Спосіб автоматичної обробки стосу пронумерованих аркушів цінних паперів різних серій
Формула / Реферат
Способ автоматической обработки стопы пронумерованных листов ценных бумаг различных серий, расположенных по форме матрицы, имеющей m рядов и n столбцов, заключающийся в том, что стопу с пронумерованными подряд ценными бумагами, уложенными одна на другую, режут на полосы, число которых соответствует количеству рядов m, продвигают одновременно все полосы в направлении транспортирования полос и режут на пачки, количество которых соответствует количеству столбцов n, затем один за другим их укладывают в накопитель, состоящий по крайней мере из одного барабана с числом ячеек, распределенных по его периметру, соответствующему произведению m0 х n0 и вращают со средней скоростью, причем поступающие одна за другой пачки распределяют в различные ячейки, где предварительно стапелируют заданное число пачек одной серии в пакет, после чего этот пакет вынимают из барабана и подают в упаковочную машину, отличающийся тем, что, с целью сокращения времени простоя машины, между последним рядом пачек одной обрабатываемой стопы и первым рядом последующей обрабатываемой стопы устанавливают расстояние, соответствующее (n0—n), при этом каждую пачку в ряду стопы последовательно смещают относительно другой в направлении транспортирования обрабатываемой стопы на расстояние, соответствующее (m0—m), а расстояние между последним рядом пачек обрабатываемой стопы и первым рядом последующей обрабатываемой стопы в направлении транспортирования пачки соответствует (m0—n)+(n0—N) - m0, при условии, что m <m0 и n< n0, где m0 — максимальное количество полос обрабатываемой стопы; n0 — максимальное количество пачек полос обрабатываемой стопы.
Текст
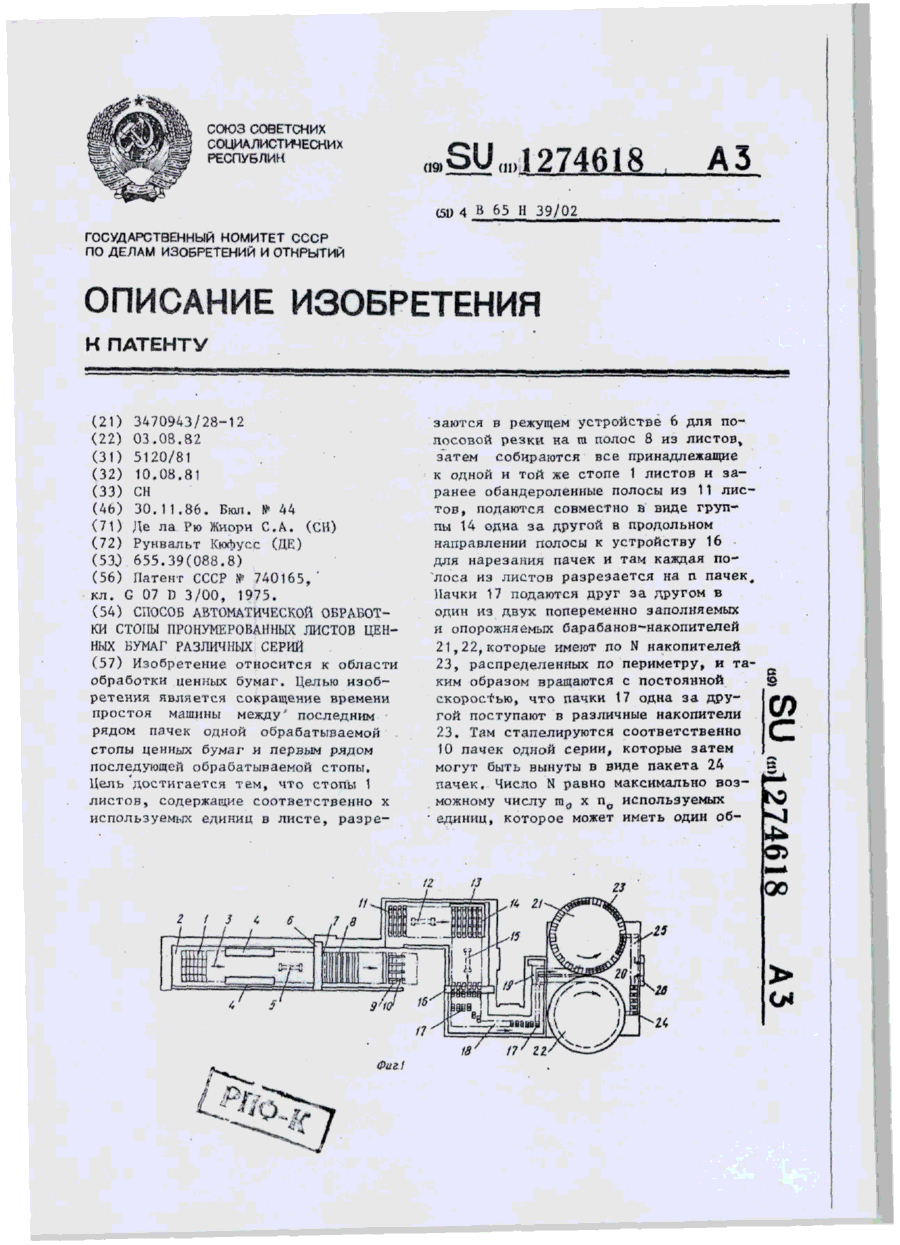
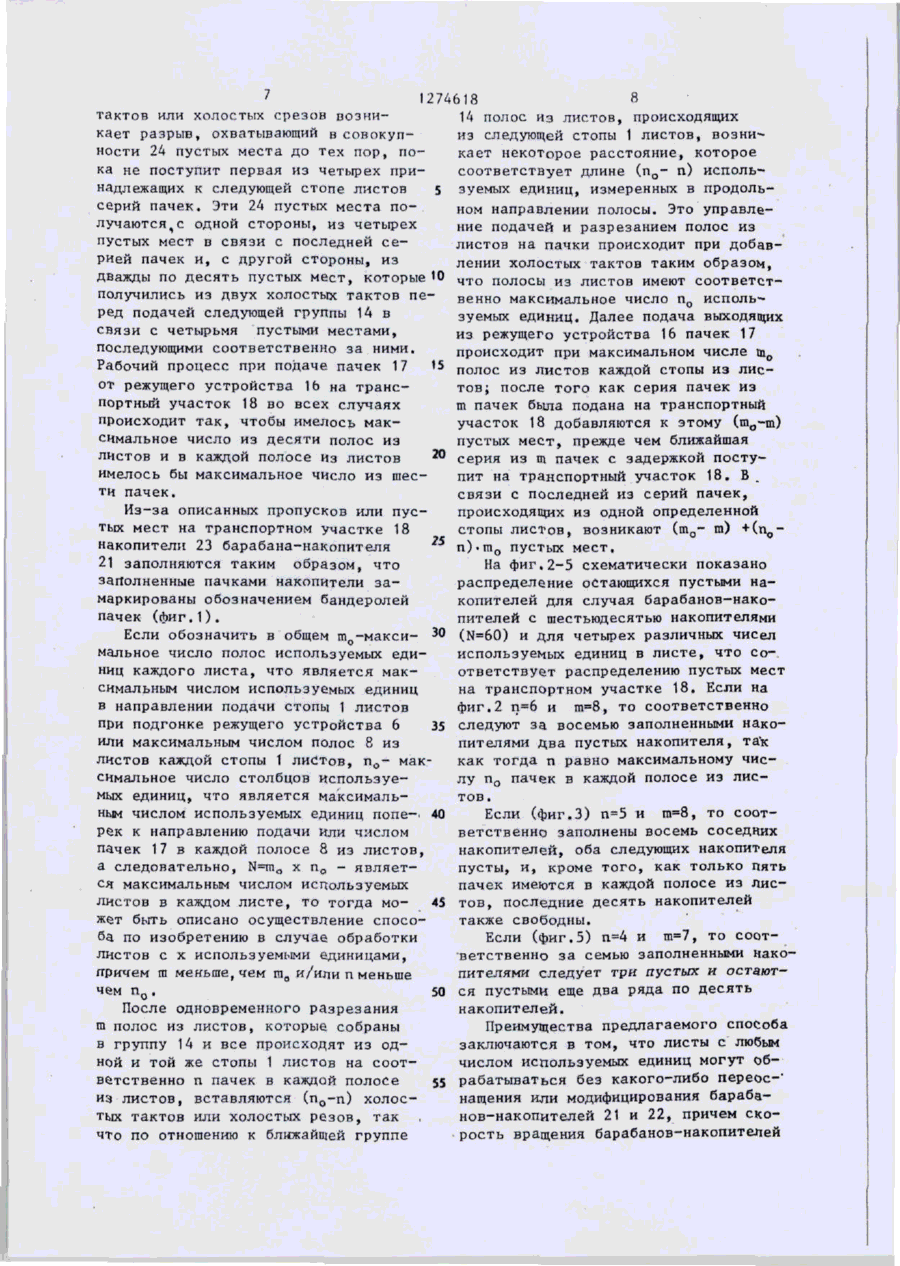
Изобретение относится к области обработки ценных бумаг. Целью изобретения является сокращение времени простоя машины между* последним рядом пачек одной обрабатываемой стопы ценньгх бумаг и первым рядом последующей обрабатываемой стопы. Цель достигается тем, что стопы 1 листов, содержащие соответственно х используемых единиц в листе, разре заются в режущем устройстве 6 для полосовой резки на га полос 8 из листов> затем собираются все принадлежащие к одной и той же стопе 1 листов и заранее обандероленные полосы из 11 листов, подаются совместно в виде группы 14 одна за другой в продольном направлении полосы к устройству 16 для нарезания пачек и там каждая полоса из листов разрезается на п пачек. Пачки 17 подаются друг за другом в один из двух попеременно заполняемых и опорожняемых барабанов-накопителей 21,22, которые имеют по N накопителей 23, распределенных по периметру, и таким образом вращаются с постоянной скоростью, что пачки 17 одна за другой поступают в различные накопители 23. Там стапелируются соответственно 10 пачек одной серии, которые затем могут быть вынуты в виде пакета 24 пачек. Число N равно максимально возможному числу т0 х п о используемых единиц, которое может иметь один об Z3 25 І со с 1274618 рабатываемый лист. Если число используемых единиц в листе меньше, чем N, добавляются после разрезки каждой группы 14 полос из листов no- n холостых тактов перед первым срезом для получения пачек следующей группы и, кроме того, при дальнейшей транспортировке пачек 17 после каждой Изобретение относится к автоматической обработке стопы из пронумерованных и содержащих большое число используемых единиц листов ценных бумаг, в частности банкнот. Целью изобретения является сокращение времени простоя машины между последним рядом пачек одной обрабатываемой стопы и первым рядом последующей обрабатываемой стопы. серии из m пачек 17 добавляются m о га пустых мест, так что остаются свободными соответствующие накопители 23 барабанов-накопителей, которые таким образом без изменения числа накопителей позволяют обрабатывать листы с различными числами используемых единиц. 5 ил. Автоматическая режущая машина имеет два параллельно противолежащих" -продольных режущих устройства 4, поперечное режущее устройство 6 для разрезки полос и дополнительное режущее устройство 16 для обрезки пачек. Стопа 1 листов подается в направлении стрелки 3 к двум продольным режущим устройствам 4, ножи которых ориентированы в направлении подачи и одновременно отрезают боковые края листов каждой стопы листов. С помоНа фиг.1 изображена схема устройщью средства 5 электронно программиства для осуществления предлагаемого руемой подачи стопа листов затем поспособа, на фиг.2-5 - схематические дается к поперечному режущему устизображения распределения заполненных ройству 6, которое имеет нож, ориени остающихся пустыми накопителей батированный перпендикулярно к направлерабана-накопителя для четырех различнию транспортировки. Здесь вначале ных случаев чисел единиц использовапроисходит обрезание края на передней ния в каждом листе. стороне стопы листов, затем стопа В устройстве (фиг.1), реализующем', листов постепенно разделяется на свои способ, обрабатываемые стопы 1 листов шесть полос из отдельных слоев и на со 100 листами в каждой, которые имезадней стороне последних полос из ют уже пронумерованные отпечатанные слоев выполняется задний краевой банкноты (единицы использования), 25 срез. Отходы бумаги сбрасываются с располагаются в правильной последопомощью заслонки 7 для отходов. Когвательности номеров, подаются к устда стопа листов разрезается, автомаройству 2 для накладки листов автоматически подается следующая стопа листической режущей машины. Такие стопы тов. листов поступают к выходу машины для Полосы из слоев 8 подаются одна нумерации банкнот. Каждый лист имеет 30 за другой в машину 9 для обандероли24 единицы использования, которые вания с четырьмя находящимися в раборасположены в форме матрицы в шесть те обандероливающими устройствами, к рядов и проходят поперек к направлекоторым подаются бандероли 10, на конию подачи стопы 1 во время ее разрезания (в направлении стрелки 3) и 35 торые предварительно наносится клей. Обандероливающие устройства одновречетыре столбца, которые проходят в менно охватывают бандеролями 10 кажнаправлении подачи. Налагающиеся одна дую из полос 8 из слоев по четырем "на другую в каждой стопе листов едипозициям ценных бумаг или позициями ницы использования принадлежат соотединиц использования. ветственно к определенной серии номеров и внутри этой серии пронумероваПолностью обандероленные полосы ны подряд. 11 из слоев (стрелка) вначале отво 1274618 дятся от МЛШйНЫ 9 для обандероливанакопителях соберутся соответственно ния в продольном направлении полос по десять пачек. Так как в нумерациони затем после перемены направления ной машине, которая нумеровала листы подачи на 90 подаются поперек к перед образованием стоп 1 листов, быпродольному направлению полос с по5 ли подряд пронумерованы одинаковые мощью следующего электроннопрогрампозиции или единицы использования мируемого устройства 12 к месту 13 следующих друг за другом листов внутдля наложения слоев. Там собираются ри одной серии, 1000 банкнот всех папринадлежащие к одной и той же стопе чек 17 в образованном таким образом 1 листов шесть полос 11 из листов, 10 и состоящем из десяти пачек пакете выравниваются и вместе выталкиваются. 24 пачек принадлежат соответственно Они образуют обозначенную позицией к одной и той же серии и пронумеро14 группу лежащих рядом полос из лисваны подряд. тов , которая с помощью электронПосле полного заполнения накопитенопрограммируемого подающего устрой- !$ ля 23 первого барабана-накопителя 21 ства 15 подается одновременно к попеследующие пачки 17 автоматически наречному режущему устройству 16, котоправляются в распределительном устрое имеет ножи, проходящие над всеми ройстве 19 к другому барабану-накополосами из листов. Здесь постепенпителю 22, где повторяется описанно все шесть полос 11 из листов од- 20 ная сортировка. новременно режутся на отдельные обанОдновременно полный барабан-накодероленные пачки 17, причем в описыпитель 21 постепенно (шагово) разваемом примере необходимо три среза, гружается, так что пакеты 24 пачек, так как каждая полоса из листов или как представлено на фиг.1 для другокаждый из первоначального ряда листов25 го барабана 22, один за другим выталимеет четыре единицы использования. киваются из каждого накопителя 23 и подаются транспортирующей системой * Разрезанные на заданный формат обандероленные пачки 17 автоматичес25 на транспортный участок 26. На ки смещаются на транспортный участок этом транспортном участке 26 происхо18, по которому они на заранее задан-зо дит дальнейшая обработка пакетов 24 ном расстоянии один с другим поступачек, которые после еще одного подпают к распределительному устройству счета автоматически обандероливаются 19 и от него к промежуточному хрании пакуются. лищу 20, состоящему из двух одинаково До сих пор было необходимо, чтовыполненных барабанов-накопителей 21 бы число равномерно распределенных 35 по периметру барабанов-накопителей и 22, Каждый из барабанов-накопителей 21 и 22 накопителей 23 было одинако21 и 22 имеет распределенные по их во с числом используемых единиц в периметру накопители 23. Барабаны-накаждом листе ценных бумаг. Необхокопители вращаются в направлении димо применять барабаны-накопители стрелок равномерно с такой скоростью,40 с соответственно 24 накопителями, что пачки 17, принадлежащие к той же так как все устройство было так запервоначальной стопе 1 листов, во планировано, чтобы следующие одна за время полного оборота барабана одна другой без пауз и накладываемые одна за другой поступают (падают) в различные накопители 23 одного барабана, , 45 на другую стопы листов резались на полосы из листов, а следующие одна например (фиг.1) - барабана 21, а на другую группы 14 полос из листов следующие пачки 17, которые происхофезались на пачки 17 и пачки подводи- , дят от ближайшей за ней стопы листов, лись по транспортному участку 18 в непри следующем обороте барабана поступают в соответственно те же накопи~5о неразрывной последовательности к промежуточному накопителю 20. При этих тели 23 и т.д. Таким образом, все условиях число накопителей 23 должно пачки 17, которые происходят из десябыло бы быть равно числу единиц испольти следующих одна за другой стоп 1 зования в каждом листе, чтобы в наколистов и соответственно имеют одинаковые показатели ценности на листах, 55 пителях 23 содержались пакеты с правильно подряд пронумерованными банкстапелируются одна над другой в одном нотами. Однако число используемых • из накопителей 23 барабана-накопителя единиц в каждом листе можно варьиро21 до тех пор, пока в соответствующих 1274618 6 вать в широких пределах, например мальным числом рядов. Следующий раот 4 х 6 = 24 до максимального числа бочий 'процесс до сбора групп 14 полос используемых единиц в листе 6 х 10 = 11 из листов вместо 13 для наклада = 60. Чтобы листы с различным числом листов, т.е. подача отдельных полос используемых единиц могли бы быть 8 из листов, их обандероливание 5 переработаны описанным устройством, в vcTpoftcTBe 9 для обандероливания необходимо не только подогнать упи их дальнейшая подача до места 13 равление режущей машиной и остальных наклада листов происходит гак, что устройств к соответствующему формату внутри каждого из определенных выше листа и числу используемых единиц, J0 рабочих периодов образуется полная но также барабаны-накопители 21 и 22 группа 14 из шести полос 11 из листак переоснастить, чтобы число равнотов. мерно распределенных по их периметру После того как группа 14 полос из накопителей 23 было равно числу ислистов была подана к режущему устпользуемых единиц в каждом листе. 15роЙству ]Ь и там тактово в нормальСогласно изобретению барабаны-наном рабочем ритме разрезана на лачки копители 21 и 22 имеют постоянное 17, перед началом подачи следующей число N накопителей 23, которое равно группы 14 полос из листов вставляютмаксимально возможному числу исполься два холостых такта или холостых зуемых единиц в обрабатываемых лис- 20 среза так, как будто -бы полосы из тах. В рассматриваемом примере N=60 листов имели максимальное число из в соответствии с максимальным чисшести используемых единиц. Во время лом используемых единиц 6 х 10 ~ 60, этих двух холостых тактов режущее используемых единиц в каждом листе, •устройство 16 не осуществляет ннкана котором используемые единицы рас- 2 5 ких режущих движений. Таким образом, положены в 10 рядах и 6 столбцах. следующая группа 14 полос из листов Чтобы иметь возможность этими барапо отношению к предыдущей группе набанами без изменения числа накопитеходится на некотором расстоянии, колей обрабатывать также листы с меньторое равно тому отрезку, который зашим числом используемых единиц, вво- 30 нимают две используемые единицы, издятся холостые такты в нормальный рамеренные в продольном направлении побочий ритм во время резки и во время лосы из листов. Шесть пачек 17, поподачи таким образом, что сумма из кидающих режущее устройство 16 после рабочих и холостых тактов, соответсткаждого среза и разрезанных на формат, вующая обработке одной полной стопы, 3 5 подаются (фиг.1) на транспортный равна сумме обработки листов с 60 участок 18 таким образом, что они туиспользуемыми единицами и тем самым да приходят смещенно во времени, соответствует одному обороту барабатранспортируются на заранее заданном на-наколителя 21 или 22, в котором расстоянии одна за другой по транстогда соответственно остается сво4Q портному участку 18 и подаются к прободным соответствующее число накопимежуточному хранилищу 20, где они телей. поступают в шесть соседних накопитеРабочий процесс в рассматриваемом лей 23 заполняемого барабана-накопипримере при листах с 4 х 6 = 24 едителя 21. ницами использования управляется сле-45 Подача ближайшей последовательносдующим образом. Работа подающего устти из шести пачек 17, которые смещенройства (подача) 5 для стопы 1 лисно подводятся к транспортному участтов и ритм резания режущих устройств ку 18, замедляется теперь на четыре 4 и 6 могут регулироваться независимо холостых такта, так что на транспортот подачи полос 11 из листов, групп 5 0 ном участке 18 две соседние после*14 полос из листов и пачек 17, а такдовательности (серии) (каждая из шесже от ритма резания режущего устройти пачек 17) отделены одна от другой ства 16 и выбираются так, чтобы рачетырьмя пустыми местами. В связи бочий период полного разрезания стопы с последней из четырех, принадлежа1 листов на полосы 8 из листов был 55 щих все к одной и той же стопе 1 равен рабочему периоду, в течение листов серий пачек из шести пачек 17 которого разрезались листы с 10 рядакаждая, на транспортном участке 18 на ми используемых единиц, т.е. с максиосновании описанных двух холостых 274618 8 тактов или холостых срезов возни14 полос из листов, происходящих кает разрыв, охватывающий в совокупиз следующей стопы 1 листов, возниности 24 пустых места до тех пор, покает некоторое расстояние, которое ка не поступит первая из четырех присоответствует длине (n Q - п) испольнадлежащих к следующей стопе листов 5 зуемых единиц, измеренных в продоль5 серий пачек. Эти 24 пустых места поном направлении полосы. Это управлелучаются^с одной стороны, из четырех ние подачей и разрезанием полос из пустых мест в связи с последней селистов на пачки происходит при добаврией пачек и, с другой стороны, из лении холостых тактов таким образом, дважды по десять пустых мест, которыеtO ч т о п о л о с ь , и з Л И С Т о в имеют соответстполучились из двух холостых тактов пе- венно максимальное число п 0 исполь* ред подачей следующей группы 14 в зуемых единиц. Далее подача выходящих связи с четырьмя пустыми местами, из режущего устройства 16 пачек 17 последующими соответственно за ними. происходит при максимальном числе т о 15 полос из листов каждой стопы из лисРабочий процесс при подаче пачек 17 от режущего устройства 1b на транстов; после того как серия пачек из портный участок 18 во всех случаях m пачек была подана на транспортный происходит так, чтобы имелось макучасток 18 добавляются к этому (mo-m) симальное число из десяти полос из пустых мест, прежде чем ближайшая 20 серия из т пачек с задержкой постулистов и в каждой полосе из листов ц имелось бы максимальное число из шеспит на транспортный участок 18, В . ти пачек. связи с последней из серий пачек, Из-за описанных пропусков или пуспроисходящих из одной определенной тых мест на транспортном участке 18 стопы листов, возникают (т о - т) + ( п о накопители 23 барабана-накопителя п) - т о пустых мест. 21 заполняются таким образом, что На фиг.2-5 схематически показано заполненные пачками накопители зараспределение остающихся пустыми намаркированы обозначением бандеролей копителей для случая барабанов-накопачек (фиг.1). пителей с шестьюдесятью накопителями Если обозначить в общем т о -макси- 30 (N=60) и для четырех различных чисел мальное число полос используемых едииспользуемых единиц в листе, что сониц каждого листа, что является макответствует распределению пустых мест симальным числом используемых единиц на транспортном участке 18. Если на в направлении подачи стопы 1 листов фиг.2 п=6 и т=8, то соответственно при подгонке режущего устройства 6 35 следуют за восемью заполненными накоили максимальным числом полос 8 из пителями два пустых накопителя, так листов каждой стопы 1 листов, п о - маккак тогда п равно максимальному чиссимальное число столбцов используелу п о пачек в каждой полосе из лисмых единиц, что является максимальтов. ным числом используемых единиц попе-^ 40 Если (фиг.З) п=5 и ш=8, то соотрек к направлению подачи или числом ветственно заполнены восемь соседних пачек 17 в каждой полосе 8 из листов, накопителей, оба следующих накопителя а следовательно, N=tnQ x п о - являетпусты, и, кроме того, как только Пять ся максимальным числом используемых пачек имеются в каждой полосе из лислистов в каждом листе, то тогда мо- 45 тов, последние десять накопителей жет быть описано осуществление спосотакже свободны. ба по изобретению в случае обработки Если (фиг.5) п=4 и т=7, то соотлистов с х используемыми единицами, ветственно за семью заполненными накопричем га меньше,чем т 0 и/илипменьше пителями следует три пустых и остаютчем п 0 . 50 ся пустыми еще два ряда по десять После одновременного разрезания накопителей. т полос из листов, которые собраны Преимущества предлагаемого способа в группу 14 и все происходят из одзаключаются в том, что листы с любым ной и той же стопы 1 листов на соотчислом используемых единиц могут обветственно п пачек в каждой полосе . 55 рабатываться без какого-либо переос-' из листов, вставляются (по-п) холоснащения или модифицирования барабатых тактов или холостых резов, так нов-накопителей 21 и 22, причем скочто по отношению к ближайшей группе рость вращения барабанов-накопителей 9 12746 18 10 всегда постоянна и задается произвопериметру, соответствующему произведительностью L машины, зависящей от дению ' х п о и вращают со средней о числа используемых единиц в каждом скоростью, причем поступающие одна за листе, с помощью формулы L=60 (m x n) другой пачки распределяют в различные / 4 ( т + 1 ) пачек в минуту. Это дает 5 ячейки, где предварительно стапелирупри m=lG, n = 6 , т . е . при максимальют заданное число пачек одной серии ном числе 60 используемых единиц в пакет, после чего этот пакет вынив л и с т е , 82 пачки или 8200 банкнот мают из барабана и подают в упаковочв минуту, а в случае т = 6 , п=4, т . е . ную машину, о т л и ч а ю щ и й с я при 24 используемых единицах в л и с т е , 10 тем, что, с целью сокращения времени 51 пачку или 51000 банкнот в минуту. простоя машины, между последним ряФ о р м у л а и з о б р е т е н и я дом пачек одной обрабатываемой стопы Способ автоматической обработки 15 стопы пронумерованных листов ценных бумаг различных серий, расположенных по форме матрицы, имеющей m рядов и п столбцов, заключающийся в том, что стопу с пронумерованными подряд цен^ ными бумагами, уложенными, одна на 20 другую, режут на полосы, число которых соответствует количеству рядов га, продвигают одновременно все полосы в направлении транспортирования 25 полос и режут на пачки, количество которых соответствует количеству столбцов п, затем один за другим их укладывают в накопитель, состоящий по крайней мере из одного барабана с числом ячеек, распределенных по его 30 и первым рядом последующей обрабатываемой стопы устанавливают расстояние, соответствующее (п о -п), при этом каждую пачку в ряду стопы последовательно смещают относительно другой в направлении транспортирования обрабатываемой стопы на расстояние, соответствующее (tno-m) , а расстояние между последним рядом пачек обрабатываемой стопы и первым рядом последующей обрабатываемой стопы в направлении транспортирования пачки соответствует (nio-n) + (n o -n). m O ) при условии, что m
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of automatic working of stack of numbered sheets of securities of different series
Автори англійськоюRunvalt Kufuss
Назва патенту російськоюСпособ автоматической обработки стопы пронумерованных листов ценных бумаг различных серий
Автори російськоюРунвальт Кюфусс
МПК / Мітки
МПК: B65H 39/00
Мітки: серій, паперів, пронумерованих, різних, стосу, обробки, аркушів, спосіб, автоматичної, цінних
Код посилання
<a href="https://ua.patents.su/6-2321-sposib-avtomatichno-obrobki-stosu-pronumerovanikh-arkushiv-cinnikh-paperiv-riznikh-serijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичної обробки стосу пронумерованих аркушів цінних паперів різних серій</a>
Пристрій для обандеролювання стосів аркушів
Номер патенту: 2274
Опубліковано: 26.12.1994
Автор: Гуалтіеро Жіорі
МПК: B65B 13/00
Мітки: стосів, пристрій, аркушів, обандеролювання
Формула / Реферат:
1. Устройство для обандероливания стопок листов, предпочтительно ценных бумаг, содержащее нож для разрезания пачки листов на ленты, нож для разрезания лент на стопки, обандероливающий механизм и транспортер, отличающееся тем, что, с целью увеличения производительности оно снабжено несколькими дополнительными обандероливающими механизмами, при этом все обандероливающие механизмы расположены в ряд между указанными ножами и число их...
Пристрій для сортування та укладання цінних паперів
Номер патенту: 2271
Опубліковано: 26.12.1994
Автор: Брайян Майкл Кінтен
МПК: G07D 7/00
Мітки: сортування, цінних, пристрій, укладання, паперів
Формула / Реферат:
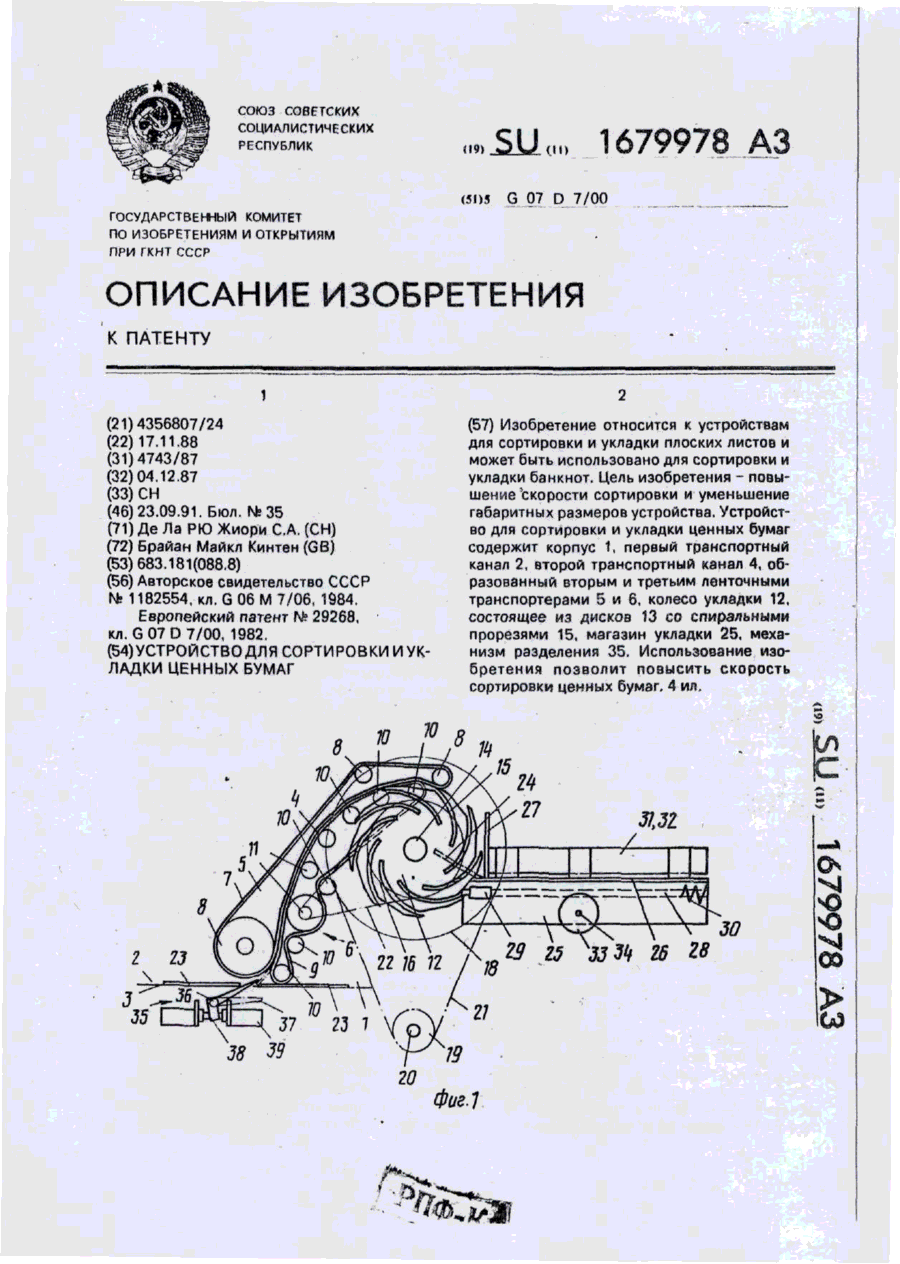
Устройство для сортировки и укладки ценных бумаг, содержащее корпус, первый транспортный канал, выполненный в виде первого ленточного транспортера, второй транспортный канал, механизм разделения, магазин укладки, отличающееся тем, что, с целью повышения скорости сортировки и уменьшения габаритных размеров устройства, второй транспортный канал образован вторым и третьим ленточными транспортерами, второй ленточный транспортер выполнен в...
Машина для друкування цінних паперів
Номер патенту: 2319
Опубліковано: 26.12.1994
Автор: Гуалтіеро Жіорі
МПК: B41F 11/00
Мітки: цінних, друкування, паперів, машина
Формула / Реферат:
Машина для печатания ценных бумаг, преимущественно банковских билетов, содержащая формный цилиндр, несущий по меньшей мере одну форму глубокой печати с печатными элементами для воспроизведения изображения основного рисунка и более мелко и тонко гравированными печатными элементами для воспроизведения изображения фоновой защитной сетки, взаимодействующий с формным цилиндром печатной цилиндр, устройство для нанесения краски на...
Пристрій для обробки гіпсокартонних листів
Номер патенту: 892
Опубліковано: 15.12.1993
Автори: Малахеєва Ада Володимирівна, Бурлика Анатолій Пилипович, Фрідман Роман Аркадійович, Ларіонов Михайло Тихонович
МПК: B28B 11/04
Мітки: гіпсокартонних, пристрій, листів, обробки
Формула / Реферат:
Устройство для обработки гипсокартонных листов, содержащее конвейер схватывания и узел смачивания наружной верхней поверхности гипсокартонного листа, отличающееся тем, что оно снабжено расположенным на конвейере схватывания узлом смачивания наружной нижней поверхности гипсокартонного листа, выполненным в виде размещенной поперек конвейера схватывания на всю его ширину ванны с трубопроводом для подачи обрабатываемой жидкости и погруженным в...
Засіб абразивоструминної обробки деталей
Номер патенту: 1584
Опубліковано: 25.10.1994
Автори: Пилипенко Віктор Васильович, Дрозд Віталій Антонович, Іванов Володимир Іванович
МПК: B24C 1/00
Мітки: абразивоструминної, деталей, обробки, засіб
Формула / Реферат:
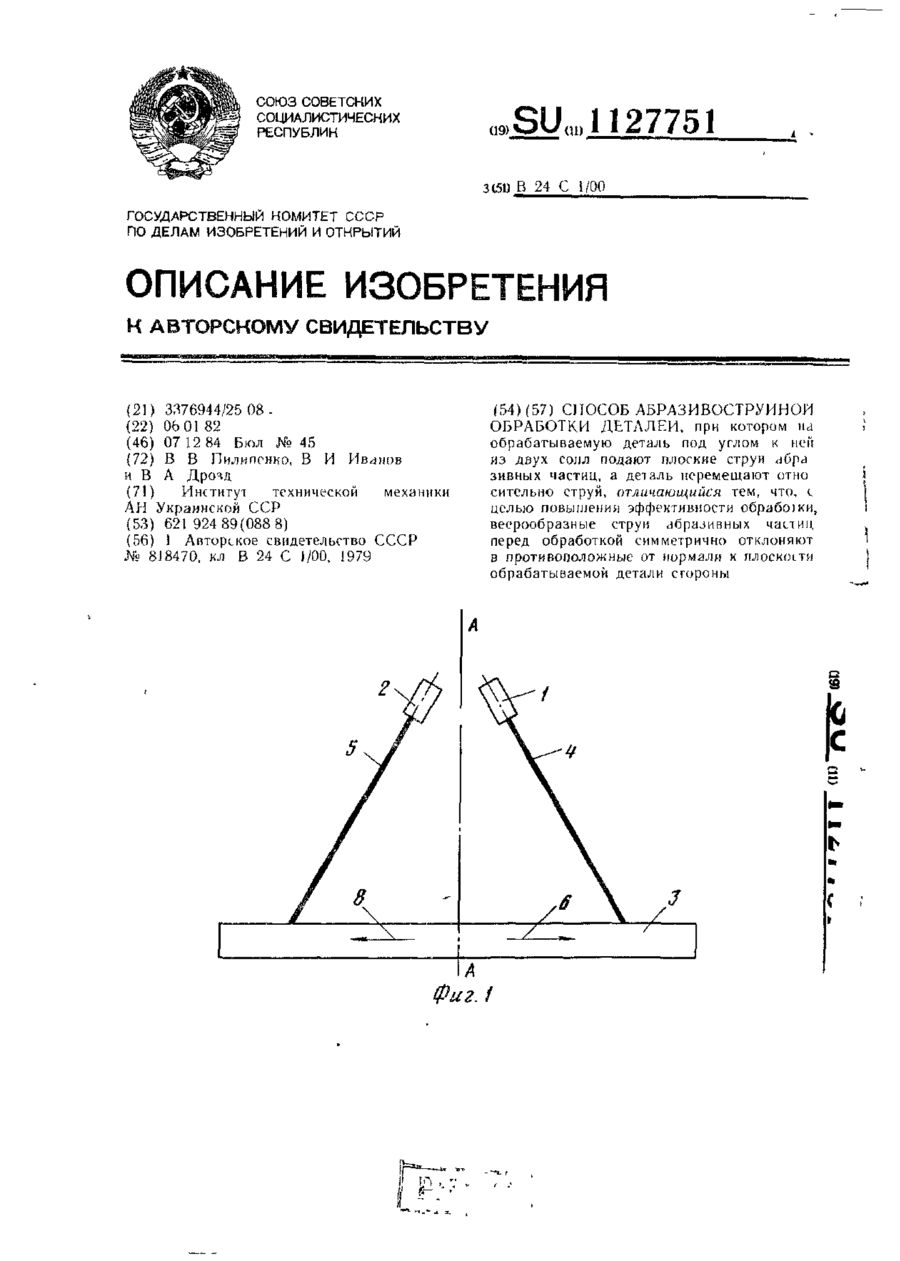
Способ абразивоструйной обработки деталей, при котором на обрабатываемую деталь под углом к ней из двух сопл подают плоские струи абразивных частиц, а деталь перемещают относительно струй, отличающийся тем, что, с целью повышения эффективности обработки, веерообразные струи абразивных частиц перед обработкой симметрично отклоняют в противоположные от нормали к плоскости обрабатываемой детали стороны.
Попередній патент: Машина для друкування цінних паперів
Наступний патент: Багатоколірна ротаційна друкарська машина для двостороннього друку за один прохід на листовому або рулонному матеріалі
Випадковий патент: Нагрівач