Спосіб виготовлення алмазного інструменту методом порошкової металургії
Номер патенту: 19444
Опубліковано: 25.12.1997
Автори: Сухов Олександр Леонідович, Муровський Валерій Олександрович, Ліненко-Мельников Юрій Петрович, Мельник Віталій Іванович
Формула / Реферат
Способ изготовления алмазного инструмента методом порошковой металлургии, включающий поочередную засыпку в пресс-форму безалмазного металлического порошка на основе титана и шихты, содержащей алмазные зерна и металлическую связку на основе титана, холодное прессование и вакуумное спекание, отличающийся тем, что используют безалмазный металлический порошок следующего состава, вес.%:
а компоненты металлической связки берут в соотношении, вес.%:
при этом холодное прессование осуществляют при давлении 11-13 т/м2, а спекание проводят при температуре 850-900°С.
Текст
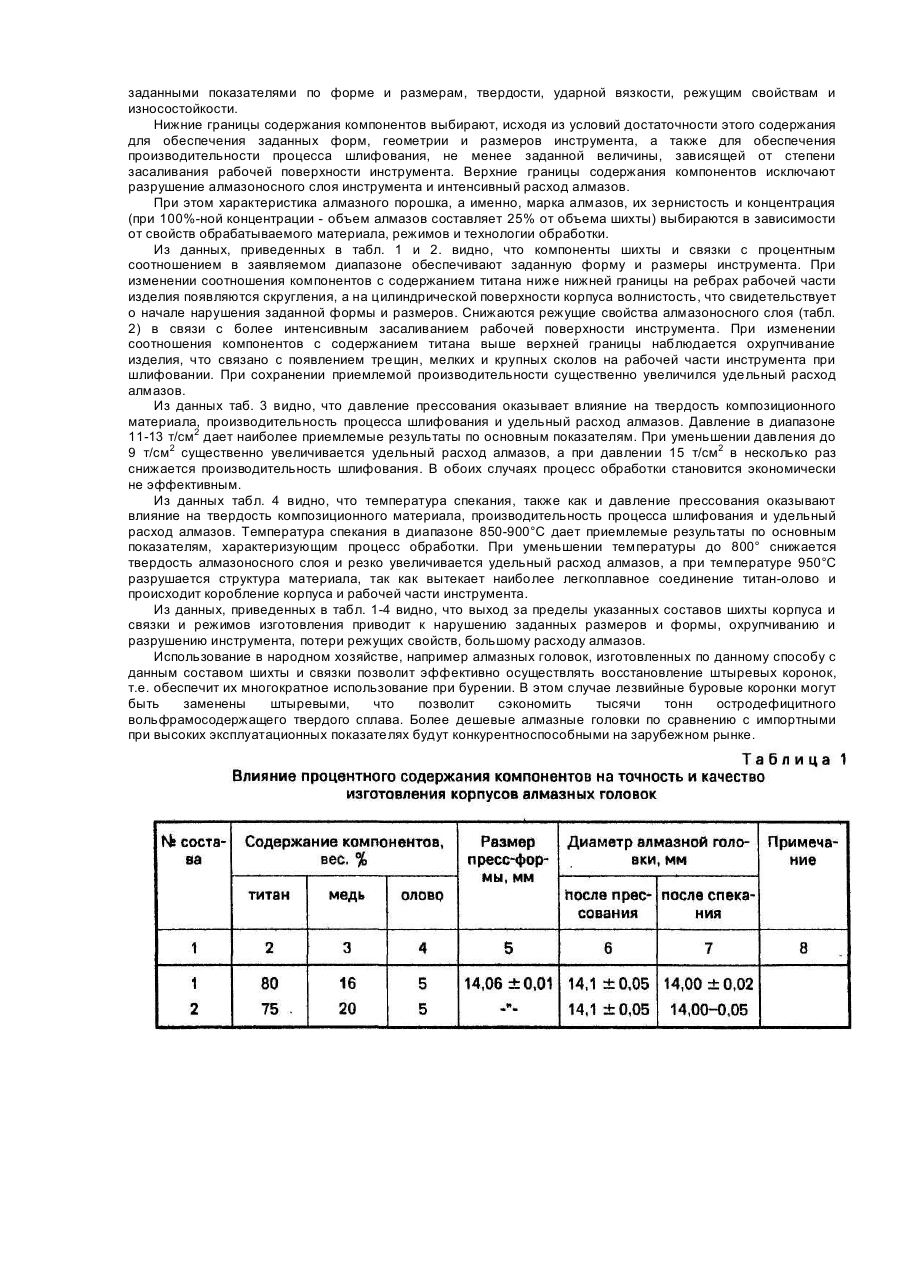
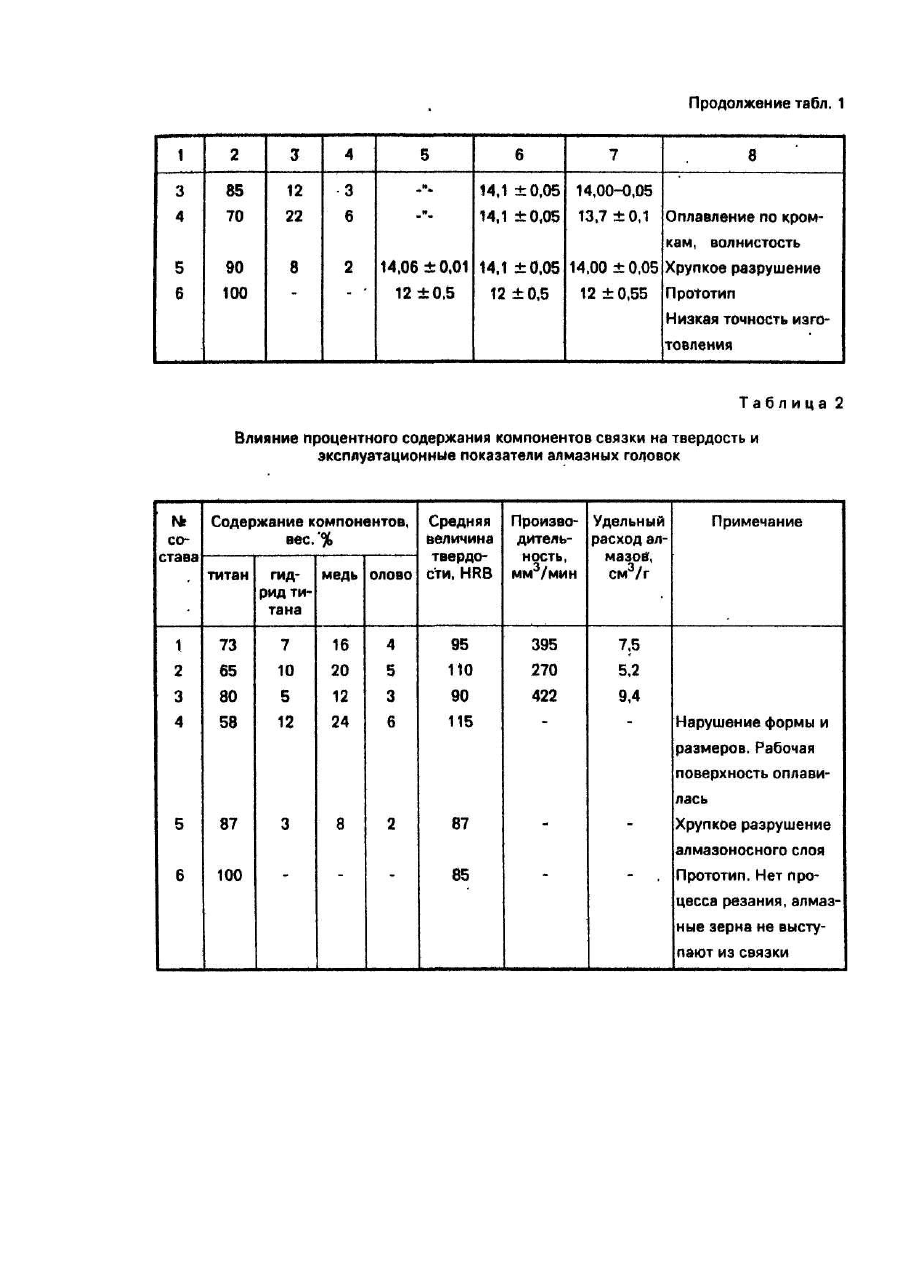
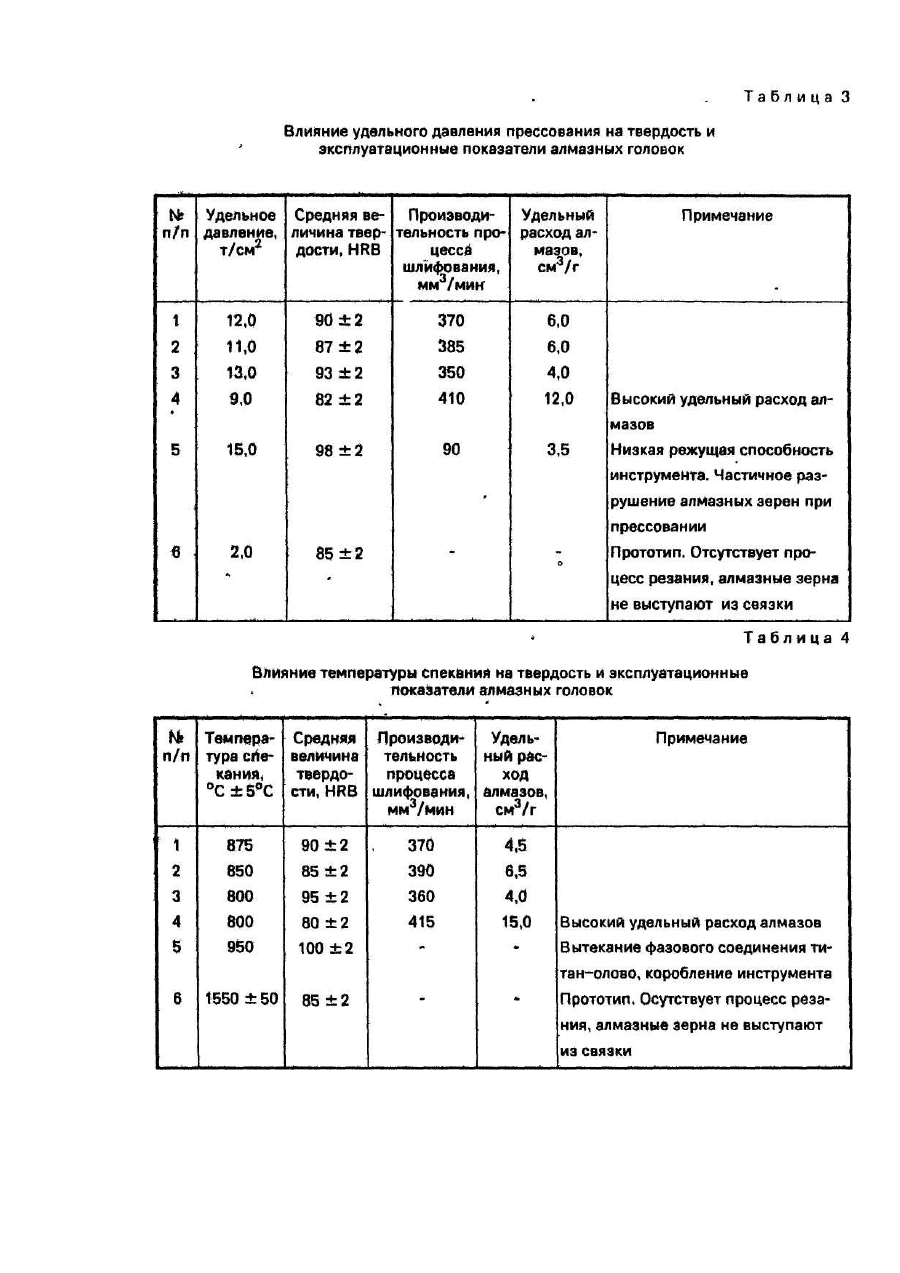
Изобретение относится к области изготовления инструмента из сверхтвердых материалов, например, алмазов на металлической связке. Известен наиболее близкий по технической сути способ, при котором берут безалмазный металлический порошок на основе титана, и шихту, содержащую алмазные зерна и металлическую связку на основе титана, осуществляют холодное прессование порошков и вакуумное спекание. Изготовление таблеток осуществляют путем поочередной засыпки в пресс-форму порошка титана с алмазами и без них, прессования при давлении 2,0 т/см2 и последующего спекания в контейнере от импульсного электрозаряда за время менее 1 с при температуре 1500-1600°С и давлении 19 т/см2. При этих режимах порошок титана частично или полностью переходит в жидкую фазу. В связи с тем, что при этой температуре в случае применения стальной прессформы произойдет сварка стали с титаном, контейнер выполняют из неметаллического материала, например, литографского камня, использование которого одноразовое, а электроды из графитных стержней. Изготовление таких таблеток не требует высокой точности, так как они устанавливаются на плоских шлифовальниках, применяемых при обработке камня. Недостатком этого способа являются невысокая точность изготовления таблеток по форме, размерам и геометрии (допуск в пределах ±0,5 мм) в неметаллическом контейнере. Такие таблетки не могут быть использованы для обработки твердосплавных буровых коронок, так как порошок титана, образующий связку, подвержен плавлению при спекании. Он не будет изнашиваться при шлифовании стали и твердого сплава и алмазные зерна не будут выступать из связки. В основу изобретения поставлена задача изготовления алмазного инструмента методом порошковой металлургии, в котором путем подбора состава безалмазного порошка и металлической связки, а также изменения режимов холодного прессования и спекания обеспечивают сохранение формы, размеров, геометрии рабочей части инструмента и за счет этого точности изготовления алмазного инструмента. Поставленная задача решается тем, что в известном способе изготовления алмазного инструмента методом порошковой металлургии, включающем поочередную засыпку в пресс-форму безалмазного металлического порошка на основе титана и шихты, содержащей алмазные зерна и металлическую связку на основе титана, осуществляют холодное прессование порошков и вакуумное спекание; согласно изобретению безалмазный металлический порошок берут состава, вес.%: а компоненты металлической связки берут в следующем соотношении, вес.%: при этом холодное прессование осуществляют при давлении 11-13 т/см2, а спекание проводят при температуре 850-900°С. Указанное давление при холодном прессовании обеспечивает прочную структуру корпуса изделия на основе порошка титана. Порошок меди, обладая высокой пластичностью, уменьшает пористость и повышает прочность композиции. Инструмент спекается в твердой фазе. Процесс спекания основан на протекании химической гетеродиффузии. При заданной температуре спекания возникают следующие фазовые соединения: титан-медь, титанолово и титан-медь-олово, образующие прочную монолитную структуру с незначительной пористостью. Адгезионно активный титан, образующийся из ангидрида титана при спекании, повышает прочность закрепления алмазных зерен в связке. Этим достигается сохранение размеров изделия, которые задаются размерами пресс-формы при холодном прессовании. Состав компонентов связки, аналогичный после спекания составу корпуса, обеспечивает прочную связь алмазоносного слоя с корпусом, сохранение формы и геометрии рабочей части инструмента и соосность сферической и цилиндрической поверхностей, определяемой точностью изготовлений пресс-формы. Кроме этого, данный состав связки обеспечивает высокие режущие свойства инструмента при обработке, например затупленных штыревых коронок с наложением технологического тока. Примеры изготовления алмазного инструмента по предлагаемому способу. Пример 1. Брали безалмазный металлический порошок на основе титана следующего состава, вес. %: и шихту, содержащую алмазные зерна АС20 400/315, а также металлическую связку на основе титана в таком соотношении компонентов, вес.%: холодное прессование осуществляем при давлении 12 т/см2, а спекание - при температуре 875°С. Способ был реализован, также при граничных и при выходе за граничные значения заявляемых составов безалмазного порошка, или металлической связки и режимов холодного прессования и спекания. Данные сведены в табл. 1-4. Процентное соотношение компонентов безалмазного металлического порошка связки обусловлено областью практически реализуемых композиций, позволяющих изготавливать алмазный инструмент с заданными показателями по форме и размерам, твердости, ударной вязкости, режущим свойствам и износостойкости. Нижние границы содержания компонентов выбирают, исходя из условий достаточности этого содержания для обеспечения заданных форм, геометрии и размеров инструмента, а также для обеспечения производительности процесса шлифования, не менее заданной величины, зависящей от степени засаливания рабочей поверхности инструмента. Верхние границы содержания компонентов исключают разрушение алмазоносного слоя инструмента и интенсивный расход алмазов. При этом характеристика алмазного порошка, а именно, марка алмазов, их зернистость и концентрация (при 100%-ной концентрации - объем алмазов составляет 25% от объема шихты) выбираются в зависимости от свойств обрабатываемого материала, режимов и технологии обработки. Из данных, приведенных в табл. 1 и 2. видно, что компоненты шихты и связки с процентным соотношением в заявляемом диапазоне обеспечивают заданную форму и размеры инструмента. При изменении соотношения компонентов с содержанием титана ниже нижней границы на ребрах рабочей части изделия появляются скругления, а на цилиндрической поверхности корпуса волнистость, что свидетельствует о начале нарушения заданной формы и размеров. Снижаются режущие свойства алмазоносного слоя (табл. 2) в связи с более интенсивным засаливанием рабочей поверхности инструмента. При изменении соотношения компонентов с содержанием титана выше верхней границы наблюдается охрупчивание изделия, что связано с появлением трещин, мелких и крупных сколов на рабочей части инструмента при шлифовании. При сохранении приемлемой производительности существенно увеличился удельный расход алмазов. Из данных таб. 3 видно, что давление прессования оказывает влияние на твердость композиционного материала, производительность процесса шлифования и удельный расход алмазов. Давление в диапазоне 11-13 т/см2 дает наиболее приемлемые результаты по основным показателям. При уменьшении давления до 9 т/см2 существенно увеличивается удельный расход алмазов, а при давлении 15 т/см2 в несколько раз снижается производительность шлифования. В обоих случаях процесс обработки становится экономически не эффективным. Из данных табл. 4 видно, что температура спекания, также как и давление прессования оказывают влияние на твердость композиционного материала, производительность процесса шлифования и удельный расход алмазов. Температура спекания в диапазоне 850-900°С дает приемлемые результаты по основным показателям, характеризующим процесс обработки. При уменьшении температуры до 800° снижается твердость алмазоносного слоя и резко увеличивается удельный расход алмазов, а при температуре 950°С разрушается структура материала, так как вытекает наиболее легкоплавное соединение титан-олово и происходит коробление корпуса и рабочей части инструмента. Из данных, приведенных в табл. 1-4 видно, что выход за пределы указанных составов шихты корпуса и связки и режимов изготовления приводит к нарушению заданных размеров и формы, охрупчиванию и разрушению инструмента, потери режущих свойств, большому расходу алмазов. Использование в народном хозяйстве, например алмазных головок, изготовленных по данному способу с данным составом шихты и связки позволит эффективно осуществлять восстановление штыревых коронок, т.е. обеспечит их многократное использование при бурении. В этом случае лезвийные буровые коронки могут быть заменены штыревыми, что позволит сэкономить тысячи тонн остродефицитного вольфрамосодержащего твердого сплава. Более дешевые алмазные головки по сравнению с импортными при высоких эксплуатационных показателях будут конкурентноспособными на зарубежном рынке.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing diamond tool by method of powder metallurgy
Автори англійськоюLinenko-Melnykov Yurii Petrovych, Sukhov Oleksandr Leonidovych, Melnyk Vitalii Ivanovych, Murovskyi Valerii Oleksandrovych
Назва патенту російськоюСпособ изготовления алмазного инструмента методом порошковой металлургии
Автори російськоюЛиненко-Мельников Юрий Петрович, Сухов Александр Леонидович, Мельник Виталий Иванович, Муровский Валерий Александрович
МПК / Мітки
МПК: B24D 3/06
Мітки: алмазного, спосіб, металургії, методом, порошкової, виготовлення, інструменту
Код посилання
<a href="https://ua.patents.su/4-19444-sposib-vigotovlennya-almaznogo-instrumentu-metodom-poroshkovo-metalurgi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення алмазного інструменту методом порошкової металургії</a>
Спосіб виготовлення алмазного інструменту
Номер патенту: 2400
Опубліковано: 26.12.1994
Автори: Шинкаренко Павло Васильович, Подройкін Володимир Олексійович
МПК: B24D 17/00
Мітки: інструменту, алмазного, спосіб, виготовлення
Формула / Реферат:
(57) 1.СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА, включающий закрепление алмазного порошка на корпусе железной гальванической связкой, о т л и ч а ю щ и й с я тем, что, с целью повышения работоспособности инструмента путем сокращения времени его прирабатываемости, закрепление алмазного порошка производят при катодной плотности тока 6-8 А/дм2 и анодной плотности тока 1-1,5 А/дм2, после чего берут раствор, содержащий фосфорную кислоту и нитрит...
Спосіб виготовлення алмазного інструменту
Номер патенту: 2160
Опубліковано: 26.12.1994
Автори: Сосновський Леонід Олександрович, Чепелєва Валентина Петрівна
МПК: B24D 17/00
Мітки: спосіб, інструменту, алмазного, виготовлення
Формула / Реферат:
Способ изготовления алмазного инструмента на металлической связке, при котором прессуют и спекают полученную прессовку в свободном состоянии в безокислительной среде, отличающийся тем, что, с целью снижения энергоемкости процесса, для спекания прессовок берут контейнер с инертной засыпкой для их размещения и плавким затвором следующего состава, мае. %:борный ангидрид ...
Спосіб виготовлення алмазного фасонного інструменту
Номер патенту: 1327
Опубліковано: 25.03.1994
Автори: Муровський Валерій Олександрович, Кізіков Ернст Дмитрович, Ракіта Олександр Натанович, Зайченко Юрій Володимирович, Міфліг Данило Менделєвич, Мельник Віталій Іванович
МПК: B24D 17/00
Мітки: інструменту, виготовлення, спосіб, алмазного, фасонного
Формула / Реферат:
Способ изготовления алмазного фасонного инструмента в форме тела вращения, при котором на корпус наносят шихту, содержащую алмаз, металлическую связку, временный адгезив и наполнитель с плотностью, превышающей плотность алмаза и равной или превышающей плотность связки и с температурой плавления, превышающей температуру плавления связки, спекают в вакууме в свободном состоянии и вскрывают алмазы, отличающийся тем, что, с целью повышения...
Металева зв’язка на основі міді для робочого шару алмазного інструменту
Номер патенту: 1324
Опубліковано: 25.03.1994
Автори: Муровський Валерій Олександрович, Зайченко Юрій Володимирович, Александров Віктор Адамович, Мельник Віталій Іванович, Кізіков Ернст Дмитрович, Сердюк Віктор Митрофанович, Ракіта Олександр Натанович
Мітки: міді, металева, алмазного, інструменту, робочого, основі, зв'язка, шару
Формула / Реферат:
Металлическая связка на основе меди для рабочего слоя алмазного инструмента, содержащая олово, гидрид титана и сплав никеля, отличающаяся тем, что, с целью повышения производительности инструмента и снижения расхода алмазов, в качестве сплава никеля она содержит сплав никеля (40 мас.%) с марганцем (60 мас.%) при следующем соотношении компонентов, мас.%:олово 13—18 гидрид...
Маса для виготовлення алмазного інструменту
Номер патенту: 9587
Опубліковано: 30.09.1996
Автори: Рогов Валентин Васильович, Федоров Павло Михайлович, Філатов Юрій Данилович, Пріхно Михайло Миколайович, Таран Володимир Олександрович
МПК: B24D 3/20
Мітки: маса, інструменту, виготовлення, алмазного
Формула / Реферат:
Масса для изготовления алмазного инструмента, включающая алмазные частицы, органическое связующее, металлический и абразивный наполнители, отличающаяся тем, что в качестве абразивного наполнителя она содержит частицы полировального порошка из оксидов редкоземельных металлов размером 0,05-0,125 размера алмазных частиц, при этом отношение объема органического связующего к объему абразивного наполнителя находится в пределах 0,5-0,7.
Попередній патент: Пристрій для витягування шкіри
Наступний патент: Спосіб підготування виробництва сортової сталі та катанки
Випадковий патент: Тренажер для дихальної системи