Спосіб виготовлення виробу із наскрізним отвором методом порошкової металургії
Формула / Реферат
1. Способ изготовления изделия со сквозным отверстием методом порошковой металлургии, в частности, полой заготовки для инструмента или толстостенной трубки, отличающийся тем, что в капсуле размещают оправку в виде трубки, имеющей одинаковую длину с капсулой и проходящую с зазором по ее длине, и расположенный с зазором внутри трубки такой же длины стержень, пространство между трубкой и внутренней поверхностью капсулы заполняют металлическим порошком, из которого формируют изделие, а пространство между стержнем и внутренней поверхностью трубки заполняют неметаллическим порошком, капсулу герметично закрывают и подвергают горячему изостатическому прессованию при температуре более 1000°C до достижения абсолютной плотности спрессованной из металлического порошка заготовки.
2. Способ по п.1, отличающийся тем, что горячее изостатическое прессование проводят с уплотнением металлического порошка в пространстве между стержнем и трубкой до получения практически плотного материала, передающего изостатическое давление, прикладываемое к внешней поверхности капсулы, на стержень через металлический порошок до спрессовывания последнего до абсолютной плотности.
3. Способ по п.1 или 2, отличающийся тем, что после горячего изостатического прессования капсулу с ее содержимым охлаждают с разуплотнением неметаллического материала путем его разрушения и/или перехода в порошкообразное состояние.
4. Способ по п.3, отличающийся тем, что после горячего изостатического прессования перед охлаждением капсулу с ее содержимым подвергают горячей обработке путем штамповки и/или прокатки.
5. Способ по любому из пп.1 - 4, отличающийся тем, что в качестве неметаллического порошка используют материал, способный изменять объем при фазовых переходах с появлением внутренних напряжений при охлаждении материала от температуры, превышающей 1000°C, до комнатной температуры.
6. Способ по любому из пп.1 - 5, отличающийся тем, что в качестве, по меньшей мере, части неметаллического порошка используют дикальциевый силикат Ca2SiO4.
7. Способ по любому из пп.1 - 6, отличающийся тем, что в качестве оправки используют трубку, изготовленную из листового металла, или втулку, полностью или частично изготовленную из картона, или стеклянную трубку.
8. Способ по любому из пп.1 - 7, отличающийся тем, что в качестве металлического порошка используют стальной порошок или порошок тугоплавкого металла, а в качестве стержня используют стальной пруток.
9. Способ по любому из пп.1 - 8, отличающийся тем, что в качестве металлического порошка используют порошок из быстрорежущей стали.
Текст
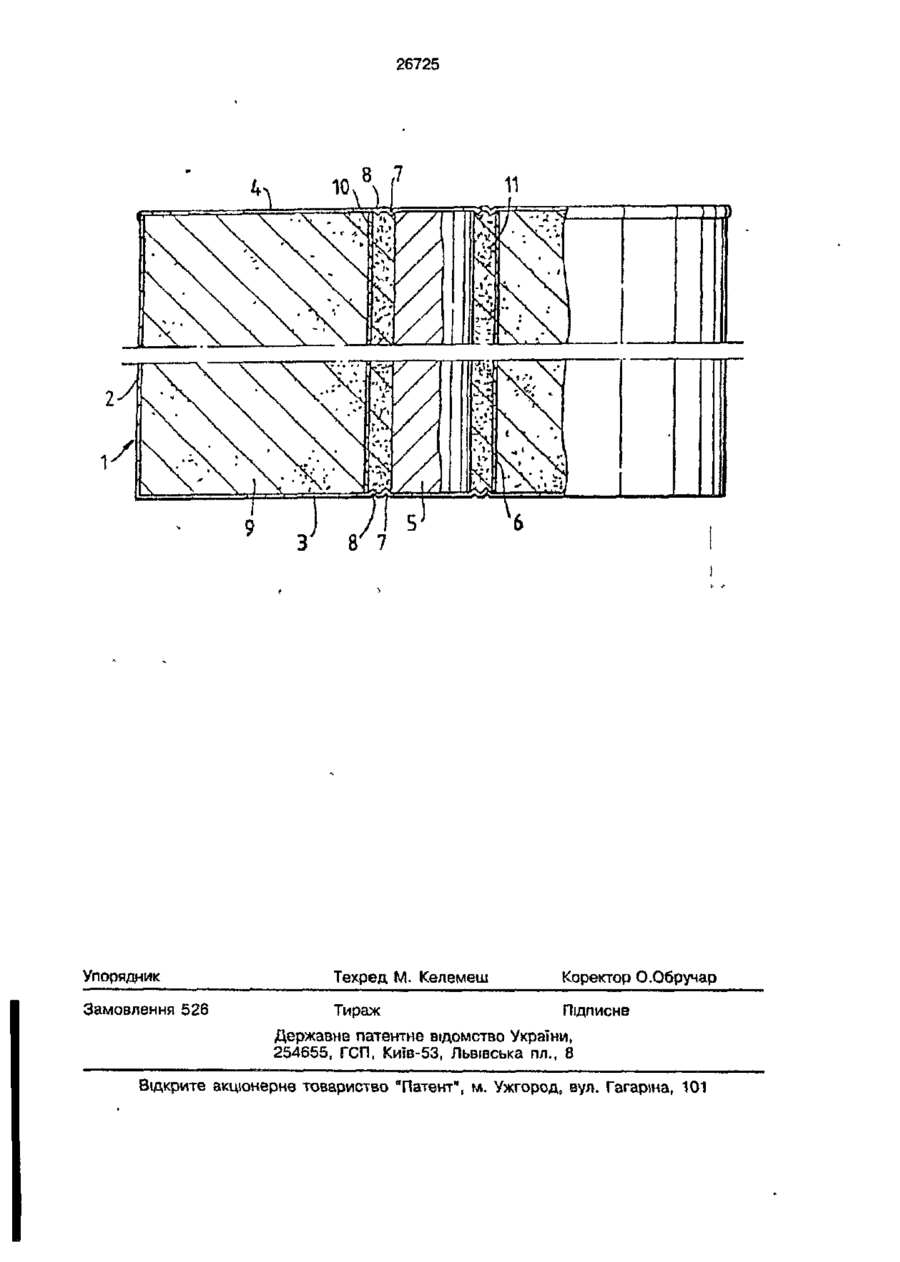
1. Способ изготовления изделия со сквозным отверстием методом порошковой металлургии, в частности, полой заготовки для инструмента или толстостенной трубки, о т л и ч а ю щ и й с я тем, что в капсуле размещают оправку в виде трубки, имеющей одинаковую длину с капсулой и проходящую с зазором по ее длине, и расположенный с зазором внутри трубки такой же длины стержень, пространство между трубкой и внутренней поверхностью капсулы заполняют металлическим порошком, из которого формируют изделие, а пространство между стержнем и внутренней поверхностью трубки заполняют неметаллическим порошком, капсулу герметично закрывают и подвергают горячему изостатическому прессованию при температуре более 1000°С до достижения абсолютной плотности спрессованной из металлического порошка заготовки. 2. Способ по П.1.-О т л и ч а ю щ ий с я тем, что горячее изостатическое прессование проводят с уплотнением металлического порошка в пространстве между стержнем и трубкой до получения практически плотного материала, передающего изо статическое давление, прикладываемое к внешней поверхности капсулы, на стержень через металлический поро I шок до спрессовывания последнего до абсолютной плотности. | 3. Способ по п.1 или 2, о т л и ч аю щ и й с я тем, что после горячего изостатического прессования капсулу с ее содержимым охлаждают с разуплотнением неметаллического материала путем его разрушения и/или перехода в порошкообразное состояние. | 4. Способ по п.З, о т л и ч а ю щ и й с я тем, что после горячего изостатического прессования перед охлаждением капсулу с ее содержимым подвергают горячей обработке путем штамповки и/или прокатки. 5. Способ по любому из пп.1-4, о тл и ч а ю щ и й с я тем, что в качестве неметаллического порошка-используют материал, способный изменять объем при фазовых переходах с появлением внутренних напряжений при охлаждении материала от температуры, превышающей 1000°С, до комнатной температуры. 6. Способ по любому из лл.1-5, о тл и ч а ю щ и й с я тем, что в качестве, по меньшей мере, части неметаллического порошка используют дикалыдиевый силикат Ca2SiO4. 7. Способ по любому из лп. 1-6, о тл и ч а ю щ и й с я тем, что в качестве оправки используют трубку, изготовленную из листового металла, или втулку, полностью или частично изготовленную из картона, или стеклянную трубку. 8. Способ по любому из пп.1-7, о т-. л и ч а ю щ и й с я тем, что в качестве металлического порошка используют стальной порошок или порошок тугоплавкого металла, а в качестве стержня используют стальной пруток. Ul о 26725 9 Способ по любому из пп.1-8, о тл и ч а ю щ и й с я тем, что в качестве металлического порошка используют порошок из быстрорежущей стали. Настоящее изобретение относится к способу изготовления изделия, имеющего сквозное отверстие, в частности полой заготовки для инструмента или толстостенной трубки, методом порошковой металлургии. Попые заготовки для инструмента из быстрорежущих сталей, сталей колодной и горячей обработки или конструкционных сталей улучшенного качества широко используются для производства различной продукции. Примерами такой продукции являются режущие инструменты, содержащие сквозные отверстия, в частности, фрезы, а также штампы, прокладки в экструзионных прессах, шестерни и другие детали машин. Среди прочих технических областей применения можно упомянуть военную промышленность, где полые заготовки могут быть использованы для производства оружейных стволов. Изготовление указанных заготовок путем высверливания соответствующих полостей является дорогостоящей задачей, в особенности, если это касается материалов, которые с трудом поддаются обработке резанием, например, быстрорежущих и других инструментальных сталей, усовершенствованных конструкционных материалов и т.п., независимо от того, была ли изготовлена заготовка способом порошковой металлургии илм по обычной технологии. Традиционный способ порошковой металлургии, основанный иа изготовлении кеспеченного изделия с его последующим спеканием и обработкой, предоставляет хорошие возможности для производства полых заготовок, несмотря на то, что их изготовление путем горячего изостатического прессования металлического порошка связано со значительными практическими трудностями. Порошок можно загрузить в капсулу, имеющую форму трубы и подвергнуть его горячему изостатическому прессованию, однако, изготовление и сварка таких капсул являются относительно сложными, что существенно повышает стоимость производства. Наиболее близким решением, принятым за прототип, является [1]. Для изготовление изделия со сквозным отверс тием в капсулу, которую заполняют металлическим порошком, подвергаемым последующему изостатическому прессованию, вставляют стержень После оконнательного уплотнения металлического порошка путем горячего изостатического прессования стержень может быть удален. Однако вся сложность заключается именно в удалении стержня, который соединяется в одно целое с прессованным изделием, формируемым из металлического порошка при горячем изостатическом прессовании. Задачей данного изобретения является создание способа изготовления изделия со сквозным отверстием, в котором путем введения дополнительной операции было бы обеспечено свободное разделение изделия и оправки, что повышает качество изделия. Поставленная задача решена тем, что предложен способ изготовления изделия со сквозным отверстием методом порошковой металлургии, в частности, полой заготовки для инструмента или толстостенной трубки, согласно этому способу, описываемому в данном изобретении, в капсуле размещают оправку в виде трубки, имеющей одинаковую длину с капсулой и проходящую с зазором по ее длине, и расположенной с зазором внутри трубки такой же длины стержень, пространство между трубкой и внутренней поверхностью капсулы заполняют металлическим порошком, из которого формируют изделие, а пространство между стержнем и внутренней поверхностью, трубки заполняют неметаллическим порошком, капсулу герметично закрывают и подвергают горячему изостатическому прессованию при температуре более 1000°С до достижения абсолютной плотности спрессованной из металлического порошка заготовки. Первое дополнительное отличие заключается в том, что горячее изостатическое прессование проводят с уплотнением металлического порошка в пространстве между стержнем и трубкой до получения практически плотного материала, передающего изостатическое давление, прикладываемое к внешней поверхности кап 5 10 15 20 25 30 35 40 45 50 26725 сулы, на стержень через металлический порошок до спрессовывания последнего до абсолютной плотности. Второе дополнительное отличие заключается в том, что после горячего изос- 5 татического прессования капсулу с ее содержимым охлаждают с разуплотнением неметаллического материала путем его разрушения и/или перехода в порошкообразное состояние. 10 Третье дополнительное отличие заключается в том, что после горячего изостатического прессования перед охлаждением капсулу с ее содержимым подвергают горячей обработке путем штамповки 15 и/или прокатки. Четвертое дополнительное отличие заключается в том, что в качестве неметаллического порошка используют материал, способный изменять объем при фа- 20 зовых переходах с появлением внутренних напряжений при охлаждении материала от температуры, превышающей 1000°С до комнатной температуры. Пятое дополнительное отличие заклю- 25 чается в том, что в качестве, по меньшей мере, части неметаллического порошка используют дикальциевый силикат Ca2SiO4. Шестое дополнительное отличие заключается в том, что в качестве оправки 30 используют трубку, изготовленную из листового металла, или втулку, полностью или частично изготовленную из картона, или стеклянную трубку. Седьмое дополнительное отличие зак- 35 лючается в том, что в качестве металлического порошка используют стальной порошок или порошок тугоппавкого металла, а в качестве стержня используют стальной пруток. 40 Восьмое дополнительное отличие заключается в том, что в качестве металлического порошка используют порошок из быстрорежущей стали. Решение данной проблемы, что ока- 45 зывается возможным, если разместить во внешней капсуле трубку, имеющую практически одинаковую длину с капсулой и проходящую практически вдоль всей длины капсулы, при этом внутри трубки со- 50 держится стержень, также проходящий через капсулу вдоль всей длины трубки, пространство между трубкой и внутренней стороной стенки капсулы заполняют металлическим порошком, из которого 55 формируется требуемое изделие, пространство в трубке между стержнем и внутренней стороной стенки трубки заполняют неметаллическим порошком, капсулу герметично закрывают, и закрытую капсулу вместе с ее содержимым подвергают горячему изостатическому прессованию при температуре более 1000°С таким образом, чтобы металлический порошок был спрессован до достижения абсолютной (истинной) плотности. Изобретение основано на принципе получения разъединяющего агента из неметаллического порошка, находящегося между отвердевшим металлическим изделием и стержнем, несмотря на то, что неметаллический порошок в пространстве между стержнем и внутренней стороной трубки также отвердевает в процессе горячего изостатического прессования до состояния практически плотного материала и может передавать изостатическое давление, которое прикладывают к внешней стороне капсулы, на стержень через металлический порошок, спрессованный до достижения истинной плотности. Согласно настоящему изобретению, этого можно достичь, если капсулу, прошедшую вместе с ее содержимым горячее изостатическое прессование, после .горячей обработки путем штамповки и/или проката охладить до комнатной температуры или по меньшей мере до такой температуры, когда объектом можно практически манипулировать, т.е. ниже 100°С, при этом практически плотный материал, полученный при уплотнении указанного неметаллического порошка путем горячего изостатического прессования, разрушается на куски и/или снова принимает порошкообразную форму. Способ стимуляции такого разрушения уплотненного неметаллического материала основан на выборе неметаллического порошка из группы материалов, которые самопроизвольно разрушаются при фазовом переходе в процессе охлаждения от температуры, превышающей 1000°С, до комнатной температуры, при этом фазовый переход вызывает такие большие внутренние напряжения, что они приводят к указанному разрушению. При охлаждении готового изделия, которое формируется из металлического порошка при горячем изостатическом прессовании, трубка, неметаллический порошок, стержень, уплотненный неметаллический материал, сформованный из неметаллического порошка, будут разделяться за счет. тенденции к разрушению неметаллического материала, размещенного в замкнутом пространстве между стержнем и трубкой, но с другой стороны - будут удерживаться прессованным изделием, полученным из металлического порошка. 26725 Таким образом, указанный неметаллический материал следует выбирать среди материалов такого типа, которые, с одной стороны, могут быть спрессованы до получения практически плотного изделия путем изостатического прессования при температуре свыше 1000°С, а с другой - разрушаются при охлаждении от температуры свыше 1000°С до комнатной температуры. В настоящее время автору известен только-один неметаллический порошок, обладающий указанными свойствами, а именно, - дикальциевый силикат Ca2SiO4, который иногда обозначают также как ортосиликат кальция (CaO)zSiO2. Однако автор не исключает существования других неметаллических материалов, удовлетворяющих указанным требованиям. Что касается силиката кальция Ca2Si04, то его фазовый переход происходит при охлаждении 'до температуры около 600°С и при сильной тенденции к увеличению объема материала. При этом возникают настолько высокие внутренние напряжения, что материал самопроизвольно разрушается и в большей или меньшей степени принимает исходную порошкообразную форму. Однако не следует исключать возможности разрушения вследствие внутренних напряжений также материалов, имеющих существенную тенденцию к усадке при фазовом переходе в процессе охлаждения в диапазоне температур от 1000°С до комнатной температуры. Такие материалы, в .принципе, также могут быть использованы согласно настоящему изобретению. Трубку, размещенную в капсуле и окружающую стержень на некотором расстоянии от него, как правило, можно изготавливать из различных материалов. Обычно используют тонкостенную трубку из металлического, в частности, стального листа. Втулка, полностью или частично состоящая из картона, также может быть использована. Применима и стеклянная трубка, хотя по практическим соображениям стекло может оказаться менее пригодным материалом. Для того, чтобы закрепить стержень и окружающую его трубку в нужном месте, обычно в центре капсулы, можно предусмотреть соответствующие средства для закрепления и центрирования. Например, дно капсулы и ее крышка могут быть снабжены выступами и/или выемками, которые являются, соответственно, закрепляющими и центрирующими средствами. Как дополнение к этому или как другое конструктивное исполнение могут быть исполь 8 зованы специальные кольца, которые - имеют утолщение в радиальном направлении, соответствующее ширине желаемого зазора между стержнем и трубкой, 5 при этом указанные кольца присоединяют к внутренней стороне дна и крышки капсулы путем сварки, приклеивания, пайки или другим приемлемым способом. Поскольку задачей изобретения являет 10 ся изготовление полых заготовок из материалов повышенного качества, в качестве металлического порошка используют стальной порошок, предпочтительно порошок легированной стали, в частности, быстроре15 жущей стали, стали холодной и горячей обработки, нержавеющей стали или тугоплавкого материала, например, сплава на основе кобальта или никеля. В качестве стержня может использо20 ваться, например, пруток из обычной конструкционной стали, однако, могут применяться и другие однородные материалы, которые не расплавляются при температуре горячего изостатического прес25 сования и не разрушаются при выполнении данной операции. Возможно также применение стержня из какого-либо керамического материала, однако, стержень из простой конструкционной стали является 30. вполне приемлемым. На чертеже показано продольное сечение заполненной капсулы до выполнения прессования. На чертеже изображена капсула 1 из 35 листового металла, обычно применяемая для прессования металлического порошка. Она состоит из цилиндрической стенки 2, дна 3 и крышки 4, соединенных сваркой. Перед сваркой крышки 4 и кап40 сулы в последней размещают стержень 5, который может представлять собой стальной пруток. Коаксиально со стержнем 5 на некотором расстоянии от него размещают трубку 6, изготовленную из 45 тонкой листовой стали. Стержень 5 и трубку 6 центрируют в капсуле 1 с помощью соответствующих средств, которые конструктивно представляют собой канавки 7 и 8 в дне 3 и крышке 4 капсулы. 50 После размещения стержня 5 и трубки 6 в капсуле 1 пространство между стенкой 2 капсулы и трубкой 6 заполняют металлическим порошком 9, из которого впоследствии формируется требуемое из55 делие, содержащее сквозную полость, а в кольцеобразный зазор 10 между трубкой 6 и стержнем 5 помещают неметал,лический порошок 11 таким образом, чтобы зазор 10 был целиком заполнен указанным порошком. В частности, порошок 26725 состоит из дикальциевого силиката Ca2StO4, который известен также как ортосиликат кальция (CaO)2SiO2. После этого заполненную капсулу 1 закрывают крышкой 4, которую присоединяют методом сварки, обеспечивая герметичность капсулы. Затем заполненную и закрытую капсулу подвергают горячему изостатическому прессованию с обычной скоростью приложения нагрузки. Эту операцию начинают с холодного прессования капсулы вместе с ее содержимым под давлением около 400 МПа. При этом порошки 9 и 11 до некоторой степени уплотняются, что облегчает последующий нагрев. В результате операции холодного прессования объем капсулы несколько уменьшается. Далее капсулу с ее содержимым нагревают до температуры, превышающей 1000°С, обычно около 1150°С, в прессе для горячего изостатического прессования. После этого капсулу с ее содержимым подвергают прессованию во всех направлениях, т.е. изостатическому прессованию, под давлением около 100 МПа и температуре более 1000°С, обычно около 115О°С, в прессе для горячего изостатического прессования, например, в прессе производства фирмы Asea Brown Boweri (ABB), имеющем товарный знак QIH80. При этом металлический порошок 9 спрессовывается в полностью уплотненное беспористое металлическое изделие, в то время, как порошок 11 дикальциевого силиката также спрессовывается в плотный и практически беспористый материал. Обычно после этого капсулу с ее содержимым охлаждают практически до комнатной температуры или по меньшей мере до температуры, позволяющей без проб 5 10 15 20 25 30 35 40 10 лем манипулировать объектом. В процессе охлаждения уплотненный дикальциевый силикат имеет тенденцию увеличения объема, характерную для фазового перехода дикальциевого силиката, что вызывает разрушение материала из дикальциевого силиката, в результате чего он в большей или меньшей степени принимает исходную порошкообразную форму. Затем капсула 1 может быть вскрыта, по меньшей мере в зоне слоя дикальциевого силиката со стороны дна 3 и крышки 4, а стержень 5 удален, при этом дикальциевый силикат, который в процессе охлаждения разрушается на куски и/или принимает порошкообразную форму, играет роль разъединяющего агента между стержнем 5 и окружающим прессованным металлическим изделием. После очистки стержень 5 может быть использован повторно. Прессованное металлическое изделие, содержащее сквозную полость, после очистки его внешней и внутренней поверхности можно подвергать горячей обработке до достижения требуемых окончательных размеров. При необходимости, в зависимости от последующего применения, прессованное металлическое изделие может быть обработано резанием до или после возможной горячей обработки для получения требуемых заготовок. Возможно также осуществлять горячую обработку прессованного материала до его охлаждений от температуры горячего изостатического прессования, а затем производить охлаждение, при этом дикальциевый силикат разрушается и/или превращается в порошок, обеспечивая разъединение прессованного металлического изделия и стержня. 26725 Упорядник Техред М. Келемеш Коректор О.Обручар Замовлення 526 Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вуя. Гагаріна, 101
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: металургії, виготовлення, спосіб, наскрізним, отвором, порошкової, виробу, методом
Код посилання
<a href="https://ua.patents.su/6-26725-sposib-vigotovlennya-virobu-iz-naskriznim-otvorom-metodom-poroshkovo-metalurgi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробу із наскрізним отвором методом порошкової металургії</a>
Спосіб виготовлення алмазного інструменту методом порошкової металургії
Номер патенту: 19444
Опубліковано: 25.12.1997
Автори: Ліненко-Мельников Юрій Петрович, Мельник Віталій Іванович, Муровський Валерій Олександрович, Сухов Олександр Леонідович
МПК: B24D 3/06
Мітки: інструменту, порошкової, виготовлення, спосіб, методом, алмазного, металургії
Формула / Реферат:
Способ изготовления алмазного инструмента методом порошковой металлургии, включающий поочередную засыпку в пресс-форму безалмазного металлического порошка на основе титана и шихты, содержащей алмазные зерна и металлическую связку на основе титана, холодное прессование и вакуумное спекание, отличающийся тем, что используют безалмазный металлический порошок следующего состава, вес.%:а компоненты металлической связки берут в...
Спосіб отримання порошку мідного електролітичного для порошкової металургії і пристрій для його реалізації
Номер патенту: 20213
Опубліковано: 15.07.1997
Автори: Курносікова Валентіна Миколаївна, Михайленко Володимир Григорович, Мороз Федір Денисович, Юрьів Микола Спиридонович
МПК: C25C 5/00
Мітки: порошкової, реалізації, порошку, мідного, спосіб, електролітичного, пристрій, металургії, отримання
Формула / Реферат:
1. Способ получения порошка медного электролитического для порошковой металлургии, включающий электролитическое выделение меди на катоде из раствора, содержащего поны меди, отличающийся тем, что в качестве раствора используется электролит состава:Сuобщ. (І + ІІ) (70 ± 30) г/лFeобщ. (II+I1I) (100±40)г/л Сl- (170± 40)г/л...
Спосіб виготовлення двошарового виробу
Номер патенту: 14649
Опубліковано: 20.01.1997
Автори: Новацький Сергій Антонович, Сатанін Володимир Андрійович, Артьомов Віктор Андрійович
МПК: B22F 7/04
Мітки: виготовлення, спосіб, двошарового, виробу
Формула / Реферат:
Способ изготовления двухслойного изделия, включающий раздельное изготовление компактной охватывающей и порошковой охватываемой частей-заготовок, механические обработку и активирование сопрягаемой поверхности охватывающей части, а также сопряжение частей-заготовок через промежуточный порошковый слой, отличающийся тем, что активирование внутренней поверхности охватывающей части-заготовки проводят до образования на ней неровностей с...
Спосіб виготовлення фрикційного виробу
Номер патенту: 10908
Опубліковано: 25.12.1996
Автори: Дєгтярєв Євгєній Владіміровіч, Соколов Вячеслав Алєксандровіч, Хведченя Олєг Аркадьєвіч, Лєвіт Міхаіл Захаровіч, Арєфьєв Ніколай Владіміровіч, Півєнь Єлєна Борісовна, Строєв Валєрій Ніколаєвіч, Єрьомічев Віталій Павловіч, Шарковскій Сєргєй Івановіч
МПК: B32B 37/00, B29B 11/00
Мітки: виготовлення, спосіб, фрикційного, виробу
Формула / Реферат:
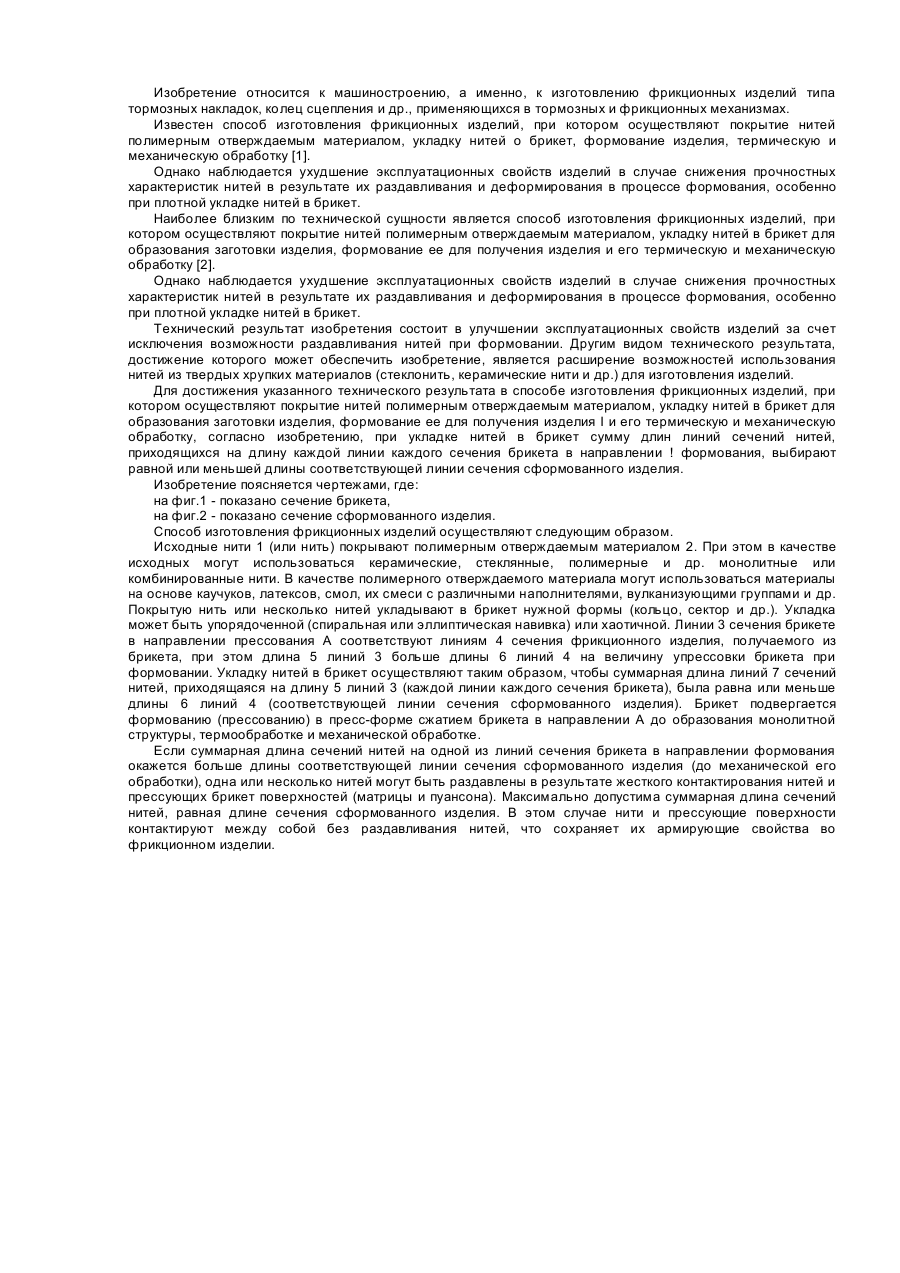
Способ изготовления фрикционных изделий, при котором осуществляют покрытие нитей полимерным отверждаемым материалом, укладку нитей в брикет для образования заготовки изделия, формование ее для получения изделия и его термическую и механическую обработку, отличающийся тем, что при укладке нитей в брикет сумму длин линий сечений нитей, приходящихся на длину каждой линии каждого сечения брикета в направлении формования, выбирают равной или...
Заготовка для виготовлення фрикційного виробу
Номер патенту: 11024
Опубліковано: 25.12.1996
Автори: Строєв Валерій Миколайович, Соколов В'ячеслав Олександрович, Шарковський Сергій Іванович, Півень Олена Борисовна, Арєф'єв Микола Володимирович, Єрьомічев Віталій Павловіч, Левіт Михайло Захарович, Хведченя Олег Аркадійович, Дєгтярьов Євген Володимирович
МПК: B29B 11/14
Мітки: фрикційного, виготовлення, заготовка, виробу
Формула / Реферат:
Заготовка для изготовления фрикционного изделия, содержащая нити, покрытые отверждаемым полимерным материалом, отличающаяся тем, что сумма длин линии сечений нитей, приходящихся на длину каждой линии каждого сечения заготовки в направлении формования заготовки при изготовлении изделия, выбрана равной или меньшей длины соответствующей линии сечения сформованного фрикционного изделия.
Попередній патент: Банкнота, документ або цінний папір із захисними сітками
Наступний патент: Настойка гірка “ворскла”
Випадковий патент: Установка для отримання метил-трет-бутилового ефіру