Спосіб регулювання швидкостей головних електроприводів реверсивної універсальної кліті
Номер патенту: 21873
Опубліковано: 30.04.1998
Автори: Кузьмін Олександр Вікторович, Світличний Олексій Васильович, Нестеренко Олександр Анатольович


Формула / Реферат
Способ регулирования скоростей главных электроприводов реверсивной универсальной клети, в котором измеряют диаметры вертикальных и горизонтальных валов, частоту вращения ведущих валков, растворы горизонтальных и вертикальных валков, вычисляют обжатия, опережения и вытяжки раската по проходам в вертикальных и горизонтальных валках, задают частоту вращения ведущих валков и в зависимости от значений указанных величин изменяют задание на частоту вращения ведомых валков, отличающийся тем, что дополнительно вычисляют углы захвата по проходам в вертикальных и горизонтальных валках, задают желаемое значение момента привода вертикальных валков, в качестве задания на частоту вращения ведомых вертикальных валков используют частоту вращения горизонтальных валков, умноженную на переменный коэффициент связи, равный:
в проходе от вертикальных валков к горизонтальным при раздельной прокатке металла
в проходе от вертикальных валков к горизонтальным при совместной прокатке металла
в проходе от горизонтальных валков к вертикальным при раздельной прокатке металла
в проходе от горизонтальных валков к вертикальным при совместной прокатке металла
где Ксв - коэффициент связи между заданным значением частоты вращения вертикальных валков и частотой вращения горизонтальных валков;
Dг - диаметр горизонтальных валков;
Dв- диаметр вертикальных валков;
α г - угол захвата горизонтальных валков;
Sв - коэффициент опережения в вертикальных валках;
Sг - коэффициент опережения в горизонтальных валках;
μ r- коэффициент вытяжки в горизонтальных валках;
Kв - жесткость механической характеристики привода вертикальных валков;
Мзв - задаваемое желаемое значение момента привода вертикальных валков;
ωзв- заданное значение частоты вращения горизонтальных валков;
Мсум - максимальный допустимый по прочностным характеристикам оборудования суммарный момент прокатки;
Кг- жесткость механической характеристики привода горизонтальных валков;
α в - угол захвата вертикальных валков;
μ в- коэффициент вытяжки в вертикальных валках.
Текст
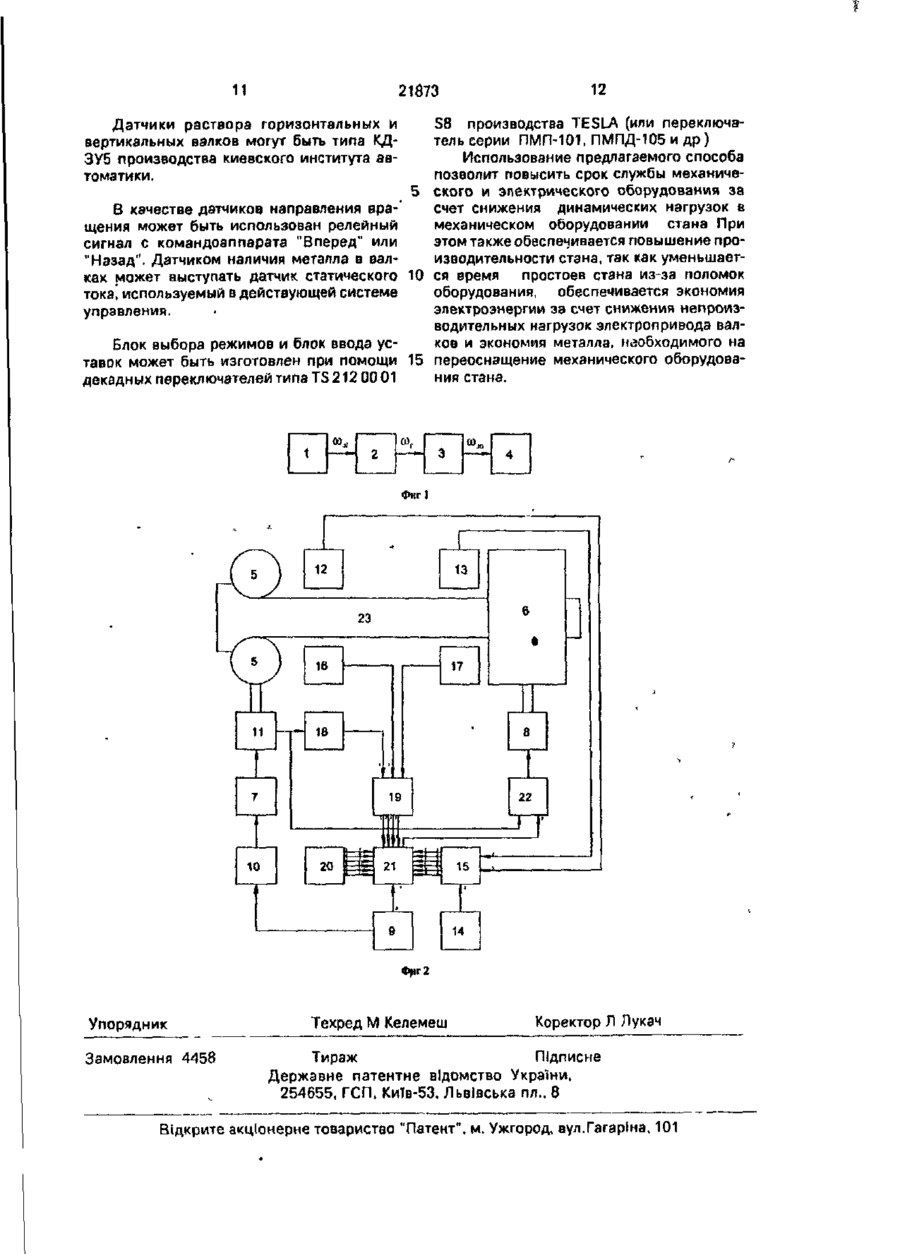
УКРАЇНА (19) UА о„ 21873 ю 00 О 21Й73 М с у м - максимальный допустимый по прочностным характеристикам оборудования суммарный момент прокатки; К г - жесткость механической характеристики привода горизонтальных валков; Изобретение .относится к автоматизации прокатных станов и может быть использовано при построении систем автоматического управления электроприводами вертикальных и горизонтальных валков слябинга. Наиболее близким по достигаемому результату и технической сущности к предполагаемому изобретению является способ регулирования скоростей главных электро-приводов реверсивной универсальной клети [Авт.св. СССР № 1310053, кл. В 21 В 37/00, 1987], в котором производят каскадное задание окружных скоростей вертикальных и горизонтальных валков с поочередной сменой по проходам ведущих и ведомых валков, причем ведущими выбирают первые по ходу прокатки валки, а в качестве задания электроприводу ведомых валков используют сигнал датчика частоты вращения электродвигателя ведущих валков, скорректированный в зависимости от передаточных чисел редукторов, диаметров валков, обжатий, опережений в ведущих и ведомых валках, вытяжки в ведомых валках, уширения металла в горизонтальных валках-и прогнозируемого момента прокатки в ведомых валках. Однако для данного способа присущи следующие недостатки: 1. Не обеспечивается согласование скоростей при захвате металла. 2. Используется прогнозируемое отклонение частоты вращения в функции прогнозируемого момента п р о к а т к и , что в реальных условиях эксплуатации связано со значительными ошибками из^эа разброса температурных режимов и химического состава сталей 3. Возможно возникновение неустойчивых режимов прокатки при ведущих вертикальных валках. Анализ зависимости изменения момента привода вертикальных валков рт суммарного момента прокатки для случаев, когда эти валки являются ведущими и когда они являются ведомыми, показывает чрезвычайно высокую чувствительность момента привода вертикальных валков к вариации а>д - угол захвата вертикальных валков; ftB - коэффициент вытяжки в вертикальных валках. 5 ]Q ]§ 20 25 30 35 40 45 суммарного момента прокатки. Аналогичный вид имеет и зависимость момента привода вертикальных валков от таких параметров, как опережение и значение коэффициента связи между скоростями ведущих и ведомых валков. Уст.ойчивая работа" системы с ведущими вертикальными валками практически невозможна, что было подтверждено математическим моделированием совместной работы приводов вертикальных и горизонтальных валков при замыкании через металл для слябинга 1150 комбината "Запорожсталь". В основу изобретения поставлена задача усовершенствования способа регулирования скоростей главных электроприводов реверсивной универсальной клети, при этом обеспечивается согласование скоростей вращения электроприводов горизонтальных и вертикальных валков и поддержание моментов в механических узлах и соединениях в заданных пределах и за счет этого предотвращаются аварийные режимы, уменьшается число отказов, увеличивается срок служ'бы механического и электрического оборудования, уменьшается время простоев стана из-за поломок оборудования, снижается расход металла, необходимого на переоснащение оборудования, обеспечивается экономия электроэнергии. Для осуществления предлагаемого способа измеряют диаметры горизонтальных и вертикальных валков, частоту вращения ведущих валков, растворы горизонтальных и вертикальных валков, вычисляют обжатия, опережения и вытяжки раската по проходам в вертикальных и горизонтальных валках, задают частоту вращения ведущих валков и в зависимости от значений указанных величин изменяют задание на частоту вращения ведомых валков. При этом дополнительно вычисляют углы захвата по проходам а вертикальных и горизонтальных валках, задают желаемое значение момента привода вертикальных валков, в качестве задания на частоту вращения ведомых вертикальных валков используют частоту вращения горизонтальных валков, 21873 умноженную на переменный коэффициДля согласования частот вращения электроент связи, равный; приводов горизонтальных и вертикальных в проходе от вертикальных валков к горивалков во время захвата металла валками зонтальным при раздельной прокатке мепоследующей по ходу прокатки клети необталла 5 ходимо также учитывать и углы захвата, так Dr как вектор скорости металла не совпадает с вектором окружной скорости валков в процессе захвата. Задание желаемого момента в проходе от вертикальных валков к горипрокатки а вертикальных валках и поддерзонтальным при совместной прокатке ме10 жание его во время совместной прокатки в талла заданных пределах обеспечивает поддерDr 1 +Sr 1 жание моментов в механических узлах и со+ S B fir + единениях в заданных пределах. Для согласования скоростей вращения В О)г - ( 15 горизонтальных и вертикальных валков и в проходе от горизонтальных валков к верподдержания моментов в механических узтикальным при раздельной прокатке металлах и соединениях в заданных пределах в ла качестве задания на частоту вращения верDr 1 + Sr ' тикальных валков используют частоту D B соэ(ав)' 20 вращения горизонтальных валков, умнов проходе от горизонтальных валков к верженную на переменный коэффициент святикальным при совместной прокэтке металзи. ла Изобретение иллюстрируется чертежаDr_ . 1 +Sr ми, где на фиг. 1 представлена структурная г DB І + ов 25 схема системы управления с последовательной передачей сигнала задания; на фиг. 2 . ^в " . + к блок-схема устройства, реализующего предв о)зг - ( М с у м - м з в ) • IV ' лагаемый способ. где К с в - коэффициент связи между заданНа фиг. 1 представлен посту правления ным значением частоты вращения верти- 30 ^- с которого передается сигнал задания кальных валков- и частотой вращения частоты вращения й>3|- приводу ведущих гогоризонтальных валков; ризонтальных валков 2, частота вращения D r - диаметр горизонтальных валков; привода ведущих горизонтальных валков £УГ Dg - диаметр вертикальных валков; через звено, реализующее переменный копу - угол захвата горизонтальных вал- 35 эффициент связи между заданным значеников; ем частоты вращения ведомых S B - коэффициент опережения в вертивертикальных валков и частотой вращения кальных валках; ведущих горизонтальных валков 3, передаS r - коэффициент опережения в гориется в качестве задания на частоту вращезонтальных валках; 40 ния co3Q приводу ведомых вертикальных //г - коэффициент вытяжки в горизонвалков 4. тальных валках; Блок-схема устройства, реализующего К в - жесткость механической характепредлагаемый способ, содержит горизонристики привода вертикальных валков; тальные валки 5, вертикальные валки 6, М з в - задаваемое желаемое значение 45 электропривод горизонтальных валков 7, момента привода вертикальных валков; электропривод вертикальных валков 8, коftJ3r - заданное значение частоты врамандозадающий блок 9, задатчик интенсивщения горизонтальных валков; н о с т и 10, датчик частоты вращения М с у м - максимальный допустимый по электродвигателя горизонтальных валков прочностным характеристикам оборудова- 50 11, связанный механически с соответствуюния суммарный момент прокатки; щим электроприводом, датчик раствора гоК г - жесткость механической характеризонтальных валков 12, датчик раствора ристики привода горизонтальных валков; вертикальных валков 13, блок задания типоСЕц- угол захвата вертикальных валков; размера слитка 14, вычислительный блок /г в ~ коэффициент вытяжки в вертикаль- 55 определения опережения, вытяжки и углов ных валках. захвата в вертикальных и горизонтальных Применение горизонтальных валков в валках 15, датчик наличия металла в горикачестве ведущих позволяет исключить незонтальных валках 16, датчик наличия меустойчивый режим при совместной прокаттапла в вертикальных валках 17, датчик ке в горизонтальных и вертикальных валках. 8 21873 направления вращения горизонтальных валков 18, блок выбора режимов 19, блок ввода установок 20, вычислительный блок для определения коэффициента связи между заданным значением частоты вращения валков вертикальной клети и частотой вращения валков горизонтальной клети 2 1 , блок для реализации переменного коэффициента связи 22. Прокатываемый металл 23 на приведенной фигуре изображен одновременно находящимся в вертикальной и горизонтальной клети. Первый выход командозадающего блока 9 соединен со входом задатчика интенсивности 10, выход задатчика интенсивности 10 соединен со входом электропривода горизонтальных валков 7, выход датчика частоты вращения горизонтальных валков 11 соединен с первым входом блока, реализующего переменный коэффициент связи 22, выход блока, реализующего переменный коэффициент связи 22, соединен со входом электропривода вертикальных валков 8, выход блока задания типоразмера слитка 14 соединен с первым входом вычислительного блока определения коэффициентов опережения, вытяжки и углов захвата 15, ко второму и третьему входам которого подключены соответственно выходы датчиков растворов вертикальных и горизонтальных валков 12 и 13, первый, второй, третий, четвертый, пятый и шестой выходы вычислительного блока определения коэффициентов опережения, вытяжки и углов захвата 15 соединены соответственно с первым, вторым, третьим, четвертым, пятым и шестым входами вычислительного блока определения коэффициента связи 21, к седьмому двенадцатому входам которого подключены соответственно первый - шестой выходы блока ввода уставок 20, а к тринадцатому шестнадцатому входам соответственно первый - четвертый выходы блока выбора режимов 19, к первому входу которого подключен выход датчика направления вращения горизонтальных валков 18, а ко второму и третьему входам с о о т в е т с т в е н н о выходы датчиков наличия металла в горизонтальных и вертикальных валках 16 и 17, вход датчика направления вращения горизонтальных валков 18 соединен с выходом датчика частоты вращения горизонтальных валков 11, второй выход командозадающего блока 9 соединен с семнадцатым входом вычислительного блока определения коэффициента связи 21, выход которого соединен со вторым входом звена, реализующего переменный коэффициент связи 22. 5 10 15 20 25 30 35 40 45 50 55 Для осуществления предлагаемого способа устройство работает следующим образом. В нечетном п р о п у с к е оператор подводит металл 23 к первым по ходу прокатки вертикальным валкам 6 и задает с, помощью командозадающего блока 9 желаемую частоту вращения электропривода горизонтальных валков 7 ш з г , к о т о р а я поступает на его управляющий вход через задатчик интенсивности 10 С помощью блока задания типоразмера слитка 14 оператор вводит номер типоразмера, в соответствии с которым устанавливаются исходные размеры по высоте и ширине, поступающие в вычислительный блок определения опережения, вытяжки и углов захвата в вертикальных и горизонтальных валках 15. В этот же блок поступают данные о фактических установленных растворах горизонтальных 5 и вертикальных 6 валков от соответствующих датчиков растворов валков 12 и 13. На основании этой входной информации в вычислительном блоке определения опережения, вытяжки и углов захвата в вертикальных и горизонтальных валках 15 рассчитываются значения коэффициентов опережения, вытяжки и углов захвата в вертикальных и горизонтальных валках. Рассчитанные значения поступают в вычислительный блок определения коэффициента связи 21. В этот же вычислительный блок поступают данные о измеренных диаметрах горизонтальных и вертикальных валков D r и D B , коэффициентах жесткости приводов горизонтальных и вертикальных валков К г и К в , предельном суммарном моменте прокатки М р у м и заданном моменте привода вертикальной клети М з в от блока ввода уставок 20 От датчика направления вращения горизонтальных валков 18 и от датчика наличия металла в вертикальных валках 17 в блок выбора режимов 19 поступает информация о том, что производится одиночная прокатка в вертикальных валках в проходе от вертикальных валков к горизонтальным. В соответствии с этой информацией от блока выбора режимов 19 в вычислительный блок определения коэффициента связи 21 поступает команда на расчет коэффициента связи между частотами вращения приводов вертикальных и горизонтальных валков по формуле Dr cos(ar) щ' т+ si • Вычислительный блок 21 определяет значение коэффициента связи и передает его значение в блок, реализующий переменный коэффициент связи 22, на второй вход 21873 10 которого поступает информация о фактичесвязи 22 заданное значение частоты вращеской частоте вращения горизонтальных валния электропривода вертикальных валков ков о\ от датчика частоты вращения ^ г ' ^ с в поступает на управляющий вход горизонтальных валков 11. С выхода блока, электропривода вертикальных валков 8 реализующего переменный коэффициент Происходит прокатка металла в горизонсвязи 22, заданное значение частоты вратальных валках до момента, когда от датчищения электропривода вертикальных валка наличия металла в вертикальных валках ков щ. K C B поступает на управляющий вход 17 не поступит сигнал о том, что металл электропривода вертикальных валков 8. находится одновременно в горизонтальных Происходит прокатка металла в вертикаль- 10 и вертикальных валках и осуществляется соных валках до момента, когда от датчика вместная прокатка. наличия металла в горизонтальных валках 16 не поступит сигнал о том, что металл В соответствии с этой информацией от находится одновременно в вертикальных и блока выбора режимов 19 в вычислительный горизонтальных валках и осуществляется 15 блок для определения коэффициента связи совместная прокатка. 21 поступает команда на расчет коэффициВ соответствии с этой информацией от ента связи между частотами вращения приблока выбора режимов 19 в вычислительный водов вертикальных и горизонтальных блок определения коэффициента связи 21 валков по формуле поступает команда на расчет коэффициента 20 связи между частотами вращения приводов вертикальных и горизонтальных валков по формуле „ КСВ2= Dr 1+Sr 1 . 25 При этом значение момента электропривода вертикальных валков 8 будет авто- зо матически поддерживаться на заданном уровне М з в При смене направления вращения горизонтальных валков 5, согласно команде оператора, введенной через командозадающий 35 блок 9, от датчика направления вращения горизонтальных валков 18 и от датчика наличия металла в горизонтальных валках 16 в блок выбора режимов 19 поступает информация о том, что производится одиночная 40 прокатка в горизонтальных валках при проходе от горизонтальных валков к вертикальным в а л к а м . В с о о т в е т с т в и и с этой информацией от блока выбора режимов 19 в вычислительный блок определения коэф- 45 фициента связи 21 поступает команда на расчет коэффициента связи между частотами вращения приводов вертикальных и горизонтальных валков по формуле Dr , 1 + S r 50 Ксп-_ *свз D B COS(OB) ' 'Вычислительный блок 21 определяет значение коэффициента связи и передает его значение в блок, реализующий переменный коэффициент связи 22, на второй вход 55 которого поступает информация о фактической частоте вращения горизонтальных валков сог от датчика частоты вращения горизонтальных валков 11. С выхода блока, реализующего переменный коэффициент При этом значение момента электропривода вертикальных валков 8 будет автоматически поддерживаться на заданном уровне М з в . Устройство может быть реализовано на слябинге 1150 комбината "Запорожсталь". При этом в составе устройства остаются без изменения существующий электропривод и система его управления: горизонтальные валки, вертикальные валки, электропривод горизонтальных валков, электропривод вертикальных валков. Но в канал задания частоты вращения вертикальных валков включается блок, реализующий переменный коэффициент связи, например, цифроаналоговый преобразователь, работающий в режиме умножителя. При этом опорным напряжением для ЦАП является сигнал частоты вращения горизонтальных валков, а входным кодом является код, рассчитанный вычислительным блоком определения коэффициента связи. В качестве вычислительного блока для определения коэффициента связи и вычислительного блока для определения опережения, вытяжки, углов захвата может быть использован микропроцессорный контроллер либо разработанный для конкретного случая, либо типа ФК5001 производства киевского арендного предприятия "Росток" (бывший завод "Точэлектроприбор"). Датчики частоты вращения электродвигателя горизонтальных и вертикальных валков могут быть любые промышленного исполнения. 12 21873 S8 производства TESLA (или переключатель серии ПМҐМ01, ПМПД-105И д р ) Использование предлагаемого способа позволит повысить срок службы механиче5 ского и электрического оборудования за счет снижения динамических нагрузок в В качестве датчиков направления вра-' механическом оборудовании стана При щения может быть использован релейный этом также обеспечивается повышение просигнал с командоэпларата "Вперед" или изводительности стана, так как уменьшаег"Назад". Датчиком наличия металла в валпростоев стана из-за поломок ках может выступать датчик статического 10 ся время оборудования, обеспечивается экономия тока] используемый в действующей системе электроэнергии за счет снижения непроизуправления. водительных нагрузок электропривода валков и экономия металла, необходимого на Блок выбора режимов и блок ввода уставок может быть изготовлен при помощи 15 переоснащение механического оборудования стана. декадных переключателей типа TS 212 00 01 Датчики раствора горизонтальных и вертикальных валков могут быть типа КДЗУ5 производства киевского института автоматики. 1 2 Ч Э 4 Фнг 1 Фрг2 Упорядник Замовлення 4458 Техред М Келемеш Коректор Л Лукэч Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м, Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of speed adjustment of main electric drives of reverse multipurpose stand
Автори англійськоюSvitlychnyi Oleksii Vasyliovych, Kuzmin Oleksandr Viktorovych
Назва патенту російськоюСпособ регулирования скорости главных электроприводов реверсивной универсальной клети
Автори російськоюСветличный Алексей Васильевич, Кузьмин Александр Викторович
МПК / Мітки
МПК: B21B 37/00
Мітки: реверсивної, спосіб, швидкостей, електроприводів, універсальної, головних, регулювання, кліті
Код посилання
<a href="https://ua.patents.su/6-21873-sposib-regulyuvannya-shvidkostejj-golovnikh-elektroprivodiv-reversivno-universalno-kliti.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання швидкостей головних електроприводів реверсивної універсальної кліті</a>
Касета з вертикальним валком універсальної балочної кліті
Номер патенту: 13461
Опубліковано: 28.02.1997
Автори: Альфредо Полоні, Фаусто Дрігані
МПК: B21B 31/00
Мітки: вертикальним, кліті, балочної, касета, універсальної, валком
Формула / Реферат:
Кассета с вертикальным валком универсальной балочной клети, содержащая корпус с размещенными в нем осью с буртом и бандажом, установленным на оси через подшипник качения, и втулку с буртом, опертым в бурт оси, а с противоположной стороны бурта прижимное кольцо и фланец, связанный с осью посредством болтового соединения, отличающаяся тем, что в бандаже выполнены с обеих сторон подшипника кольцевые проточки, в которых установлена пара...
Пристрій для осьового регулювання валків прокатної кліті
Номер патенту: 12960
Опубліковано: 28.02.1997
Автори: Клемент'єв Владислав Олексійович, Одін Леонід Йосипович, Федоров Анатолій Михайлович, Хлопонін Віктор Миколайович
МПК: B21B 31/16
Мітки: регулювання, пристрій, осьового, кліті, прокатної, валків
Формула / Реферат:
(57) Устройство для осевой регулировки валков прокатной клети, состоящее из шарнирно закрепленных на станине клети двуплечих рычагов, каждый из которых кинематически связан одним плечом посредством вилки с открылком подушки валка, а другим - со штоком гидроцилиндра, отличающеес я тем, что вилка рычага выполнена жесткой, а ход штока гидроцилиндра превышает необходимый для вывода внешнего по отношению к клети зуба вилки за пределы зоны...
Пристрій для регулювання міжвалкового зазору кліті прокатного стану
Номер патенту: 12859
Опубліковано: 28.02.1997
Автори: Топалєр Сєргєй Міхайловіч, Яланський Вячеслав Петрович, Мєханік Владімір Пєтровіч, Ліфшин Леонід Аркадійович, Домікеєв Валентин Васильович, Єпішевіч Аркадій Давидовіч, Классєн Едгар Яковлєвіч, Любімов Юрій Валентинович
МПК: B21B 37/58
Мітки: прокатного, зазору, міжвалкового, пристрій, стану, кліті, регулювання
Формула / Реферат:
(57) 1. Устройство для регулирования меж валкового зазора клети прокатного стана, содержащее гидроцилиндры распора клети, установленные между подушками прокатных валков, регулируемый источник давления, со единенный магистралью с гидроцилиндрами распора клети, датчик наличия листа, блок задания начальной длины листа, блок задания длин участков листа, блок задания давлений, пороговые элементы, отличающееся тем, что оно снабжено датчиком...
Спосіб реверсивної прокатки зливків із сталей і сплавів з обмеженою пластичністю
Номер патенту: 8257
Опубліковано: 29.03.1996
Автори: Полухін Владімір Пєтровіч, Чєрнєнко Анатолій Ніколаєвіч, Бойко Владімір Фйодоровіч, Голотіна Галіна Єгоровна, Рибкін Ніколай Владіміровіч, Брінза Вячєслав Владіміровіч
МПК: B21B 1/02
Мітки: спосіб, зливків, сплавів, реверсивної, обмеженою, сталей, прокатки, пластичністю
Формула / Реферат:
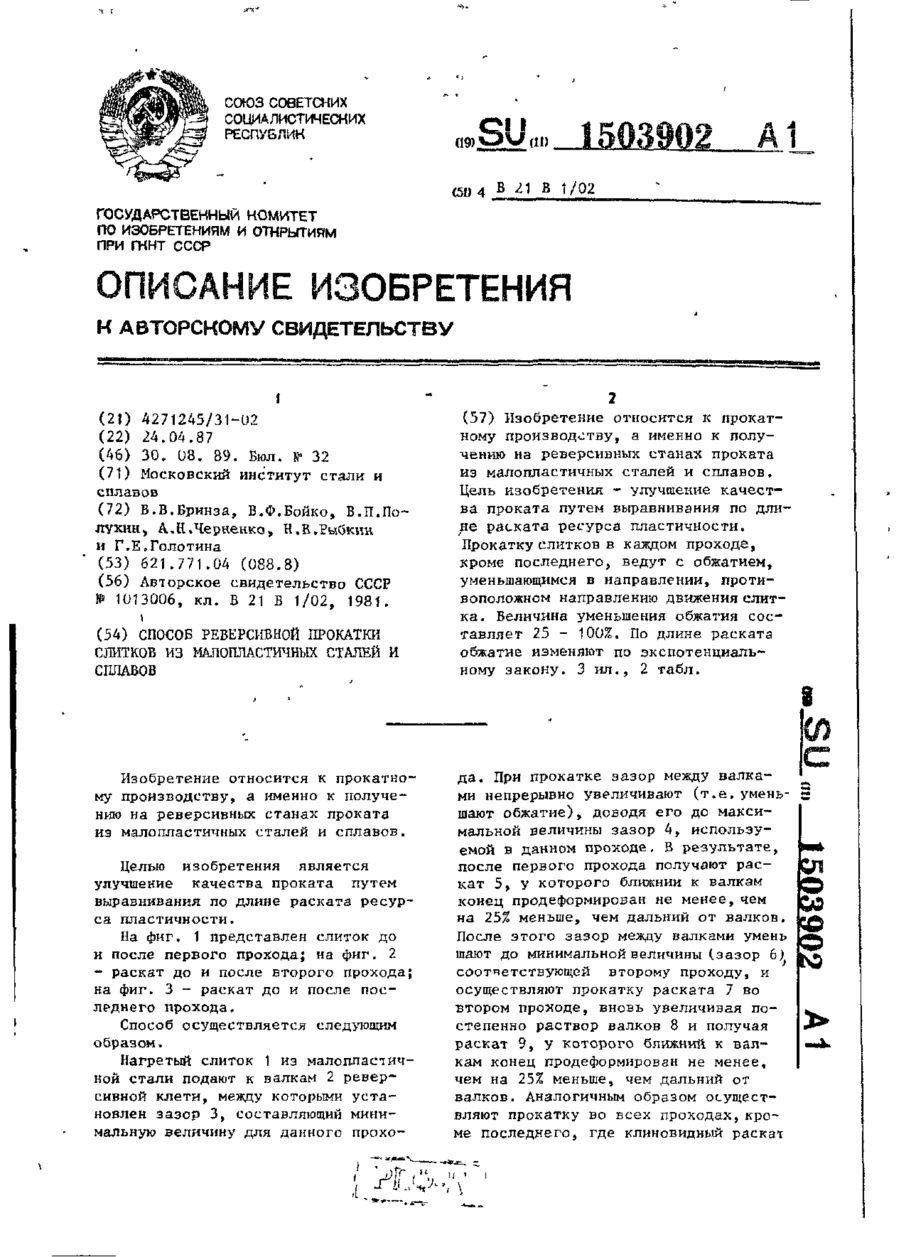
Способ реверсивной прокатки слитков из малопластичных сталей и сплавов, включающий прокатку раската за несколько проходов с изменением величины обжатия в процессе прохода, отличающийся тем, что, с целью улучшения качества проката путем выравнивания подлине раската ресурса пластичности, при прокатке в каждом проходе обжатие уменьшают по длине раската по экспоненциальному закону на величину 25-100% величины обжатия п момент захвата металла...
Спосіб виготовлення заготівок
Номер патенту: 1466
Опубліковано: 25.07.1994
Автори: Бондаренко Микола Андрійович, Тарасов Віктор Іванович, Чічкан Артур Олексійович, Дорожко Іван Кирилович, Луцький Михайло Борисович, Локтіонов Петро Якович, Луценко Віктор Олександрович, Проценко Юрій Юрійович
МПК: B21B 1/02
Мітки: спосіб, виготовлення, заготівок
Формула / Реферат:
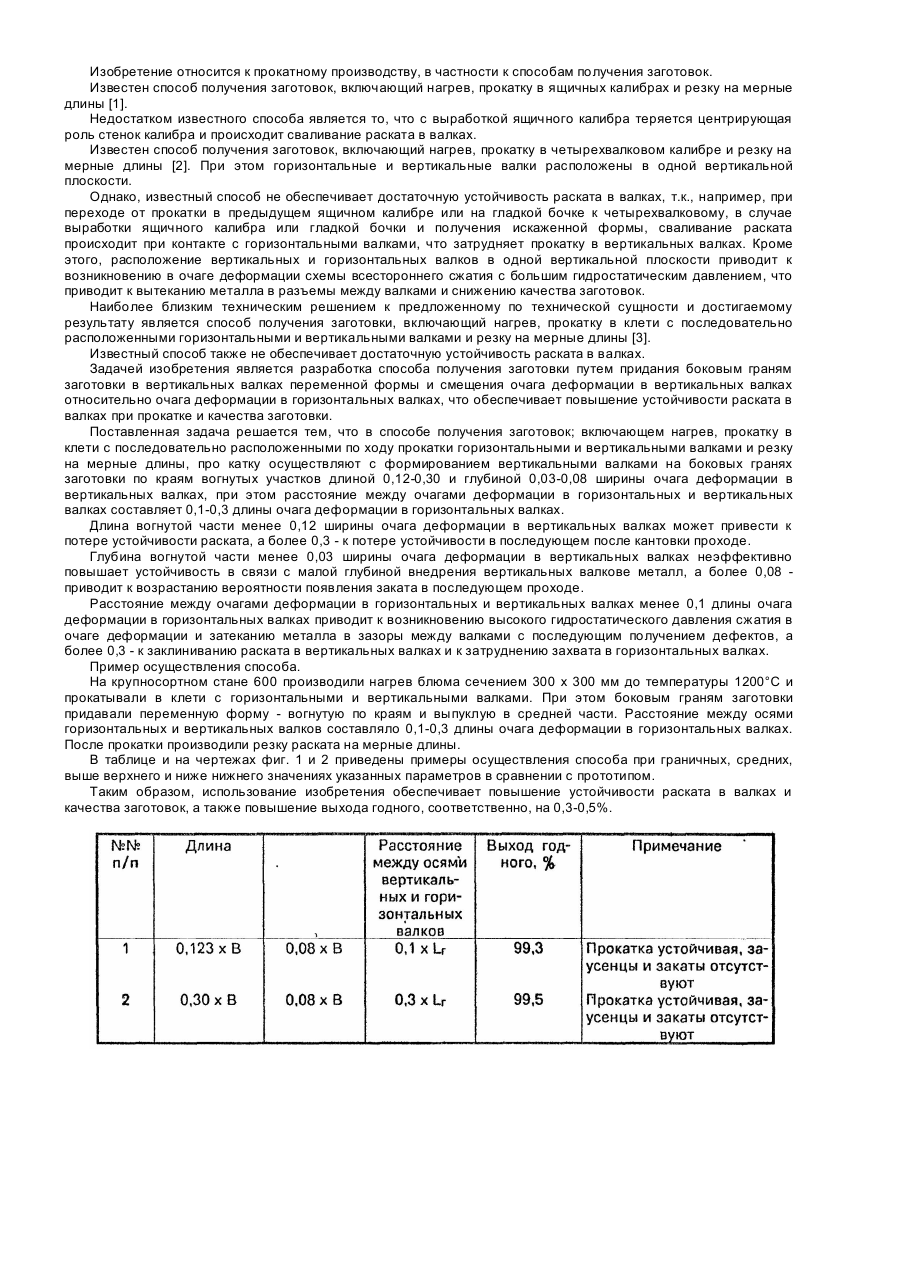
Способ получения заготовки, включающий нагрев, прокатку в клети с последовательно расположенными по ходу прокатки горизонтальными и вертикальными валками и резку на мерные длины, отличающийся тем, что прокатку осуществляют с формированием вертикальными валками на боковых гранях заготовки по краям вогнутых участков длиной 0,12-0,30 и глубиной 0,03-0,08 ширины очага деформации в вертикальных валках, при этом расстояние между очагами...
Попередній патент: Куля
Наступний патент: Алкогольний напій “кобза”
Випадковий патент: Спосіб ранньої діагностики концентричної гіпертрофії міокарда лівого шлуночка при цукровому діабеті у дітей