Спосіб прокатування-волочіння
Номер патенту: 14353
Опубліковано: 25.04.1997
Автори: Сатонін Олександр Володимирович, Федорінов Володимир Анатольович, Потапкін Віктор Федорович, Чередніченко Валентина Іванівна
Формула / Реферат
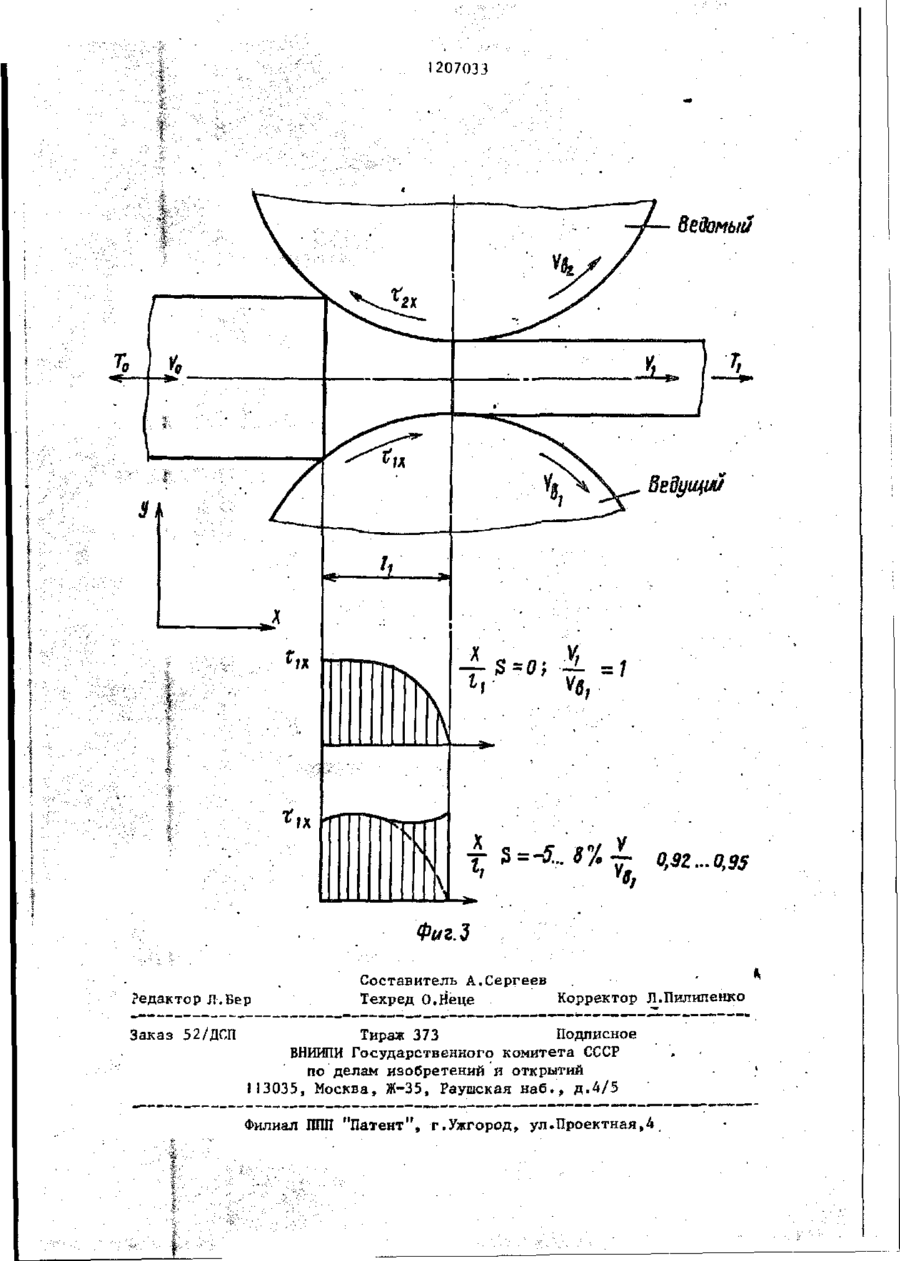
Способ прокатки-волочения, предусматривающий воздействие на рассогласование окружных скоростей рабочих валков, превышающее величину вытяжки полосы в данном проходе, при окружной скорости ведомого валка, меньшей или равной скорости перемещения заднего конца полосы, отличающийся тем, что, с целью упрощения технологии и повышения выхода годной продукции за счет снижения величины переднего натяжения, процесс прокатки осуществляют при отношении скорости перемещения переднего конца полосы к окружной скорости ведущего рабочего валка 0,92-0,97.
Текст
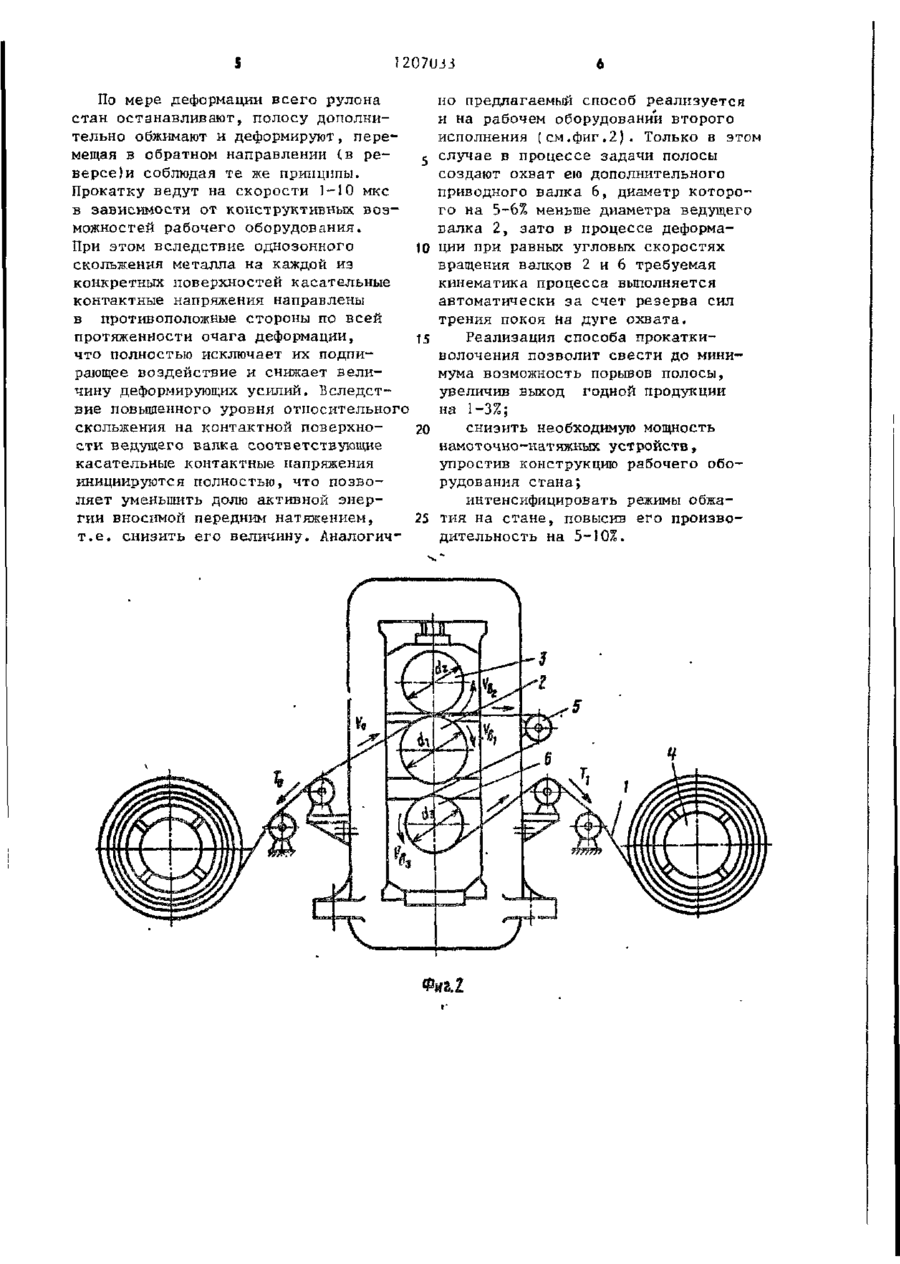
СПОСОБ ПРОКАТКИ-ВОЛОЧЕНИЯ, (71) Краматорский индустриальный институт (72) В.Ф.Потапкин, В.А.Федоринов, А.В.Сатонин и В.И.Чередниченко (53) 621.771.2(088.8) (56) Судаков Н.В., Чаплыгин Б.А. Исследование максимально допустимого переднего натяжения и возможных вытяжек за проход при прокаткеволочении. В сб.: Теория и технология прокатки, № 230, Челябинск, 1979, с.28. Авторское свидетельство СССР № 1085073, кл. В 21 В 13/00, 1983. Авторское свидетельство СССР № 225829, кл. В 21 В 1/24, 1966. Фыъ.1 предусматривающий воздействие на рассогласование окружных скоростей рабочих валков, превышающее величину вытяжки полосы в данном проходе, при окружной скорости ведомого в а л ка, меньшей или равной скорости п е ремещения заднего конца полосы, о т л и ч а ю щ и й с я тем, ч т о , с целью упрощения технологии и повышения выхода годной продукции за счет снижения величины переднего натяжения, процесс прокатки осуществляют при отношении скорости перемещения переднего конца полосы к окружной скорости ведущего рабочего валка 0,92-0,97. 2O7O3J • J ном увеличении средних уделым.1> сил трения на контакте с ведущим рабочим валком величина разности (1о-ц) примет отрицательное эна5 чение, а это, согласно общей структуры приведенной зависимости, приведет к снижению и величины напряжения переднего натяжения. Увеличение средних удельных сил 10 трения на контакте с ведущим валком может быть обеспечено за счет относительного увеличения шероховатости рабочей поверхности ведущего валка. Однако данный способ снижения вели15 чины переднего натяжения связан со значительным снижением качества поверхности получаемых полос и в целом ряде случаев является неприем-' лемым. 20 В результате экспериментальных исследований распределений касательных контактных напряжений по длине очага деформации процесса прокатки25 волоченияj проведенных на специальной установке, было установлено, что при реализации процесса со скоростью перемещения переднего И конца полосы, равной окружной скороГДЄ б е И 6 1 - средние по сечению 30 сти ведущего рабочего валка, т.е. при опережении, равном нулю в сеполосы удельные натячении на выходе из очага деформации, жения соответственно относительное скольжение на конв плоскости входа и тактной поверхности данного валка выхода из очага дефор л отсутствует и как следствие 35 касательные контактные напряжения мации; ведомым и ведущим по длине очага деформации (фиг.З) в валками; 40 случае V, / Vgi = 1 имеют вид с ^5о ~ сопротивление материаявным снижением к выходу из валков ла пластической дефор~ и минимумом в крайнем сечении. мации при одноосном В случае реализации процесса растяжении в ненаклепрокатки-волочения в режиме отрицапаином состоянии; 45 тельного опережения, т.е, при скоро-' п о - исходная толщина пости перемещения переднего конца лосы; полосы, меньшей окружной скорости R - радиус валков; ведущего валка, по всей протяженноА - коэффициент, характести очага деформации на контактной ризующий интенсив50 поверхности ведущего валка имеют ность упрочнения маместо зона отставания,а следовательно, териала при замене и касательные контактные напряжения реальной кривой^ линей1/Х> 0, Типичная эпюра распределеной зависимостью; ния величины по длине очага деформаЛ - коэффициент вытяжки 55 ции для случая V^ / Vgi •• І показа* полосы в рассматривана на фиг.1 и характеризуется боемом проходе. лее-менее равномерными величинами Из анализа зависимости (1) являво всех отдельных сечениях. ется очевиднымs что при относитель Изобретение относится к области ' холодной прокатки и может быть использовано для получения тонких металлических полос и ленг. Целью изобретения является упро-* щение технологии и повышение выхода годной продукции за счет снижения величины переднего натяжения. На фиг.1 и 2 представлены варианты схем реализации и конструктивного исполнения рабочего оборудования предлагаемого способа прокаткиволочения; на фиг.З изображены расчетные схемы. Согласно результатам теоретических исследований, получивших широкие экспериментальные подтверждения, величина напряжения переднего натяжения, необходимая для реализации процесса прокатки-волочения в режиме однозонного скольжения на противоположных контактных по-* верхностях, равна З 1 207033 * Следовательно, при появлении годной продукции за счет значительотрицательного опережения полосы от ного снижения количества порывов полосы. Очевидно, что снижение носительно ведущего рабочего валка уровня переднего натяжения позволяпроцесса прокатки-волочения происхоет также и интенсифицировать режидит инициирование, т.е. увеличение мы обжатия на стаяе, т.е. повысить касательнык контактных напряжения в его производительность. сечениях, близких к выходу из валИзобретение является приемлемым ков, а следовательно, происходит и и при деформации полосы с затормоt жеыным (неподвижным) ведомым рабо10 увеличение как площади эпюры \\ XV чим валком, являющейся одной из разновидностей процесса прокаткатак и средней удельной силы трення волочение. Создание скорости перемеіл , что при прочих равных условиях щения переднего конца колосы, равобеспечивает снижение интегральных , ной 0,92-0,97 окружной скорости удельных показателей необходимой ведущего рабочего валка при прямовеличины переднего натяжения. линейном перемещении полосы возКак показали результаты проведен-г можно за счет применения системы ных экспериментальных исследований, автоматического регулирования максимальная степень увеличения кинематических условий реализации, величины, а следовательно, и сниже20 а при наличии охвата полосой дополния величины переднего натяжения, . нительного приводного валка за имеет место при соотношении V , /V^. = , счет налшіия диаметра указанного = 0,92-0,97 в зависимости от материвалка, равного 0,92-0,97 диаметра ала деформируемой полосы. При соотрабочего ведущего валка. ношении, меньшем указанного, степень 25 снижения переднего натяжения весьма Передний конец полосы 1 подают в . незначительна» а при соотношении, клеть при отключенном приводе и межбольшем указанного, в значительной валковом зазоре, большем исходной степени возрастает величина удельной толщины полосы. энергоемкости процесса, в то время При помощи нажимного механизма 30 рабочей клети полосу обжимают векак снижение переднего натяжения по сравнению с имеющим место при V , /Vg, . дущим и ведомый рабочими валками 2 - 0,92-0,97 - практически не отмечаи 3 до требуемой толщины, фиксируется. Следовательно, с целью достиют передний конец в соответствуюжения максимальной эффективности щей моталке. После окончания процесса прокатки-волочения при сни- 35 настройки рабочего оборудования женных значениях величины переднего включают привод стана и производят натяжения предлагаемый диапазон непрерывную во времени пластическую отношения Vi /V& 1 = 0,92-0,97 являдеформацию полосы с исходной до ется наиболее рациональным. конечной толщины требуемой величины. 40 При этом ведомый валок 3 вращают В целом указанное повышение в с окружной скоростью, меньшей или диапазоне соотношения V , /Vg1 = . равной скорости перемещения поло= 0,92-0,97 составляет 30-55% в за* сы на входе в очаг деформации, а висимости от материала полосы и ее переднему концу полосы сообщают песостояния,что обуславливаетвозможное снижение необходимойвеличины передне- 45 редней моталкой 4 скорость перемещения на 3-8% меньше, чем окружная го натяжениясоответствённо на20-30%. скорость ведущего валка 2. Скорость Положительный эффект предложенное, перемещения полосы измеряют с пого способа заключается в относительмощью тахогенератора (на чертеже ном снижении величины необходимого 50 не показан), установленного на валу переднего натяжения при реализации обводного ролика 5, а окружную ско- , процесса со скоростью переднего рость ведущего валка - с помощью конца полосы, меньшей окружной . тахогенератора главной линии стана скорости ведущего валка, что позво(на чертеже не показан). Измеренные ляет упростить технологию реализа55 сигналы поступают в систему управле» ции, снизить мощность намоточнония стана, а их 'Сравнение является тянущих устройств (моталок), т.е. ^ импульсом для управления работой упростить конструкцию рабочего передней моталкой 4. . оборудования и увеличить выход I207UJJ По мере деформации всего рулона стан останавливают, полосу дополнительно обжимают и деформируют, перемещая в обратном направлении (в ре5 верее)и соблюдая те же принципы. Прокатку ведут на скорости 1-10 мке в зависимости от конструктивных возможностей рабочего оборудования. При этом вследствие однозонного ю скольжения металла на каждой из конкретных поверхностей касательные контактные напряжения направлены в противоположные стороны по всей протяженности очага деформации, щ что полностью исключает их подпирающее воздействие и снижает величину деформирующих усилий. Вследствие повышенного уровня относительного скольжения на контактной поверхно20 сти ведущего валка соответствующие касательные контактные напряжения инициируются полностью, что позволяет уменьшить долю активной энергии вносимой передним натяжением, 25 т.е. снизить его величину. Аналогич но предлагаемый способ реализуется и на рабочем оборудовании второго исполнения (см.фиг.2). Только в этом случае в процессе задачи полосы создают охват ею дополнительного приводного валка 6, диаметр которого на 5-6% меньше диаметра ведущего валка 2, зато в процессе деформации при равных угловых скоростях вращения валков 2 и 6 требуемая кинематика процесса выполняется автоматически за счет резерва сил трения покоя на дуге охвата. Реализация способа прокаткиволочения позволит свести до минимума возможность порывов полосы, увеличив выход годной продукции на 1-3%; снизить необходимую мощность намоточно-натяжных устройств, упростив конструкцию рабочего оборудования стана; интенсифицировать режимы обжатия на стане, повысив его производительность на 5-10%. 207033 Ведомый Фиг.Ъ Редактор Л.Бер Заказ 52/ДСП Составитель А.Сергеев Техред О.Неце Корректор Л.Пилипенко Тираж 373 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/3 Филиал ГОШ "Патент", г.Ужгород, ул.Проектная,4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling-drawing
Автори англійськоюPotapkin Viktor Fedorovych, Fedorinov Volodymyr Anatoliovych, Satonin Oleksandr Volodymyrovych, Cherednichenko Valentyna Ivanivna
Назва патенту російськоюСпособ прокатки-волочения
Автори російськоюПотапкин Виктор Федорович, Федоринов Владимир Анатольевич, Сатонин Александр Владимирович, Чередниченко Валентина Ивановна
МПК / Мітки
МПК: B21B 1/24
Мітки: спосіб, прокатування-волочіння
Код посилання
<a href="https://ua.patents.su/6-14353-sposib-prokatuvannya-volochinnya.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування-волочіння</a>
Спосіб прокатування профілів
Номер патенту: 5339
Опубліковано: 28.12.1994
Автори: Толпа Анатолій Андрійович, Ніколаєв Едуард Петрович
МПК: B21B 1/02
Мітки: профілів, спосіб, прокатування
Формула / Реферат:
Способ прокатки профилей, включающий формирование подката в ящичном калибре в виде прямоугольника с переходными участками между его сторонами и прокатку его в калибрах простой формы с первоначальным контактом при захвате боковых поверхностей калибров с переходными участками, отличающийся тем, что, с целью повышения устойчивости процесса за счет улучшения условий захвата в калибрах простой формы, подкат формируют с двугранными переходными...
Спосіб прокатування круглих профілів
Номер патенту: 5340
Опубліковано: 28.12.1994
Автори: Ніколаєв Едуард Петрович, Толпа Анатолій Андрійович
МПК: B21B 1/16
Мітки: профілів, прокатування, спосіб, круглих
Формула / Реферат:
Способ прокатки круглых профилей, включающий ребровую прокатку в круглом калибре полосовой заготовки с плоскими боковыми гранями, имеющей толщину в пределах 0,75-0,87 диаметра круглого калибра, отличающийся тем, что, с целью интенсификации процесса прокатки путем повышения вытяжной способности круглого калибра, прокатку в нем ведут из прямоугольной заготовки с отношением ширины к толщине в пределах 1,9-3,5, грани которой сопряжены...
Спосіб прокатки листів та смуг
Номер патенту: 7905
Опубліковано: 26.12.1995
Автори: Мітьєв Анатолій Петрович, Горелік Вадім Семенович, Кліменко Ігор Валентинович, Феофілактов Андрій Вікторович, Байков Євген Вікторович
МПК: B21B 1/22
Мітки: смуг, спосіб, листів, прокатки
Формула / Реферат:
Способ прокатки листов и полос по авт. св. № 1400676, отличающийся тем, что, с целью повышения качества проката путем шлифования поверхности в процессе прокатки и стабилизации пробуксовки одного из валков, ведомому валку сообщают окружную скорость, направленную противоположно скорости движения полосы; а прокатку ведут с передним натяжением.
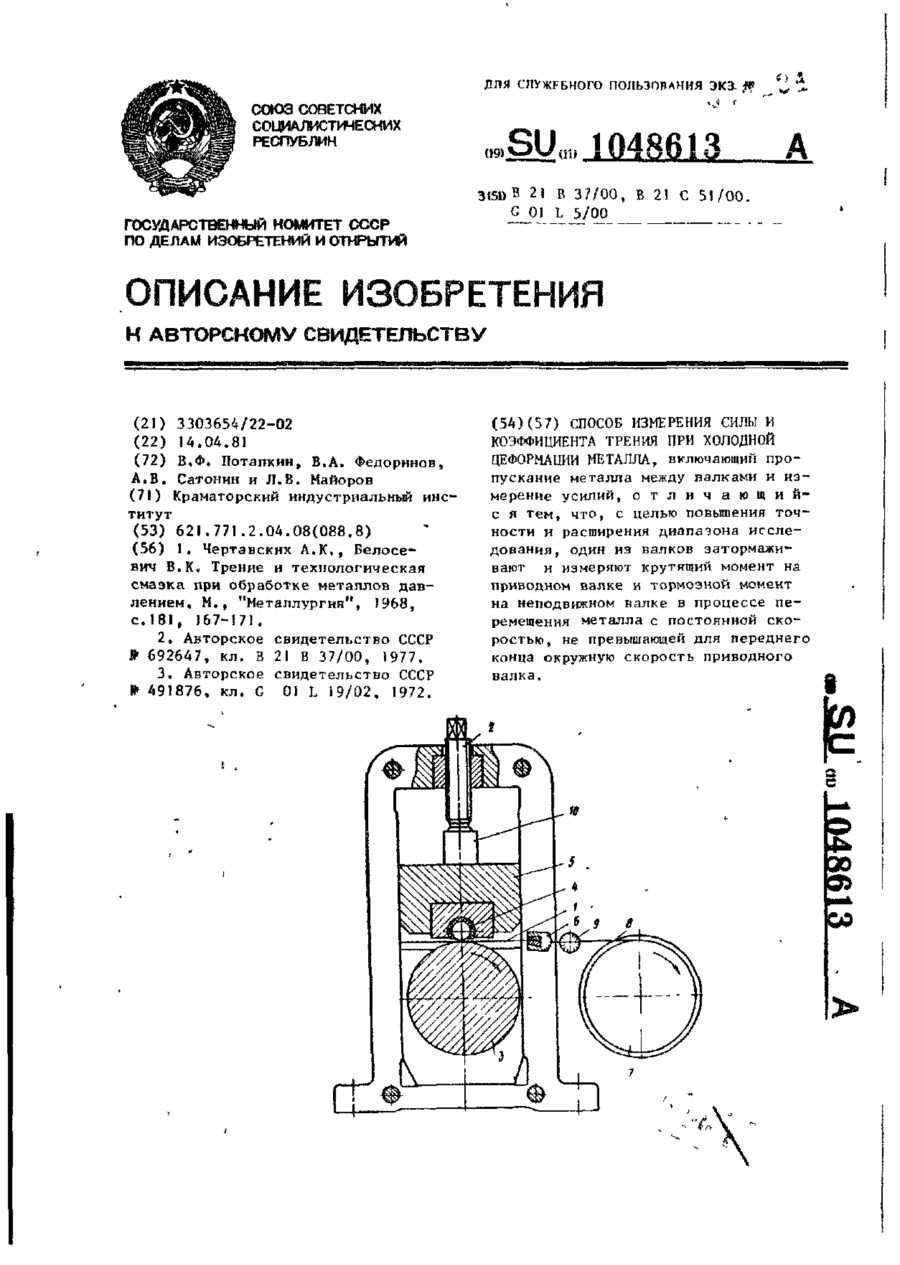
Спосіб вимірювання сили та коефіцієнту тертя при холодній деформації металу
Номер патенту: 14348
Опубліковано: 25.04.1997
Автори: Сатонін Олександр Володимирович, Федорінов Володимир Анатольович, Майоров Леонід Віталійович, Потапкін Віктор Федорович
МПК: G01L 5/00
Мітки: вимірювання, холодний, деформації, коефіцієнту, сили, тертя, металу, спосіб
Формула / Реферат:
Способ измерения силы и коэффициента трения при холодной деформации металла, включающий пропускание металла между валками н измерение усилий, отличающийся тем, что, с целью повышения точности и расширения диапазона исследования, один из валков затормаживают и измеряют крутящий момент на приводном валке и тормозной момент на неподвижном валке в процессе перемещения металла с постоянной скоростью, не превышающей для переднего конца...
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Байков Євген Вікторович, Кліменко Ігор Валентинович, Горелік Вадім Семенович, Мітьєв Анатолій Петрович, Феофілактов Андрій Вікторович
МПК: B21B 1/22
Мітки: прокатки, смуг, листів, спосіб
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Попередній патент: Верстат для обробки асферичних поверхонь
Наступний патент: Різцедержатель важкого токарного верстата
Випадковий патент: Коаксіальна лінія зв'язку