Спосіб переплавлення металів та сплавів
Номер патенту: 23150
Опубліковано: 31.08.1998
Автори: Савоськін Михайло Віталійович, Тарлов Олег Володимирович, Рябцев Анатолій Данилович, Скрябіна Людмила Григорівна, Ярошенко Олександр Павлович, Троянський Олександр Анатолійович
Формула / Реферат
1. Способ переплава металлов и сплавов, включающий подачу на поверхность расплава флюсообразующих и рафинирующих смесей, содержащих углеродные материалы, отличающийся тем, что в качестве углеродных материалов используют терморасщепленный графит или графит, способный к терморасщеплению при нагревании, в количестве, равном
где 1,5-6,0 - эмпирический коэффициент;
vr- насыпная плотность подаваемого на поверхность расплава графитового материала (кг/дм3);
vфл - насыпная плотность флюсообразующей смеси (кг/дм3);
Кв - коэффициент увеличения объема подаваемого на поверхность расплава графитового материала при нагревании;
МфЛ - масса флюсообразующих компонентов смеси (кг).
2. Способ по п.1,отличающийся тем, что указанный терморасщепленный графит получают на поверхности расплава с использованием соединений интеркалирования графита, способных к терморасщеплению в диапазоне температуры, которая имеет место на поверхности расплава.
3. Способ по п.1,отличающийся тем, что указанный терморасщепленный графит получают на поверхности расплава с использованием содержащих графит смесей, способных к образованию терморасщепленного графита в диапазоне температуры, которая имеет место на поверхности расплава.
4. Способ по п.1,отличающийся тем, что в качестве графита, способного к терморасщеплению используют соединения интеркалирования графита или содержащие графит смеси, способные к терморасщеплению в диапазоне температуры, которая имеет место на поверхности расплава.
Текст
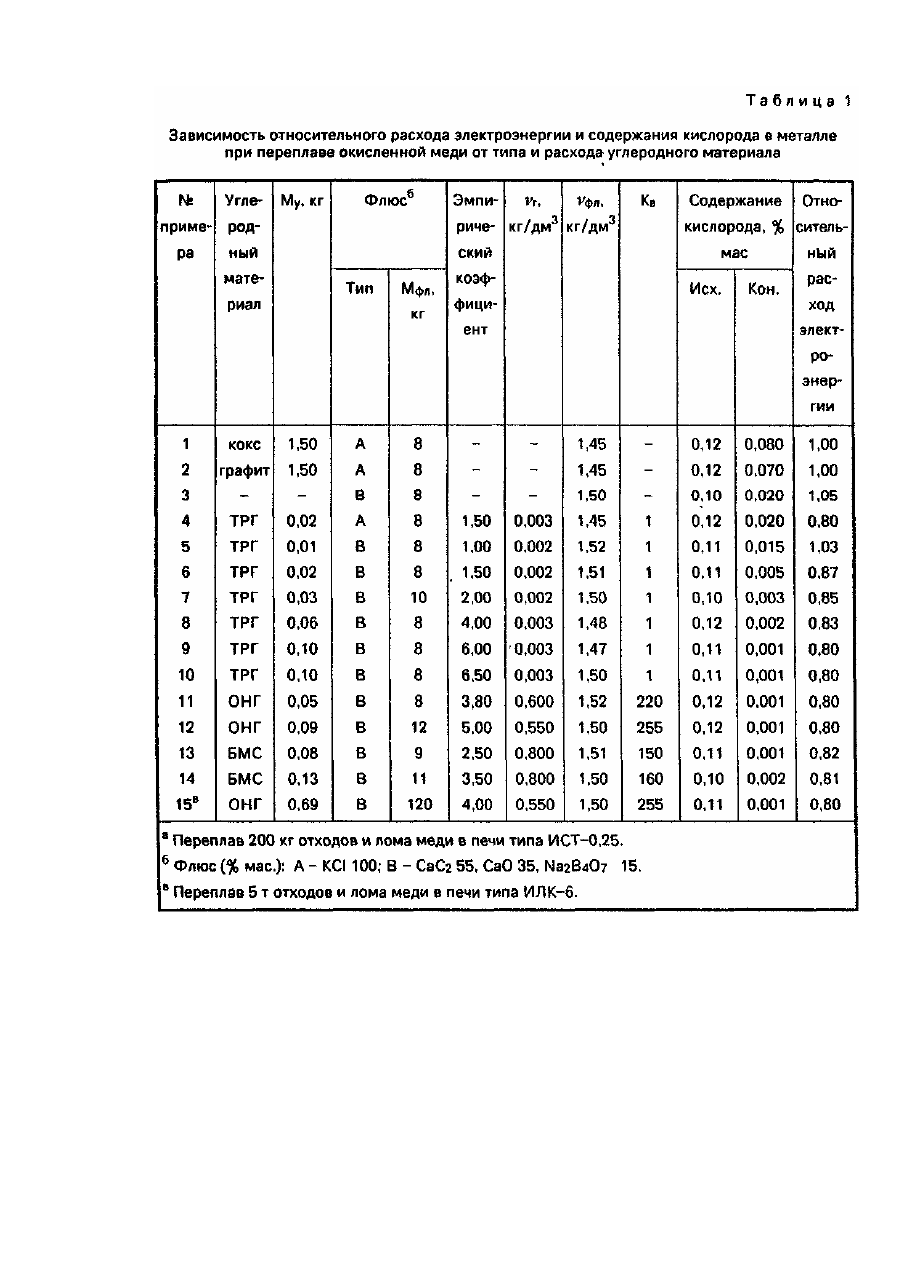
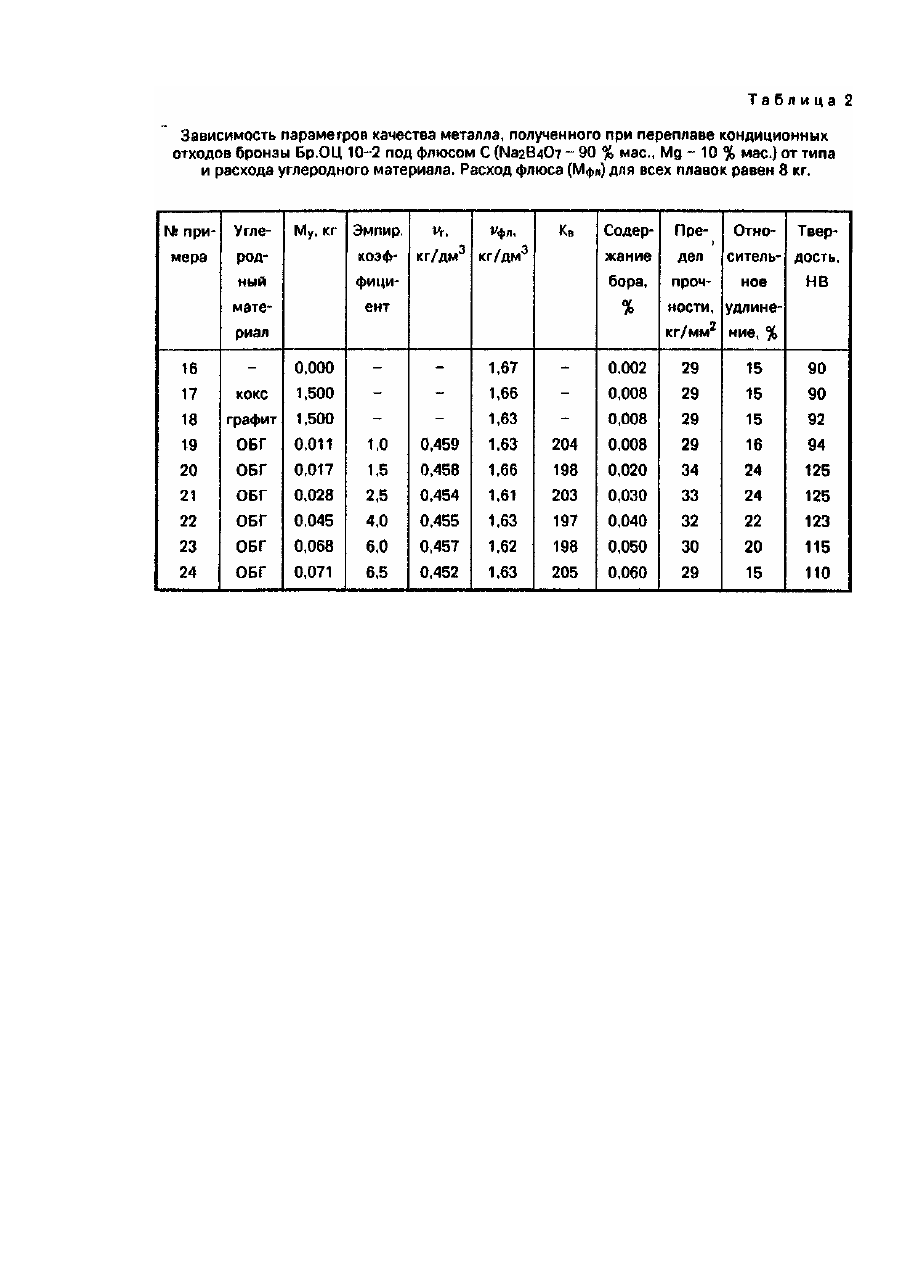
Изобретение относится к металлургии, в частности к производству цветных металлов и сплавов на их основе, например, в индукционных или пламенных печах. Известен способ защиты поверхности металла от окисления в плавильных печах и миксерах, включающий нанесение слоя тщательно прокаленного древесного угля [1]. При нанесении на поверхность расплава слоя древесного угля и поддержании его высоты на уровне 250-400 мм в течение всего процесса переплава возможно получение меди с низким содержанием кислорода. Однако, при этом из-за высокой длительности процесса его производительность низка. Кроме этого, в связи с опасностью науглероживания металла за счет образования карбидов легирующи х и основных элементов и понижения вследствие этого прочностных и пластичных свойств, не допускается использование защитных покрытий на основе древесного угля при плавлении алюминиевых и кремниевых бронз, латуней и никелевых сплавов [2]. Известны также способы рафинирования, модифицирования и микролегирования металлов, включающие проведение плавки под слоем специальных флюсов, содержащих раскислительные, модифицирующие микролегирующие компоненты. Например, для раскисления и микролегирования бором меди используют флюс, содержащий 50% карбида кальция, 35% оксида кальция и 15% буры [1]. Однако активное окисление такого флюса кислородом воздуха приводит к быстрому понижению концентрации карбида кальция, что заставляет использовать графитовый колокол для ввода флюса на поверхность расплава или проводить плавку в вакууме. Оба варианта существенно понижают технологичность и эффективность процесса. Наиболее близким по технической сущности и достигаемому результату к заявляемому техническому решению (прототипом) является способ переплава латуней, включающий введение на поверхность расплава металла хлоркалиевого флюса, дополнительно содержащего 15-19 % мае. молотого кокса или графитовой стружки в качестве восстановителя [3]. При этом, по сравнению с использованием флюса, не содержащего углерод, несколько снижается угар металла, сокращается длительность плавки и расход электроэнергии. Недостатком известного способа является невозможность существенного повышения качества металла, так как он не обеспечивает активацию процессов рафинирования, микролегирования и модифицирования переплавляемого металла. Другим недостатком известного способа является высокий расход углеродного материала (15-19% мас. от загрузки флюса), к качеству которого (в частности по содержанию серы и фосфора) предъявляются жесткие требования. В ряде случаев, например, при переплаве алюминия, алюминиевых и кремниевых бронз, латуней и никелевых сплавов, введение больших количеств углеродсодержащих компонентов неизбежно вызывает загрязнение металла за счет образования карбидов [2]. Среди недостатков, присущи х прототипу и др угим известным способам переплава металлов с использованием углеродсодержащих флюсов, следует отметить трудности модифицирования и микролегирования металлов, связанные с высоким угаром (окислением) модифицирующи х и микролегирующи х добавок. Отмеченное в [3] изменение вязкости шлака к концу плавки (вплоть до перехода его в порошкообразное состояние) дополнительно ухудшает защиту переплавляемого металла от окисления, о чем свидетельствует рост содержания окиси алюминия в шлаке. Основной причиной указанных недостатков является отсутствие надежной защиты расплавов металла и флюса от доступа кислорода воздуха, что в усло виях повышенной температуры, имеющей место на поверхности расплава, ведет к быстрому окислению как компонентов флюса, так и металла. Введение в состав флюса углерода в виде молотого кокса или графитовой стружки лишь в небольшой степени ингибирует протекающие на поверхности расплава окислительные процессы из-за незначительной площади контакта расплава с частицами углеродного материала. Кроме того, введение указанных углеродных материалов практически не позволяет ограничить доступ кислорода к поверхности расплава. При использовании углеродных материалов в принципе возможно протекание процессов восстановления оксидов до металлов за счет создания высокой концентрации восстановителя (монооксида углерода - СО) над поверхностью расплава [3]. Однако при осуществлении процесса по известному способу [3] данный маршрут раскисления металла и флюса, по-видимому, не является значимым. Это обусловлено низкой стационарной концентрацией СО над расплавом как из-за уноса его путем конвекции, так из-за незначительной скорости газификации используемых углеродных материалов, что связано с их низкой удельной поверхностью (≤ 1-2 м 2/г). Некоторое снижение расхода электроэнергии при осуществлении переплава по прототипу [3] повидимому связано с дополнительным разогревом верхнего слоя расплава за счет теплоты сгорания добавляемых углеродных материалов. Однако эта экономия не может быть значительной из-за высоких потерь тепла излучением при отсутствии эффективной теплоизоляции зеркала расплава. Техническим эффектом заявляемого изобретения является повышение качества металла за счет активации процессов рафинирования, микролегирования и модифицирования переплавляемого металла, а также существенное снижение расхода электроэнергии, связанное с уменьшением потерь тепла излучением с поверхности расплава. Указанный технический эффект достигается тем, что в известном способе переплава металлов и сплавов, включающем подачу на поверхность расплава флюсообразующи х и рафинирующи х смесей, содержащих углеродные материалы, в качестве углеродных материалов используют терморасщепленный графит или гра фит, способный к терморасщеплению при нагревании, в количестве Му, равном где 1,5-6,0 - эмпирический коэффициент, vr- насыпная плотность подаваемого на поверхность расплава графитового материала (кг/дм 3); vфл - насыпная плотность флюсообразующей смеси (кг/дм 3); Кв - коэффициент увеличения объема подаваемого на поверхность расплава графитового материала при нагревании; МфЛ - масса флюсообразующи х компонентов смеси (кг). Отличием заявляемого способа от прототипа является то, что вместо молотого кокса или графитовой стружки в качестве углеродного материала используют терморасщепленный графит или графит, способный к терморасщеплению при нагревании в диапазоне температуры, которая имеет место на поверхности расплава. Реализация заявляемого способа возможна в нескольких вариантах. По одному из вариантов во флюсообра-зующие и рафинирующие смеси вводят терморасщепленный графит, полученный предварительно любым из известных способов, в том числе путем термического или химического (реагентного) расщепления соединений интеркалирования графита [4, 5]. По другому варианту во флюсообразующие и рафинирующие смеси вводят любые соединения интеркалирования графита, способные к терморасщеплению, получаемые любыми способами [4, 6]. В качестве таких соединений могут быть использованы, например, соединения интеркалирования графита с кислотами Бренстеда и Льюиса, такими как HNO3, H2SO4, НСЮ4 , CF3COOH, FeCl3, AICI 3. SbCI5, соединения интеркалирования графита с металлами, такими как К, Na, Mg, Ca, Sr, а также остаточные соединения указанных соединений интеркалирования графита, полученные химическими или электрохимическими способами. По третьему варианту во флюсообразующие и рафинирующие смеси вводят содержащие графит смеси, нагревание которых позволяет получать терморасщепленный графит. Отметим, что такие смеси не являются соединениями интеркалирования графита, а представляют собой механические смеси графита с расщепляющим агентом. Компоненты таких смесей при комнатной температуре в химические реакции между собой не вступают и допускают хранение в течение неограниченного времени. При нагревании таких смесей происходит образование терморасщепленного графита. В качестве расщепляющих агентов в указанных смесях могут быть использованы, например, перхлораты и нитраты металлов, хлорное железо и хлорная кислота [7]. Указанные варианты допускают реализацию заявляемого изобретения в различных модификациях. Отметим возможность применения терморасщепленного графита и графита, способного к терморасщеплению при нагревании, как в виде порошка, так и в виде гранул, блоков, таблеток, в том числе и полученных с использованием различных связующи х. Возможной модификацией заявляемого способа является совместное применение терморасщепленного или терморасщепляющегося графита и известных раскисляющих материалов, в том числе и содержащих углерод. Указанные варианты заявляемого изобретения имеют лишь иллюстративный характер и не ограничивают объема заявляемого изобретения. При реализации заявляемого изобретения в случае переплава предварительно окисленной меди с содержанием кислорода 0,10-0,12 % мас. улучшается качество металла за счет снижения содержания кислорода до 0,001-0,02 % мас. против 0,07-0,08 % мас. при реализации прототипа. При переплаве и микролегировании медных сплавов использование заявляемого способа позволяет увеличить содержание микролегирующего элемента бора в металле в 3-6 раз за счет снижения его угара. Кроме того, по сравнению с прототипом существенно (по крайней мере на 20%) снижается расход электроэнергии. Указанный технический эффект, по нашему мнению, обусловлен в первую очередь за счет высокоэффективной теплоизоляции поверхности расплава и надежной его изоляции от воздуха слоем терморасщепленного графита. Терморасщепленный графит представляет собой низкоплотный углеродный материал (ν = 0,001-0,005 кг/дм 3) с высокой удельной поверхностью (Sуд = 30-100 м 2/г), червеобразные частицы которого переплетены между собой и образуют тр уднопроницаемую для газов теплоизолирующую массу [4]. Фактически, при реализации заявляемого изобретения на поверхности расплавленного металла формируется устойчивое слоистое защитное покрытие следующего строения, К поверхности металла примыкает слой расплавленных флюсообразующих, микролегирующи х и рафинирующих компонентов, над которым расположена газовая полость, ограниченная сверху слоем терморасщепленного графита. Нижняя часть указанного слоя терморасщепленного графита имеет температур у, близкую к температуре расплава, а верхняя имеет температуру, близкую к температуре окружающей среды, Очевидно, что газовая полость образуется в результате газификации нижней, раскаленной части слоя терморасщепленного графита медленно диффундирующим через него кислородом воздуха [8]. Поскольку скорость диффузии кислорода через труднопроницаемый для газов слой терморасщепленного графита низка, а условия для газификации имеются только в нижней части этого слоя, то указанная газовая полость заполнена преимущественно монооксидом углерода (СО). В результате этого над поверхностью расплава образуется зона с высокой стационарной концентрацией СО, что способствует протеканию процессов раскисления флюса и металла и препятствует угару легирующи х добавок. Отметим, что указанная газовая полость практически полностью устраняет возможность непосредственного контакта углеродного материала с поверхностью расплава и, следовательно, науглероживания металла. Кроме того, образующееся слоистое покрытие препятствует проникновению вредных газовых примесей (водорода, азота) к поверхности расплава и их растворению в переплавляемом металле. Дополнительным эффектом формирования на поверхности металла такой слоистой структуры является практически полное устранение потерь тепла излучением с поверхности расплава, что приводит к значительному снижению расхода электроэнергии (либо другого энергоносителя). Таким образом, приведенный комплекс свойств сформированного защитного покрытия обеспечивает достижение технического эффекта изобретения. Экспериментальным путем определено количество терморасщепленного графита (Му) или графита, способного к терморасщеплению при нагревании, необходимое для достижения технического эффекта изобретения. Заявляемый диапазон параметра Му определяется согласно эмпирической формулы: Му = (1.5-6,0) -(νΓ/νфл)·(1/ΚΒ) *·Μфл. При расходе терморасщепленного или способного к терморасщеплению графита менее 1,5 *·(νΓ/νфл) * (1/Кв)*Мфл (нижний заявляемый предел) технический эффект изобретения не достигается по параметрам качества металла и экономии электроэнергии, так как при этом количество терморасщепленного графита недостаточно для образования защитного слоя. Увеличение расхода терморасщепленного или способного к терморасщеплению графита более 6,0 *·(νΓ /νфл) * (1/Кв)*Мфл (верхний заявляемый предел) нецелесообразно, так как не ведет к улучшению параметров качества металла и снижению расхода электроэнергии против достигнуты х величин. При осуществлении заявляемого способа использовали модифицированную индукционную печь типа ИСТ-0,25 с диаметром плавильного пространства 350 мм и высотой 470 мм. Переплаву подвергали отходы и лом электротехнической меди с предварительным окислением металла путем подачи оксида меди и продувки воздухом для снижения концентрации загрязняющих примесей (Fe, ΑΙ, Sn). После снятия окислительного шлака производили отбор проб металла для определения содержания в нем кислорода. Обычно содержание кислорода на этой стадии составляло 0,10-0,12% мае. и принималось нами в качестве исходной концентрации кислорода в переплавляемом металле. Затем в печь загружали флюсовую смесь в количестве 8-12 кг, что составляло ~5% от массы переплавляемого металла. Для каждой плавки масса загрузки металла составляла 200 мг. При переплаве медных отходов использовали стандартный хлоркалиевый флюс [3] (обозначен нами далее как флюс "А") или флюс, содержащий (% мае.) 50 карбида кальция, 35 оксида кальция и 15 буры [2] (обозначен нами далее как флюс "В"). При осуществлении способа по прототипу в печь дополнительно вводили молотый доменный кокс или графит, а по заявляемому способу терморасщепленный или терморасщепляющий графит. Для определения возможности масштабирования процесса осуществлен опытно-промышленный переплав электротехнической меди в индукционной печи типа ИЛК-6 с загрузкой 5 τ отходов и лома и 120 кг флюса В по описанной выше технологии. Отливки из бронзы получали переплавом кондиционных отходов бронзы марки Бр. ОЦ 10-2 в модифицированной индукционной печи типа ИСТ-0,25 при загрузке лома 200 кг. Переплав вели по следующей те хнологии. Одновременно с ломом в печь загружали 8-12 кг хлоркалиевого флюса (флюс А), после полного расплавления металла и снятия шлака проводили модифицирование сплава бором с использованием 8 кг флюса, состоящего из 90% мас. буры и 10% мас. порошка магния (обозначен нами далее как флюс "С"). Дополнительно вводили молотый доменный кокс или графит при осуществлении переплава по прототипу или терморасщеплящий графит согласно заявляемому способу. Качество получаемых отливок бронзы оценивали по количеству введенного в металл микролегирующего компонента бора, а также определением твердости (НВ), предела прочности и относительного удлинения стандартных образцов металла. При проведении переплава по прототипу в качестве углеродных материалов использовали молотый доменный кокс или молотый электродный графит марки ЭГО-100 с размерами частиц 0,5-5 мм. Терморасщепленный графит (ТРГ) получали нагреванием в вертикальной трубчатой печи фирмы "Foseco Trading AG" при 1000°С [9] соединения интеркалирования графита с серной кислотой - остаточного бисульфата графита (ОБГ). Остаточный бисульфат графита получали последовательной обработкой порошка природного чешуйчатого графита марки ГТ-1 концентрированным водным раствором хромового ангидрида и концентрированной серной кислотой с последующей обработкой окисленного графита водой и сушкой конечного продукта [10]. В качестве соединений интеркалирования графита, используемых в виде добавок к флюсообразующим, микролегирующим и рафинирующим смесям, применяли остаточный бисульфат графита [10], а также стабилизированный остаточный нитрат графита (ОНГ). Последний синтезировали последовательной обработкой порошка природного чешуйчатого графита марки ГТ-2 дымящей азотной кислотой, ледяной уксусной кислотой, водой и сушкой конечного продукта [11]. В качестве содержащих графит смесей, способных к образованию терморасщепленного графита, использовали бинарную механическую смесь (БМС), содержащую равные весовые количества природного чешуйчатого графи та марки ГТ-1 и моногидрата перхлората магния [7]. Значения насыпной плотности образцов ТРГ (vг,кг/дм 3) и коэффициента увеличения объема при нагревании подаваемого на поверхность расплава терморасщелляющегося графита (параметра Кв для ОБГ, ОНГ и ВМС) определяли по следующей методике. Известный, объем (Vo) образца терморасщепляющего графита вносили на 2 мин в металлическую кювету, предварительно установленную в разогретую до 1000°С муфельную печь. После этого кювету с образовавшимся терморасщепленным графитом извлекали из печи, определяли массу ТРГ (m) и значение занимаемого им объема (Vк )после насыпания в измерительный цилиндр в условиях свободного падения частиц ТРГ под действием силы тяжести. Значения параметров vr и Кв определяли как среднее арифметическое из трех параллельных измерений с использованием следующих соотношений: vr= m/Vk, K b = VK/V0. Конкретные варианты осуществления заявляемого способа иллюстрируют примеры. Пример 1 (сравнительный, по прототипу). В индукционную печь типа ИСТ-0,25 загружают 200 кг отходов и лома электротехнической меди и плавят их с подачей оксида меди и продувкой воздухом. После снятия окисленного шлака содержание кислорода в металле составляет 0,12 % мае. Затем в печь подают 8 кг хлоркалиевого флюса (флюс А), содержащего 1,5 кг молотого доменного кокса. По завершении плавки получают медь с содержанием кислорода 0,08 % мае. Расход электроэнергии, пошедший на плавку принят равным 1,00. Пример 2. (сравнительный, по прототипу). Процесс ведут как в примере 1, но вместо 1,5 кг молотого доменного кокса используют 1,5 кг молотого электродного графита. Получают металл с содержанием кислорода 0,07 % мае. Относительный расход электроэнергии равен 1,00. Пример 3 (сравнительный, по известному способу [2]. Процесс ведут как в примере 1 (исходное содержание кислорода в меди равно 0,1 % маc), но при загрузке 8 кг флюса В, содержащего 50% мае. карбида кальция, 35 % маc. оксида кальция и 15 % мае. буры, без дополнительного введения других углеродных материалов. Получают медь с содержанием кислорода 0,02 % маc. Относительный расход электроэнергии равен 1.05, то есть на 5% выше, чем по прототипу. Пример 4-14. Процесс ведут как в примере 1, но варьируя тип и расход используемого флюса, а также природу и характеристики (насыпную плотность и параметр Кв) используемого терморасщепленного графита или графита, способного к терморасщеплению. Данные приведены в табл.1. Пример 15. Процесс ведут как в примере 3, но переплаву подвергают 5т отходов и лома электротехнической меди в индукционной печи типа ИЛК-6 с исходным содержанием кислорода 0,10% мае. Использовали 120 кг флюса В и 0,69 кг стабилизированного остаточного нитрата графита (OHQ с параметром Кв, равным 255. Результаты приведены в табл.1. Пример 16. В индукционную печь типа ИСТ-0,25 загружают 200 кг кондиционных отходов бронзы марки Бр.ОЦ 10-2 с подачей хлоркалиевого флюса А. После полного расплавления металла снимают шлак и в печь подают 8 кг флюса С, содержащего 90 % мас. буры и 10 % мас. порошка металлического магния, По окончании плавки получают металл с характеристиками, приведенными в табл.2. Примеры 17-18. Процесс ведут как в примере 16, но с подачей в печь вместе с флюсом С 1,5 кг молотого доменного кокса (пример 17) или 1,5 кг молотого электродного графита (пример 18) в соответствии с прототипом. Характеристики полученной бронзы приведены в табл.2. Пример 19. Процесс ведут как в примере 16, но с подачей в печь 0,011 кг стабилизированного остаточного нитрата графита (ОΗГ). Результаты приведены в табл.2. Примеры 20-24. Процесс ведут как в примере 19, но варьируя количество используемого стабилизированного остаточного нитрата графита. Результаты приведены в табл.2. Таким образом, для достижения технического эффекта изобретения (повышения качества металла за счет активации процессов рафинирования, микролегирования и модифицирования переплавляемого металла, а также снижения расхода электроэнергии, связанного с уменьшением потерь тепла излучением с поверхности расплава) на поверхность расплава необходимо вводить терморасщепленный графит или графит, способный к терморасщеплению, в количестве My, равном Положительный эффект от использования заявляемого технического решения состоит в существенном повышении качества переплавляемого металла при одновременном снижении расхода электроэнергии и углеродных материалов. Предлагаемый способ прост и может быть реализован в промышленных условиях.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for remelting metals and alloys
Автори англійськоюYaroshenko Oleksandr Pavlovych, Tarlov Oleh Volodymyrovych, Savoskin Mykhailo Vitaliiovych, Riabtsev Anatolii Danylovych, Troianskyi Oleksandr Anatoliiovych
Назва патенту російськоюСпособ переплава металлов и сплавов
Автори російськоюЯрошенко Александр Павлович, Тарлов Олег Владимирович, Савоськин Михаил Виталиевич, Рябцев Анатолий Данилович, Троянский Александр Анатольевич
МПК / Мітки
МПК: C22C 1/08
Мітки: сплавів, переплавлення, металів, спосіб
Код посилання
<a href="https://ua.patents.su/6-23150-sposib-pereplavlennya-metaliv-ta-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб переплавлення металів та сплавів</a>
Спосіб вакуумного розплавлення металів і сплавів
Номер патенту: 12162
Опубліковано: 25.12.1996
Автори: Воробйов Володимир Володимирович, Бессонов Валерій Андрійович, Ленніков Леонід Олександрович
МПК: C22B 9/22
Мітки: вакуумного, сплавів, розплавлення, металів, спосіб
Формула / Реферат:
Способ вакуумной плавки металлов и сплавов, включающий расплавление металлов и сплавов в вакууме в среде инертного газа, отличающийся тем, что, с целью экономии электроэнергии, повышения степени чистоты отливок и технологичности их изготовления, плавку ведут ионной бомбардировкой в режиме аномального тлеющего разряда магнетронного типа в магнитном поле с индукцией 0,04-0,06 Тл при плотности ионного тока 0,1- 0,2 А/см2, напряжении 400-700 В...
Спосіб розливання рідких металів і сплавів
Номер патенту: 19881
Опубліковано: 25.12.1997
Автори: Дубодєлов Віктор Іванович, Погорський Віктор Костянтинович
МПК: B22D 39/00
Мітки: сплавів, розливання, рідких, металів, спосіб
Формула / Реферат:
Способ разливки жидких металлов и сплавов, включающий их подачу в разливочное устройство, выдержку с возможностью подогрева до температуры заливки форм и заливку форм, отличающийся тем, что, всю массу жидких металлов или сплавов выдерживают в разливочном устройстве при температуре на 3-15% ниже температуры заливки форм, а подогрев до температуры заливки форм между очередными заливками ведут отделенной от всей массы, по меньшей мере, одной...
Спосіб індукційного переплаву металів та сплавів
Номер патенту: 1259
Опубліковано: 30.12.1993
Автори: Висоцький Геннадій Андрійович, Григоренко Георгій Михайлович, Баглай Віталій Михайлович, Латаш Юрій Вадімович, Шейко Іван Васильович
МПК: C21C 5/56
Мітки: металів, сплавів, переплаву, спосіб, індукційного
Формула / Реферат:
Формула изобретенияСпособ индукционного переплава металлов и сплавов, включающий последовательно оплавление металлической расходуемой заготовки, или порционное плавление кусковой шихты в электромагнитном поле повышенной частоты, формирование слитка в охлаждаемом кристаллизаторе и вытягивание слитка из кристаллизатора по ходу плавки, отличающийся тем, что, с целью повышения качества поверхности слитка, повышения КПД процесса, снижения...
Спосіб отримання металів та їх сплавів
Номер патенту: 19666
Опубліковано: 25.12.1997
Автори: Мочалов Олександр Олександрович, Перелома Віталій Олександрович, Найдек Володимир Леонтійович
МПК: C22B 5/00, C21B 15/00
Мітки: сплавів, спосіб, металів, отримання
Формула / Реферат:
1. Способ получения металлов и их сплавов, включающий нагрев оксидов металлов до высоких температур, вплоть до температур, превышающих их температуру плавления, и восстановление с наложением магнитного поля, отличающийся тем, что в процессе восстановления на оксиды металлов накладывают неоднородное магнитное поле.2. Способ по п. 1,отличающийся тем, что в процессе нагрева и восстановления используют смесь оксидов различных...
Спосіб індукційного переплаву металів та сплавів
Номер патенту: 1211
Опубліковано: 30.12.1993
Автори: Яворський Юрій Денисович, Письмений Олександр Семенович, Висоцький Геннадій Андрійович, Григоренко Георгій Михайлович, Баглай Віталій Михайлович, Латаш Юрій Вадімович, Кочетов Анатолій Андрійович, Шейко Іван Васильович
МПК: C21C 5/56
Мітки: спосіб, індукційного, металів, сплавів, переплаву
Формула / Реферат:
Формула изобретенияСпособ индукционного переплава металлов и сплавов, включающий последовательное оплавление металлической заготовки в электромагнитном высокочастотном поле и формирование слитка в охлаждаемом секционном кристаллизаторе, отличающийся тем, что, с целью интенсификации процесса переплава, повышения КПД и снижения удельных энергозатрат на переплав металла, в процессе плавки осуществляют реверсивное вращение заготовки вокруг...