестве сланецсодержащего компонента — сланец-концентрат при следующем соотношении компонентов, мас.%:сланец-концентрат ...
Спосіб захисту футеровки міксера
Номер патенту: 11330
Опубліковано: 25.12.1996
Автор: Шаповалов Едуард Васильович
МПК: C21C 1/06
Мітки: захисту, міксера, спосіб, футеровки
Формула / Реферат:
Способ защиты футеровки миксера, включающий обмазку его внутренней поверхности с последующей сушкой, отличающийся тем, что, с целью повышения срока службы футеровки миксера, обмазку из углеродсодержащей смеси, пропитанной каменноугольной смолой или обезвоженным мазутом, наносят полосами переменной толщины с увеличением к средине подины и обжигают при повышении температуры до 1350-1450°С, после чего выдерживают в течение не менее часа.
Спосіб захисту футеровки конвертерів та інших сталеплавильних агрегатів з продувкою зверху через ізольовану від металоконструкції і землі фурму, що охолоджується водою
Номер патенту: 2642
Опубліковано: 26.12.1994
Автори: Морозов Володимир Борисович, Казаков Олексій Олексійович, Перегудов Олексій Спиридонович, Курдюков Анатолій Андрійович, Антонов Станіслав Володимирович, Виноградов Микола Михайлович, Каніщев Дмитро Федорович, Шевченко Віктор Іванович, Матвеєв Юрій Володимирович
Мітки: конвертерів, спосіб, водою, продувкою, сталеплавильних, захисту, футеровки, металоконструкції, землі, агрегатів, зверху, інших, охолоджується, фурму, ізольовану
Формула / Реферат:
Способ защиты футеровки конвертеров и других сталеплавильных агрегатов с продувкой сверху через водоохлаждаемую изолированную от металлоконструкций и земли фурму, включающий подвод электрического тока к токопроводящей футеровке от одного из полюсов источника постоянного тока, отличающийся тем, что другой полюс источника постоянного тока соединяют с фурмой и во время продувки пропускают электрический ток между фурмой и футеровкой, а...
Пристрій для руйнування футеровки плавильних агрегатів
Номер патенту: 4405
Опубліковано: 27.12.1994
Автори: Форіков Боріс Іванович, Тимошкін Віктор Андрійович, Захар'ін Олег Миколайович, Попова Ірина Всеволодівна, Мішин Володимир Васильович, Хагажіїв Джонсон Талович, Клепка Володимир Пилипович, Зябрев Володимир Олександрович, Чихачев Віктор Андрійович
Мітки: пристрій, руйнування, агрегатів, футеровки, плавильних
Формула / Реферат:
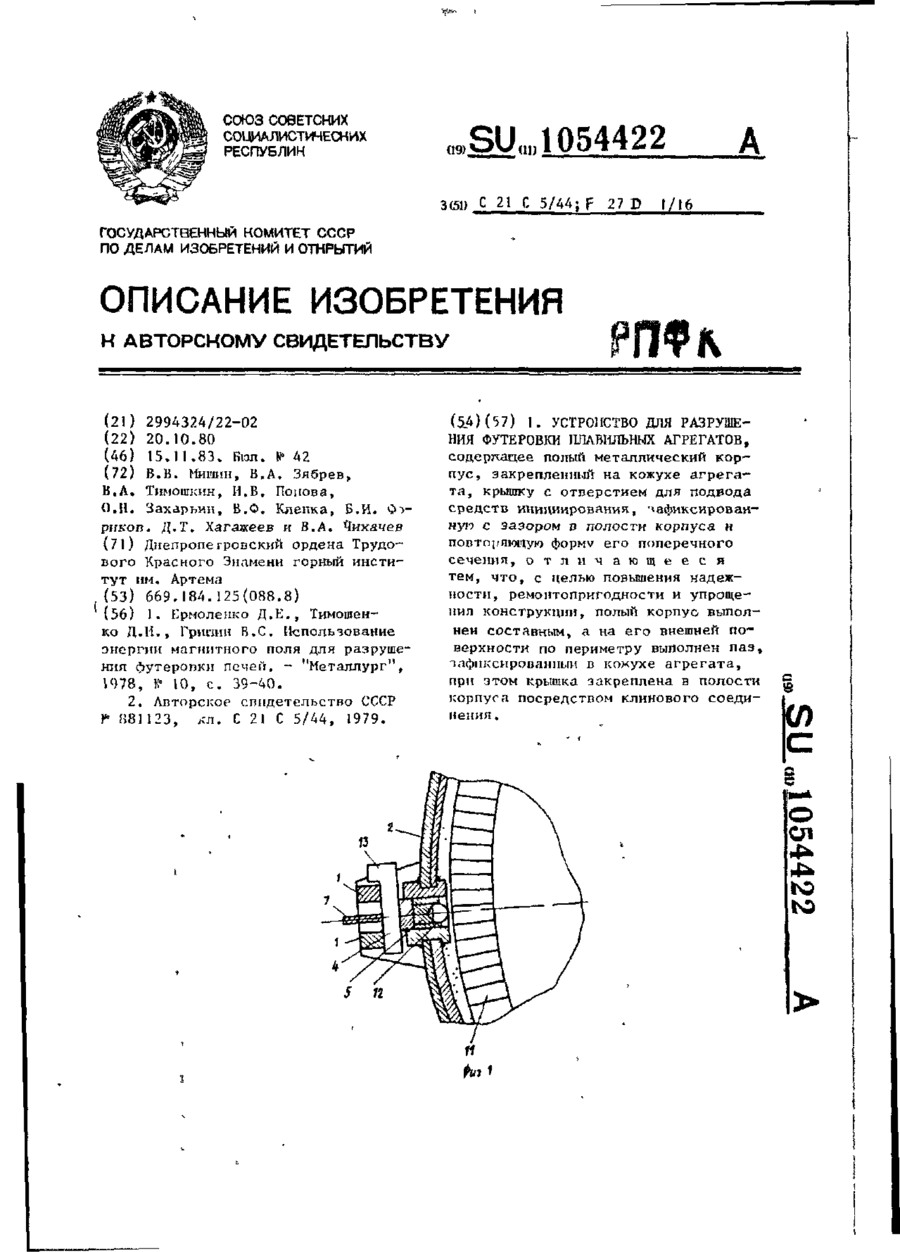
1. Устройство для разрушения футеровки плавильных агрегатов, содержащее палый металлический корпус, закрепленный на кожухе агрегата, крышку с отверстием для подвода средств инициирования, зафиксированную с зазором в полости корпуса и повторяющую форму его поперечного сечения, отличающееся тем, что, с целью повышения надежности, ремонтопригодности и упрощения конструкции, палый корпус выполнен составным, а на его внешней поверхности по...
Спосіб футеровки порожнистих металічних деталей

Номер патенту: 7126
Опубліковано: 30.06.1995
Автори: Величко Борис Федорович, Ермаков Віктор Васильович, Невідомський Володимир Олексійович, Вагін Віктор Васильович, Мангатов Володимир Михайлович
МПК: F16L 58/02
Мітки: спосіб, порожнистих, металічних, деталей, футеровки
Формула / Реферат:
Способ футеровки полых металлических деталей, включающий заливку полости деталей, оснащенных кольцевыми отсекателями, силикатным расплавом, выдержку и последующий слив остатка расплава, отличающийся тем, что, с целью получения футеровочного слоя заданной толщины, перед заливкой силикатного расплава в полость детали на расстояние, равное толщине футеровочного слоя, устанавливают кольцевые отсекатели и электроизолируют их в течение процесса...
Попередній патент: Штамп для штампування виробів з площинних заготівок
Наступний патент: Спосіб одержання порошку алюмінію
Випадковий патент: Вантажопоршневий манометр