Екструдер для приготування кормів
Номер патенту: 19576
Опубліковано: 25.12.1997
Автори: Деркач Віктор Наумович, Ануфрієв Валерій Олександрович, Пилипенко Леонід Олександрович, Тиняков Юрій Семенович, Балтага Костянтин Романович, Чубовський Анатолій Іванович, Зверлін Валерій Григорович
Формула / Реферат
Экструдер для приготовления кормов, содержащий загрузочный бункер, секционный корпус с расположенными между секциями корпуса перепускными кольцами, смонтированный на штанге секционный шнек, имеющий зоны транспортирования, пластификации, выдавливания с дроссельной шайбой, установленной между секциями шнека в каждой из зон, головку с формующей втулкой, причем между наружной поверхностью витков шнека и внутренней поверхностью корпуса, а также между наружными поверхностями дроссельных шайб и внутренними поверхностями перепускных колец образованы радиальные зазоры, отличающийся тем, что радиальный зазор между наружной поверхностью витков шнека и внутренней поверхностью корпуса выбирается в пределах 0,012-0,020 от номинального диаметра шнека, а радиальные зазоры между дроссельными шайбами и перепускными кольцами уменьшаются к выходу и выбираются в зоне транспортирования в пределах 1,3-1,6 от величины зазора в зоне выдавливания, в зоне выдавливания - в пределах 0,020-0,028 от номинального диаметра шнека, а в зоне пластификации - как среднее арифметическое величин зазоров в зонах транспортирования и выдавливания.
Текст
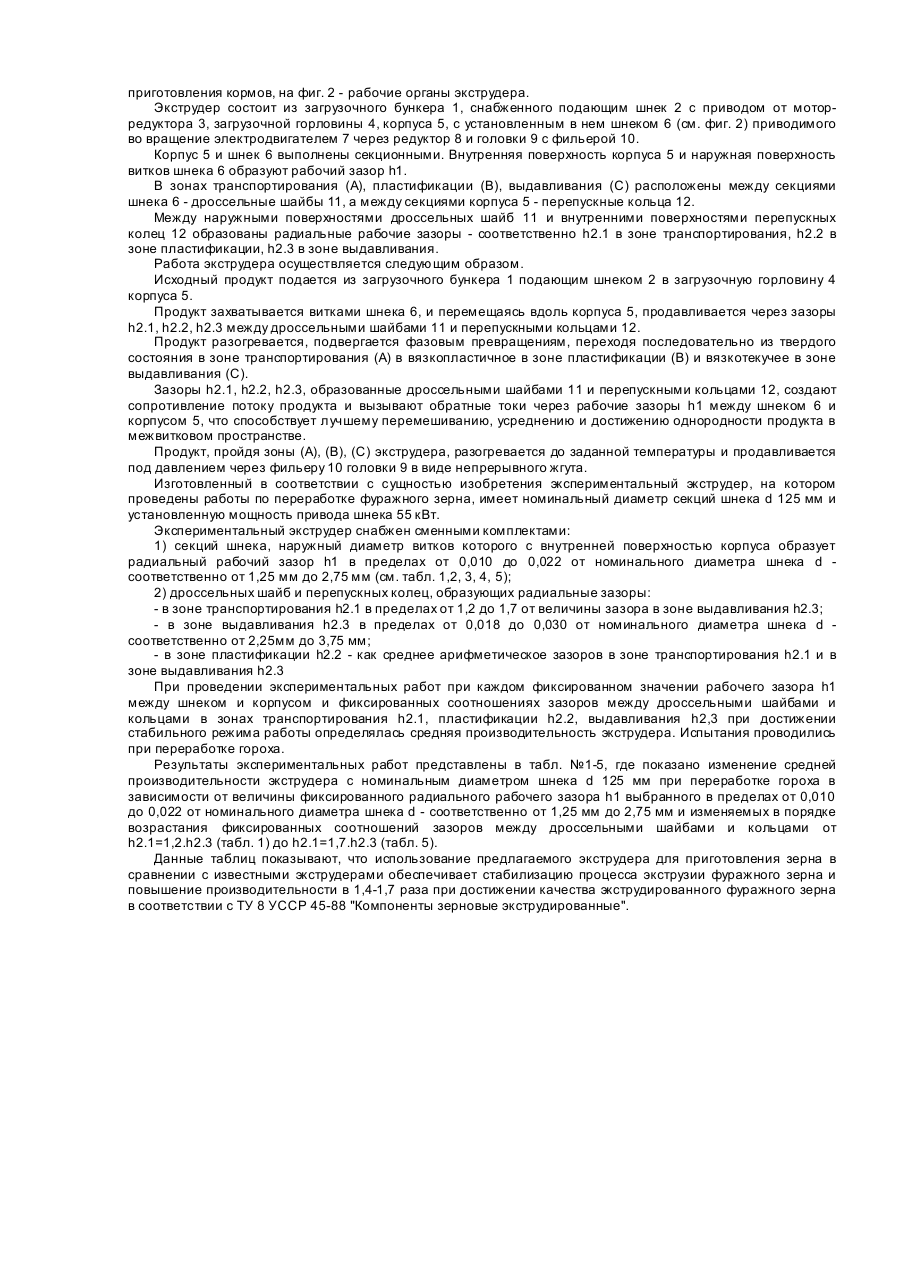
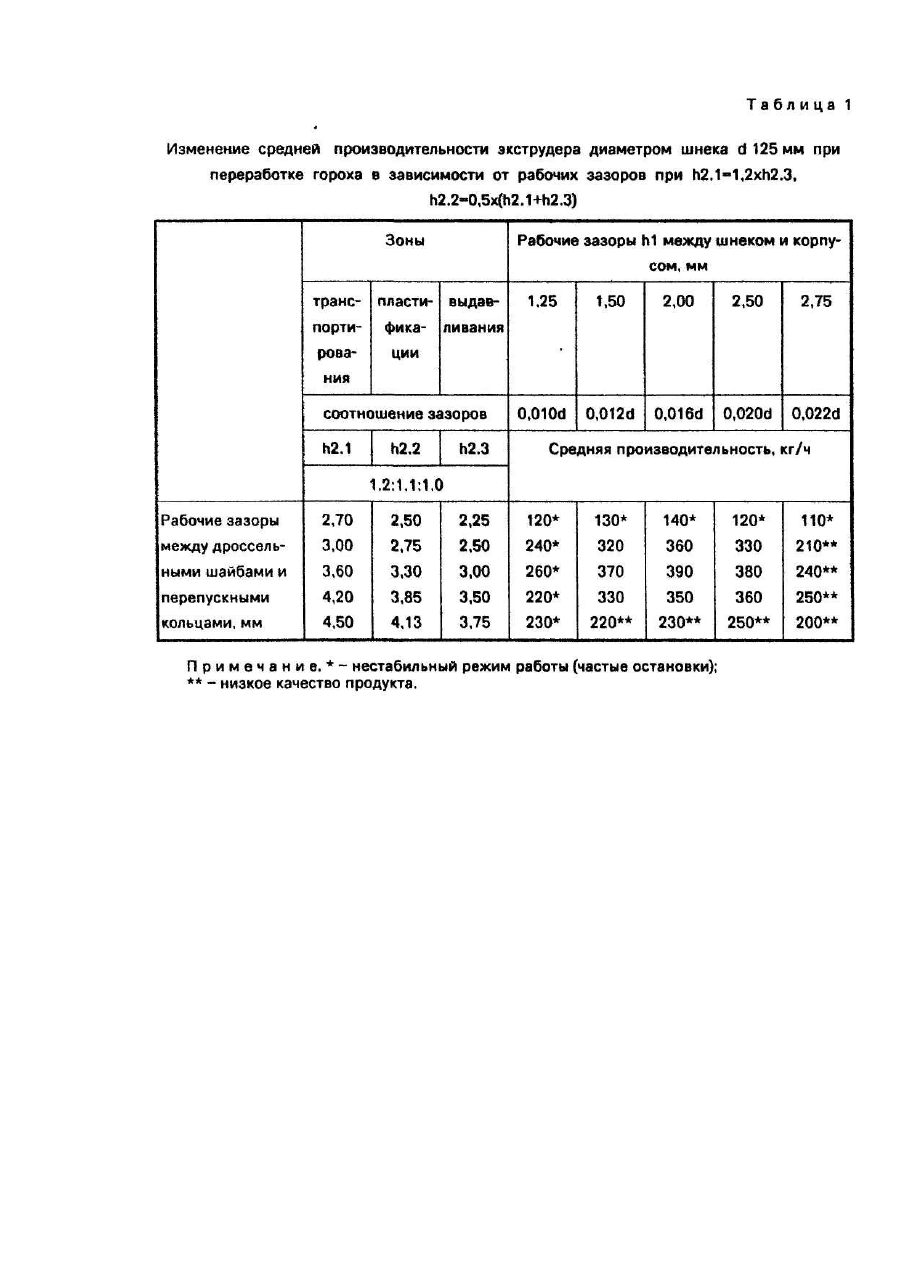
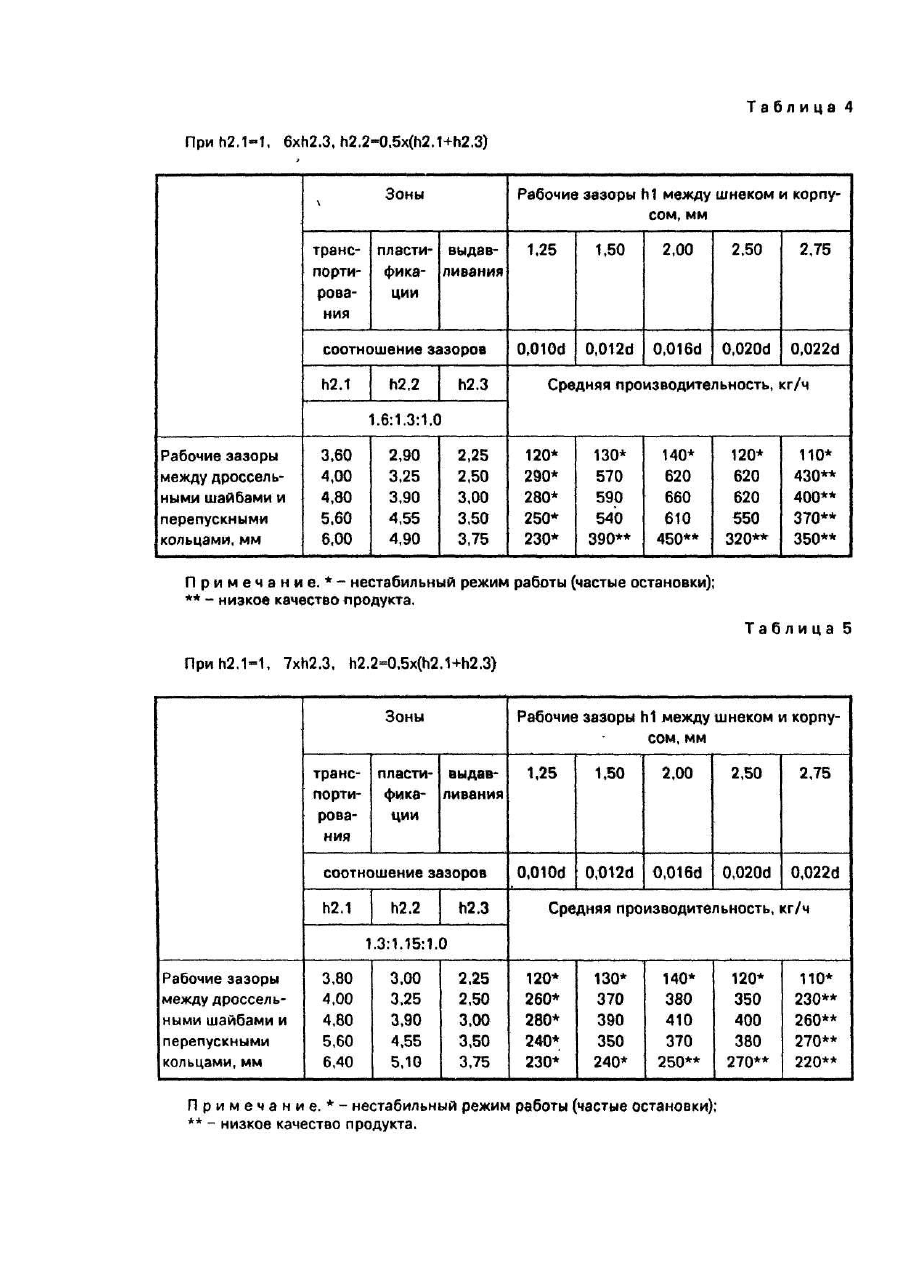
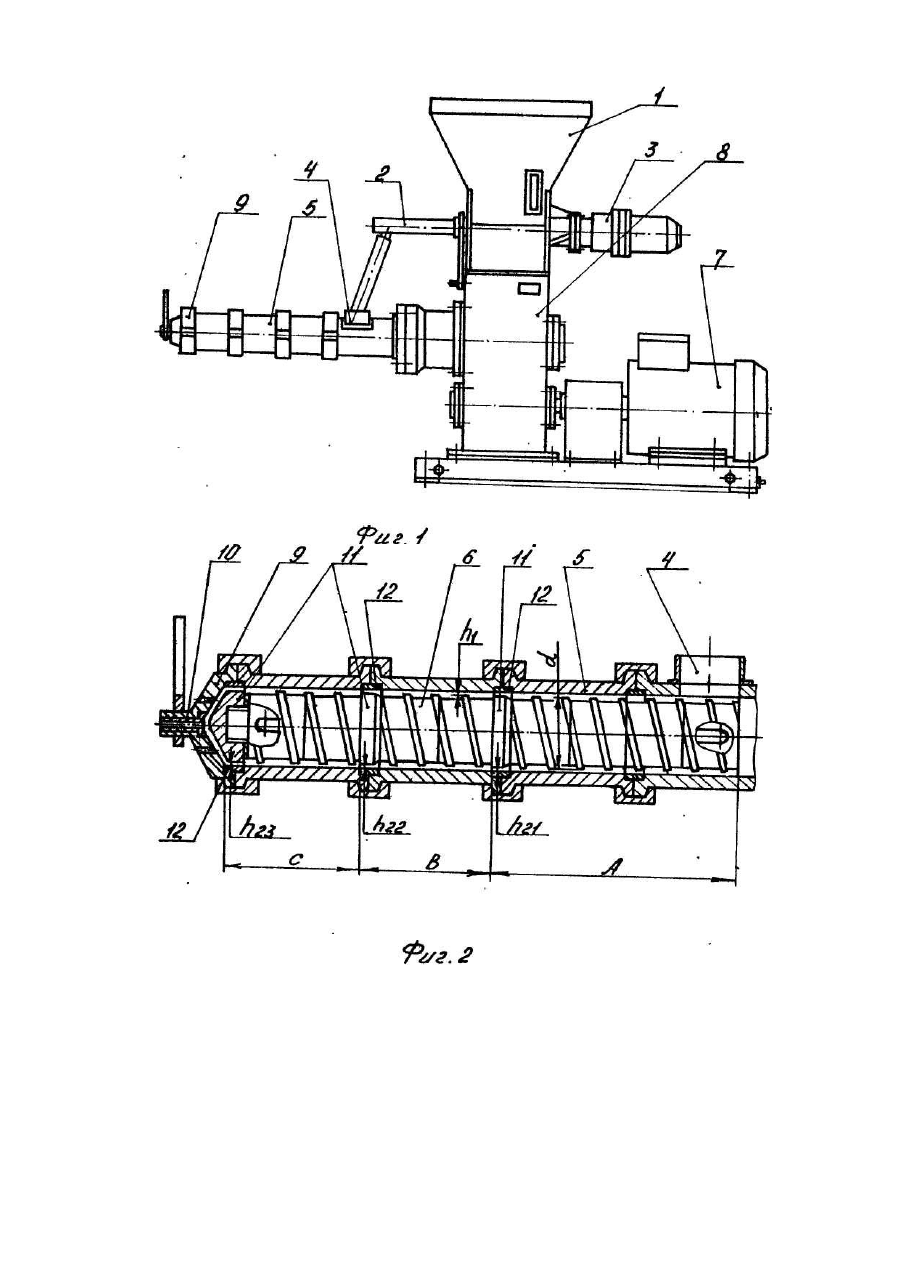
Изобретение относится к эструдерам для приготовления кормов, в частности, к экструдерам для переработки фуражного зерна и зерносмесей. Известен экструдер для приготовления кормов, содержащий загрузочный бункер, секционный корпусе расположенными между секциями корпуса кольцами, смонтированный на штанге секционный шнек с установленными между секциями шайбами, а также головку с формующей втулкой [1]. В экструдере продукт, поступающий из бункера, перемещаясь вдоль шнека, уплотняется, проходя через кольцевые зазоры между кольцами и шайбами разогревается, подвергается тепловой обработке под давлением в присутствии вла ги, перемешивается, гомогенизируется. Влага, содержащаяся в продукте, под воздействием температуры и давления переходит в состояние перегретой жидкости и при выходе продукта из головки мгновенно испаряется. За счет высвобождающейся со скоростью взрыва энергии в продукте происходят глубокие структурные преобразования, которые повышают его усвояемость и питательную ценность. Известен также наиболее близкий по технической сущности и дости гаемому результату экструдер для приготовления кормов, содержащий загрузочный бункер, секционный корпус с расположенными между секциями корпуса перепускными кольцами, смонтированный на штанге секционный шнек, имеющий зоны транспортирования, платификации, выдавливания с дроссельными шайбами, установленными между секциями шнека в каждой из зон, головку с формующей втулкой, причем между наружной поверхностью витков шнека и внутренней поверхностью корпуса, а также между наружными поверхностями дроссельных шайб и внутренними поверхностями перепускных колец образованы кольцевые зазоры [2]. Недостатками известных экструдеров являются нестабильность работы и, как следствие, снижение производительности экструдера и качества получаемого продукта. Указанные недостатки обусловлены неоптимальными рабочими зазорами между наружной поверхностью витков шнека и внутренней поверхностью корпуса, а также между наружными поверхностями дроссельных шайб и внутренними поверхностями перепускных колец. Так, при малых зазорах между витками шнека и корпусом, а также между наружными поверхностями дроссельных шайб и внутренними поверхностями перепускных колец: - создается большое сопротивление движению продукта вдоль шнека; - практически отсутствуют в зонах пластификации и выдавливания обратные токи продукта через зазоры между шайбами и кольцами и в межвитковом пространстве шнека вследствие чего продукт недостаточно перемешивается; - продукт в межвитковом пространстве резко уплотняется, что часто приводит к напрессовке продукта и остановке экструдера; - происходит неравномерный интенсивный рост температуры продукта в межвитковом пространстве, т.е. возникают местные перегревы продукта! сопровождающиеся ростом и пульсацией токовой нагрузки на двигатель привода, перерасходом потребляемой энергии и снижением производительности и качества получаемого продукта. При больших зазорах между витками шнека и корпусом, а также между наружными поверхностями дроссельных шайб и внутренними поверхностями перепускных колец: - в связи с уменьшением высоты витка уменьшается транспортирующая способность шнека; - уменьшается сопротивление движению продукта вдоль шнека, т.е. продукт недостаточно уплотняется; - температура продукта при перемещении его в межвитковом пространстве растет медленно и вследствие недостаточного разогрева ухудшается его переработка (перемешивание, пластификация); - создаваемое шнеком давление и температура продукта недостаточны, для перехода влаги, содержащейся в продукте, в состояние перегретой жидкости, структурных преобразований при выходе продукта из головки не происходит. Следствием перечисленных факторов является снижение производительности экструдера и качества экструдируемого продукта. В результате проведенных авторами экспериментальных работ было установлено, что известные экструдеры требуют усо вершенствования параметрических данных рабочих органов. Это обусловлено тем, что перевод зерна в вязкотекучее состояние требует создания в экструдере специфических условий диспергирования зерна, выделения из его объема природных пластификаторов и обеспечение их баротермического гидролиза и декстринизации. Такие условия достигаются в основном соответствующими соотношениями параметров рабочих органов. В основу изобретения положено решение следующей те хнической задачи - создание экструдера для приготовления кормов, который обеспечивает стабильный процесс экструзии и высокую производительность при достижении требуемого ГОСТом качества получаемого продукта. Поставленная техническая задача достигается за счет того, что в экструдере для приготовления кормов, содержащем загрузочный бункер, секционный корпус с расположенными между секциями корпуса перепускными кольцами, смонтированный на штанге секционный шнек, имеющий зоны транспортирования, пластификации, выдавливания с дроссельными шайбами, установленными в каждой из зон между секциями шнека, головку с формующей втулкой, причем между наружной поверхностью витков шнека и внутренней поверхностью корпуса, а также между наружными поверхностями дроссельных шайб и внутренними поверхностями перепускных колец образованы радиальные зазоры, согласно изобретению радиальный зазор между наружной поверхностью витков шнека и внутренней поверхностью корпуса выбирается постоянным в пределах 0,012-0,020 от номинального диаметра шнека, а радиальные зазоры между дроссельными шайбами и перепускными: кольцами уменьшаются к выходу и выбираются в зоне транспортирования в пределах 1,31,6 от величины зазора в зоне выдавливания, в зоне выдавливания в пределах 0,020-0,028 от номинального диаметра шнека, а в зоне пластификации как среднее арифметическое величин зазоров в зонах транспортирования и выдавливания. Сущность изобретения поясняется чертежами, где на фиг. 1 показан общий вид экструдера для приготовления кормов, на фиг. 2 - рабочие органы экструдера. Экструдер состоит из загрузочного бункера 1, снабженного подающим шнек 2 с приводом от моторредуктора 3, загрузочной горловины 4, корпуса 5, с установленным в нем шнеком 6 (см. фиг. 2) приводимого во вращение электродвигателем 7 через редуктор 8 и головки 9 с фильерой 10. Корпус 5 и шнек 6 выполнены секционными. Внутренняя поверхность корпуса 5 и наружная поверхность витков шнека 6 образуют рабочий зазор h1. В зонах транспортирования (А), пластификации (В), выдавливания (С) расположены между секциями шнека 6 - дроссельные шайбы 11, а между секциями корпуса 5 - перепускные кольца 12. Между наружными поверхностями дроссельных шайб 11 и внутренними поверхностями перепускных колец 12 образованы радиальные рабочие зазоры - соответственно h2.1 в зоне транспортирования, h2.2 в зоне пластификации, h2.3 в зоне выдавливания. Работа экструдера осуществляется следующим образом. Исходный продукт подается из загрузочного бункера 1 подающим шнеком 2 в загрузочную горловину 4 корпуса 5. Продукт захватывается витками шнека 6, и перемещаясь вдоль корпуса 5, продавливается через зазоры h2.1, h2.2, h2.3 между дроссельными шайбами 11 и перепускными кольцами 12. Продукт разогревается, подвергается фазовым превращениям, переходя последовательно из твердого состояния в зоне транспортирования (А) в вязкопластичное в зоне пластификации (В) и вязкотекучее в зоне выдавливания (С). Зазоры h2.1, h2.2, h2.3, образованные дроссельными шайбами 11 и перепускными кольцами 12, создают сопротивление потоку продукта и вызывают обратные токи через рабочие зазоры h1 между шнеком 6 и корпусом 5, что способствует лучшему перемешиванию, усреднению и достижению однородности продукта в межвитковом пространстве. Продукт, пройдя зоны (А), (В), (С) экструдера, разогревается до заданной температуры и продавливается под давлением через фильеру 10 головки 9 в виде непрерывного жгута. Изготовленный в соответствии с сущностью изобретения экспериментальный экструдер, на котором проведены работы по переработке фуражного зерна, имеет номинальный диаметр секций шнека d 125 мм и установленную мощность привода шнека 55 кВт. Экспериментальный экструдер снабжен сменными комплектами: 1) секций шнека, наружный диаметр витков которого с внутренней поверхностью корпуса образует радиальный рабочий зазор h1 в пределах от 0,010 до 0,022 от номинального диаметра шнека d соответственно от 1,25 мм до 2,75 мм (см. табл. 1,2, 3, 4, 5); 2) дроссельных шайб и перепускных колец, образующих радиальные зазоры: - в зоне транспортирования h2.1 в пределах от 1,2 до 1,7 от величины зазора в зоне выдавливания h2.3; - в зоне выдавливания h2.3 в пределах от 0,018 до 0,030 от номинального диаметра шнека d соответственно от 2,25мм до 3,75 мм; - в зоне пластификации h2.2 - как среднее арифметическое зазоров в зоне транспортирования h2.1 и в зоне выдавливания h2.3 При проведении экспериментальных работ при каждом фиксированном значении рабочего зазора h1 между шнеком и корпусом и фиксированных соотношениях зазоров между дроссельными шайбами и кольцами в зонах транспортирования h2.1, пластификации h2.2, выдавливания h2,3 при достижении стабильного режима работы определялась средняя производительность экструдера. Испытания проводились при переработке гороха. Результаты экспериментальных работ представлены в табл. №1-5, где показано изменение средней производительности экструдера с номинальным диаметром шнека d 125 мм при переработке гороха в зависимости от величины фиксированного радиального рабочего зазора h1 выбранного в пределах от 0,010 до 0,022 от номинального диаметра шнека d - соответственно от 1,25 мм до 2,75 мм и изменяемых в порядке возрастания фиксированных соотношений зазоров между дроссельными шайбами и кольцами от h2.1=1,2.h2.3 (табл. 1) до h2.1=1,7.h2.3 (табл. 5). Данные таблиц показывают, что использование предлагаемого экструдера для приготовления зерна в сравнении с известными экструдерами обеспечивает стабилизацию процесса экструзии фуражного зерна и повышение производительности в 1,4-1,7 раза при достижении качества экструдированного фуражного зерна в соответствии с ТУ 8 УССР 45-88 "Компоненты зерновые экструдированные".
ДивитисяДодаткова інформація
Назва патенту англійськоюExtruder for making fodders
Автори англійськоюZverlin Valerii Hryhorovych, Anufriiev Valerii Oleksandrovych, Baltaha Kostiantyn Romanovych, Chubovskyi Anatolii Ivanovych, Pylypenko Leonid Oleksandrovych, Tyniakov Yurii Semenovych
Назва патенту російськоюЭкструдер для приготовления кормов
Автори російськоюЗверлин Валерий Григорьевич, Ануфриев Валерий Александрович, Балтага Константин Романович, Чубовский Анатолий Иванович, Пилипенко Леонид Александрович, Тыняков Юрий Семенович
МПК / Мітки
МПК: A23N 17/00
Мітки: приготування, екструдер, кормів
Код посилання
<a href="https://ua.patents.su/6-19576-ekstruder-dlya-prigotuvannya-kormiv.html" target="_blank" rel="follow" title="База патентів України">Екструдер для приготування кормів</a>
Екструдер для приготування кормів
Номер патенту: 5071
Опубліковано: 28.12.1994
Автори: Бабенко Вячеслав Омельянович, Лопатін Григорій Іванович, Одинець Вадим Сергійович
МПК: A23N 17/00
Мітки: кормів, приготування, екструдер
Формула / Реферат:
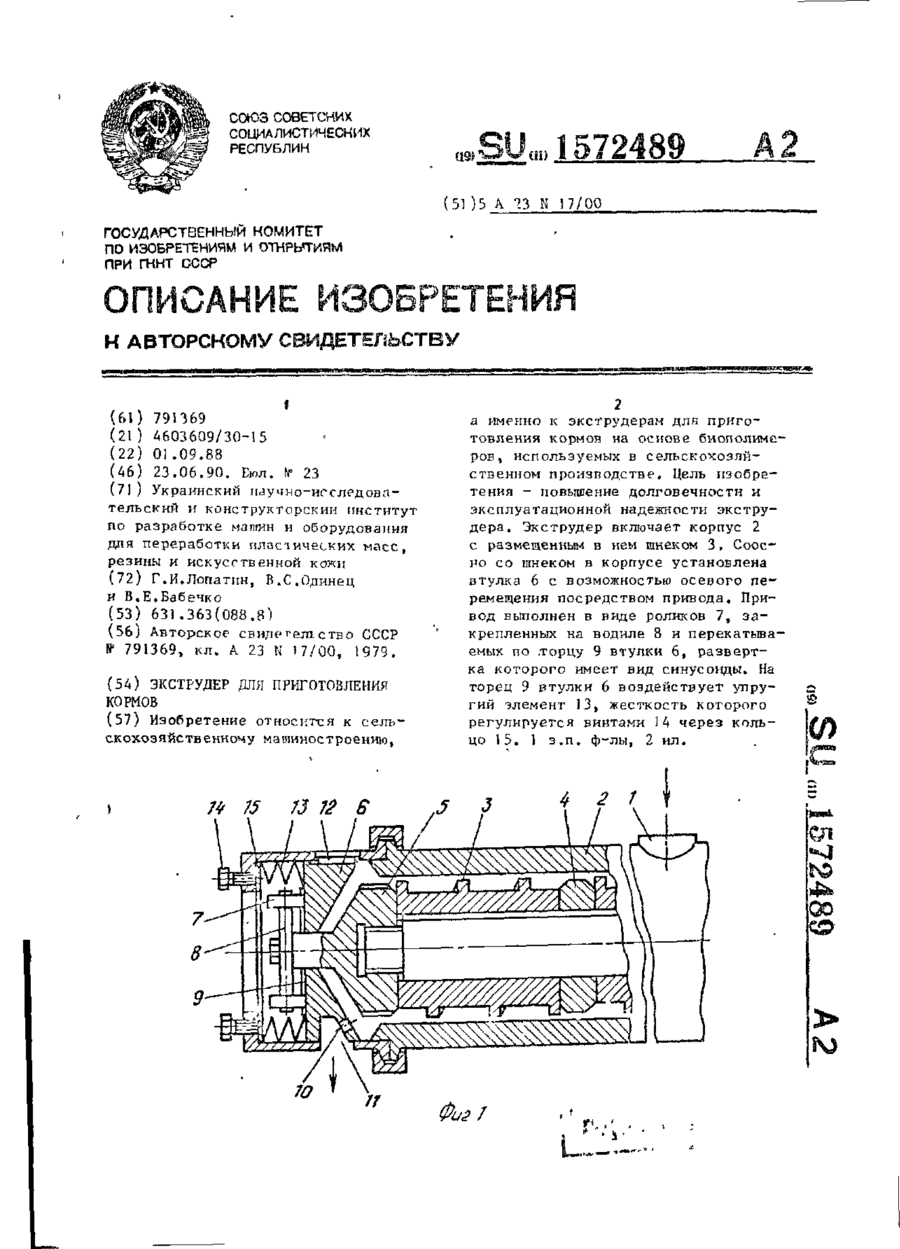
1. Экструдер для приготовления кормов по авт. св. № 791369, отличающийся тем, что, с целью повышения долговечности и эксплуатационной надежности, втулка со стороны внешнего торца поджата регулируемым упругим элементом.2. Экструдер по п. 1, отличающийся тем, что отношение наружного диаметра втулки к диаметру шнека составляет 1,2-1,4.
Екструдер для приготування кормів
Номер патенту: 11495
Опубліковано: 25.12.1996
Автор: Лопатін Григорій Іванович
МПК: A23N 17/00, B29C 47/00
Мітки: екструдер, кормів, приготування
Формула / Реферат:
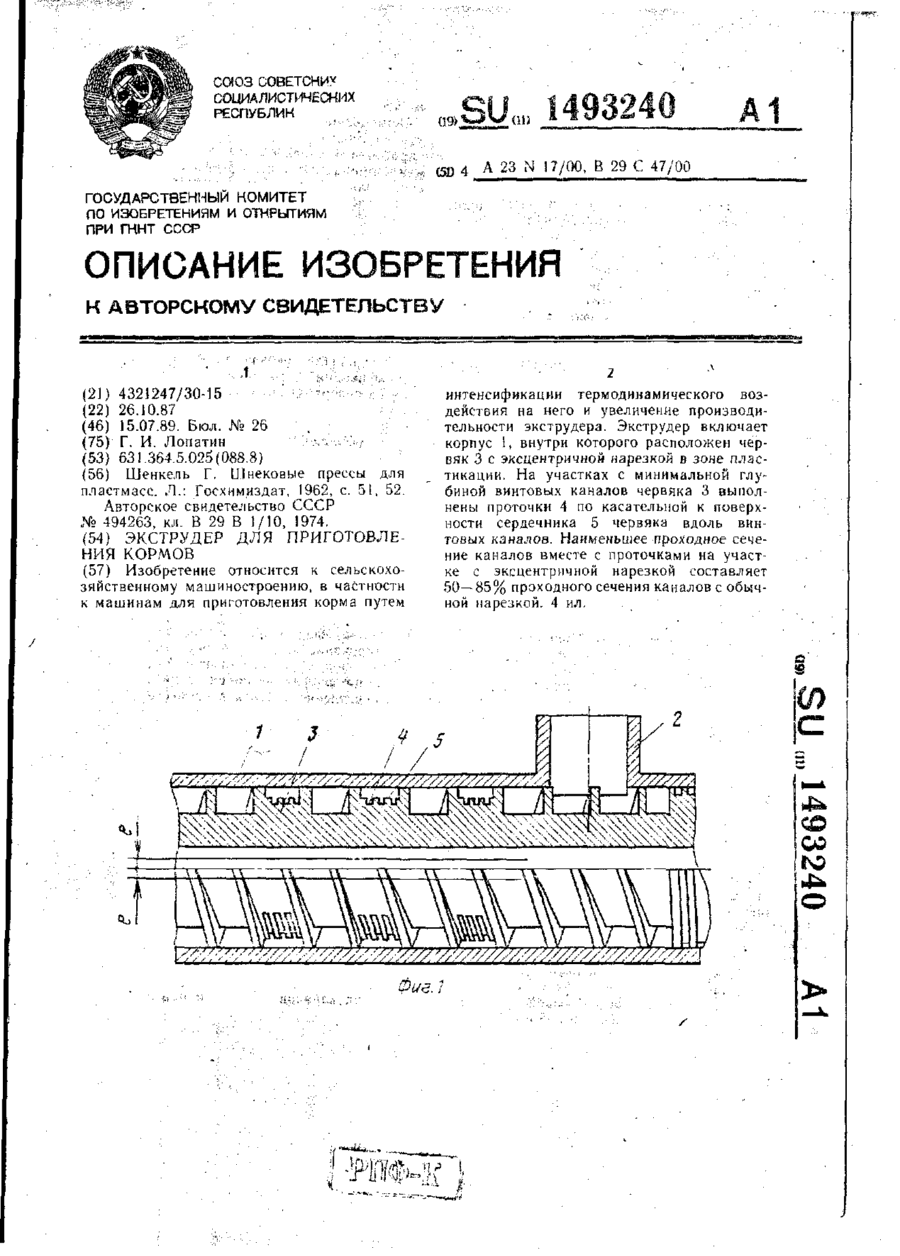
Экструдер для приготовления кормов, содержащий корпус и червяке эксцентричной нарезкой, у которого на участках с минимальной глубиной винтовых каналов выполнены проточки, отличающийся тем, что, с целью повышения качества приготовляемого корма путем интенсификации термодинамического воздействия на него и увеличения производительности, проточки выполнены по касательной к поверхности сердечника червяка вдоль винтовых каналов, при этом...
Пристрій для приготування кормів
Номер патенту: 21288
Опубліковано: 04.11.1997
Автори: Кузьменко Олександр Олексійович, Вірьовка Іван Микитович
Мітки: приготування, пристрій, кормів
Формула / Реферат:
Устройство для приготовлений кормов, содержащее измельчитель, состоящий из корпуса, зубчатых валков, бункера подачи, патрубка отвода продукта и элементов уплотнения, отличающееся тем, что валки имеют эвольвентные зубья, а корпус и боковые крышки уплотняют зубья валков, образуя замкнутые камеры при малых зазорах между этими элементами.
Екструдер

Номер патенту: 14796
Опубліковано: 18.02.1997
Автори: Бармашин Євгеній Петрович, Дитинчук Сергій Анатолійович
МПК: B29B 7/00, B29C 47/76
Мітки: екструдер
Формула / Реферат:
1. Экструдер, содержащий корпус с вентиляционным отверстием и размещенный в корпусе червяк, имеющие последовательно расположенные зоны пластикации, дегазации и выдавливания, стрейнирующее приспособление, размещенное в зоне дегазации и выполненное в виде перфорированного цилиндра и скребкового элемента, состоящего, по меньшей мере, из одной спиральной ленты, расположенной в кольцевом канале, образованном внутренней поверхностью корпуса и...
Двочерв’ячний екструдер для переробки пластмас
Номер патенту: 5069
Опубліковано: 28.12.1994
Автори: Жданов Юрій Олександрович, Іванченко Анатолій Іванович, Дьомін Павло Петрович
МПК: B29C 47/38
Мітки: екструдер, двочерв'ячний, пластмас, переробки
Формула / Реферат:
Двухчервячный экструдер для переработки пластмасо, содержащий размещенные в нем червяки с винтовой нарезкой и чередующимися с ней входными и выходными месильными блоками, образованными попарно сопряженными смесительными элементами с выступами и впадинами по наружной поверхности и расположенными вдоль червяков с угловым смещением относительно соседних смесительных элементов для обеспечения подпора, а по крайней мере первая в направлении...
Попередній патент: Hерезоhуючий траhсформатор hапруги
Наступний патент: Пристрій для вправлення переломів носа
Випадковий патент: Пристрій для стабілізації літального апарата