Спосіб реверсивної прокатки зливків із сталей і сплавів з обмеженою пластичністю
Номер патенту: 8257
Опубліковано: 29.03.1996
Автори: Рибкін Ніколай Владіміровіч, Голотіна Галіна Єгоровна, Полухін Владімір Пєтровіч, Бойко Владімір Фйодоровіч, Брінза Вячєслав Владіміровіч, Чєрнєнко Анатолій Ніколаєвіч
Формула / Реферат
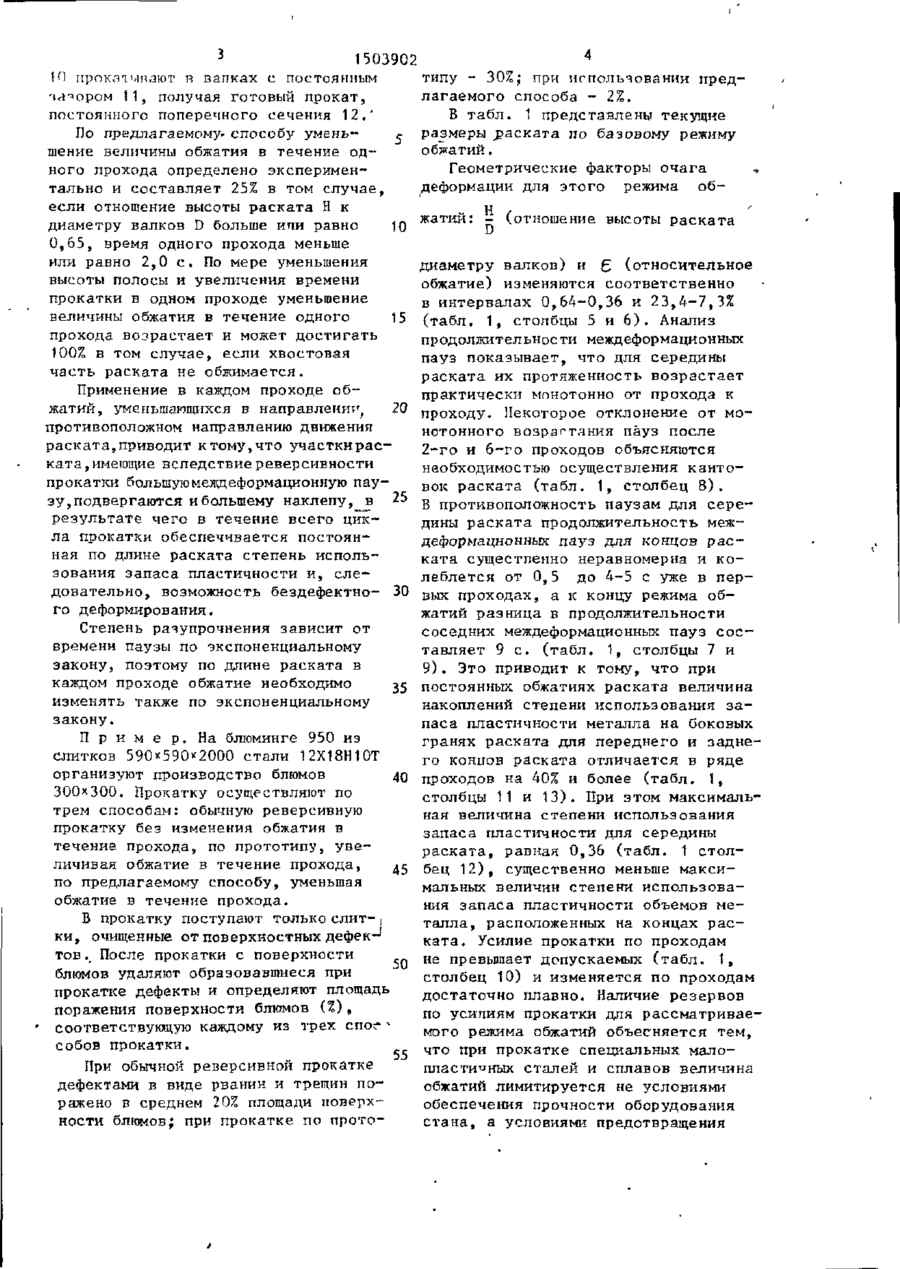
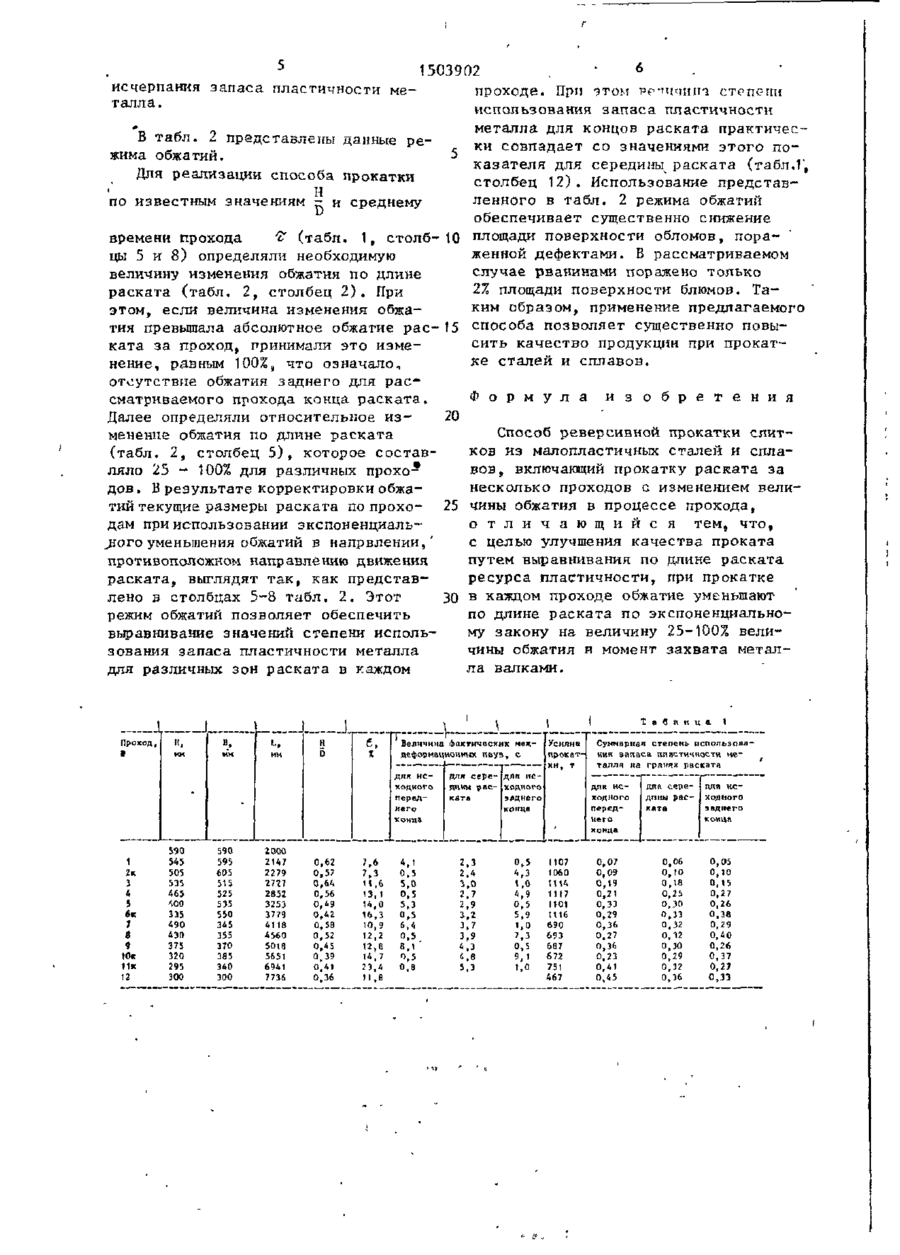
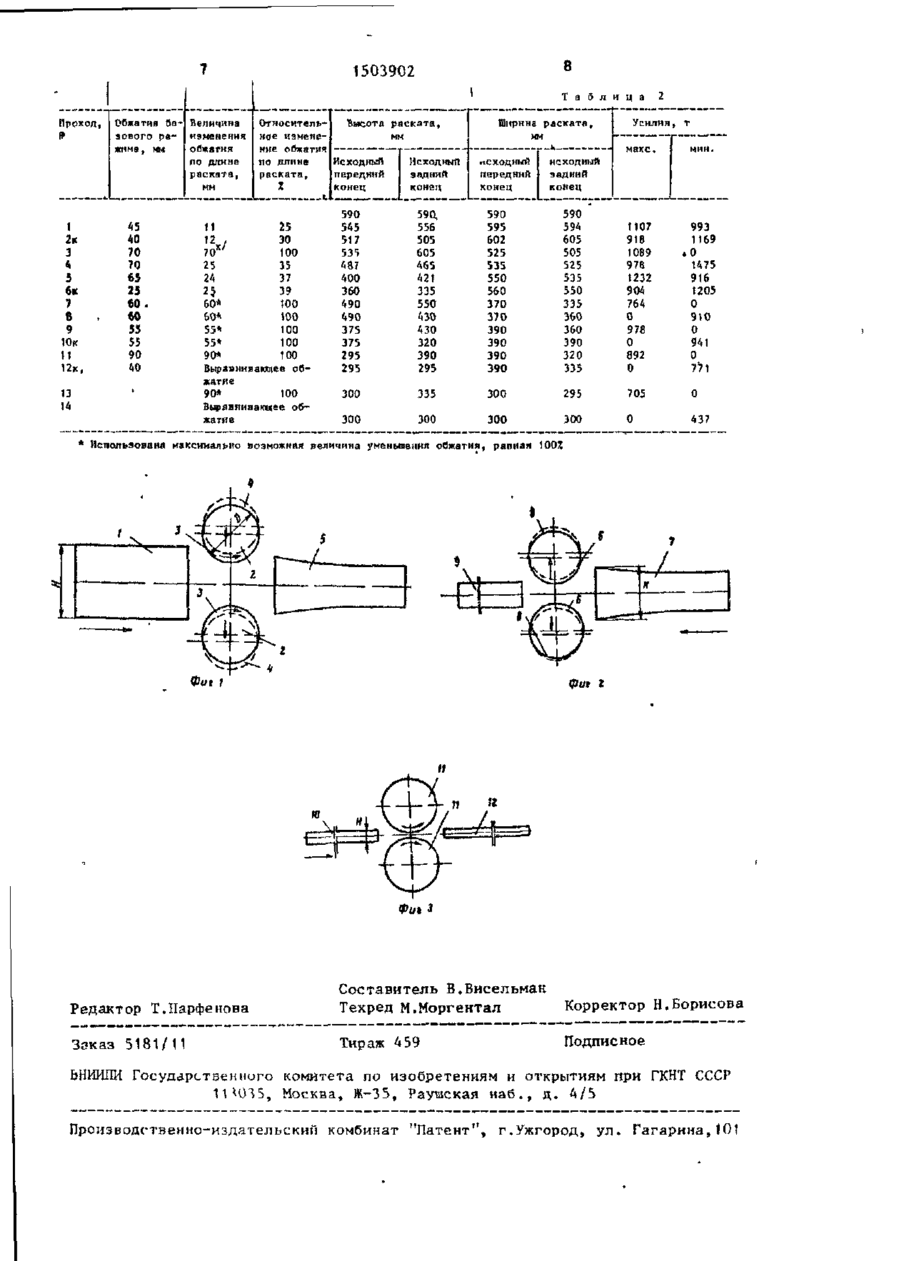
Способ реверсивной прокатки слитков из малопластичных сталей и сплавов, включающий прокатку раската за несколько проходов с изменением величины обжатия в процессе прохода, отличающийся тем, что, с целью улучшения качества проката путем выравнивания подлине раската ресурса пластичности, при прокатке в каждом проходе обжатие уменьшают по длине раската по экспоненциальному закону на величину 25-100% величины обжатия п момент захвата металла валками.
Текст
Изобретение относится к прокатному производству, а именно к получению на реверсивных станах проката из малопластичных сталей и сплавов. Цель изобретения - улучшение качества проката путем выравнивания по длине раската ресурса пластичности. Прокатку слитков в каждом проходе, кроме последнего, ведут с обжатием, уменьшающимся в направлении, противоположном направлению движения слитка. Величина уменьшения обжатия составляет 25 - 100%. По длине раската обжатие изменяют по экспотенциальному закону. 3 ил., 2 табл. Изобретение относится к прокатному производству, а именно к получению на реверсивных станах проката из малопластичных сталей и сплавов. Целью изобретения является улучшение качества проката путем выравнивания по длине раската ресурса пластичности. На фиг. 1 представлен слиток до и после первого прохода; на фиг. 2 - раскат до и после второго прохода; на фиг. 3 - раскат до и после последнего прохода. Способ осуществляется следующим образом. Нагретый слиток 1 из малопластичной стали подают к валкам 2 реверсивной клети, между которьми установлен зазор 3, составляющий минимальную величину для данного прохо •1 i'-i •Н^\ да. При прокатке зазор между валками непрерывно увеличивают (т.е. уменьшают обжатие), доводя его до максимальной величины зазор 4, используемой в данном проходе. В результате, после первого прохода получают раскат 5, у которого ближний к валкам конец продеформирован не менее, чем на 25% меньше, чем дальний от валков. После этого зазор между валками умень шают до минимальной величины (зазор в) соответствующей второму проходу, и осуществляют прокатку раската 7 во втором проходе, вновь увеличивая постепенно раствор валков 8 и получая раскат 9, у которого ближний к валкам конец продеформирован не менее, чем на 25% меньше, чем дальний от валков. Аналогичным образом осуществляют прокатку во всех проходах5 кроме последнего, где клиновидный раскат \ 5 1503902 типу - 30%; при использовании пред1О прокатывают я вапках с постоянным лагаемого способа - 2%. табором 11, получая готовый прокат, постоянного поперечного сечения 12.' В табл. 1 представлены текущие По предлагаемому- способу уменьс размеры раската по базовому режиму шение величины обжатия в течение одобжатий. ного прохода определено эксперименГеометрические факторы очага
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of reverse rolling of ingots from steel and alloys of limited ductility
Автори англійськоюBrinza Viachieslav Vladimirovich, Boiko Vladimir Fiodorovich, Polukhin Vladimir Pietrovich, Holotina Halina Yehorovna
Назва патенту російськоюСпособ реверсивной прокатки слитков из сталей и сплавов с ограниченной пластичностью
Автори російськоюБринза Вячеслав Владимирович, Бойко Владимир Федорович, Полухин Владимир Петровіч, Голотина Галина Егоровна
МПК / Мітки
МПК: B21B 1/02
Мітки: сталей, спосіб, реверсивної, сплавів, обмеженою, зливків, пластичністю, прокатки
Код посилання
<a href="https://ua.patents.su/4-8257-sposib-reversivno-prokatki-zlivkiv-iz-stalejj-i-splaviv-z-obmezhenoyu-plastichnistyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб реверсивної прокатки зливків із сталей і сплавів з обмеженою пластичністю</a>
Спосіб отримання плоского прокату з малопластичних сталей і сплавів
Номер патенту: 8258
Опубліковано: 29.03.1996
Автори: Колосов Александр Фйодоровіч, Бойко Владімір Фйодоровіч, Полухін Пйотр Івановіч, Гусєв Дмітрій Івановіч, Брінза Вячєслав Владіміровіч, Воронцов Вячєслав Константіновіч, Полухін Владімір Пєтровіч
МПК: B21B 1/38
Мітки: спосіб, отримання, прокату, плоского, малопластичних, сплавів, сталей
Формула / Реферат:
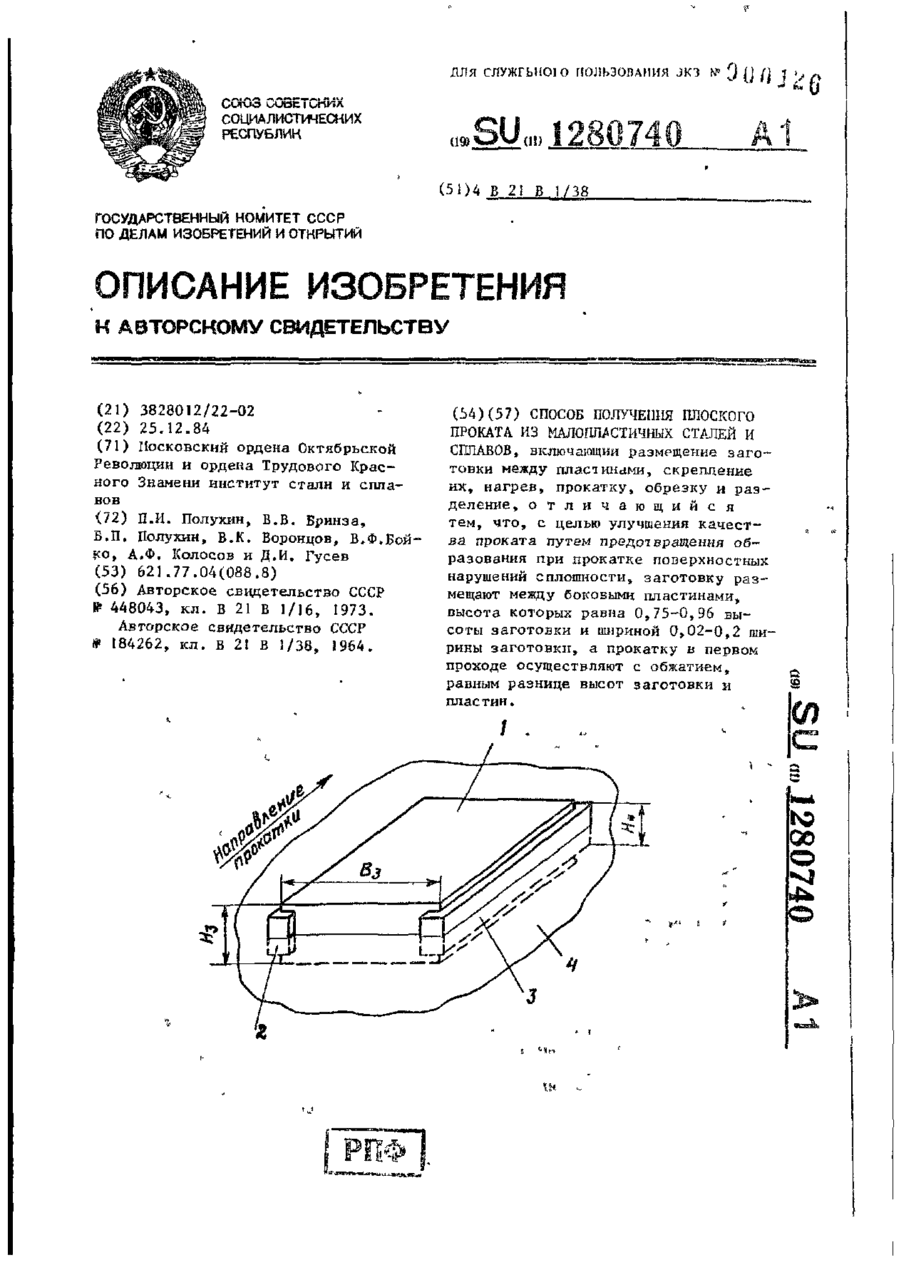
Способ получения плоского проката из малопластичных сталей и сплавов, включающий размещение заготовки между пластинами, скрепление их, нагрев, прокатку, обрезку и разделение, отличающийся тем, что, с целью улучшения качества проката путем предотвращения образования при прокатке поверхностных нарушений сплошности, заготовку размещают между боковыми пластинами, высота которых равна 0,75-0,96 высоты заготовки и шириной 0,02-0,2 ширины...
Спосіб прокатки зливків та заготівок
Номер патенту: 8259
Опубліковано: 29.03.1996
Автори: Бойко Владімір Фйодоровіч, Воронцов Вячєслав Константіновіч, Брінза Вячєслав Владіміровіч, Пєрчєнко Андрєй Александровіч
МПК: B21B 1/00
Мітки: спосіб, заготівок, прокатки, зливків
Формула / Реферат:
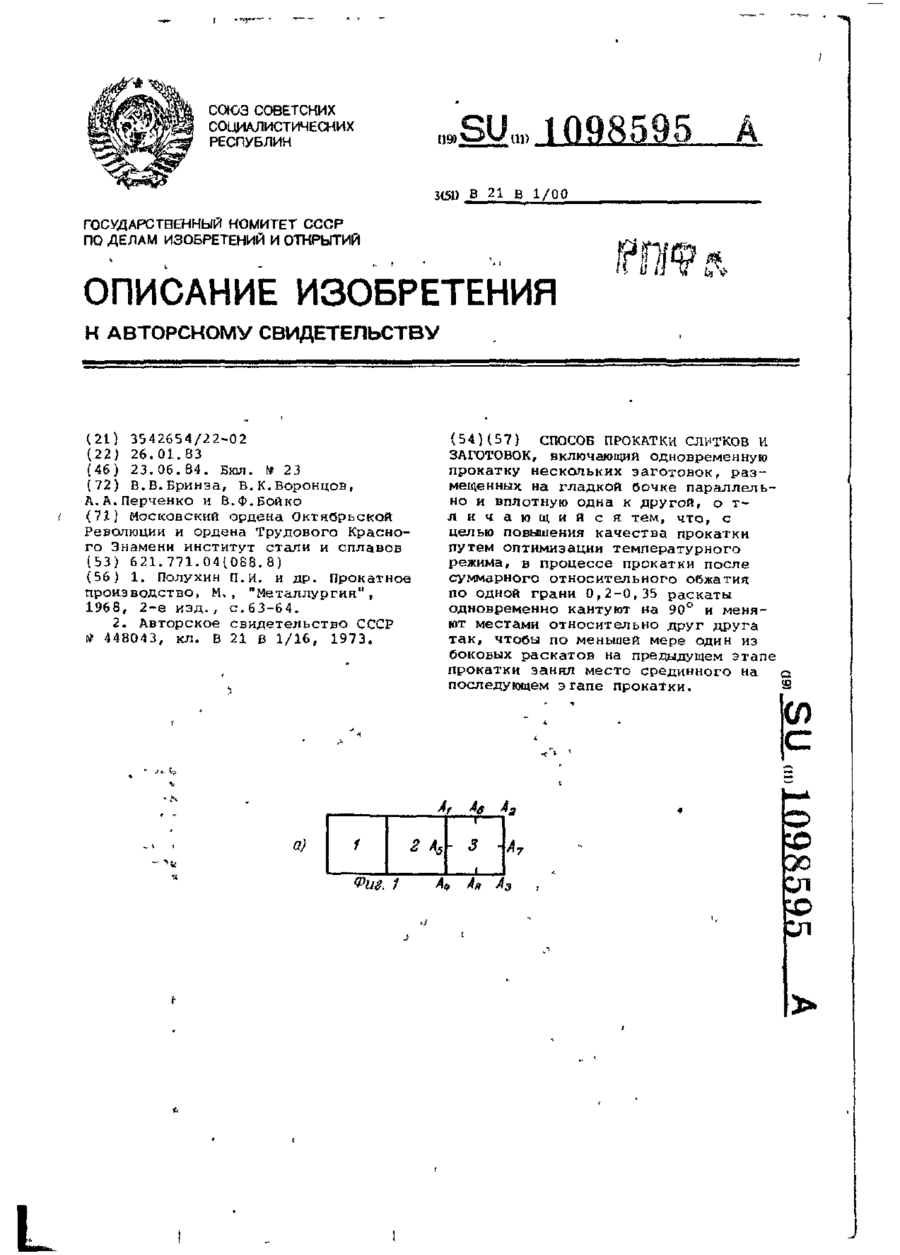
Способ прокатки слитков и заготовок, включающий одновременную прокатку нескольких заготовок, размещенных на гладкой бочке параллельно и вплотную одна к другой, отличающийся тем, что, с целью повышения качества прокатки путем оптимизации температурного режима, в процессе прокатки после суммарного относительного обжатия по одной грани 0,2-0,35 раскаты одновременно кантуют на 90° и меняют местами относительно друг друга так, чтобы по меньшей...
Спосіб пдп поверхневого шару зливків та заготовок жароміцих сталей та сплавів
Номер патенту: 751
Опубліковано: 15.12.1993
Автори: Тагер Лев Рафаілович, Латаш Юрій Вадімович, Стеценко Микола Васильович, Толстопятов Костянтин Сергійович, Фролов Леонід Валеріанович, Ліхобаба Олексій Васильович, Торхов Генадій Федорович
Мітки: спосіб, зливків, жароміцих, сталей, пдп, заготовок, поверхневого, шару, сплавів
Формула / Реферат:
1. Способ плазменно-дугового переплава поверхностного слоя слитков и заготовок жаропрочных сталей и сплавов, включающий оплавление поверхности слитка плазменной дугой постоянного тока в атмосфере инертных газов с образованием ванны жидкого металла, вращение обрабатываемого слитка вокруг своей оси, поступательное движение плазменной дуги вдоль оси слитка, отличающийся тем, что, с целью повышения качества поверхности слитков, увеличения...
Спосіб прокатки заготівок з неперервнолитих сталей
Номер патенту: 7890
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Левицький Анатолій Петрович, Кукуй Давид Пенхусович, Следнев Володимір Петрович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: неперервнолитих, прокатки, заготівок, сталей, спосіб
Формула / Реферат:
Способ прокатки заготовок из непрерывнолитых сталей, включающий деформацию слябов в направлении большей оси симметрии ликвацион-ной зоны на гладкой бочке в несколько проходов на первом этапе, последующую деформацию в многоручьевом калибре с формированием впадин трапециевидной формы в средней части граней, контактирующих с валками, и сосредоточением ликвационной зоны в средней части заготовки на втором этапе, отличающийся тем, что, с целью...
Спосіб прокатки круглих заготівок
Номер патенту: 7893
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Абалешев Валерій Олександрович, Следнев Володимір Петрович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович
МПК: B21B 1/16
Мітки: заготівок, прокатки, спосіб, круглих
Формула / Реферат:
Способ прокатки круглых заготовок, преимущественно диаметром более 100 мм, включающий формирование предчистового овального раската, задачу вда ребро и последующую прокатку его в круглом калибре, отличающийся тем, что, с целью повышения качества готового проката за счет обеспечения устойчивости раската в калибре без принудительного удержания, овальный раскат перед задачей в круглый калибр изгибают в плоскости его транспортирования, смещая...
Попередній патент: Шестерінна гідромашина
Наступний патент: Спосіб виробництва розсільної бринзи в умовах вівчарського комплексу
Випадковий патент: Каркас кузова колісного транспортного засобу