Проценко Юрій Юрійович
Регенеративний нагрівальний колодязь

Номер патенту: 24079
Опубліковано: 31.08.1998
Автори: Свінолобов Микола Петрович, Сапов Володимир Федірович, Проценко Юрій Юрійович, Кияшко Микола Антонович, Локтіонов Петро Якович, Чупрікова Валентина Григорівна
МПК: C21D 9/70
Мітки: регенеративний, колодязь, нагрівальний
Формула / Реферат:
Регенеративный нагревательный колодец, содержащий рабочую камеру, расположенные по ее сторонам воздушный и газовый регенераторы с насадками из огнеупорного кирпича, перегородку для перекрытия каналов насадки газового регенератора, отличающийся тем, что перегородка установлена в горизонтальной плоскости с полным перекрытием верхнего ряда насадки газового регенератора, причем выходные каналы газового регенератора расположены оппозитно торцевой...
Регенеративний нагрівальний колодязь
Номер патенту: 19994
Опубліковано: 25.12.1997
Автори: Сапов Володимир Федірович, Свінолобов Микола Петрович, Локтіонов Петро Якович, Петров Олександр Володимирович, Кияшко Микола Антонович, Проценко Юрій Юрійович
МПК: C21D 9/70
Мітки: колодязь, регенеративний, нагрівальний
Формула / Реферат:
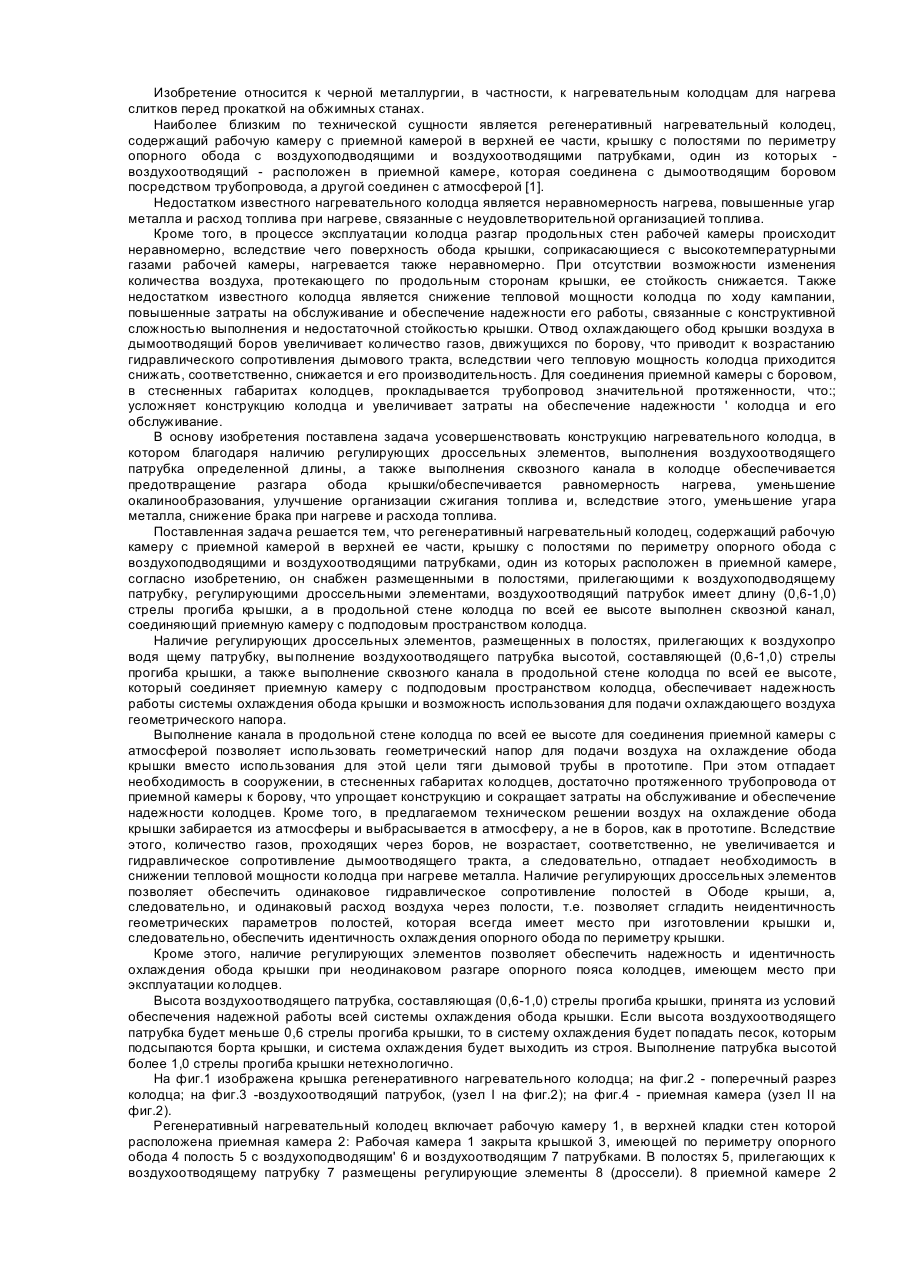
Регенеративный нагревательный колодец, содержащий рабочую камеру с приемной камерой в верхней ее части, крышку с полостями по периметру опорного обода с воздухоподводящим и воздухоотводящим патрубками, один из которых расположен в приемной камере, отличающийся тем, что он снабжен размещенными в полостях, прилегающими к воздухоподводящему патрубку, регулирующими дроссельными элементами, воздухоотводящий патрубок имеет длину (0,6-1,0) стрелы...
Зливок

Номер патенту: 4137
Опубліковано: 27.12.1994
Автори: Проценко Юрій Юрійович, Сердюк Іван Олексійович, Нагай Володимир Данилович, Дворядкін Борис Олександрович, Скороход Микола Михайлович, Лєсовой Віктор Васильович, Стець Павло Денисович, Локтіонов Петро Якович, Гоч Микола Григорович, Горягін Василь Олексійович
МПК: B22D 7/00
Мітки: зливок
Формула / Реферат:
Слиток уширенный кверху с узкими и широкими гранями, отличающийся тем, что узкие грани выполнены тремя плоскостями, образующими в нижнем сечении равнобедренную трапецию с преобразованием в верхнем сечении в равнобедренный треугольник с равными высотами.
Спосіб опалювання регенеративних нагрівальних колодязів
Номер патенту: 1860
Опубліковано: 20.12.1994
Автори: Чуприкова Валентина Григорьєвна, Проценко Юрій Юрійович, Кияшко Микола Антонович, Свінолобов Микола Петрович, Калініченко Юрій Миколайович, Сапов Володимир Федорович, Міронов Євген Костянтинович
МПК: C21D 9/70
Мітки: регенеративних, спосіб, нагрівальних, опалювання, колодязів
Формула / Реферат:
Способ отопления регенеративных нагревательных колодцев, включающий непрерывную регулируемую в период томления подачу низкотеплотворного газа и периодическую подачу высокотеп-лотворного газа, отличающийся тем, что, с целью увеличения производительности и снижения расхода топлива и угара металла, при достижении заданной температуры тепловую мощность снижают со скоростью (8—10) • 106 кДж/ч в течение 0.135-0,20 периода томления за счет...
Спосіб виготовлення заготівок
Номер патенту: 1466
Опубліковано: 25.07.1994
Автори: Бондаренко Микола Андрійович, Тарасов Віктор Іванович, Луцький Михайло Борисович, Локтіонов Петро Якович, Луценко Віктор Олександрович, Проценко Юрій Юрійович, Дорожко Іван Кирилович, Чічкан Артур Олексійович
МПК: B21B 1/02
Мітки: спосіб, заготівок, виготовлення
Формула / Реферат:
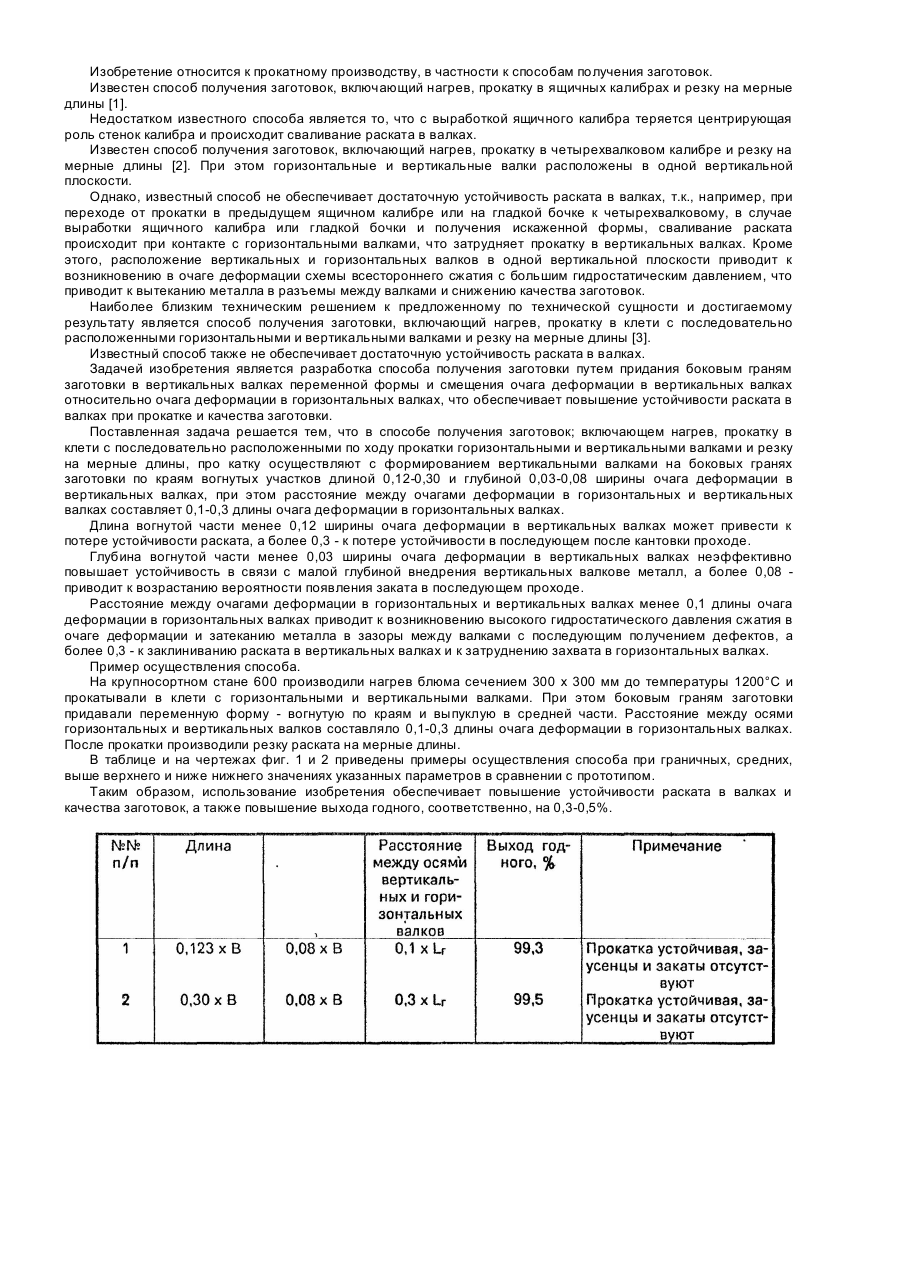
Способ получения заготовки, включающий нагрев, прокатку в клети с последовательно расположенными по ходу прокатки горизонтальными и вертикальными валками и резку на мерные длины, отличающийся тем, что прокатку осуществляют с формированием вертикальными валками на боковых гранях заготовки по краям вогнутых участков длиной 0,12-0,30 и глубиной 0,03-0,08 ширины очага деформации в вертикальных валках, при этом расстояние между очагами...
Обводка для передавання раскатов в кліті
Номер патенту: 1354
Опубліковано: 25.03.1994
Автори: Проценко Юрій Юрійович, Луцький Борис Хананович, Чудновець Олександр Миколайович, Луценко Віктор Олександрович, Дорожко Іван Кирилович, Луцький Михайло Борисович, Величко Павло Михайлович, Локтіонов Петро Якович, Чічкан Артур Олексійович
МПК: B21B 39/14
Мітки: раскатов, кліті, обводка, передавання
Формула / Реферат:
Обводка для передачи раскатов в клети, расположенных на одном уровне с противоположным направлением прокатки, содержащая вводной и выводной участки и изогнутый желоб, криволинейный в поперечном сечении, отличающаяся тем, что желоб обводки выполнен с подъемом в вертикальной плоскости, причем продольная средняя линия желоба проходит по кривой, описываемой уравнением у = 5,825 . 10-2 +4,35 . 10-2x2 +0,35 Нж, где у - расстояние по вертикали от...
Спосіб прокатки швелерних профілей
Номер патенту: 1143
Опубліковано: 30.12.1993
Автори: Проценко Юрій Юрійович, Мирошниченко Анатолій Васильович, Филонов Юрій Всеволодович, Дорожко Іван Кирилович, Мних Юрій Вікентійович, Гавриленко Євген Дмитрович, Кірієнко Анатолій Іванович
МПК: B21B 1/08
Мітки: профілей, спосіб, прокатки, швелерних
Формула / Реферат:
1 .Способ прокатки швеллерных профилей, включающий получение заготовки в виде полосового раската с треугольными выступами в местах образования сопряжений полок и стенки профиля и последующую формовку из него элементов профиля с подгибкой полок к поверхности, противоположной треугольным выступам, отличающийся тем, что, с целью повышения качества профиля за счет стабилизации мест гиба, перед формовкой полок и стенки на полосовом раскате у...
Спосіб виробництва товстих листів
Номер патенту: 597
Опубліковано: 15.12.1993
Автори: Проценко Юрій Юрійович, Хорошілов Микола Макарович, Шульженко Віктор Васильович, Міронов Євген Костянтинович, Соловьйов Дмитро Володимирович, Міллєр Віктор Вікторович
МПК: B21B 1/38
Мітки: листів, виробництва, спосіб, товстих
Формула / Реферат:
Способ производства толстых листов, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5-0,7 его ширины, а вырезку проб для механических испытаний и...