Двонитковий довгоправочний стан для волочіння труб
Номер патенту: 13740
Опубліковано: 25.04.1997
Автори: Бабасов Михайло Владимирович, Семенов Олег Олексійович, Ламін Алєксандр Борісовіч,, Миргородський Євген Вадимович, Кузнєцов Андрєй Лєонідовіч,, Хижняк Володимир Дмитрович, Хаустов Георгій Іосифович, Єрємєєв Валєрій Константіновіч,, Чуб Анатолій Васильович, Вєдєрніков Алєксандр Константіновіч,, Лобанов Олександр Іванович, Куценко Олександр Іванович

Текст
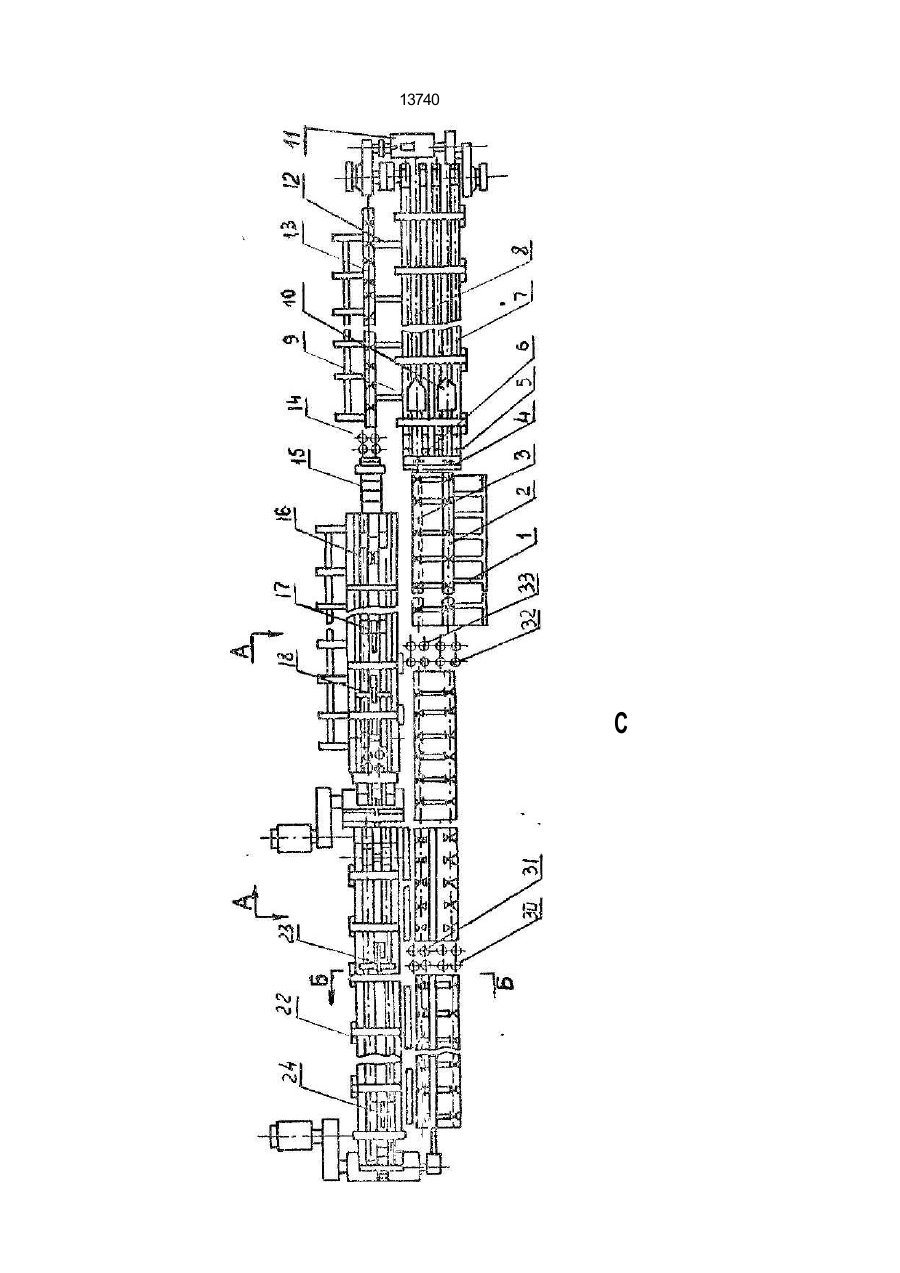
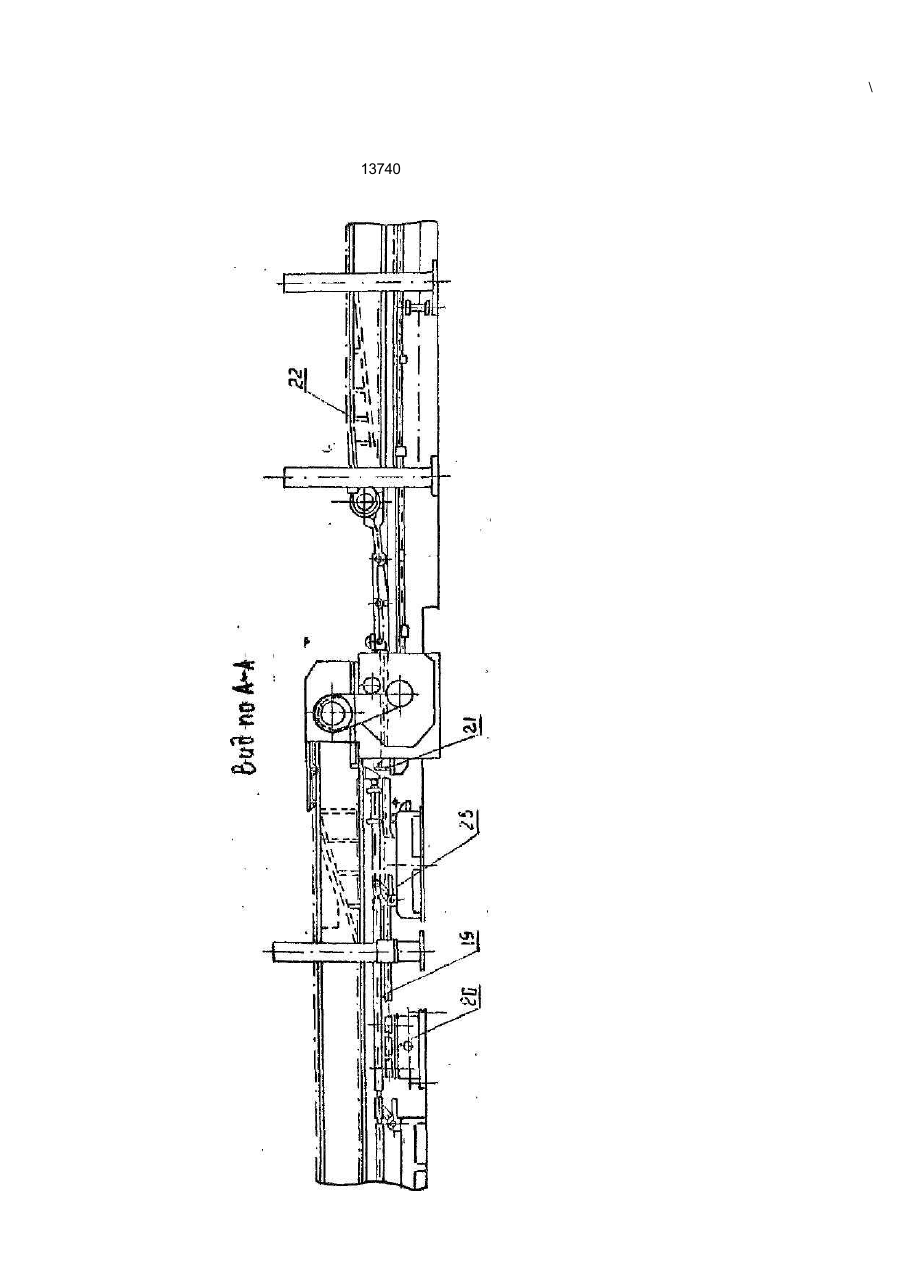
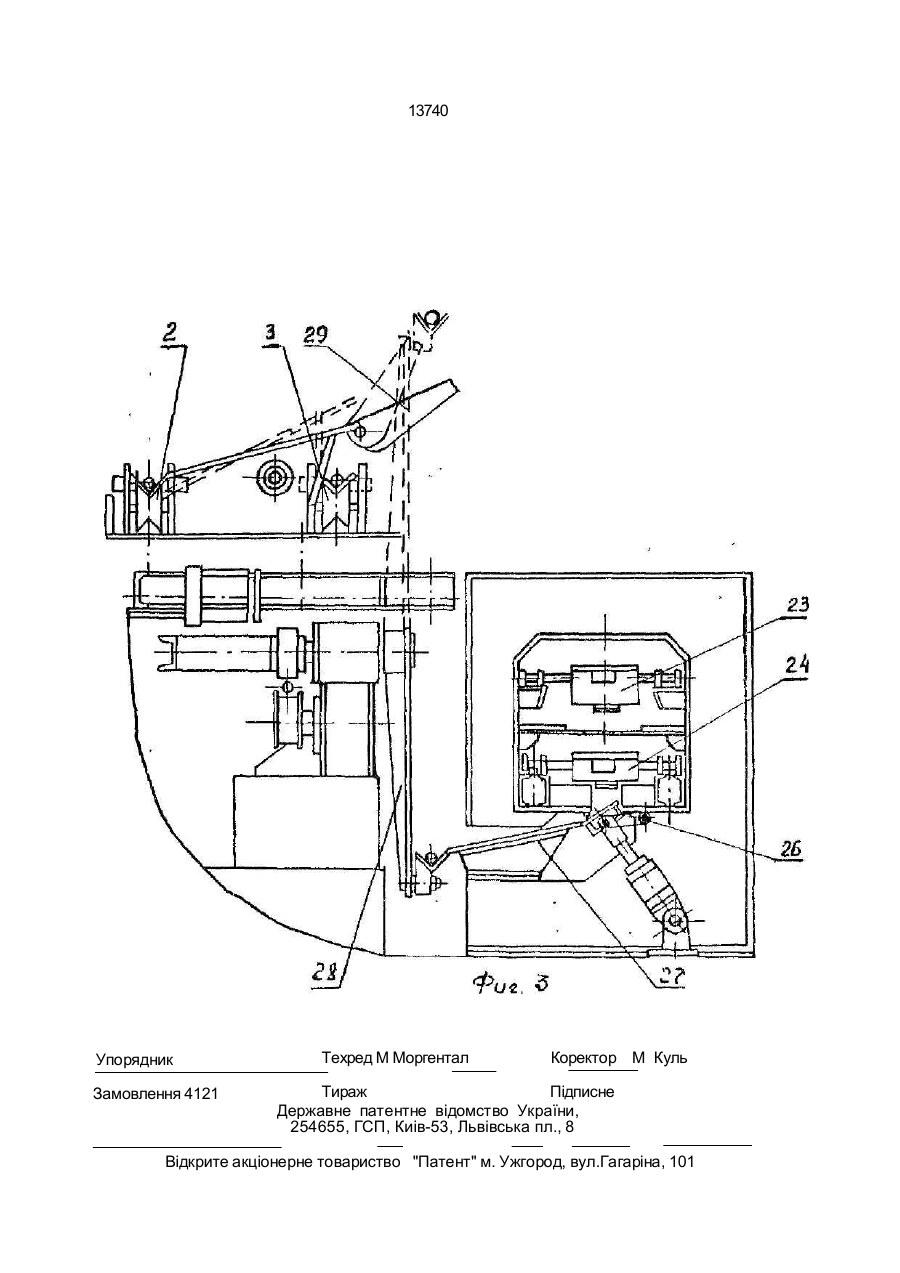
Двухниточный длинноопрзвочный стан для волочения труб, включающий линию волочения со стойкой с двумя волокнами и цепным тяговым органом, параллельно расположенные линию обкатки с роликовым механизмом и линию оправкоизвлекателя со стопорным устройством и тянущим меха низ мо м, от личаю щийся те м, что це пно й тяговый орган выполнен с отдельной тележкой для каждой волоки, линия обкатки расположена выше оправкоизвлекателя в одной вертикальной плоскости, при это м тяну щий ме ханиз м о прав коизв ле кателя выпо лнен в виде це пного, с замкнуты м контуром, механизма с двумя тележками и такой же механизм установлен соосно ро ликовому механизму обкатки между ним и стопорным устройством оправкоизвлекателя. стан, включая три расположенные в горизонта ль ной плоскост и техно лог ические линии, занимает значительные производственные площади, включает большое колич ест во т ра нс по рт е ро в, что в с во ю оче ред ь уве лич ивает мета л лое мкость оборудования и обуславливает необходимость осуществления ряда трудое мких операций по пере ме щению труб и оправок между линиями. Ввиду того, что тяговый орган линии волочения выполнен с одной тележкой для двух волок, двухниточное волочение осуществляется одновреме нно в дв е н ит ки и не о б хо ди мо использование в качестве привода - двигателя удвоенной мощности. о 13740 Задача состоит в создании более простой конструкции стана с уменьшением его габаритов и повышении производительности. Сущность изобретения заключается в 5 том, что у двухниточного длинноопрэвочно-го стана, включающего линию волочения со стойкой с двумя волоками и цепным тяговым органом, паралле льно расположенные линию обкатки с роликовым механизмом и ли- 10 нию о пра вко из вле ка те ля со ст о по рным устройством и тянущим механизмом согласно изобретению, цепной тяговый орган выпо лнен с отдельной те лежкой для каждой волоки, линия обкатки расположена выше 15 линии оправкоиэвлекатедя в одной вертикальной плоскости, при этом тянущий механизм оправкоизвлекателя выполнен в виде цепного, с замкнуты контуром, механизма с двумя тележками и такой же механизм уста- 20 новлен соосно роликово му механиз му обкатки между ним и стопорным устройством оправкоизвлекателя. Техническим результатом является упрощение конструкции стана с уменьшением 25 его габаритов, Стан более компактен, в его конструкции исключен ряд металлоемких транспортирующих механизмов. Полунепрерывный режим работы обеспечивает высокую производительность. Кроме того, 30 поочередное волочение в двух нитках позволяет на стане изготавливать трубы более широкого, в сторону увеличения размеров, сортамента. На фиг.1 представлен общий вид стана; 35 на фиг 2 - вид стана no A-A; на фиг.З - вид стана по В-Б. Линия волочения січна включает загрузочный стан 1 с рольгангами 2 и 3, стойку волок 4 с волоками 5 и 6, цепной тяговый 40 орган, содержащий две пары цепей 7 и 8, к которым соответственно прикреплены тележки 9 и 10. Расположение гележек таково, что когда одна из них находится у стойки волок 4. другая находится"у привода 11 Ли- 45 ния волочения соединена с линией обкатки перекладчиком (на фиг.1 не показан) и склизом 12. Линия обкатки включает рольганг 13, трайбролики 14, роликовый механизм обкат-. ки 15 с неприводными роликами. Для протя- 50 гивания оправки с трубой через роликовый механизм 15, служит цепной, с замкнутым контуром механизм 16, снабженный двумя тележками 17 и 18, прикрепленными к цепям на диаметрально противоположных участ- 55 ках. Линия обкатки расположена в одной вертикальной.плоскости с оправкоизвлека-телем и выше его. Оправкоиэвлекатель включает приемный стол 19 с трайброликами 2, стопорный механизм 21 для удержа ния трубы во время извлечения оправки и тянущий цепной механизм 22 с тележками 23 и 24, аналогичный тянущему механизму 16. Тянущий механизм 16 при этом располо жен соосно роликовому механизму обкатки 15 между ним и стопорным устройством 21. Для передачи труб с оправками после обкат ки на стол 19 оправкоизвлекателя служат рычаги 25, а для передачи извлеченных оп равок на рольганги 2 и 3 линии волочения служат рычаги 26, склиз 27 и рычаги 28 и 29. Для введения оправок в трубы на рольгангах 2 и 3 имеются трайбролики 30 и 31, а для введения труб с оправками в волоки - трай бролики 32 и 33. < . Работа на стане осуществляется следующим образом. Трубы-заготовки с загрузочного стола 1 поступают на рольганги 2 и 3. Внутрь труб посредством трайброликов 30 и 31 вводят длинные оправки, после чего трайбролики 32 и 33 задают трубы с оправками в волоки 5 и 6. Волочение в двух нитках осуществляется попеременно. В процессе рабочего хода одной тележки, осуществляющей волочение, вторая тележка возвращается к своей волоке. Далее вторая тележка совершает рабочий ход, а первая возвращается к своей волоке. Обе пэры цепей 7 и 8 приводятся в движение одновременно посредством привода 11. Волочение осуществляется в полунепрерывно м режиме. На ро льганг 13 линии обкатки трубы с оправками передаются поочередно в соответствии с тактом волочения. На указанном рольганге трайбролики 14 перемещают трубу с оправкой и вводят задний (свободный от трубы) конец оправки в роликовый механизм обкатки 15. Выступающий из роликового механизма 15 конец оправки захватывается одной из тележек (17 или 18) тянущего механизма обкатки 15. Между трубой и оправкой при этом образуется зазор, необходимый для беспрепятственного извлечения оправки. После обкатки труба с оправкой рычагами 25 передается на стол 19 оправкоизвлекателя, где трайбролики 20 вводят задний конец оправки в стопорно е у ст ро йст во 21. Высту па ю щи й из стопорного устройства конец оправки захватывается одной из тележек (23 или 24) тянущего механизма 22, после чего осуществляется процесс извлечения оправки. Извлеченные оправки посредством рычагов 26, склиза 27 и рычагов 28 и 29 поочередно передаются на рольганги 2 и 3 линии волочения Далее цикл операций повторяется. 13740 С \ 13740 13740 Упорядник Замовлення 4121 Техред М Моргентал Коректор М Куль Тираж Підписне Державне патентне відомство України, 254655, ГСП, Киів-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент" м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDouble-rod long-punch mill for wire drawing
Автори англійськоюLobanov Oleksandr Ivanovych, Yeriemieiev Valierii Konstantinovich, Kuznietsov Andriei Lieonidovich,, Viediernikov Alieksandr Konstantinovich, Semenov Oleh Oleksiiovych, Khaustov Heorhii Iosyfovych, Chub Anatolii Vasyliovych, Kutsenko Oleksandr Ivanovych, Lamin Alieksandr Borisovich, Myrhorodskyi Yevhen Vadymovych, Babasov Mykhailo Vladymyrovych, Khyzhniak Volodymyr Dmytrovych
Назва патенту російськоюДвухниточный длиннооправочный стан для волочения труб
Автори російськоюЛобанов Александр Иванович, Еремеев Валерий Константинович, Кузнецов Андрей Леонидович,, Ведерников Александр Константинович, Семенов Олег Алексеевич, Хаустов Георгий Иосифович, Чуб Анатолий Васильевич, Куценко Александр Иванович, Ламин Александр Борисович, Миргородский Евгений Вадимович, Бабасов Михаил Владимирович, Хижняк Владимир Дмитриевич
МПК / Мітки
МПК: B21C 1/16
Мітки: довгоправочний, труб, стан, двонитковий, волочіння
Код посилання
<a href="https://ua.patents.su/6-13740-dvonitkovijj-dovgopravochnijj-stan-dlya-volochinnya-trub.html" target="_blank" rel="follow" title="База патентів України">Двонитковий довгоправочний стан для волочіння труб</a>
Волочильний стан для виробництва довгомірних труб, переважно капілярних
Номер патенту: 12749
Опубліковано: 28.02.1997
Автори: Сергєєв Віктор Володимирович, Миргородський Євген Вадимович, Лобанов Олександр Іванович, Орро Юрій Павлович, Мартинов Вячеслав Іванович, Ламін Алєксандр Борісовіч,
МПК: B21C 1/16
Мітки: довгомірних, труб, виробництва, капілярних, переважно, волочильний, стан
Текст:
...и тянущими роликами для перемещения трубы и оправки, размещенными по оси центроватеИей. Отличием предлагаемого стана от известного является снабжение его дополнительными поперечно-передающими устройствами, связывающими линии перемещения извлеченной оправки и стола загрузки при указанном их выполнении и размещении. Технический результат полученный при использовании предлагаемого стана заключается в повышении его производительности путем...
Оправка для волочіння труб
Номер патенту: 10796
Опубліковано: 25.12.1996
Автори: Півник Юрій Вікторович, Швець Геннадій Михайлович, Ісерсон Ігор Саулович, Радовинський Юрій Леонідович, Сидоренко Валентин Костянтинович, Перевалова Еліна Володимировна, Іванов Ігор Павлович, Баскелович Віктор Зіновьович, Губа Володимир Михайлович, Журба Олександр Савельович
МПК: B21C 3/16, B21B 25/00
Мітки: волочіння, труб, оправка
Формула / Реферат:
Оправка для волочения труб, выполненная из сплава на основе карбида вольфрама-с покрытием наружной рабочей поверхности одним слоем титана и тремя слоями нитрида титана при соотношении толщины слоев 1:4:6:2 и содержании азота в каждом из слоев нитрида титана соответственно 25, 33 и 50%, отличающаяся тем, что на верхний слой нитрида титана, содержащий 50% азота, нанесен слой, состоящий из равномерно смешанной смеси нитридов титана и хрома,...
Технологічне мастило для волочіння труб з нержавіючої сталі
Номер патенту: 3854
Опубліковано: 27.12.1994
Автори: Дєнєжний Джон Трохимович, Федоренко Олександр Васильович, Кулик Валентина Яківна, Цегельнюк Любов Іванівна, Маврина Валентина Миколаївна, Чередниченко Григорій Іванович, Ваврик Василь Іванович, Сурмятов Охметзак Садиковіч
МПК: B21C 9/00, C10M 161/00, B21C 1/16
Мітки: волочіння, нержавіючої, труб, мастило, сталі, технологічне
Формула / Реферат:
Технологическая смазка для волочения труб из нержавеющей стали, содержащая хлорированные парафины и полимерную вязкостную присадку, отличающаяся тем, что смазка дополнительно содержит жир шерстный, гидрохинон и триэфирдитиофосфорной кислоты, а в качестве полимерной вязкостной присадки смазка содержит каучук полибутадиеновый при следующем соотношении компонентов, мас.%: Триэфирдитиофосфорная кислота 5-20 ...
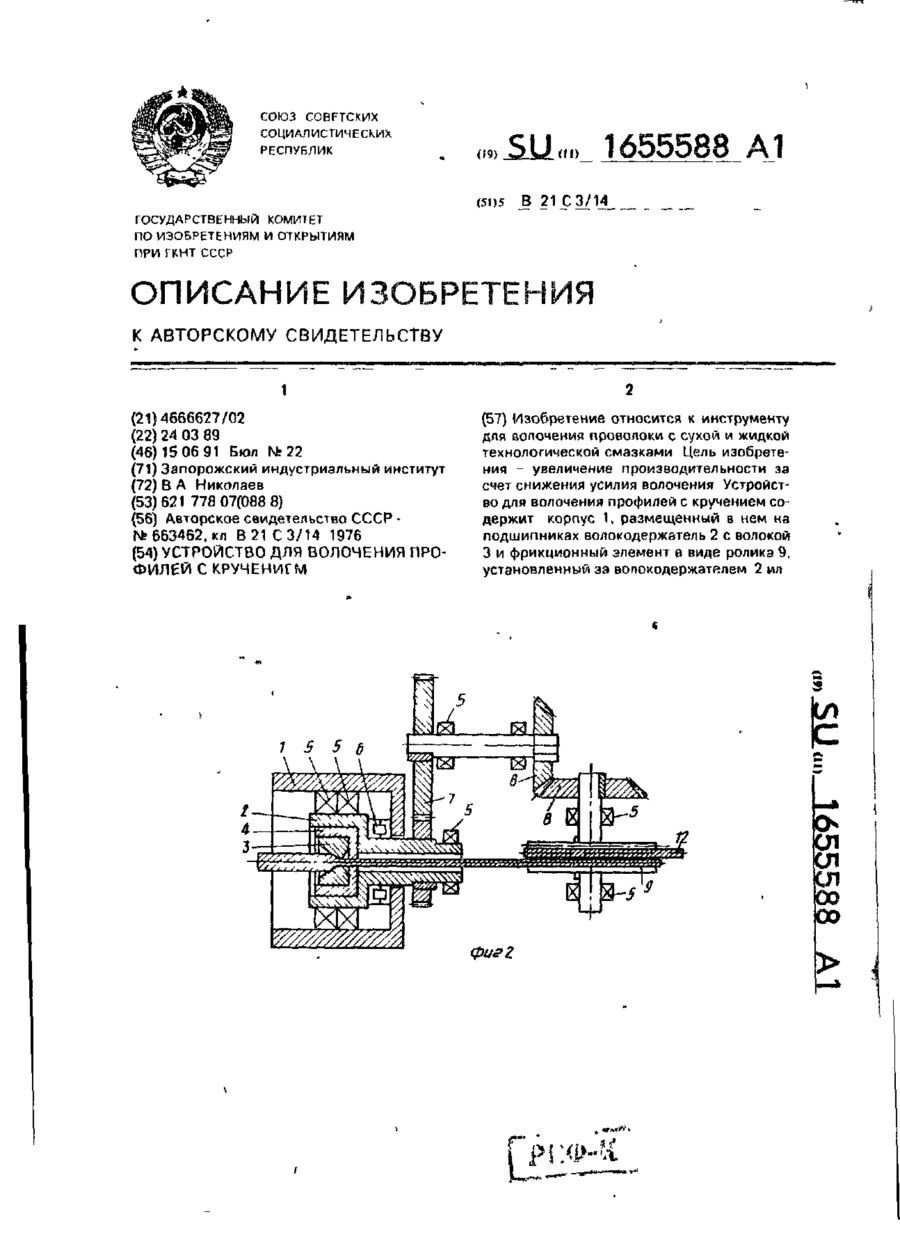
Пристрій для волочіння профілей з крутінням
Номер патенту: 14116
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21C 3/14
Мітки: крутінням, профілей, волочіння, пристрій
Формула / Реферат:
Устройство для волочения профилей с кручением, содержащее корпус, размещенный в нем на подшипниках волокодержатель, несущий волоку, и фрикционный элемент, кинематически связанный с волокодержателем, отличающееся тем, что, с целью увеличения производительности за счет снижения усилия волочения, фрикционный элемент выполнен в виде ролика, установленного за волокодержателем.
Спосіб з’єднання труб з термопластів
Номер патенту: 2652
Опубліковано: 26.12.1994
Автори: Самородницький Давид Єйхинович, Малінін Альберт Леонідович, Ротенфельд Веніамін Соломонович
МПК: B29C 65/18
Мітки: з'єднання, спосіб, труб, термопластів
Формула / Реферат:
Способ соединения труб из термопластов, при котором соединяемый конец одной из труб нагревают, формуют на нем раструб путем растяжения в радиальном направлении и приводят соединяемые концы труб в контакт, отличающийся тем, что формование раструба на конце одной из труб производят одновременно с нагревом, а приведение соединяемых труб в контакт осуществляют путем навинчивания сформованного конца одной трубы на соединяемый конец второй...
Попередній патент: Пристрій для діагностики стану периферичної гемодинаміки
Наступний патент: Малогабаритний фермерський подрібнювач-змішувач сільськогосподарських продуктів
Випадковий патент: Спосіб одержання трансгенної сої