Ізоляційна пластина для забивання в кладку, а також спосіб і пристрій для її виготовлення
Формула / Реферат
1. Изоляционная пластина для забивания в кладку, имеющая изолирующие поверхности и концевой участок, обращенный при забивании к кладке, отличающаяся тем, что передняя кромка указанного концевого участка выполнена с клинообразным профилем.
2. Изоляционная пластина по п.1, отличающаяся тем, что клинообразный профиль передней кромки концевого участка выполнен, преимущественно, симметричным относительно средней линии сечения пластины в направлении забивания перпендикулярно ее изолирующим поверхностям.
3. Изоляционная пластина по п.1 или 2, отличающаяся тем, что острие клинообразного профиля выполнено плоским или закругленным.
4. Изоляционная пластина по любому из пп.1 - 3, отличающаяся тем, что клинообразный профиль на удаленном от острия конце толще, чем толщина остальной изоляционной пластины.
5. Изоляционная пластина по любому из пп.1 - 4, отличающаяся тем, что переход от задней области клинообразного профиля к прилегающей зоне изоляционной пластины выполнен ступенчатым.
6. Изоляционная пластина по любому из пп.1 - 5, отличающаяся тем, что клинообразный профиль в сечении имеет, преимущественно, треугольную форму.
7. Изоляционная пластина по любому из пп.1 - 5, отличающаяся тем, что клинообразный профиль имеет, преимущественно, выпуклые боковые поверхности.
8. Изоляционная пластина по любому из пп.1 - 5, отличающаяся тем, что клинообразный профиль имеет, преимущественно, вогнутые боковые поверхности.
9. Изоляционная пластина по любому из пп.1 - 5, отличающаяся тем, что клинообразно выполненная область передней кромки изоляционной пластины так же, как и вся пластина, выполнена профилированной поперек направления забивания, предпочтительно, гофрированной.
10. Способ изготовления изоляционной пластины для забивания в кладку, включающий формообразование пластины, отличающийся тем, что обращенную к кладке при забивании область передней кромки изоляционной пластины выполняют клинообразной.
11. Способ по п.10, отличающийся тем, что при применении пластины из металлического материала, в особенности, из нержавеющей стали, область передней кромки профилируют в клинообразный профиль посредством шлифовки, ковки или прокатки.
12. Способ по п.11, отличающийся тем, что при формировании клинообразного профиля его удаленную от острия часть выполняют толще сечения непрофилированной части пластины.
13. Способ по любому из пп.10 - 12, отличающийся тем, что изоляционную, пластину, после выполнения передней кромки клинообразной, профилируют поперек направления забивания, предпочтительно, гофрируют.
14. Устройство для изготовления изоляционной пластины для забивания в кладку, содержащее средство для формообразования пластины, отличающееся тем, что оно снабжено подвижным относительно передней кромки изоляционной пластины средством для профилирования клинообразного профиля на передней кромке.
15. Устройство по п.14, отличающееся тем, что средство для профилирования клинообразного профиля выполнено в виде, по меньшей мере, двух расположенных противоположно относительно изоляционной пластины и симметрично наклоненных к подлежащей обработке передней кромке шлифовальных кругов, направление вращения которых выбрано так, что образующийся при шлифовке грат имеет возможность располагаться на удаленной от острия клинообразного профиля зоне в виде утолщения относительно необрабатываемой зоны изоляционной пластины.
16. Устройство по п.14, отличающееся тем, что средство для профилирования выполнено в виде, по меньшей мере, одного молоткового механизма с профильным инструментом для заданного выполнения клинообразного профиля.
17. Устройство по п.14, отличающееся тем, что средство для профилирования выполнено в виде, по меньшей мере, одного профильного валка для заданного выполнения клинообразного профиля.
18. Устройство по любому из пп.14 - 17, отличающееся тем, что в области воздействия инструмента средства для профилирования по обе его стороны предусмотрены опорные валки для боковой опоры изоляционной пластины.
19. Устройство по любому из пп.14 - 18, отличающееся тем, что оно снабжено узлом для поперечного профилирования всей изоляционной пластины, размещенным в направлении обработки за средством для профилирования клинообразного профиля на передней кромке.
Текст
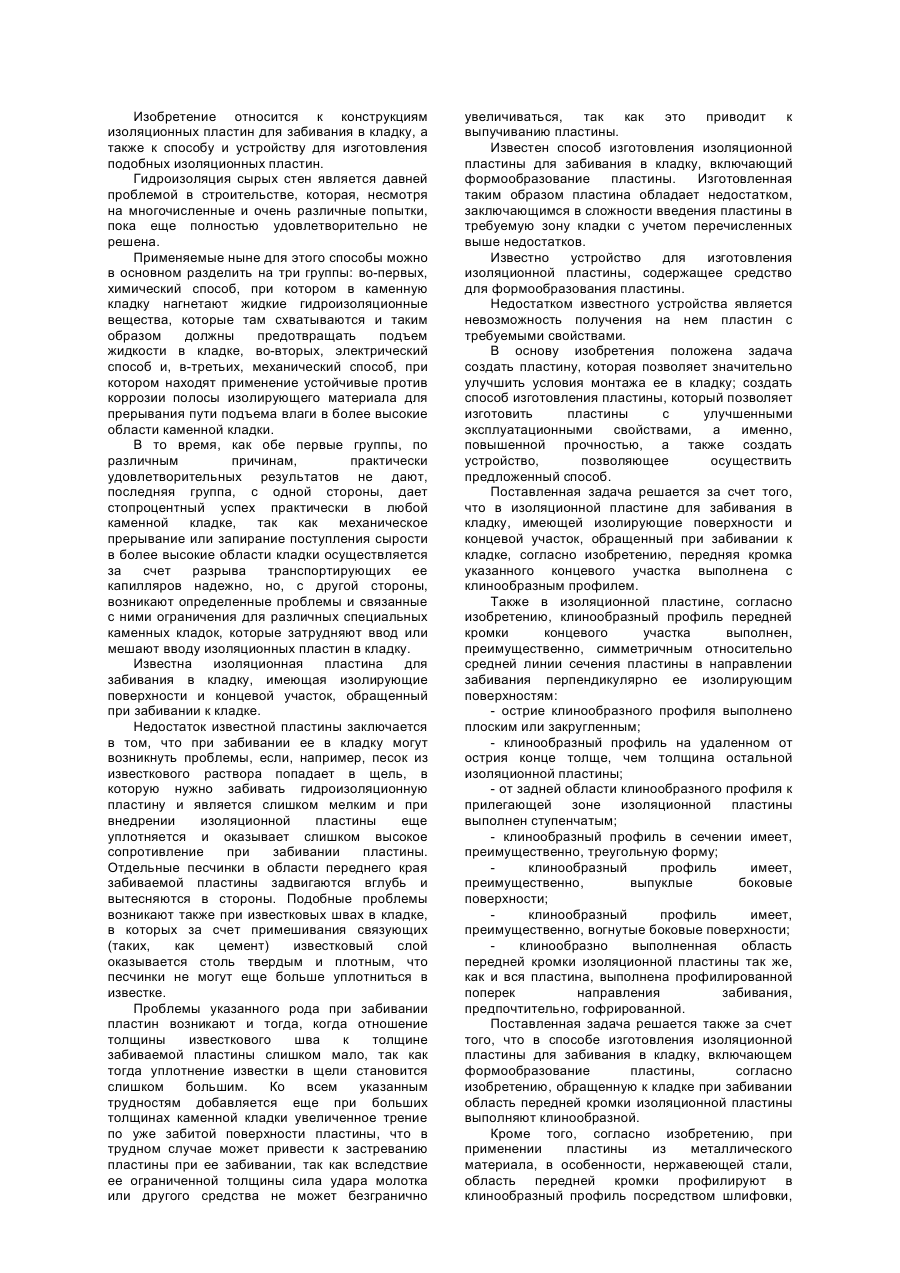
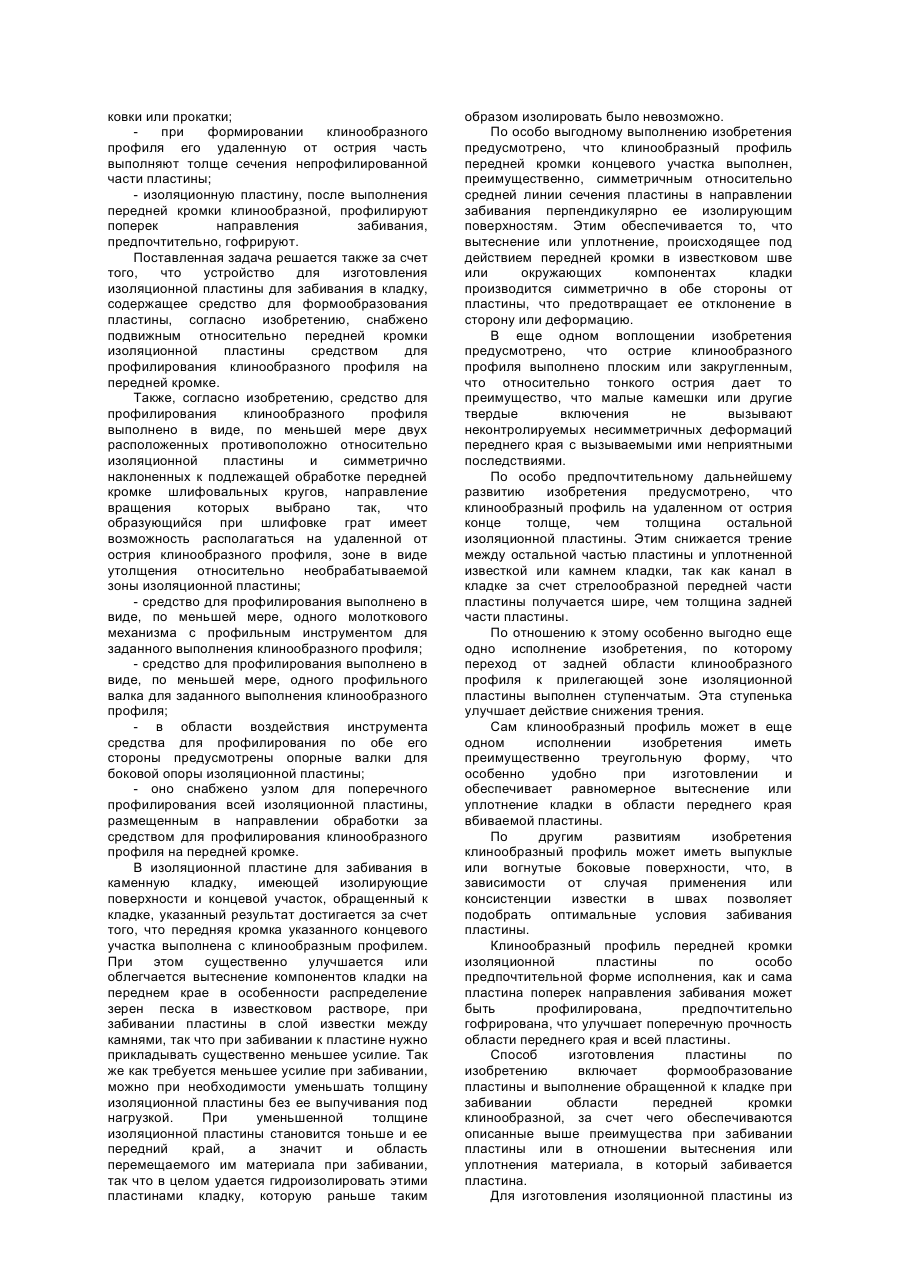
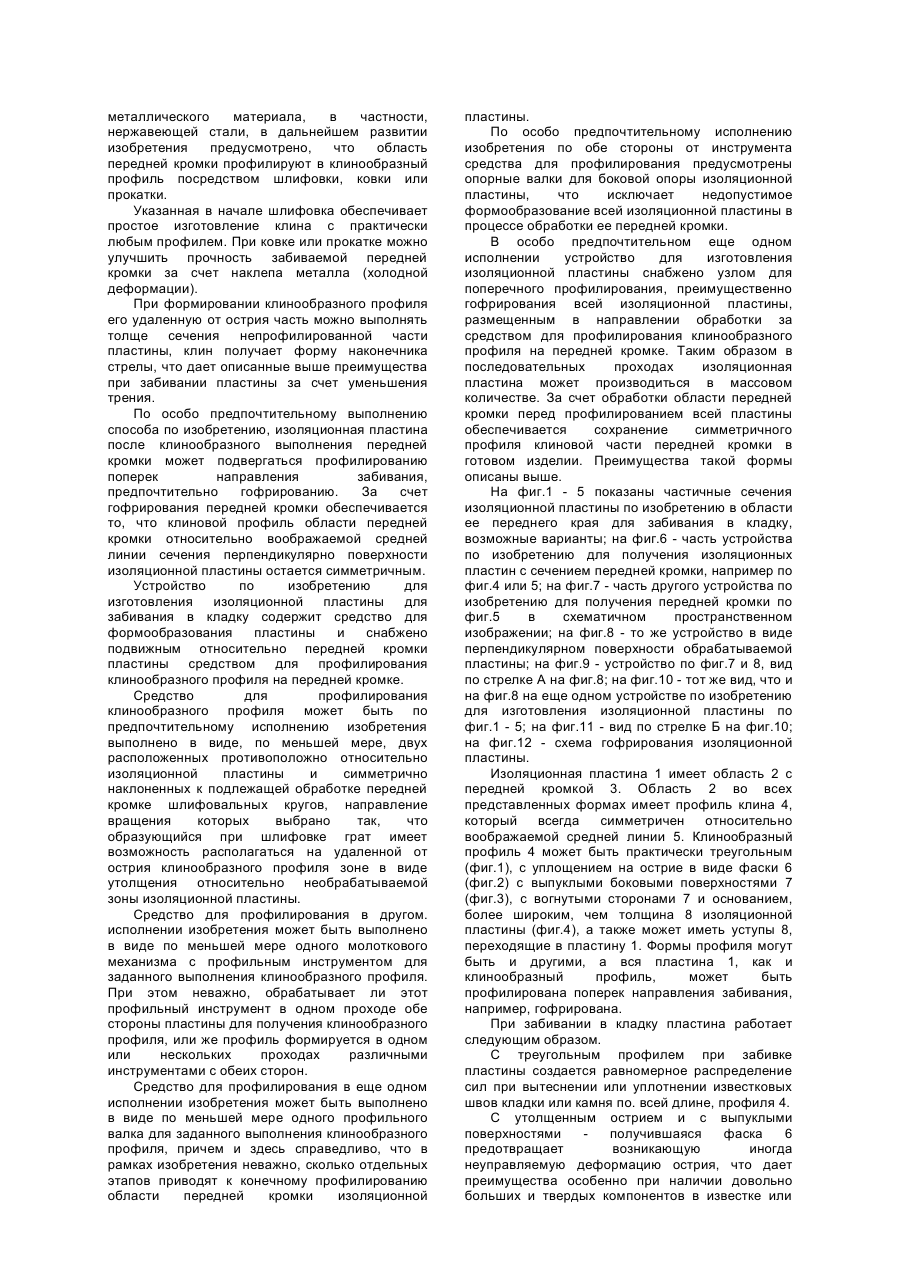
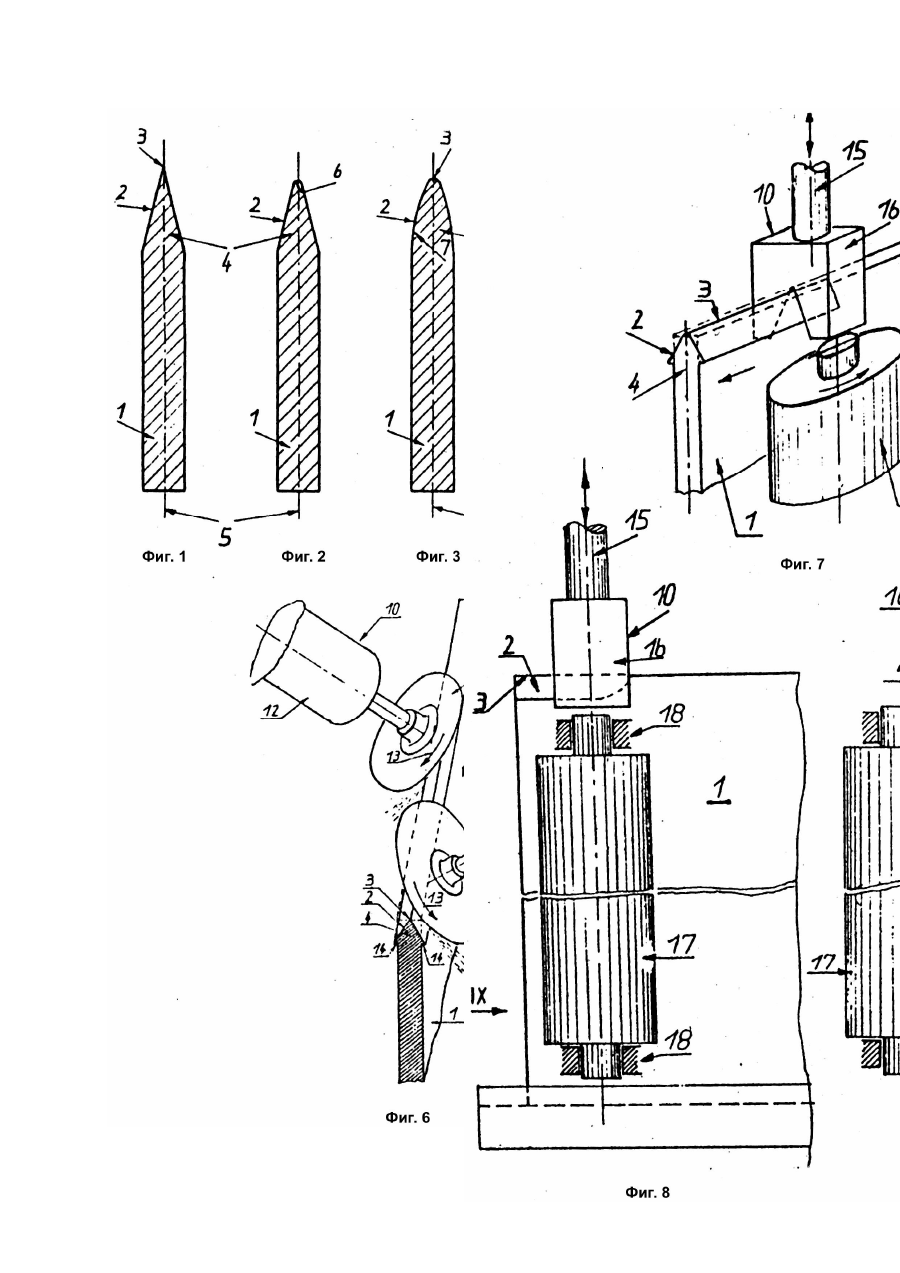
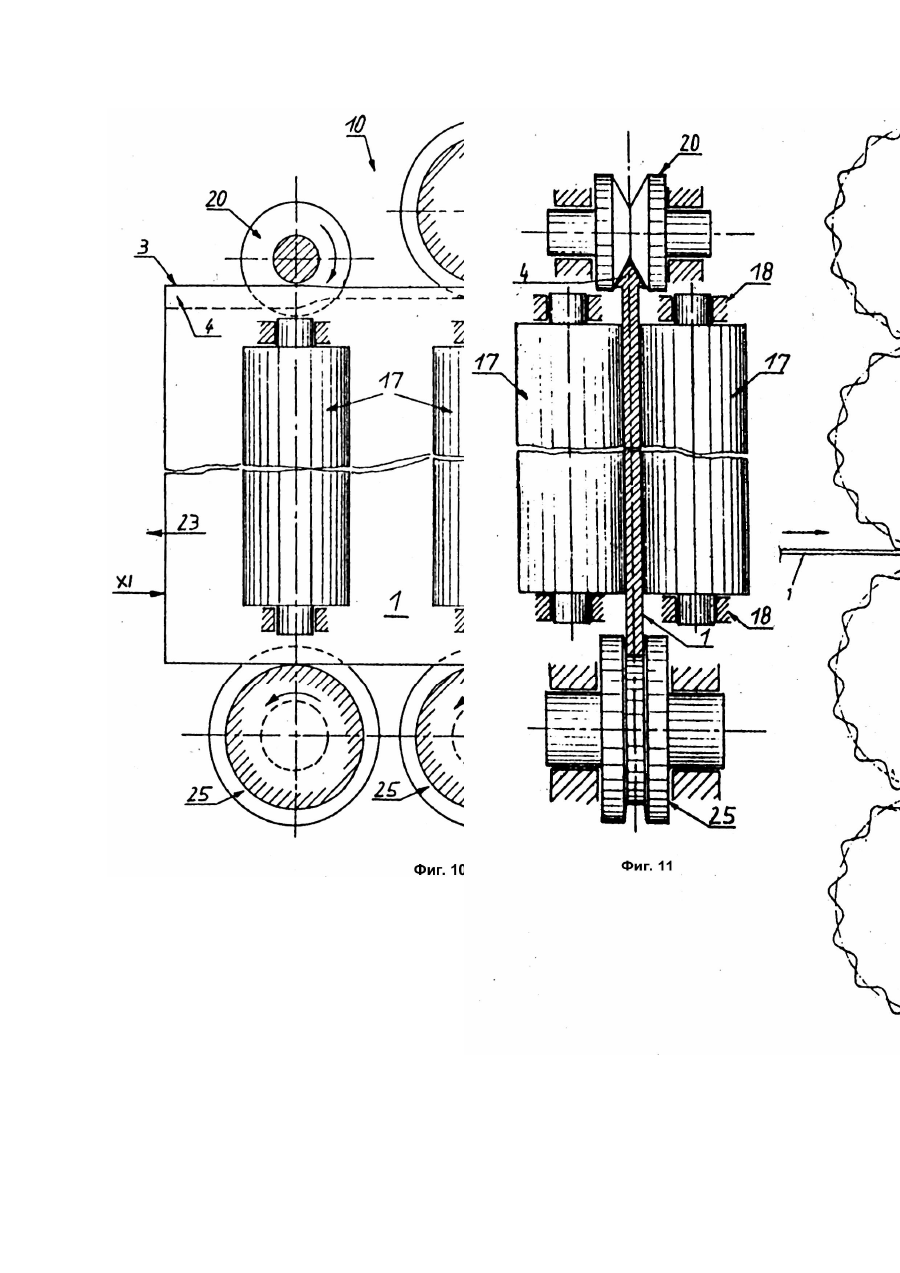
Изобретение относится к конструкциям изоляционных пластин для забивания в кладку, а также к способу и устройству для изготовления подобных изоляционных пластин. Гидроизоляция сырых стен является давней проблемой в строительстве, которая, несмотря на многочисленные и очень различные попытки, пока еще полностью удовлетворительно не решена. Применяемые ныне для этого способы можно в основном разделить на три группы: во-первых, химический способ, при котором в каменную кладку нагнетают жидкие гидроизоляционные вещества, которые там схватываются и таким образом должны предотвращать подъем жидкости в кладке, во-вторых, электрический способ и, в-третьих, механический способ, при котором находят применение устойчивые против коррозии полосы изолирующего материала для прерывания пути подъема влаги в более высокие области каменной кладки. В то время, как обе первые группы, по различным причинам, практически удовлетворительных результатов не дают, последняя группа, с одной стороны, дает стопроцентный успех практически в любой каменной кладке, так как механическое прерывание или запирание поступления сырости в более высокие области кладки осуществляется за счет разрыва транспортирующих ее капилляров надежно, но, с другой стороны, возникают определенные проблемы и связанные с ними ограничения для различных специальных каменных кладок, которые затрудняют ввод или мешают вводу изоляционных пластин в кладку. Известна изоляционная пластина для забивания в кладку, имеющая изолирующие поверхности и концевой участок, обращенный при забивании к кладке. Недостаток известной пластины заключается в том, что при забивании ее в кладку могут возникнуть проблемы, если, например, песок из известкового раствора попадает в щель, в которую нужно забивать гидроизоляционную пластину и является слишком мелким и при внедрении изоляционной пластины еще уплотняется и оказывает слишком высокое сопротивление при забивании пластины. Отдельные песчинки в области переднего края забиваемой пластины задвигаются вглубь и вытесняются в стороны. Подобные проблемы возникают также при известковых швах в кладке, в которых за счет примешивания связующих (таких, как цемент) известковый слой оказывается столь твердым и плотным, что песчинки не могут еще больше уплотниться в известке. Проблемы указанного рода при забивании пластин возникают и тогда, когда отношение толщины известкового шва к толщине забиваемой пластины слишком мало, так как тогда уплотнение известки в щели становится слишком большим. Ко всем указанным трудностям добавляется еще при больших толщинах каменной кладки увеличенное трение по уже забитой поверхности пластины, что в трудном случае может привести к застреванию пластины при ее забивании, так как вследствие ее ограниченной толщины сила удара молотка или другого средства не может безгранично увеличиваться, так как это приводит к выпучиванию пластины. Известен способ изготовления изоляционной пластины для забивания в кладку, включающий формообразование пластины. Изготовленная таким образом пластина обладает недостатком, заключающимся в сложности введения пластины в требуемую зону кладки с учетом перечисленных выше недостатков. Известно устройство для изготовления изоляционной пластины, содержащее средство для формообразования пластины. Недостатком известного устройства является невозможность получения на нем пластин с требуемыми свойствами. В основу изобретения положена задача создать пластину, которая позволяет значительно улучшить условия монтажа ее в кладку; создать способ изготовления пластины, который позволяет изготовить пластины с улучшенными эксплуатационными свойствами, а именно, повышенной прочностью, а также создать устройство, позволяющее осуществить предложенный способ. Поставленная задача решается за счет того, что в изоляционной пластине для забивания в кладку, имеющей изолирующие поверхности и концевой участок, обращенный при забивании к кладке, согласно изобретению, передняя кромка указанного концевого участка выполнена с клинообразным профилем. Также в изоляционной пластине, согласно изобретению, клинообразный профиль передней кромки концевого участка выполнен, преимущественно, симметричным относительно средней линии сечения пластины в направлении забивания перпендикулярно ее изолирующим поверхностям: - острие клинообразного профиля выполнено плоским или закругленным; - клинообразный профиль на удаленном от острия конце толще, чем толщина остальной изоляционной пластины; - от задней области клинообразного профиля к прилегающей зоне изоляционной пластины выполнен ступенчатым; - клинообразный профиль в сечении имеет, преимущественно, треугольную форму; клинообразный профиль имеет, преимущественно, выпуклые боковые поверхности; клинообразный профиль имеет, преимущественно, вогнутые боковые поверхности; клинообразно выполненная область передней кромки изоляционной пластины так же, как и вся пластина, выполнена профилированной поперек направления забивания, предпочтительно, гофрированной. Поставленная задача решается также за счет того, что в способе изготовления изоляционной пластины для забивания в кладку, включающем формообразование пластины, согласно изобретению, обращенную к кладке при забивании область передней кромки изоляционной пластины выполняют клинообразной. Кроме того, согласно изобретению, при применении пластины из металлического материала, в особенности, нержавеющей стали, область передней кромки профилируют в клинообразный профиль посредством шлифовки, ковки или прокатки; при формировании клинообразного профиля его удаленную от острия часть выполняют толще сечения непрофилированной части пластины; - изоляционную пластину, после выполнения передней кромки клинообразной, профилируют поперек направления забивания, предпочтительно, гофрируют. Поставленная задача решается также за счет того, что устройство для изготовления изоляционной пластины для забивания в кладку, содержащее средство для формообразования пластины, согласно изобретению, снабжено подвижным относительно передней кромки изоляционной пластины средством для профилирования клинообразного профиля на передней кромке. Также, согласно изобретению, средство для профилирования клинообразного профиля выполнено в виде, по меньшей мере двух расположенных противоположно относительно изоляционной пластины и симметрично наклоненных к подлежащей обработке передней кромке шлифовальных кругов, направление вращения которых выбрано так, что образующийся при шлифовке грат имеет возможность располагаться на удаленной от острия клинообразного профиля, зоне в виде утолщения относительно необрабатываемой зоны изоляционной пластины; - средство для профилирования выполнено в виде, по меньшей мере, одного молоткового механизма с профильным инструментом для заданного выполнения клинообразного профиля; - средство для профилирования выполнено в виде, по меньшей мере, одного профильного валка для заданного выполнения клинообразного профиля; - в области воздействия инструмента средства для профилирования по обе его стороны предусмотрены опорные валки для боковой опоры изоляционной пластины; - оно снабжено узлом для поперечного профилирования всей изоляционной пластины, размещенным в направлении обработки за средством для профилирования клинообразного профиля на передней кромке. В изоляционной пластине для забивания в каменную кладку, имеющей изолирующие поверхности и концевой участок, обращенный к кладке, указанный результат достигается за счет того, что передняя кромка указанного концевого участка выполнена с клинообразным профилем. При этом существенно улучшается или облегчается вытеснение компонентов кладки на переднем крае в особенности распределение зерен песка в известковом растворе, при забивании пластины в слой известки между камнями, так что при забивании к пластине нужно прикладывать существенно меньшее усилие. Так же как требуется меньшее усилие при забивании, можно при необходимости уменьшать толщину изоляционной пластины без ее выпучивания под нагрузкой. При уменьшенной толщине изоляционной пластины становится тоньше и ее передний край, а значит и область перемещаемого им материала при забивании, так что в целом удается гидроизолировать этими пластинами кладку, которую раньше таким образом изолировать было невозможно. По особо выгодному выполнению изобретения предусмотрено, что клинообразный профиль передней кромки концевого участка выполнен, преимущественно, симметричным относительно средней линии сечения пластины в направлении забивания перпендикулярно ее изолирующим поверхностям. Этим обеспечивается то, что вытеснение или уплотнение, происходящее под действием передней кромки в известковом шве или окружающих компонентах кладки производится симметрично в обе стороны от пластины, что предотвращает ее отклонение в сторону или деформацию. В еще одном воплощении изобретения предусмотрено, что острие клинообразного профиля выполнено плоским или закругленным, что относительно тонкого острия дает то преимущество, что малые камешки или другие твердые включения не вызывают неконтролируемых несимметричных деформаций переднего края с вызываемыми ими неприятными последствиями. По особо предпочтительному дальнейшему развитию изобретения предусмотрено, что клинообразный профиль на удаленном от острия конце толще, чем толщина остальной изоляционной пластины. Этим снижается трение между остальной частью пластины и уплотненной известкой или камнем кладки, так как канал в кладке за счет стрелообразной передней части пластины получается шире, чем толщина задней части пластины. По отношению к этому особенно выгодно еще одно исполнение изобретения, по которому переход от задней области клинообразного профиля к прилегающей зоне изоляционной пластины выполнен ступенчатым. Эта ступенька улучшает действие снижения трения. Сам клинообразный профиль может в еще одном исполнении изобретения иметь преимущественно треугольную форму, что особенно удобно при изготовлении и обеспечивает равномерное вытеснение или уплотнение кладки в области переднего края вбиваемой пластины. По другим развитиям изобретения клинообразный профиль может иметь выпуклые или вогнутые боковые поверхности, что, в зависимости от случая применения или консистенции известки в швах позволяет подобрать оптимальные условия забивания пластины. Клинообразный профиль передней кромки изоляционной пластины по особо предпочтительной форме исполнения, как и сама пластина поперек направления забивания может быть профилирована, предпочтительно гофрирована, что улучшает поперечную прочность области переднего края и всей пластины. Способ изготовления пластины по изобретению включает формообразование пластины и выполнение обращенной к кладке при забивании области передней кромки клинообразной, за счет чего обеспечиваются описанные выше преимущества при забивании пластины или в отношении вытеснения или уплотнения материала, в который забивается пластина. Для изготовления изоляционной пластины из металлического материала, в частности, нержавеющей стали, в дальнейшем развитии изобретения предусмотрено, что область передней кромки профилируют в клинообразный профиль посредством шлифовки, ковки или прокатки. Указанная в начале шлифовка обеспечивает простое изготовление клина с практически любым профилем. При ковке или прокатке можно улучшить прочность забиваемой передней кромки за счет наклепа металла (холодной деформации). При формировании клинообразного профиля его удаленную от острия часть можно выполнять толще сечения непрофилированной части пластины, клин получает форму наконечника стрелы, что дает описанные выше преимущества при забивании пластины за счет уменьшения трения. По особо предпочтительному выполнению способа по изобретению, изоляционная пластина после клинообразного выполнения передней кромки может подвергаться профилированию поперек направления забивания, предпочтительно гофрированию. За счет гофрирования передней кромки обеспечивается то, что клиновой профиль области передней кромки относительно воображаемой средней линии сечения перпендикулярно поверхности изоляционной пластины остается симметричным. Устройство по изобретению для изготовления изоляционной пластины для забивания в кладку содержит средство для формообразования пластины и снабжено подвижным относительно передней кромки пластины средством для профилирования клинообразного профиля на передней кромке. Средство для профилирования клинообразного профиля может быть по предпочтительному исполнению изобретения выполнено в виде, по меньшей мере, двух расположенных противоположно относительно изоляционной пластины и симметрично наклоненных к подлежащей обработке передней кромке шлифовальных кругов, направление вращения которых выбрано так, что образующийся при шлифовке грат имеет возможность располагаться на удаленной от острия клинообразного профиля зоне в виде утолщения относительно необрабатываемой зоны изоляционной пластины. Средство для профилирования в другом. исполнении изобретения может быть выполнено в виде по меньшей мере одного молоткового механизма с профильным инструментом для заданного выполнения клинообразного профиля. При этом неважно, обрабатывает ли этот профильный инструмент в одном проходе обе стороны пластины для получения клинообразного профиля, или же профиль формируется в одном или нескольких проходах различными инструментами с обеих сторон. Средство для профилирования в еще одном исполнении изобретения может быть выполнено в виде по меньшей мере одного профильного валка для заданного выполнения клинообразного профиля, причем и здесь справедливо, что в рамках изобретения неважно, сколько отдельных этапов приводят к конечному профилированию области передней кромки изоляционной пластины. По особо предпочтительному исполнению изобретения по обе стороны от инструмента средства для профилирования предусмотрены опорные валки для боковой опоры изоляционной пластины, что исключает недопустимое формообразование всей изоляционной пластины в процессе обработки ее передней кромки. В особо предпочтительном еще одном исполнении устройство для изготовления изоляционной пластины снабжено узлом для поперечного профилирования, преимущественно гофрирования всей изоляционной пластины, размещенным в направлении обработки за средством для профилирования клинообразного профиля на передней кромке. Таким образом в последовательных проходах изоляционная пластина может производиться в массовом количестве. За счет обработки области передней кромки перед профилированием всей пластины обеспечивается сохранение симметричного профиля клиновой части передней кромки в готовом изделии. Преимущества такой формы описаны выше. На фиг.1 - 5 показаны частичные сечения изоляционной пластины по изобретению в области ее переднего края для забивания в кладку, возможные варианты; на фиг.6 - часть устройства по изобретению для получения изоляционных пластин с сечением передней кромки, например по фиг.4 или 5; на фиг.7 - часть другого устройства по изобретению для получения передней кромки по фиг.5 в схематичном пространственном изображении; на фиг.8 - то же устройство в виде перпендикулярном поверхности обрабатываемой пластины; на фиг.9 - устройство по фиг.7 и 8, вид по стрелке А на фиг.8; на фиг.10 - тот же вид, что и на фиг.8 на еще одном устройстве по изобретению для изготовления изоляционной пластины по фиг.1 - 5; на фиг.11 - вид по стрелке Б на фиг.10; на фиг.12 - схема гофрирования изоляционной пластины. Изоляционная пластина 1 имеет область 2 с передней кромкой 3. Область 2 во всех представленных формах имеет профиль клина 4, который всегда симметричен относительно воображаемой средней линии 5. Клинообразный профиль 4 может быть практически треугольным (фиг.1), с уплощением на острие в виде фаски 6 (фиг.2) с выпуклыми боковыми поверхностями 7 (фиг.3), с вогнутыми сторонами 7 и основанием, более широким, чем толщина 8 изоляционной пластины (фиг.4), а также может иметь уступы 8, переходящие в пластину 1. Формы профиля могут быть и другими, а вся пластина 1, как и клинообразный профиль, может быть профилирована поперек направления забивания, например, гофрирована. При забивании в кладку пластина работает следующим образом. С треугольным профилем при забивке пластины создается равномерное распределение сил при вытеснении или уплотнении известковых швов кладки или камня по. всей длине, профиля 4. С утолщенным острием и с выпуклыми поверхностями получившаяся фаска 6 предотвращает возникающую иногда неуправляемую деформацию острия, что дает преимущества особенно при наличии довольно больших и твердых компонентов в известке или камнях в щели, куда пластину забивают. С вогнутыми боковыми сторонами - за счет такого профиля в виде наконечника стрелы, шлиц или канал, в который забивают пластину в кладке, или щели между кирпичами, расширяется область 2 сильнее, чем это требуется для прохождения последующей толщины 8 изоляционной пластины 1, что снижает трение на плоских поверхностях пластины. С уступами 9 - обеспечивают снижение трения при забивании в кладку с различными швами и камнем. Утолщенные изоляционные пластины 1 служат для забивания их в каменную кладку, подлежащую гидроизоляции и т.п., причем передающие влагу снизу вверх в стене капилляры в кладке прерываются изоляционной пластиной 1 и стена более не сыреет. Обычно толщина гидроизоляционных пластин на практике составляют примерно 1 - 1,5мм, причем ныне предпочтительно для этого используют нержавеющую сталь или подобные материалы. Способ изготовления пластины для забивания в кладку осуществляют при помощи устройства, описанного ниже. На фиг.6 показано средство 10 для профилирования пластины, содержащее два наклоненных друг к другу шлифовальных круга 11 с приводами 12, причем направление вращения, показанное стрелками 13 выбрано так, что получающийся при шлифовке грат (заусенец) образуется на задней стороне 14 клинообразного профиля 4. На фиг.7 - 9 показано средство для профилирования клинообразного профиля области 2 передней кромки 3 в виде, по меньшей мере, одного молоткового механизма 15 с профильным инструментом 16 для получения клинообразного профиля 4. В области воздействия средства 10 против выпучивания пластины 1 по обе ее стороны предусмотрены опорные валки 17 поддерживающие пластину 1 с боков, которые вращаются в подшипниках 18, и могут также приводиться во вращение не показанным здесь образом. В особенности из фиг.9 при этом видно, что при довольно большом диаметре опорных валков 17 они могут простираться непосредственно до или немного ниже нижнего края профильного инструмента 16, чтобы и в этом критичном для обработки участке пластины иметь надежную опору с боков. Также на фиг.9 видна нижняя желобообразная опора или направляющая 19 для нижнего края изоляционной пластины 1 для противодействия ударам молоткового механизма 15, которая предохраняет нижний край пластины 1 от деформации. По фиг.10, 11 средство для профилирования клинообразного профиля имеет два приводимых профильных валка 20, 21, которые, как показано пунктиром 22 на фиг.10 вверху, формируют профиль в двух этапах до окончательного его вида, в ходе подачи пластины 1 в направлении по стрелке 23, и здесь предусмотрены опорные валки 17 по обе стороны от изоляционной пластины 1, предотвращающие боковое выпучивание пластины. Между обоими профильными валками 20, 21 на фиг.10 показан еще один подающий валок 24, который, также как и нижние подающие валки 25, служит для подачи и опоры изоляционной пластины 1. Нижние подающие валки 25 во всех случаях на противоположной профильным валкам 21, 22 стороне следует выполнять большого диаметра, чтобы обеспечить деформацию от приложенной силы только по верхней кромке 3 изоляционной пластины 1. Вместо отдельных подающих валков 24, 25 можно естественно применить подающую цепь или подобное устройство для подачи, что также помогает предотвратить нежелательную деформацию изоляционной пластины 1. Устройство работает следующим образом, осуществляя тем самым способ изготовления пластины. Два шлифовальных круга 11 движутся вдоль передней кромки пластины 1 и формируют профиль в виде наконечника стрелы (фиг.4 или 5). При этом следует заметить, что можно использовать один или несколько шлифовальных кругов. При формировании клинообразной формы области 2 пластины 1 при использовании молоткового механизма 15, молотковый механизм ударяет по кромке пластины, формируя необходимый профиль, при этом пластину удерживают с двух сторон вращающимися опорными валками 17, чтобы избежать ее деформации и выпучивания, а нижний край пластины для противодействия ударам молоткового механизма упирается в желобообразную опору 19.
ДивитисяДодаткова інформація
Автори англійськоюHaboeck Herwig
Автори російськоюХабек Хервиг
МПК / Мітки
МПК: B21D 13/00, B21K 1/00, E04B 1/70
Мітки: пластина, кладку, також, виготовлення, забивання, пристрій, спосіб, ізоляційна
Код посилання
<a href="https://ua.patents.su/6-26258-izolyacijjna-plastina-dlya-zabivannya-v-kladku-a-takozh-sposib-i-pristrijj-dlya-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Ізоляційна пластина для забивання в кладку, а також спосіб і пристрій для її виготовлення</a>
Різальна пластина

Номер патенту: 21393
Опубліковано: 02.12.1997
Автор: Пожидаєв Олександр Валентинович
МПК: B23B 27/00
Формула / Реферат:
Режущая пластина, призматической формы, содержащая режущий клин, отличающаяся тем, что выполнена из двух жестко соединенных частей с различными температурными коэффициентами линейного расширения, причем опорная часть выполнена из материала с большим температурным коэффициентом линейного расширения.
Багатогранна різальна пластина зі стружкозавиваючою канавкою

Номер патенту: 23083
Опубліковано: 30.06.1998
Автори: Краснокутська Людмила Володимирівна, Гузенко Віталій Семенович, Васильченко Яна Васильовна, Мироненко Евгеній Васильович
МПК: B23B 27/14
Мітки: пластина, різальна, канавкою, стружкозавиваючою, багатогранна
Формула / Реферат:
1. Многогранная режущая пластина со стружкозавивающей канавкой, состоящей из чередующихся участков различной ширины, отстоящих от режущей кромки на различных расстояниях, отличающаяся тем, что длина участка меньшей ширины увеличивается в направлении от режущей кромки, а длина участка большей ширины - уменьшается.2. Многогранная режущая пластина со стружкозавивающей канавкой по п. 1, отличающаяся тем, что разница между расстояниями от...
Різальна пластина для важкого різання
Номер патенту: 14367
Опубліковано: 25.04.1997
Автори: Гах Віталій Михайлович, Гузенко Віталій Семенович, Спасов Михайло Вікторович, Медведєв Вячеслав Степанович
МПК: B23B 27/00
Мітки: важкого, різання, різальна, пластина
Формула / Реферат:
Режущая пластина для тяжелого резания, содержащая основание и главные режущие кромки, образованные пересечением передней поверхности с главными задними поверхностями, отличающаяся тем, что, с целью повышения долговечности за счет облегчения шлифования фасок па главных режущих кромках, передняя поверхность выполнена в виде участка пригорловой поверхности однополостного гиперболоида вращения, а главные задние поверхности пересекают...
Многогранна ромбічна різальна пластина

Номер патенту: 14358
Опубліковано: 25.04.1997
Автори: Мальцев Олег Сергійович, Музикант Яків Абрамович, Самойлов Володимир Сергійович, Гузенко Віталій Семенович, Хает Григорій Львович
МПК: B23B 27/16
Мітки: ромбічна, пластина, многогранна, різальна
Формула / Реферат:
Многогранная ромбическая режущая пластина со стружколомающими канавками на передней поверхности вдоль режущих кромок и сферическими выпуклыми участками, расположенными в канавках вблизи тупых и острых углов режущей пластины, отличающаяся тем, что, с целью расширения технологических возможностей за счет обеспечения работы на получистовых и черновых режимах резания, стружколомающие канавки выполнены переменного профиля с переходом от...
Різальна багатогранна пластина

Номер патенту: 14344
Опубліковано: 25.04.1997
Автори: Музикант Яків Абрамович, Хает Григорій Львович, Гузенко Віталій Семенович, Казакова Тетяна Валентинівна
МПК: B23B 27/00
Мітки: багатогранна, різальна, пластина
Формула / Реферат:
Режущая многогранная пластина, содержащая режущую кромку и два стружколомающих выступа на передней поверхности, отличающаяся тем, что, с целью расширения технологических возможностей за счет увеличения области устойчивого стружкодробления, стружколомающие выступы выполнены под противоположно направленными углами во взаимно перпендикулярных плоскостях относительно режущей кромки.