Спосіб визначення похибок датчиків систем автоматичного регулювання параметрів технологічних процесів та пристрій для його здійснення
Номер патенту: 18197
Опубліковано: 01.07.1997
Автори: Дубровний Віктор Опанасович, Скрипник Юрій Олексійович, Шевченко Костянтин Леонідович
Формула / Реферат
1. Способ определения погрешностей датчиков систем автоматического регулирования параметров технологических процессов, заключающийся в том, что задатчиком устанавливают требуемое значение параметра технологического процесса, изменяют выходной сигнал датчика несколько раз, меняя соответствующим образом измеряемый параметр технологического процесса и вычисляют погрешности датчика по значениям калиброванных воздействий на выходной сигнал датчика, отличающийся тем, что после достижения измеряемым параметром технологического процесса своего установившегося значения и измеряют положение β\ регулирующего органа и интенривность потока вещества или энергии А на входе регулирующего органа, затем выходной сигнал датчика суммируют с калиброванным сигналом Ζο и измеряют новое установившееся положение βι регулирующего органа, отключают калиброванный сигнал Ζο, ослабляют выходной сигнал датчика в заданное число раз К и измеряют третье установившееся положение /8з регулирующего органа, при этом значения калиброванного сигнала и коэффициента ослабления сигнала с выхода датчика выбирают из условия изменения измеряемого параметра технологического процесса больше, чем порог чувствительное і и датчика, но не более чем 1-2% от установившегося значения выходного сигнала с выхода датчика, соответствующего измеряемому параметру технологического процесса; значение мультипликативной составляющей у погрешности датчика вычисляют по формуле
а значение аддитивной составляющей δ погрешности датчика вычисляют по формуле
где β’1,β’2,β’3 A’- измеряемые положения регулирующего органа и интенсивность потока вещества или энергии на входе регулирующего органа в процессе калибровки;
β1,β2,β3 и А- те же величины в процессе определения погрешностей датчика при его эксплуатации;
У0 - сигнал с выхода задатчика;
S - номинальная чувствительность датчика в рабочей точке.
2. Устройство для определения погрешностей датчиков систем автоматического регулирования параметров технологических процессов, содержащее регулируемый объект, датчик технологического параметра, установленный на объекте, задатчик, блок сравнения, одним входом соединенный с задатчиком, выходом соединенный с регулятором, исполнительным механизмом на выходе регулятора и регулирующим органом на входе регулируемого объекта, указатель положения регулирующего органа, отличающийся тем, что введены измеритель интенсивности потока вещества или энергии на входе регулирующего органа, сумматор, источник калиброванного сигнала, калиброванный делитель напряжения и два ключа, при этом один вход сумматора соединен с выходом датчика, а второй вход через ключ с нормально открытым контактом с источником калиброванного сигнала, выход сумматора через калиброванный делитель напряжений соединен со вторым входом блока сравнения, а ключ с нормально закрытым контактом шунтирует калиброванный делитель напряжения.
Текст
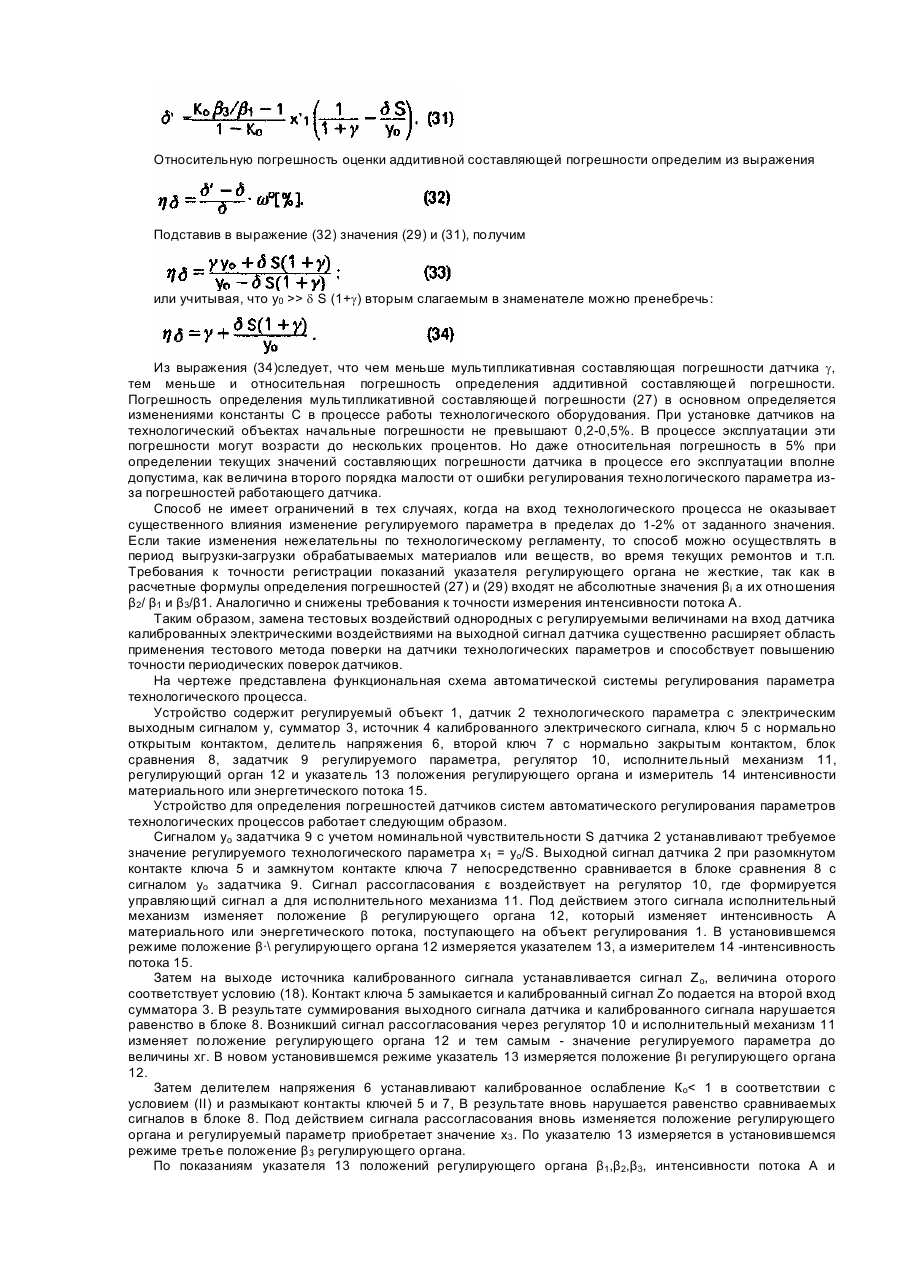
Изобретение относится к автоматике и может быть использовано для определения погрешностей датчиков технологических параметров с электрическим выходным сигналом, работающих в контуре автоматического регулирования параметров технологического процесса, без их демонтажа с объекта регулирования. В настоящее время, согласно существующим нормам, все датчики технологических параметров должны подвергаться периодическим поверкам, при которых определяются фактические значения погрешностей. В зависимости от значений погрешностей принимается решение о возможности дальнейшей эксплуатации датчика, его ремонте или замере. Известен способ определения погрешностей датчиков систем автоматического регулирования параметров технологических процессов (Промышленные приборы и средства автоматизации. Справочник/ В.Я.Баранов, Т.Х.Безновская, В.А.Бек и др., п/р В.В.Черенкова. Л., Машиностроение, Ленинградское отделение, 1987, с. 817-819), основанный на отключении, демонтаже датчиков, поверке датчиков и других элементов измерительного канала в лабораторных условиях, монтажа поверенных датчиков и вводе их в эксплуатацию после проведения пусконаладочных работ. Демонтаж датчика с объекта нарушает условия его работы и может исказить фактические значения его погрешностей, Кроме того, сама операция демонтажа может быть преждевременной или, наоборот, запоздалой из-за отсутствия информации о текущих значениях погрешностей измерения в зависимости от условий эксплуатации. Вывод объекта из эксплуатации на время поверки датчика или замена датчика на резервный не всегда возможны и связаны со значительными материальными затратами. В автоматизированных системах управления применяют специальные методы автоматизированного контроля (Семко Ю.И., Асташкин Н.Н., Синельников Г.А. Опыт автоматизации метрологических испытаний УВК АСУТП. - Приборы и системы управления, 1982, № 2, с.3-4), при котором через заданные интервалы времени ко входу измерительного канала подводится образцовый сигнал, имитирующий измеряемую величину. По команде ЭВМ выходная величина, соответствующая образцовому сигналу, сравнивается с номинальным значением. Если отклонение превышает допустимую погрешность, автоматически подается сигнал несоответствия и принимается решение о замене или подстройке элементов измерительного канала. Однако погрешности первичного измерительного преобразователя (датчика) при этом оказываются невыявленными. Устройство для автоматизированного контроля содержит объект контроля, на котором расположены датчики технологических параметров, измерительный канал, подключенный к ЭВМ, генератор образцовых сигналов, коммутатор, управляемый от ЭВМ, к одному из входов которого подключен выход генератора образцовых сигналов. Наиболее близким по технической сущности к предлагаемому является тестовый способ поверки датчиков автоматических систем регулирования параметров технологических процессов (Цапенко М.П., Измерительные информационные системы. М., Энергоатомиздат, с.391-393), заключающийся в том, что задатчиком устанавливают требуемое значение технологического параметра в регулируемом объекте, измеряют выходной сигнал датчика несколько раз, меняя соответствующим образом измеряемый параметр технологического процесса, измеряют каждый раз значения выходного сигнала и вычисляют погрешности датчика. Устройство для определения погрешностей датчиков систем автоматического регулирования параметров технологических процессов содержит регулируемый объект, датчик технологического параметра, соединенный с объектом, задатчик, блок сравнения, одним входом соединенный с задатчиком, выходом соединенный через регулятор и исполнительный механизм с регулирующим органом на входе регулируемого объекта и указатель положения регулирующего органа. В известных способе и устройстве изменение выходного сигнала датчика осуществляют путем тестовых воздействий на вход датчика, используя для этого калиброванные величины, однородные с измеряемой величиной. По калиброванным воздействиям входной величины или входного параметра датчика вычисляют действительное значение самой измеряемой величины или погрешности преобразования датчика, обусловленные изменениями чувствительности и дрейфом нуля датчика в процессе его эксплуатации. Недостатком способа и устройства является трудность создания калиброванных аддитивного и мультипликативного воздействия на вход датчика, когда измеряемая величине не является электрической (расход, давление, концентрация и др.). Так, аддитивный текст должен увеличивать входное неэлектрическое воздействие на датчик на точно известную величину независимо от значения самой измеряемой величины. Мультипликативный тест должен ослаблять или усиливать входную неэлектрическую величину в точно заданное число раз. Точность таких калиброванных воздействий на большинство технологических параметров весьма низкая. Относительная погрешность задания неэлектрической величины не менее 5-10%. Если участь, что погрешность результата тестовых измерений возрастает во столько раз, во сколько раз измеряемая величина больше дополнительного тестового воздействия, то погрешность определения погрешностей датчиков тестовым способом возрастает до десятков процентов, что недопустимо при автоматическом регулировании многих технологических параметров ответственных производств (высокоинтенсивные химические реакции, атомные превращения в реакторах, производство электроэнергии и др.). Задачей изобретения является расширение области применения тестового метода поверки на датчики технологических параметров и повышение точности определения их текущих погрешностей без демонтажа с регулируемого объекта. Поставленная задача решается тем, что в способе определения погрешностей датчиков систем автоматического регулирования параметров технологических процессов, заключающемся в том, что задатчиком устанавливают требуемое значение технологического параметра в регулируемом объекте, изменяют входной сигнал датчика несколько раз, меняя соответствующим образом измеряемый параметр технологического процесса, измеряя каждый раз значение выходного сигнала и вычисляют погрешности датчика, согласно изобретению, после установки значения регулируемого параметра измеряют положение β регулирующего органа и интенсивность А потока вещества или энергии на входе объекта, выходной сигнал датчика суммируют с калиброванным сигналом Ζο и измеряют новое установившееся значение положения регулирующего органа βο. отключают калиброванный сигнал, ослабляют выходной сигнал датчика в заданное число раз Ко и измеряют третье установившееся положение /Зз регулир\ ющего органа. При этом значения калиброванного сигнала и коэффициента ослабления сигнала датчика выбирают из условия изменения регулируемого параметра больше, чем порог чувствительности датчика, но не более 1 - 2% от установившегося значения технологического параметра, значение мультипликативной составляющей γ погрешности датчика определяют из соотношения а значение аддитивной составляющей д погрешности из соотношения: где β’1,β’2,β’3 и А' - измеряемые положения регулирующего органа и интенсивность входного потока в процессе калибровки соответственно; У0 - выходной сигнал задатчика; S - номинальная чувствительность датчика. Поставленная задача решается так же тем, что в устройство для определения погрешностей датчиков систем автоматического регулирования параметров технологических процессов, содержащее регулируемый объект, датчик технологического параметра, соединенный с объектом, задатчик, блок сравнения, одним входом соединенный с задатчиком, а выходом соединенный через регулятор и исполнительный механизм с регулирующим органом на входе регулируемого объекта, указатель положения регулирующего органа, согласно изобретению введены измеритель интенсивности потока вещества или энергии на входе объекта, сумматор, источник калиброванного сигнала, калиброванный делитель напряжения и два ключа с нормально открытым и нормально закрытым контактом, при этом один вход сумматора соединен с выходом датчика, а второй вход через ключ с нормально открытым контактом соединен с источником калиброванного сигнала, выход сумматора через калиброванный делитель напряжения соединен со вторым входом блока сравнения, а ключ с нормально закрытым контактом шунтирует калиброванный делитель напряжения. Введение дополнительных воздействий на выходной сигнал датчика приводит через автоматическую систему регулирования к изменениям положения регулирующего органа. В случае дополнительных воздействий, изменяющих регулируемый параметр в небольших пределах, имеют место пропорциональные изменения положения регулирующего органа. Зная параметры дополнительных воздействия на выходной сигнал датчика, можно составить дополнительные уравнения, связывающие действительное значение регулируемой величины с положением регулирующего органа и параметрами дополнительных воздействий. Измеряя каждый раз положение регулирующего органа и зная калиброванные изменения выходного сигнала датчика можно с учетом дополнительных уравнений вычислить погрешности датчика без его отключения из системы регулирования. Способ определения погрешностей датчиков систем автоматического регулирования параметров технологических процессов осуществляется в следующей последовательности. Регулируемый параметр χ технологического процесса преобразует датчиком в электрический сигнал у: где S - номинальная чувствительность датчика полученная при его градуировке; - относительная мультипликативная составляющая погрешности датчика из-за изменения крутизны градуировочной характеристики; d = D х0 - абсолютная аддитивная coставляющая погрешности датчика от дрейфа нуля градуировочной характеристики. Выходной сигнал датчика у сравнивается с сигналом задатчика уо. В результате сравнения образуется сигнал рассогласования ε Сигнал рассогласования ε воздействует на вход регулятора, который формирует управляющий сигнал a, функционально зависящий от рассогласования При использовании регулятора непрерывного действия, например, ПИД-регулятора, управляющий сигнал имеет вид: где Кп, Ти и Тд - настраиваемые параметры регулятора. Управляющий сигнал а воздействует на исполнительный механизм, изменяющий положение β регулирующего органа. В результате изменения положения регулирующего органа увеличивается или уменьшается регулирующее воздействие. Технологический параметр, как регулируемая величина, определяется значением регулирующего воздействия в соответствии со статической характеристикой объекта где А - интенсивность потока вещества или энергии на входе регулируемого объекта. Зависимость регулируемого параметра χ от положения регулирующего органа β и интенсивности потока А в общем случае нелинейна и может быть описана полиномами различного порядка. При ограниченном диапазоне изменения регулируемого параметра х, что характерно для условия работы системы автоматического регулирования, можно с достаточной для практики точностью ограничиться первым членом ряда, т.е. заменить для приращения регулируемого параметра Dх степенной полином линейной зависимостью где Dβ - контролируемое изменение положения регулирующего органа, которое в процессе реализации способа изменяется в небольших пределах (Db d S (1+g) вторым слагаемым в знаменателе можно пренебречь: Из выражения (34)следует, что чем меньше мультипликативная составляющая погрешности датчика g, тем меньше и относительная погрешность определения аддитивной составляющей погрешности. Погрешность определения мультипликативной составляющей погрешности (27) в основном определяется изменениями константы С в процессе работы технологического оборудования. При установке датчиков на технологический объектах начальные погрешности не превышают 0,2-0,5%. В процессе эксплуатации эти погрешности могут возрасти до нескольких процентов. Но даже относительная погрешность в 5% при определении текущих значений составляющих погрешности датчика в процессе его эксплуатации вполне допустима, как величина второго порядка малости от ошибки регулирования технологического параметра изза погрешностей работающего датчика. Способ не имеет ограничений в тех случаях, когда на вход технологического процесса не оказывает существенного влияния изменение регулируемого параметра в пределах до 1-2% от заданного значения. Если такие изменения нежелательны по технологическому регламенту, то способ можно осуществлять в период выгрузки-загрузки обрабатываемых материалов или веществ, во время текущих ремонтов и т.п. Требования к точности регистрации показаний указателя регулирующего органа не жесткие, так как в расчетные формулы определения погрешностей (27) и (29) входят не абсолютные значения βi а их отношения β2/ β1 и β3/β1. Аналогично и снижены требования к точности измерения интенсивности потока А. Таким образом, замена тестовых воздействий однородных с регулируемыми величинами на вход датчика калиброванных электрическими воздействиями на выходной сигнал датчика существенно расширяет область применения тестового метода поверки на датчики технологических параметров и способствует повышению точности периодических поверок датчиков. На чертеже представлена функциональная схема автоматической системы регулирования параметра технологического процесса. Устройство содержит регулируемый объект 1, датчик 2 технологического параметра с электрическим выходным сигналом у, сумматор 3, источник 4 калиброванного электрического сигнала, ключ 5 с нормально открытым контактом, делитель напряжения 6, второй ключ 7 с нормально закрытым контактом, блок сравнения 8, задатчик 9 регулируемого параметра, регулятор 10, исполнительный механизм 11, регулирующий орган 12 и указатель 13 положения регулирующего органа и измеритель 14 интенсивности материального или энергетического потока 15. Устройство для определения погрешностей датчиков систем автоматического регулирования параметров технологических процессов работает следующим образом. Сигналом уо задатчика 9 с учетом номинальной чувствительности S датчика 2 устанавливают требуемое значение регулируемого технологического параметра x1 = yo/S. Выходной сигнал датчика 2 при разомкнутом контакте ключа 5 и замкнутом контакте ключа 7 непосредственно сравнивается в блоке сравнения 8 с сигналом уо задатчика 9. Сигнал рассогласования ε воздействует на регулятор 10, где формируется управляющий сигнал а для исполнительного механизма 11. Под действием этого сигнала исполнительный механизм изменяет положение β регулирующего органа 12, который изменяет интенсивность А материального или энергетического потока, поступающего на объект регулирования 1. В установившемся режиме положение β·\ регулирующего органа 12 измеряется указателем 13, а измерителем 14 -интенсивность потока 15. Затем на выходе источника калиброванного сигнала устанавливается сигнал Ζ ο, величина оторого соответствует условию (18). Контакт ключа 5 замыкается и калиброванный сигнал Ζο подается на второй вход сумматора 3. В результате суммирования выходного сигнала датчика и калиброванного сигнала нарушается равенство в блоке 8. Возникший сигнал рассогласования через регулятор 10 и исполнительный механизм 11 изменяет положение регулирующего органа 12 и тем самым - значение регулируемого параметра до величины хг. В новом установившемся режиме указатель 13 измеряется положение βι регулирующего органа 12. Затем делителем напряжения 6 устанавливают калиброванное ослабление Ко< 1 в соответствии с условием (II) и размыкают контакты ключей 5 и 7, В результате вновь нарушается равенство сравниваемых сигналов в блоке 8. Под действием сигнала рассогласования вновь изменяется положение регулирующего органа и регулируемый параметр приобретает значение х3 . По указателю 13 измеряется в установившемся режиме третье положение β3 регулирующего органа. По показаниям указателя 13 положений регулирующего органа β1,β2,β3, интенсивности потока А и известным значениям калиброванного сигнала Zo, коэффициента ослабления Ко и задания регулятору уо по формулам (17) и (29) вычисляют текущие значения мультипликативной и аддитивной составляющих погрешностей датчика 2. Элементы (3...7) требуется установить дополнительно, остальные элементы и блоки входят в состав любой автоматической системы регулирования. Приборы 13 и 14 могут быть стандартными и устанавливаться только на время поверки датчиков и использоваться для нескольких поверяемых систем. Калиброванные значения электрического сигнала Z0 и коэффициент ослабления Ко могут быть заданы с высокой точностью (с погрешностью не более сотых процента). Поэтому относительная погрешность определения текущих значений составляющих погрешности датчика по предлагаемому способу не превышает величины самих погрешностей, т.е. в наихудших условиях - единиц процента. Таким образом, предложенный способ и устройство достаточно просто реализуются в автоматических системах регулирования параметров без ограничений физической природы этих параметров, лишь бы выходной сигнал датчика был электрическим, и дают значительный экономический эффект за счет повышения точности и надежности определения погрешностей датчиков в процессе эксплуатации. Информация о текущих значениях аддитивной и мультипликативной составляющих погрешности датчика позволяет организовать раздельную коррекцию дрейфа нуля и чувствительности измерительного канала, продлив тем самым срок использования датчиков.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determining gauge errors of systems for automatic control of parameters of manufacturing processes and device for its realization
Автори англійськоюSkrypnyk Yurii Oleksiiovych, Dubrovnyi Viktor Opanasovych, Shevchenko Kostiantyn Leonidovych
Назва патенту російськоюСпособ определения погрешностей датчиков систем автоматического регулирования параметров технологических процессов и прибор для его осуществления
Автори російськоюСкрипник Юрий Алексеевич, Дубровный Виктор Афанасьевич, Шевченко Константин Леонидович
МПК / Мітки
МПК: G05B 23/00
Мітки: систем, пристрій, регулювання, похибок, датчиків, параметрів, процесів, визначення, здійснення, технологічних, автоматичного, спосіб
Код посилання
<a href="https://ua.patents.su/6-18197-sposib-viznachennya-pokhibok-datchikiv-sistem-avtomatichnogo-regulyuvannya-parametriv-tekhnologichnikh-procesiv-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення похибок датчиків систем автоматичного регулювання параметрів технологічних процесів та пристрій для його здійснення</a>
Спосіб визначення параметрів вектору дисбалансу роторів та пристрій для його здійснення

Номер патенту: 2744
Опубліковано: 26.12.1994
Автори: Савченко Лідія Михайлівна, Єфремов Володимир Борисович, Прилуцький Валерій Львович, Муравський Аркадій Миколайович, Добровольський Геннадій Георгійович
МПК: G01M 1/22
Мітки: параметрів, роторів, визначення, вектору, дисбалансу, здійснення, спосіб, пристрій
Формула / Реферат:
1. Способ определения параметров вектора дисбаланса роторов, заключающийся в том, что по окружности ротора наносят равноудаленные метки, одну из которых принимают за нулевую, приводят ротор во вращение и о параметрах вектора дисбаланса судят по сигналу с датчика дисбаланса, отличающийся тем, что, с целью повышения точности, отсчитывают число меток в интервале от нулевой метки до метки, совпадающей с моментом перехода сигнала сдатчика...
Спосіб контролю віддалених датчиків та пристрій для його здійснення
Номер патенту: 9858
Опубліковано: 30.09.1996
Автори: Стаднік Микола Іванович, Мезніков Артур Володимирович, Стрекалова Леонора Олександрівна
МПК: G08C 19/16
Мітки: спосіб, контролю, пристрій, датчиків, здійснення, віддалених
Формула / Реферат:
(57) 1. Способ контроля удаленных датчиков, заключающийся в передаче по линии связи выпрямленного однополупериодного напряжения, из которого формируют импульсы, соответствующие состоянию датчиков, контроль импульсов осуществляют путем сравнения сформированных импульсов с эталонными и формируют по результатам сравнения команды управления, отличающийся тем, что при включенном состоянии датчиков формируют последовательность импульсов одной...
Спосіб визначення дисбалансу роторів та пристрій для його здійснення
Номер патенту: 2745
Опубліковано: 26.12.1994
Автори: Остріченко Сергій Федорович, Єфремов Володимир Борисович
МПК: G01M 1/22
Мітки: визначення, спосіб, здійснення, пристрій, роторів, дисбалансу
Формула / Реферат:
1. Способ определения дисбаланса роторов, заключающийся в том, что приводят ротор во вращение, фиксируют его радиальные перемещения в течение одного полуоборота дважды со сдвигом 90° и определяют амплитуду и фазу дисбаланса, отличающийся тем, что, с целью расширения частотного диапазона и повышения безаварийности, предварительно на ротор наносят две метки со сдвигом 90°, компенсируют некруглость ротора и при вращении на любой частоте...
Спосіб автоматичного регулювання витрат пилевугільного палива, яке подається в горн доменної печі та система для його здійснення
Номер патенту: 1303
Опубліковано: 25.03.1994
Автори: Нехаєв Григорій Євдокимович, Следнев Володимир Володимирович, Степанов Василь Васильович, Чернов Віктор Олександрович, Бабак Олег Володимирович
МПК: C21B 7/24
Мітки: здійснення, доменної, яке, пилевугільного, горн, регулювання, система, палива, автоматичного, печі, витрат, спосіб, подається
Формула / Реферат:
1. Способ автоматического регулирования расхода пылеугольного топлива, подаваемого в горндоменной печи, путем регулирования расхода транспортного воздуха и давления в питающем резервуаре, отличающийся тем, что, с целью экономии кокса и упрощения, регулирование расхода и давления осуществляют одновременно.2. Способ по п.1, отличающийся тем, что регулирование расхода пылеугольного топлива осуществляют по временной программе.3....
Спосіб визначення коефіцієнту демпфування та пристрій для його здійснення
Номер патенту: 14883
Опубліковано: 18.02.1997
Автор: Шпачук Володимир Петрович
Мітки: демпфування, спосіб, здійснення, коефіцієнту, пристрій, визначення
Формула / Реферат:
1. Способ определения коэффициента демпфирования, заключающийся в том, что возбуждают вынужденные колебания механического объекта, закрепленного на столе вибровозбудителя в диапазоне частот прирезонансной области при постоянном уровне виброперемещений стола, регистрируют сигналы пропорциональные виброперемещениям соответственйо стола вибровозбудителя и механического объекта, и определяют коэффициент демпфирования, отличающийся тем, что...
Попередній патент: Спосіб імунодетекції раку
Наступний патент: Різальний інструмент для обробки волокнистих матеріалів
Випадковий патент: Одноразовий підгузник