Спосіб прокатування круглих профілів
Номер патенту: 5340
Опубліковано: 28.12.1994
Формула / Реферат
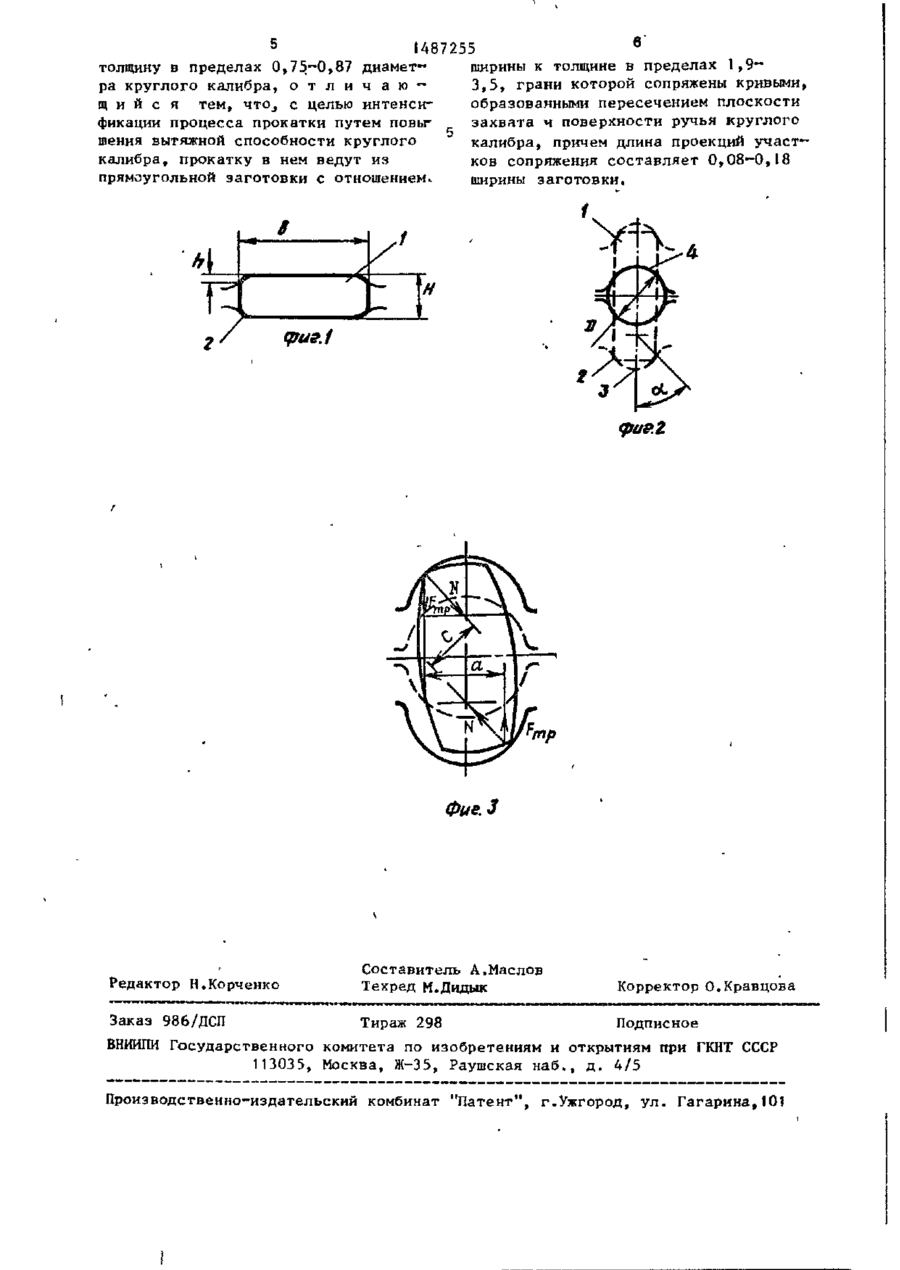
Способ прокатки круглых профилей, включающий ребровую прокатку в круглом калибре полосовой заготовки с плоскими боковыми гранями, имеющей толщину в пределах 0,75-0,87 диаметра круглого калибра, отличающийся тем, что, с целью интенсификации процесса прокатки путем повышения вытяжной способности круглого калибра, прокатку в нем ведут из прямоугольной заготовки с отношением ширины к толщине в пределах 1,9-3,5, грани которой сопряжены кривыми, образованными пересечением плоскости захвата и поверхности ручья круглого калибра, причем длина проекций участков сопряжения составляет 0,08-0,18 ширины заготовки.
Текст
ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗ N* СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСНИХ РЕСПУБЛИН (19) 150 S I L 1487255 4 1 В 21 В 1 / 1 6 ГОСУДАРСТВЕННЫЙ НОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГННТ СССР ОПИСА 1 (21) 4082076/23-02 (22) 19.05.86 (71) Донецкий научно-исследоватетьский институт черной металлургии (72) А.А,Толпа и Э.Н.Николаев (53) 621.771.25.04(088.8) (56) Патент Франции f 2285939, f кл. В 21 В 1/00, 1976. Бахтинов Б.П. и Штернов М.М. Калибровка прокатных валков. М.: Метагшургиздат, 1953, с.342, рис.250. (54) СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ (57) Изобретение относится к прокатному производству и может быть исполъ зовано при прокатке круглых профилей на сортовых и проволочных станах. Целью изобретения является интенсификация процесса прокатки путем повышения вытяжной способности круглого калибра. Для этого в калибре, предшествующем круглому калибр-у, формируют прямоугольную заготовку шириной в пределах 1,9~3,5 ее толщины. При этом толщину заготовки выполняют равной 0,75-0,87 диаметра круглого калибра, а грани заготовки сопрягают кривыми» образующимися при пересечении плоскости захвата и поверхности ручья круглого калибра. Сопряжения выполня" гот на участках, длина проекций которых составляет 0,08-0,18 ширины заготовки. Выполнение заготовки прямоугольной конфигурации повышает устойчивость полосы в калибре при захвате. Условия захвата облегчаются также благодаря контакту заготовки криволинейными сопрягающими участка™ ми с поверхностью ручья калибра, Улучшение условий захвата, в свою очередь, обеспечивает возможность прокатки полос с отношением ширины к толщине в указанных пределах, что повышает вытяжную способность круглого калибра и производительность процесса прокатки. 3 ил. с оо Изобретение относится к прокатному производству и может быть не* пользовано при прокатке круглых профилей на сортовых и проволочных станах. Целью изобретения является интенсификация процесса прокатки путем повышения вытяжной способности круглого калибра. На фиг.1 показана схема получения исходной прямоугольной заготовки указанной конфигурации; на фиг.2 22-89 прокатка заготовки в круглом калибре; на фиг.З — схема действующих сил при задаче полосы в круглый калибр с возможным свалом полосы. На прямоугольной полосе 1 шириной В = (Ї,9-3,5)Н, где Н ' толщина полосы 1 , выполняют сопряжения 2 по кривой 3, образованной пересечением плоскости захвата и поверхности ручья валка круглого калибра 4, причем длина проекции на боковую грань h = = (0,08-0,J8)H. Далее полосу 1 кантуют - f = - l ***ta 1407255 е на 90 и задают в круглый калибр 4, причем Н = (O,75-O,87)D, где D - диаметр круга, получаемого в калибре» Полученный круглый профиль может " J опять подвергаться обжатию для полу* чения прямоугольника и из него меньшего круга или использоваться в качестве готового профиля. Наличие прямоугольного профиля \Q позволяет обеспечить начало деформз" ции в круглом калибре 4 на участках, расположенных под углом о = 30-50 б к вертикальной оси калибра за счет того, что ширина прямоугольника Н = 15 = (O,75-O,87)D. Если в круглый калибр 4 задавать не прямоугольник, а, например, однорадиусный овал той же толщины, то касание овала с калибром происходит 20 при оО N* *с при Ыг 3,5Н приходится значительно увеличивать диаметр валков вследствие больших величин обжатий; при таких значениях В возможна потеря продольной устойчивости сечения полосы 1. Выполнение сопряжения 2 между гранями по кривой, образованной пересечением плоскости захвата и поверхность ручья валка круглого калибра обеспечивает надежный захват полосы валками. При h £ 0,08Н площадки контакта малы, захват весьма затруднен, так как при принятых соотношение ях B:D и В:Н необходимо обеспечивать углы захвата в пределах 18-26°. При h > 0,18 Н профиль имеет вид плоского овала и прокатка в круглом калибре сопровождается указанными недостатками. П р и м е р . На проволочном стане 250—2 с использованием 18 клетей ведут прокатку проволоки диаметром Ь,5 мм из квадрата 80 мм. За 16 проходов из исходной заготовки формируют квадрат 10 мч, который затем обжигают в 17-й вертикальной клети, формируя прямоугольник толщиной 5,2 мм Н = (0,80D) и шириной 13 мм (В = 2,6Н); сопряжения между гранями выполнены по кривой, образованной пересечением плоскости захвата и поверхности ручья валка калибра диаметром 6,5 мм, длина проекции кривой сопряжения равна 0,6 мм (h «= 0,11Н). Следовательно, и для прямоугольноВ 18—й горизонтальной клети из укаго профиля при Н O,87D наблюдаются переполнение профиля, трудность задачи полосы 1 Полезный эффект изобретения заклю" в калибр 4 из—за возможности попада1чается в том, что за счет интенсифиния полосы I на бурт калибра 4 при ее ,* кации прокатки при -том же количестве отклонении от номинального расположепроходов и клетей становится возможния относительно оси калибра. Налиной прокатка или большой исходной чие прямоугольной формы обеспечивает заготовки, или меньшего профиля, что стесненную деформацию полосы 1 в приводит к экономии капиталовложений калибре 4 и тем самым способствует и к повышению производительности 50 высокой вытяжной способности калибра труда на станах предшествующего перео4, Ширина полосы Іщолжна находиться в дела. указанных пределах В =~ТГ»9-3,5)Н, так как в данном промежутке проявляФ о р м у л а и з о б р е т е н и я ется эффект повышенной вытяжки при обжатии высоких полос. Кроме того, Способ прокатки круглых профилей, укачанное соотношение размеров В и включающий ребровую прокатку в кругН обеспечивает выполнение условия лом калибре полосовой заготовки с N.c > F T f . а. При В < 1,9 Н добиться плоскими боковыми гранями, имеющей 6 І487255 ширины к толщине в пределах 1,9' толщину в пределах 0,75-0,87 диамет3,5, грани которой сопряжены кривыми, ра круглого калибра, о т л и ч а ю образованными пересечением плоскости щ и й с я тем, что^ с целью интенси~ фикации процесса прокатки путем повы захвата ч поверхности ручья круглого шения вытяжной способности круглого калибра, причем длина проекций участкалибра, прокатку в нем ведут из ков сопряжения составляет 0,08—0,18 прямоугольной заготовки с отношением1 ширины заготовки. / 2 фиг.і тр Фие.З Редактор Н.Корченко Составитель А.Маслов Техред М.Дидык Корректор О.Кравцова Заказ 986/ДСП Тираж 298 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling round sections
Автори англійськоюHorbenko Valerii Dmytrovych, Tolpa Anatolii Andriiovych, Tolpa Anatolii Andriovych
Назва патенту російськоюСпособ прокатки круглых профилей
Автори російськоюГорбенко Валерий Дмитриевич, Толпа Анатолий Андреевич
МПК / Мітки
МПК: B21B 1/16
Мітки: прокатування, спосіб, профілів, круглих
Код посилання
<a href="https://ua.patents.su/4-5340-sposib-prokatuvannya-kruglikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування круглих профілів</a>
Спосіб прокатки кутових профілів
Номер патенту: 1421
Опубліковано: 25.03.1994
Автори: Сапригін Хразален Михайлович, Прохода Григорій Сергійович, Кузнєцов Лев Федорович, Крупник Ісаак Абрамович, Филонов Юрій Всеволодович, Єремєєв Віктор Іванович, Гончар Володимир Павлович, Гавриленко Євген Дмитрович
Мітки: профілів, кутових, спосіб, прокатки
Формула / Реферат:
Способ прокатки угловых профилей из полосовой заготовки, включающий формирование заготовки W-образного сечения с развернутыми фланцами, образующими продольные канавки, и последующую подгибку фланцев до угла 90° между ними, отличающийся тем, что, с целью повышения механических свойств путем термомеханической обработки проката и производительности стана за счет сокращения числа пропусков, в первом проходе профилируют продольную канавку на...
Спосіб прокатки профілів для арматурних стержнів
Номер патенту: 2396
Опубліковано: 26.12.1994
Автори: Филонов Юрій Всеволодович, Оробцев Юрій Вікторович, Андрійчук Сергій Андрійович, Кузнєцов Лев Федорович, Єрємєєв Віктор Іванович, Гавриленко Євген Дмитрович, Рослік Ігор Вітальєвич, Альохін Вячеслав Григорович, Шевердін Сергій Митрофанович
МПК: B21B 1/16, B21B 45/02
Мітки: прокатки, стержнів, арматурних, спосіб, профілів
Формула / Реферат:
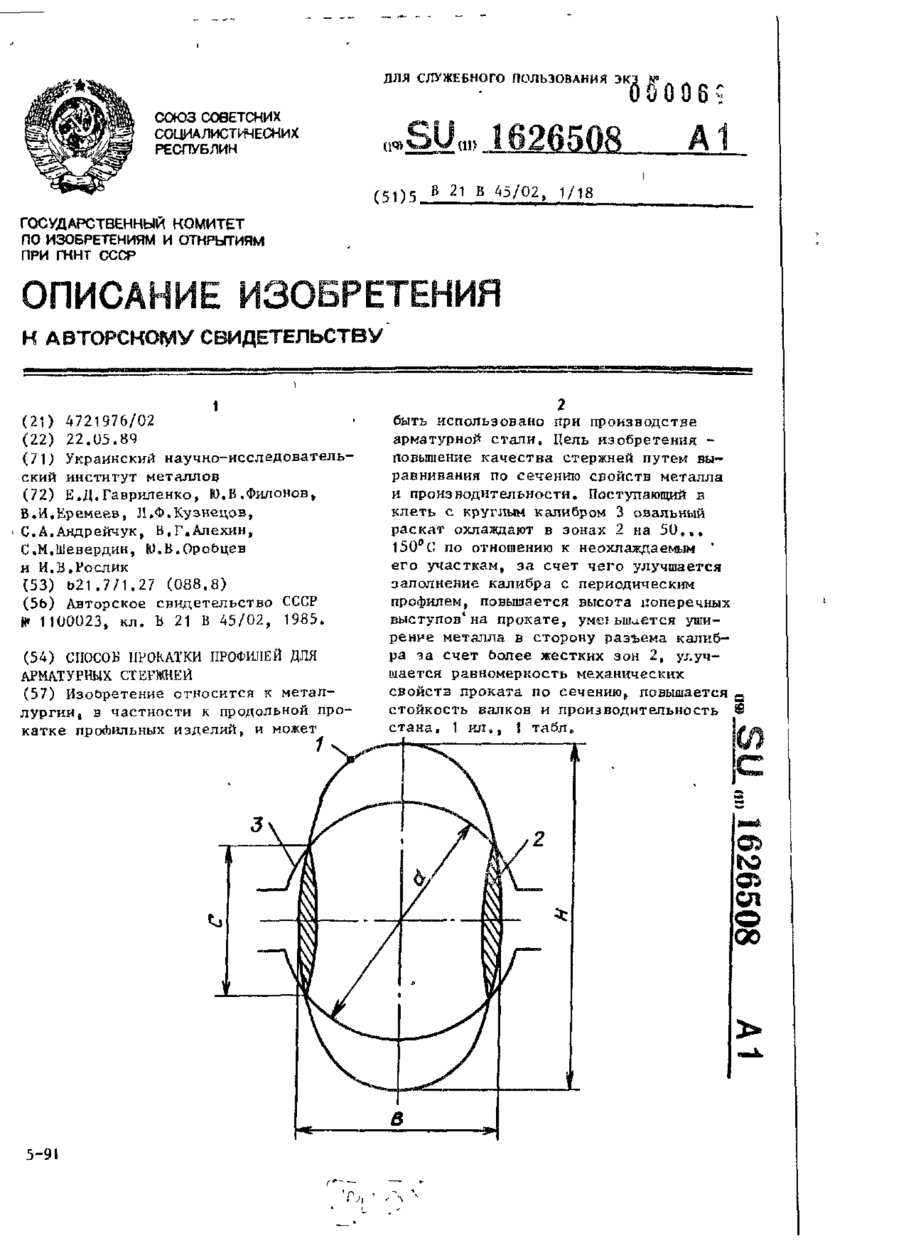
Способ прокатки профилей для арматурных стержней, включающий прокатку в круглом чистовом калибре предчистового овального раската, подвергнутого регулируемому охлаждению локальных участков его поверхности, отличающийся тем, что, с целью повышения качества стержней путем выравнивания по сечению свойств металла и производительности путем снижения износа валков, охлаждение предчистового овального раската осуществляют в зонах его боковых...
Вузол валків
Номер патенту: 2619
Опубліковано: 26.12.1994
Автори: Хорошілов Микола Макарович, Данилович Георгій Володимирович, Чудновець Олександр Миколайович, Локтіонов Петро Якович, Гавриленко Євген Дмитрович, Скороход Микола Михайлович, Кірієнко Анатолій Іванович, Мирошниченко Анатолій Васильович, Дорожко Іван Кирилович, Міронов Євген Костянтинович
МПК: B21B 27/02
Формула / Реферат:
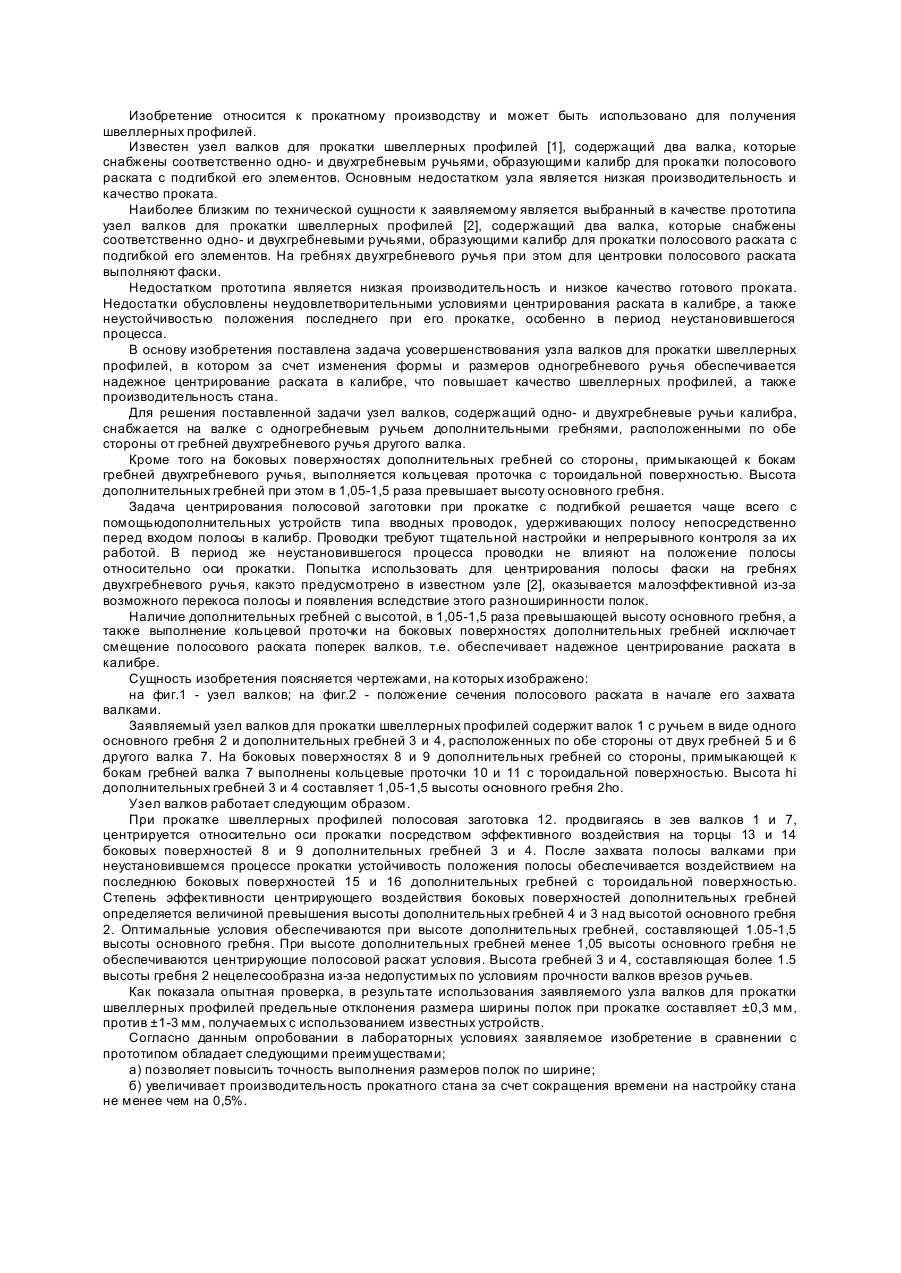
Узел валков для прокатки швеллерных профилей, содержащий валок с одногребневым ручьем и валок с двухгребневым ручьем с подгибкой полосового раската, отличающийся тем, что валок с одногребневым ручьем снабжен дополнительными гребнями с высотой, в 1,05-1,5 раза превышающей высоту основного гребня, расположенными по обе стороны от гребней двухгребневого ручья другого валка, а на боковых поверхностях дополнительных гребней со стороны, примыкающей...
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Глібов Євген Валеріанович, Руденко Анатолій Олександрович, Беседіна Елеонора Борисівна, Белкін Юхим Львович, Мартинов Валерій Васильович, Чернишова Світлана Никодимівна, Якунін Іван Олексійович, Афонін Володимир Олексійович, Шишков Михайло Михайлович
МПК: B22D 11/04
Мітки: лиття, кристалізатор, круглих, безперервного, заготовок
Формула / Реферат:
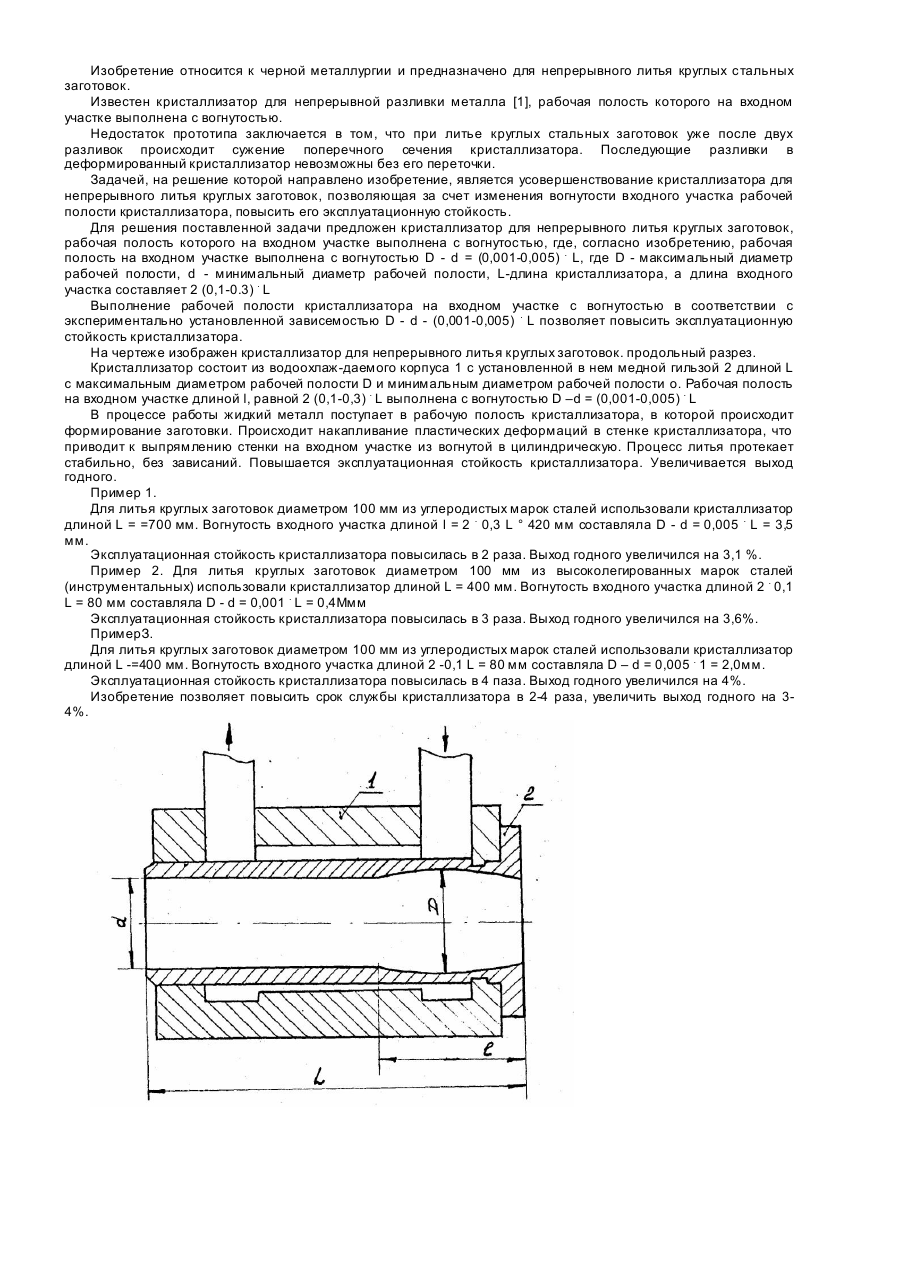
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Спосіб виготовлення гнутих профілів розставленого перерізу
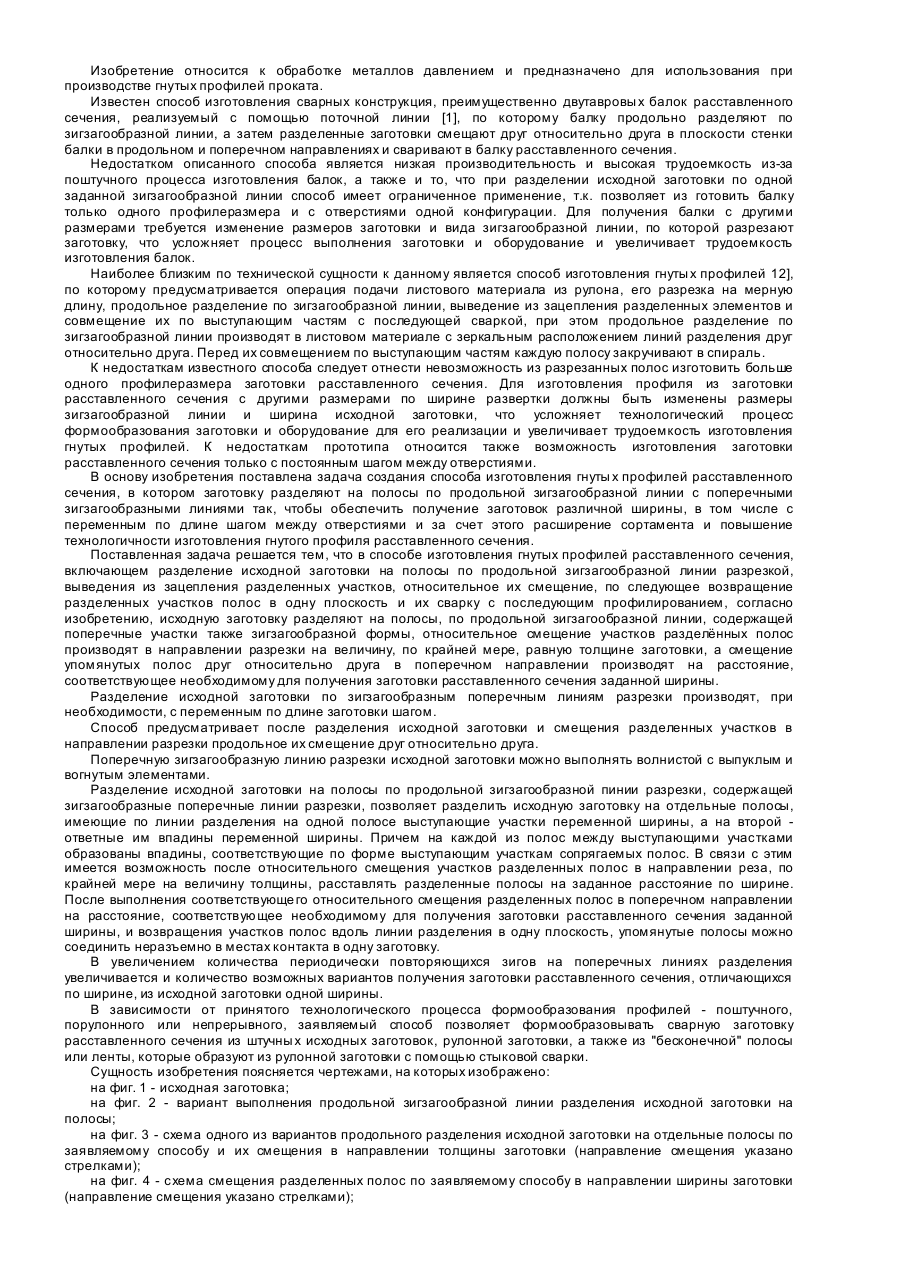
Номер патенту: 1706
Опубліковано: 25.10.1994
Автор: Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: гнутих, виготовлення, розставленого, профілів, перерізу, спосіб
Формула / Реферат:
1. Способ изготовления гнутых профилей расставленного сечения, включающий разделение исходной заготовки на полосы по продольной зигзагообразной линии разрезкой, выведение из зацепления разделенных участков, относительное их смещение, последующее возвращение разделенных участков полос в одну плоскость и их сварку с последующим профилированием, отличающийся тем, что исходную заготовку разделяют на полосы по продольной зигзагообразной линии,...
Попередній патент: Корм для птиці
Наступний патент: Пристрій для об’єднання та роз’єднання цифрових каналів
Випадковий патент: Спосіб оптичного запису інформаційного сигналу та пристрій для його здійснення