Спосіб виготовлення в підкладних штампах точних тонкостінних поковок з глибокими порожнинами і осьовим отвором
Номер патенту: 46506
Опубліковано: 25.12.2009
Автори: Гурьков Віктор Лазаревич, Стрельцов Володимир Павлович, Гаврилов Олег Юрьевич, Лівшиц Дмітрій Арнольдовіч, Шалашний Олексій Сергійович, Бублік Георгій Єгорович
Формула / Реферат
Спосіб виготовлення в підкладних штампах точних тонкостінних поковок з глибокими порожнинами і осьовим отвором, що містить багатоперехідне направлене видавлювання в заготівці, яку попередньо нагрівають до температури штампування, порожнин кільцевими пуансонами і одночасне виконання осьового отвору, в першому переході якого на одному торці заготівки виконують позначку отвору штирем, а на протилежному її торці - співвісну з позначкою отвору кільцеву канавку під кільцеві пуансони наступних переходів, який відрізняється тим, що виготовлення поковки здійснюють в три переходи, причому в другому переході спочатку здійснюють часткове видавлювання поковки кільцевим пуансоном і нижнім штирем, потім з торця, протилежного торцю з позначкою під отвір, в заготівку заглиблюють верхній штир другого переходу, після чого прошивнем в заготівці пробивають осьовий отвір, а в третьому переході кільцевим пуансоном третього переходу здійснюють остаточне видавлювання поковки.
Текст
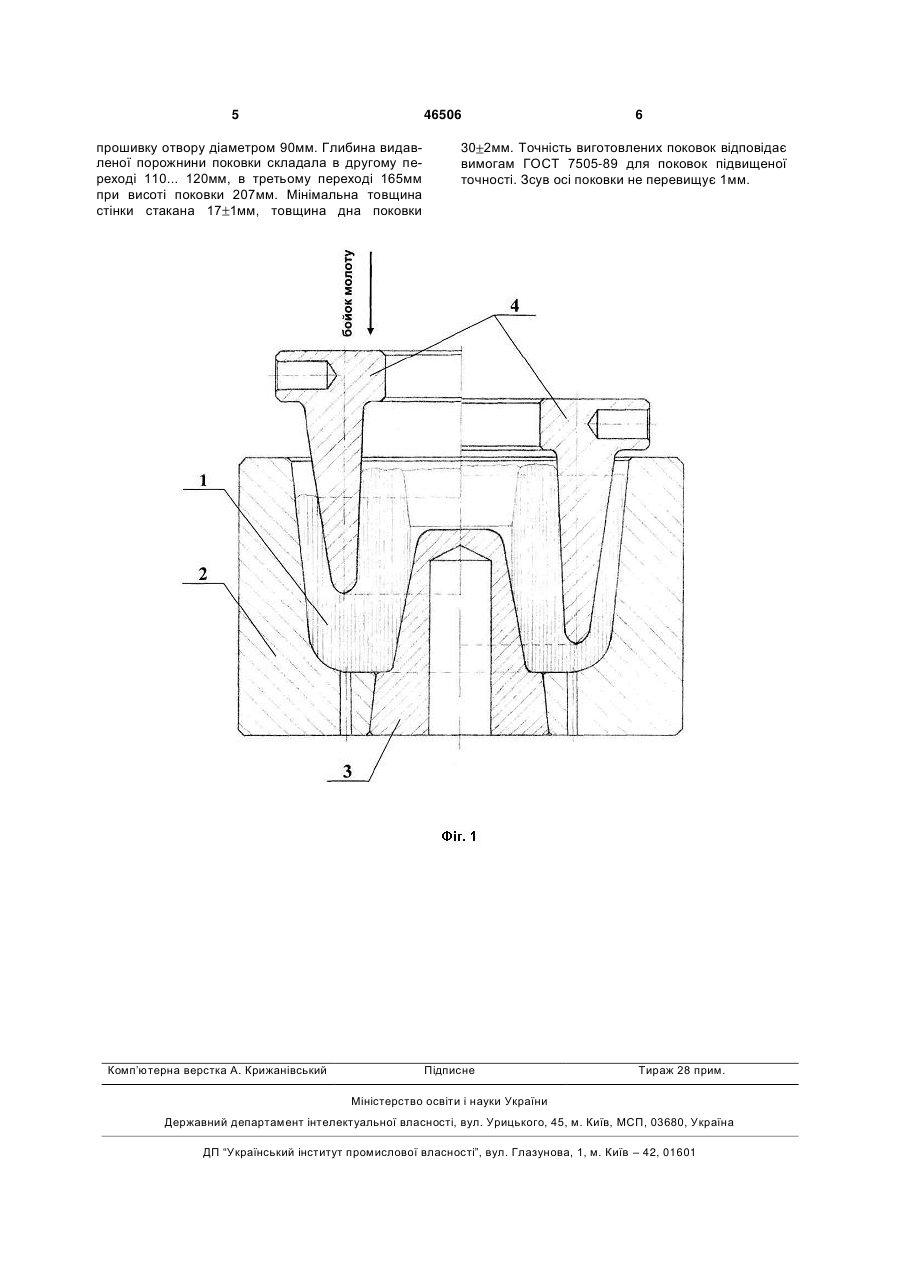
Спосіб виготовлення в підкладних штампах точних тонкостінних поковок з глибокими порожнинами і осьовим отвором, що містить багатоперехідне направлене видавлювання в заготівці, яку попередньо нагрівають до температури штампу 3 ці пробивають осьовий отвір, а в третьому переході кільцевим пуансоном третього переходу здійснюють остаточне видавлювання поковки. Таким чином, в запропонованому способі на першому переході виконують на одному торці попередньо осадженої заготівки позначку отвору, а на протилежному торці - співвісну з позначкою отвору кільцеву канавку для фіксації кільцевого пуансона другого переходу разом з штирем. В другому переході здійснюється видавлювання центральної частини поковки і часткове стакана, шляхом зворотного видавлювання в дві стадії. В першій стадії осередок інтенсивної деформації металу розташовується під торцем кільцевого пуансона, який заглиблюється в заготівку і видавлює метал у відкриті порожнини штампу. На другій стадії осередок інтенсивної деформації розташовується між торцем штиря верхнього, що виконує глибоку позначку під отвір, і торцем нижнього штиря при повному бічному тиску в порожнині кільцевого пуансона, внаслідок чого метал переміщається вверх, утворюючи центральну частину поковки. Після заглиблення штиря верхнього здійснюється пробивка отвору. В третьому переході, шляхом створення осередку інтенсивної деформації між дном матриці і торцем кільцевого пуансона третього переходу, створюється направлене витікання металу в стінки стакана. За рахунок створення змінних осередків інтенсивної деформації і бічного тиску створюється регулювання витікання металу в штамповому оснащенні, що дозволяє виконувати поелементне видавлювання тонкостінної поковки з глибокими порожнинами і осьовим отвором. Крім того, висока швидкість деформації кувальних молотів, яка позитивно впливає на пластичну деформацію металу, дозволяє застосовувати кувальні молота не дуже великої потужності. На фігурі зображена схема остаточного видавлювання поковки в третьому переході. Запропонований спосіб здійснюють на кувальному молоті наступним чином. Нагріту до кувальної температури циліндричну заготівку осаджують в конусному кільці, потім поміщають в матрицю першого переходу торцевою поверхнею на штир першого переходу так, щоб заготівка фіксувалася по всьому периметру внутрішнього конуса матриці. Середніми частими ударами бойка молота по частині заготівки, що виступає над матрицею, осаджують заготівку до верхньої кромки матриці з одночасним осьовим заглибленням штиря першого переходу, а потім за допомогою розгону утоплюють в матрицю. Видаляють розгін і встановлюють центруючий бандаж, в осьовий отвір якого поміщають кільцевий пуансон першого переходу. Легкими 2-3 ударами бойка молота по поверхні пуансона виконують кільцеву канавку на верхній поверхні заготівки глибиною 1015мм. Розкривають штамп і видаляють одержану заготівку першого переходу на підігрів до кувальної температури. Підігріту заготівку першого переходу поміщають в матрицю другого переходу, встановлюючи позначкою під отвір на штир нижній другого переходу. Натисненням бойка молота на виступаючу з 46506 4 матриці частину заготівки, насаджують її на штир нижній до втоплення в матриці. Потім на заготівку встановлюють кільцевий пуансон другого переходу, поміщаючи його в кільцеву канавку, виконану у верхній площині. Легкими ударами бойка молота по пуансону утоплюють заготівку в матрицю до повного зіткнення нижньої її частини з дном матриці, після чого сильними частими ударами бойка молота по пуансону проводять часткове видавлювання поковки до досягнення зазору 6-8мм між низом фланця пуансона і верхньою площиною матриці. Після цього в центральний отвір кільцевого пуансона другого переходу поміщають штир верхній другого переходу і спочатку легкими, а потім середніми частими ударами бойка молота заглиблюють його в поковку, недобиваючи 1015мм до поверхні фланця пуансона. Потім встановлюють під основу матриці дві підкладки і повністю забивають штир верхній в отвір пуансона, при цьому з матриці вибивається штир нижній другого переходу. Далі перевертають матрицю другого переходу з поковкою і оснащенням догори основою, встановлюють на підкладки, поміщають в отвір матриці прошивень і легкими ударами бойка молота по прошивню пробивають отвір в поковці, при цьому віддаляється штир верхній другого переходу, прошивень і технологічний відхід. Отриману заготівку другого переходу витягують з штампу на підігрів до кувальної температури. Підігріту напіввидавлену заготівку другого переходу 1 (див. фігуру) поміщають в матрицю 2. Встановлюють отворами в основі матриці 2 і заготівки 1 на штир 3, виконаний у вигляді пробки, після чого поміщають в кільцеву порожнину заготівки кільцевий пуансон третього переходу 4. Натисненням верхнього бойка молота на поверхню пуансона 4 фіксують його в порожнині заготівки 1 і сильними частими ударами бойка молота остаточно видавлюють поковку. При цьому штир 3 встановлюється для запобігання деформації отвору в заготівці 1 і, за рахунок бічного тиску, направлення витікання металу у відкриту щілину між матрицею 2 і пуансоном 4. При цьому утворюються стінки стакана поковки. Закінчення штампування фіксується щупом, що має прохідний і непрохідний калібри, за зазором між низом фланця пуансона 4 і верхньою поверхнею матриці 2, величину якого витримують в межах 6-8мм. Приклад використання способу. У ковальсько-пресовому цеху металургійного комбінату «Азовсталь» здійснено досвіднопромислове виготовлення партії поковок деталей «Рильце» повітряної фурми доменної печі в кількості 34шт. В якості вихідної заготівки використовували оброблений литий зливок з міді марки М1. Діаметр заготівки 230мм, висота - 280мм, маса 104кг. Заготівки нагрівали в печі камерного типу до температури 950 С. Штампування проводили в температурному інтервалі 920...800 С на кувальному молоті масою падаючих частин 3,15т. В першому переході виконували позначку отвору в основі поковки глибиною 60мм, в другому переході з двох сторін глибиною 90 і 140мм, а так само 5 46506 прошивку отвору діаметром 90мм. Глибина видавленої порожнини поковки складала в другому переході 110... 120мм, в третьому переході 165мм при висоті поковки 207мм. Мінімальна товщина стінки стакана 17 1мм, товщина дна поковки Комп’ютерна верстка А. Крижанівський 6 30 2мм. Точність виготовлених поковок відповідає вимогам ГОСТ 7505-89 для поковок підвищеної точності. Зсув осі поковки не перевищує 1мм. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production in dollies of precision thin-walled forgings with deep cavities and axial opening
Автори англійськоюLivshyts Dmitrii Arnoldovich, Havrylov Oleh Yurievych, Shalashnyi Oleksii Serhiiovych, Streltsov Volodymyr Pavlovych, Hurkov Viktor Lazarevych, Bublyk Heorhii Yehorovych
Назва патенту російськоюСпособ изготовления в подкладных штампах точных тонкостенных поковок с глубокими полостями и осевым отверстием
Автори російськоюЛившиц Дмитрий Арнольдович, Гаврилов Олег Юрьевич, Шалашный Алексей Сергеевич, Стрельцов Владимир Павлович, Гурьков Виктор Лазаревич, Бублик Георгий Егорович
МПК / Мітки
МПК: B21D 22/28
Мітки: поковок, підкладних, отвором, порожнинами, точних, глибокими, осьовим, тонкостінних, штампах, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/3-46506-sposib-vigotovlennya-v-pidkladnikh-shtampakh-tochnikh-tonkostinnikh-pokovok-z-glibokimi-porozhninami-i-osovim-otvorom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення в підкладних штампах точних тонкостінних поковок з глибокими порожнинами і осьовим отвором</a>
Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором та пристрій для його здійснення
Номер патенту: 25561
Опубліковано: 30.10.1998
Автори: Бублік Георгій Єгорович, Андрющенко Анатолій Петрович
МПК: B21D 22/06, B21D 37/00
Мітки: фурм, здійснення, типу, виготовлення, підкладних, отвором, спосіб, осьовим, пристрій, поковок, точних, штампах
Формула / Реферат:
1. Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором, що включає нагрівання заготовки до температури штампування, багатоперехідне видавлювання кільцевими пуансонами та прошивку отвору прошивним штирем, який відрізняється тим, що на першому переході виконують на одному з торців заготовки позначку отвору, а на протилежному торцеві співвісну з позначкою отвору кільцеву канавку, на другому переході здійснюють...
Спосіб виготовлення великих поковок
Номер патенту: 60114
Опубліковано: 15.09.2003
Автори: Кальченко Петро Павлович, Олешко Віктор Михайлович, Лиманський Олександр Вадимович, Станков Юрій Миколаєвич
МПК: B21J 1/04
Мітки: спосіб, виготовлення, великих, поковок
Формула / Реферат:
Спосіб виготовлення великих поковок, при якому нагріту заготівку попередньо деформують, чергуючи операції протягування й осаджування з наступним остаточним обтисненням до поковочних розмірів, який відрізняється тим, що після першого осаджування виконують сплющування заготівки уздовж подовжньої осі, а після другого здійснюють розгонку заготівки до утворення випуклості шляхом почергового її обтиснення відносно подовжньої і поперечної осі, при...
Спосіб виготовлення поковок валів із фланцем
Номер патенту: 4308
Опубліковано: 17.01.2005
Автори: Олешко Віктор Михайлович, Шабанов Володимир Борисович, Свиридов Олег Віталійович, Кальченко Петро Павлович
МПК: B21J 1/04
Мітки: спосіб, фланцем, виготовлення, поковок, валів
Формула / Реферат:
Спосіб виготовлення валів із фланцем шляхом осаджування заготівки з використанням обмежувального і підкладного кілець, який відрізняється тим, що на одній ділянці заготівки за допомогою протягання формують ступені до заданих поковочних розмірів, а кінцеву частину, призначену для формування фланця, попередньо протягають зі співвідношенням D0/H0 = 2,75-2,25 при відносній величині отвору обмежувального кільця d0/D0 = 0,67, де D0, H0 - відповідно...
Спосіб виготовлення деталей з наскрізним отвором
Номер патенту: 68115
Опубліковано: 15.07.2004
Автори: Савчинський Іван Григорович, Алієва Лейла Іграмотдіновна, Сивак Катерина Іванівна, Лобанов Олександр Іванович
МПК: B21K 21/00
Мітки: наскрізним, деталей, отвором, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення деталей з наскрізним отвором, що включає радіальне видавлювання фланця в поперечну кругову порожнину, утворену півматрицями, і пробивання отворів, які виконуються дією рухливих деформуючого і опорного пуансонів на багатоштучну заготовку, який відрізняється тим, що прийоми поперечного видавлювання і пробивання здійснюються поперемінно в декілька стадій, причому при здійсненні стадії поперечного видавлювання рух опорного...
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Кузнєцов Микола Миколайович, Михайленко Борис Омелянович, Соколов Лев Миколайович
МПК: B21J 1/04
Мітки: типу, поковок, спосіб, виготовлення, пластин
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Попередній патент: Звукоізолююче огородження двигуна дробарки
Наступний патент: Спосіб відновлення теплоізоляційного шару купола доменного повітронагрівача
Випадковий патент: Установка для редукування тиску потоку