Концентрат змащувально-охолоджуючої рідини для механічної обробки металів
Номер патенту: 26889
Опубліковано: 29.12.1999
Автори: Рябов Сергій Володимирович, Дудник Михайло Іванович, Логвиненко Петро Миколайович, Хоміч Мікалай Сцяпанавіч, Шевченко Валерій Васильович, Кульгєйка Міхаіл Пятровіч, Дмитрієва Тетяна Володимирівна, Шрубович Вадим Олексійович
Текст
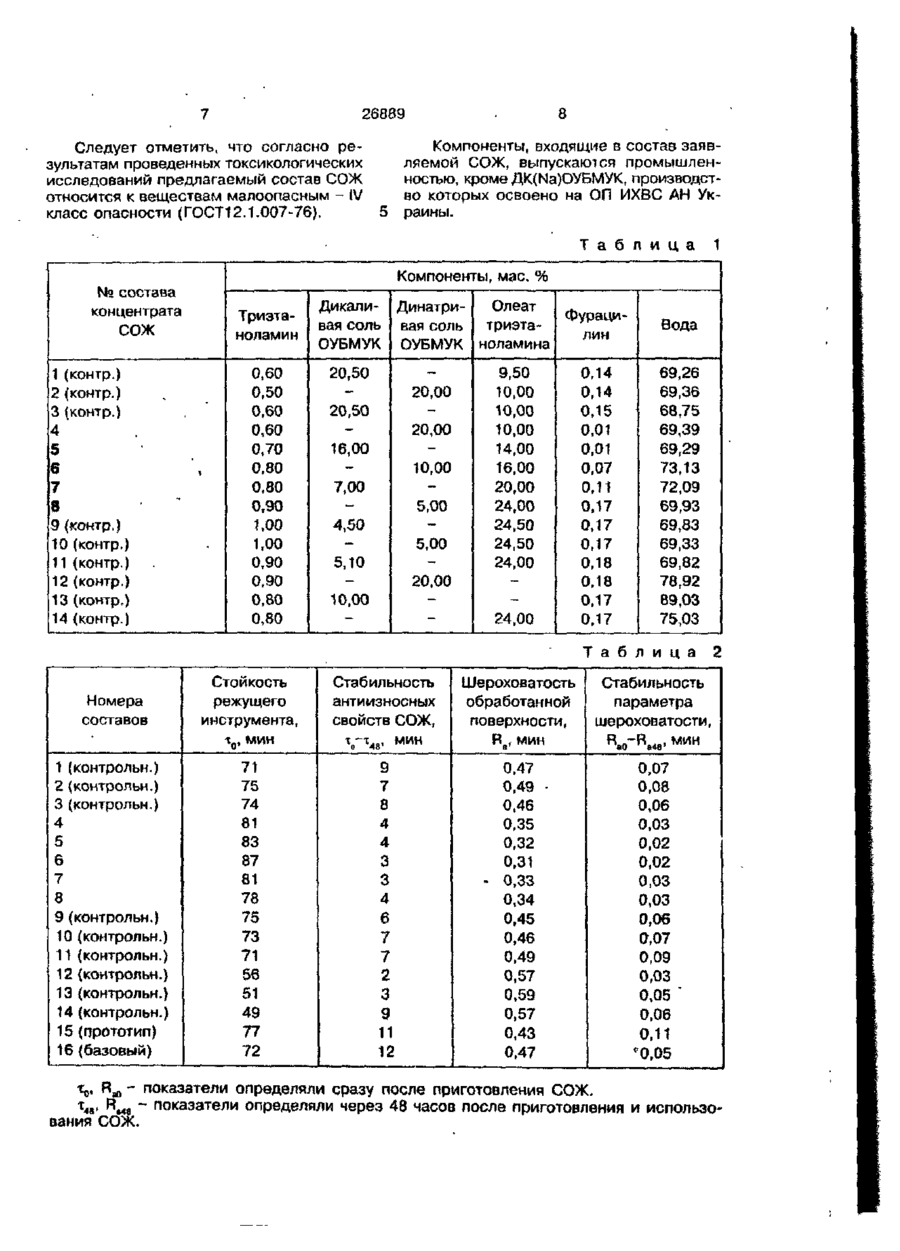
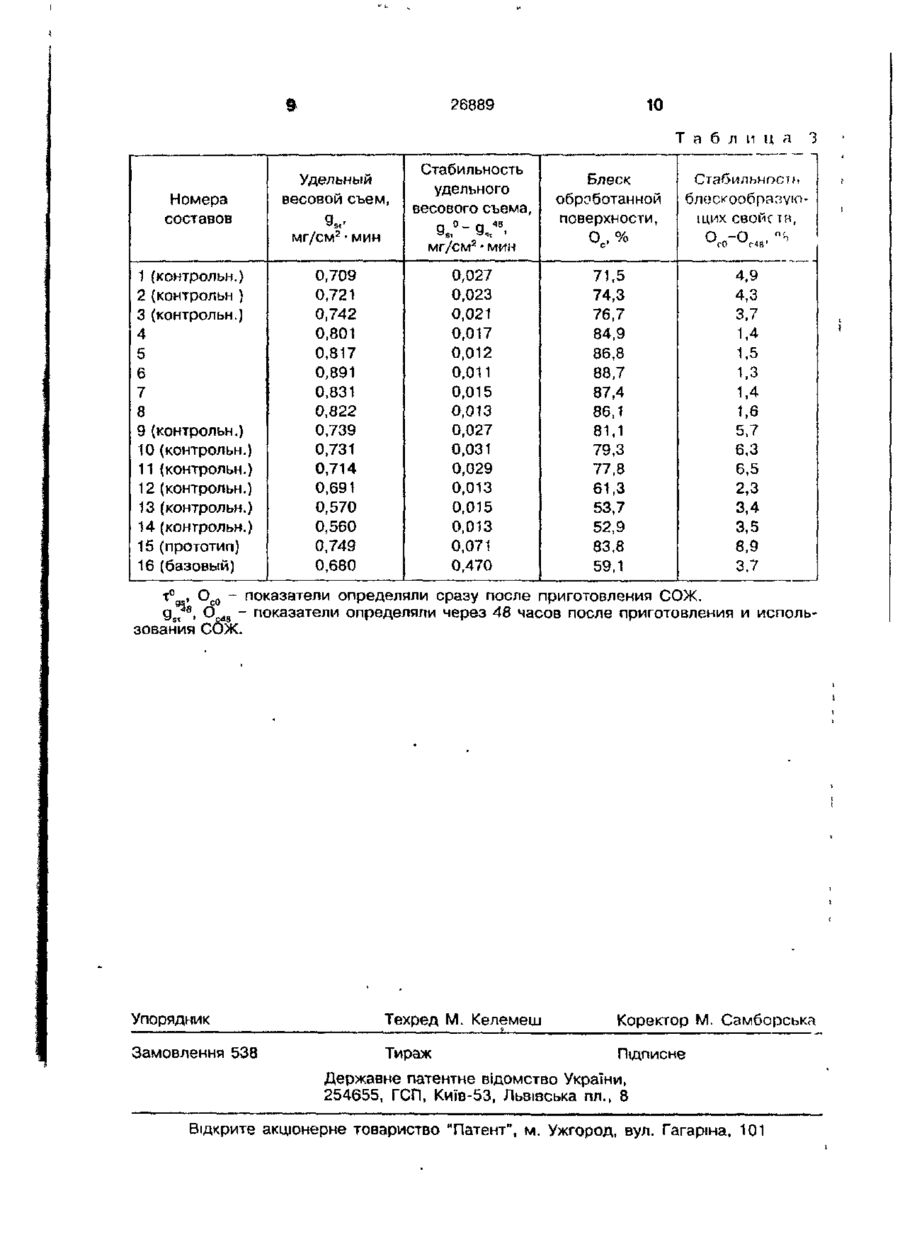
Концентрат с мазоч но -охлаждающей жидкости для механической обработки металлов, содержащий триэтаноламин, дикалиевую или динатриевую соль олигоуретанобисмочевиноуксусной кислоты и воду, о т л и ч а ю щ и й с я тем, что он дополнительно содержит олеат триэтаноламина и фурацилин при следующем соотношении компонентов, мас.%: Триэтаноламин 0,6-0,9 Дикалиевая (динатриевая) соль олигоуретанобисмочевиноуксусной кислоты 5,0-20,0 Олеат триэтаноламина 10,0-24,0 Фураци пин 0,01-0,17 Вода До 100 Изобретение относится к смазочноохлаждающим жидкостям (СОЖ), применяемым при механической обработке металлов и сплавов, в частности углеродистых сталей и алюминиевых сплавов. Необходимость в разработке новых СОЖ обусловлена появлением новых технологий обработки металлов, например, абразивной обработки в магнитном поле (МАО), преимущества которых перед традиционными технологиями проявляется в наибольшей мере при использовании оптимального состава СОЖ. Известна СОЖ, которая содержит триэтаноламин - 0,2-2%, олеиновую кислоту - 0,1-3,0%, дикалиевую (натриевую) соль олигоуретанбисмочевиноуксусной кислоты - 0,1-3,0% и остальное вода. Существенным недостатком этой СОЖ является сравнительно низкая стабильность физико-химических свойств, что проявляется в увеличении мутности через 2-3 суток после ее приготовления по известной методике, вследствие чего ухудшаются ее смазочные свойства и снижаются такие основные технологические показатели как стойкость инструмента, производительность обработки и качество обработанной поверхности, при магнитноабразивной и лезвийной обработке деталей из углеродистых сталей и алюминиевых сплавов. 00 00 чО о 26889 Задачей изобретения является создание концентрата смаэочно-охлаждающей жидкости с повышенными абсолютными значениями и стабильностью основных технологических показателей СОЖ - стойкости инструмента, производительности обработки и качества (шероховатости и блеска) обработанной поверхности в процессе эксплуатации, а также обеспечение устойчивости СОЖ к биопоражению. Для достижения поставленной задачи концентрат СОЖ для механической обработки металлов на основе воды, триэтаноламина, дикалиевой или динатриевой соли олигоуретанбисмочевиноуксусной кислоты дополнительно содержит олеат триэтаноламина и фурацилин при следующем содержании компонентов, мас.%: Триэтаноламин 0,6-0,9 Дикалиевая или динатриевая соль олигоуретанбисмочевиноуксусной кислоты 5,0-20,0 Олеат триэтаноламина 10,0-24,0 Фурацилин 0,01-0,17 Вода До 100 Концентрат СОЖ готовят простым смешением компонентов. Расчетное количество дикалиевой или динатриевой соли олигоуретанбисмочевиноуксусной кислоты (ТУ 95.064-91) загружают в смеситель, заполненный требуемым количеством воды. Растворение проводят при непрерывном перемешивании в течение 2-3 ч при 25°С до получения однородного раствора. Полученный раствор нагревают до 75-80°С, после* чего при перемешивании добавляется расчетное количество триэтаноламина (ТУ 6-09-2448-86) и небольшими порциями требуемое количество олеиновой кислоты (ТУ 6-09-5290-86) и перемешивается при 75-80°С в течение 1-2 ч, что обеспечивает получение в растворе соответствующего количества олеата триэтаноламина и наличие заданного количества свободного триэтаноламина. Перемешивание продолжается до получения полупрозрачного раствора коричневого цвета, после чего в раствор добавляется расчетное количество фурацилина (ФС422522-88) и перемешивается до полного растворения. Составы концентратов СОЖ представлены в табл.1. Приготовленные составы СОЖ, представляющие 5%-ные водные растворы концентратов указанных составов, обладают хорошими антикоррозионными свойствами: при испытании их по ГОСТ 6243-75 на стальной пластине и чугунной стружке от 5 10 15 20 25 30 35 40 45 50 55 сутствуют следы коррозии. Введение в предлагаемый состав концентрата СОЖ фурацилина полностью обеспечивает устойчивость приготовленных СОЖ к биопоражению. Согласно проведенным по ГОСТ 18963-73 исследованиям бактериальная обсемененность предлагаемой СОЖ после длительного использования не превышает 105 клеток/мл, в то время как обсеменениость СОЖ по прототипу достигает 106-107 клеток/мл. Стойкость инструмента т при точении определяли по времени затупления резца по задней поверхности п 3 = 0,4 мм секундомером (ГОСТ 5072-72). Производительность магнитно-абразивной обработки определяли по удельному весовому объему g s i в единицу времени, а качество поверхности оценивали по величине отражательной способности (блеску) обработанной поверхности. Блеск обработанной поверхности характеризуется согласно ГОСТ 896-69 ее отражательной способностью Ос, которая определяется отношением потока излучения, отраженного данным телом, к потоку излучения, упавшего на него, т.е. является по определению относительной величиной. Отрицательную способность Ос (блекс) измеряли в соответствии с ГОСТ 896-69 на фотоэлектрическом блескомере ФБ-2. Для оценки технологических показателей предлагаемых составов СОЖ, прототипа и базового состава определяли средние из 5-ти опытов значения т, g s t и Ос. Стабильность основных технологических показателей СОЖ - стойкости инструмента, удельного весового объема и блеска определяли как разницу соответственно х0 -'т 4 8 1 g s 0 - g M B , О с ( Г О с 4 В , где т 0 , g s 0 , O c0 - значения этих параметров, определённые при использовании свежеприготовленного СОЖ, а хль, g s 4 8 , О г 4 8 через 48 часов после использования' испытуемых СОЖ. Сравнительные испытания технологических свойств предлагаемых СОЖ при лезвийной обработке проведены на токарно-винторезном станке IK62 при следующем режиме обработки: Скорость обработки (v) 80 м/мин Величина подачи (s) 0,2 мм/об Глубина резания (t) 2,2 мм В качестве образцов использовали прут из стали 45 (ГОСТ 380-70) диаметром 40 мм. Материал резца - Т5К10. Сравнительные испытания технологических свойств предлагаемых СОЖ при МАО алюминиевого сплава СвАМгб (ГОСТ 7871-75) проведены на станке СФТ 2.111 26889 при следующих режимах: Скорость движения проволоки (vn) 3 м/мин Скорость резания (vp) 5 м/с Магнитная индукция в рабочем зазоре 1,0 Тл В качестве образцов использовали сварную проволоку из алюминиевого сплава СвАМгб диаметром 2 мм в состоянии поставки: шероховатость поверхности до обработки Rz = 1,0-0,8 мкм, а отражательная способность Ос=21,4%. Режущий материал - ПРЖЮ (ТУ 14-1-3336-82). Результаты испытаний представлены в табл.2 (для стали 45) и в табл.3 (для сплава СвАМгб). В результате проведенных испытаний установлено, что при лезвийной обработке стали 45 использование СОЖ предлагаемого состава обеспечивает повышение стойкости режущего инструмента по сравнению с прототипом в 1,13 раза и снижение в 1,4 раза шероховатости обработанной поверхности. Кроме этого заявляемый состав СОЖ обладает стабильными противоизносными свойствами. Как видно из табл. 2 стойкость режущего инструмента при испытаниях предлагаемой СОЖ через 48 часов ее эксплуатации практически не изменяется, в то время как при аналогичных испытаниях прототипа стойкость инструмента уменьшается в 1,16 раза. Шероховатость обработанной поверхности при испытаниях предлагаемой СОЖ через 48 часов ее использования существенно не изменяется, в то время как при аналогичных испытаниях прототипа значения Ra увеличивается в 1,25 раза. Как видно из данных, приведенных в табл. 3, использование предлагаемой СОЖ при МАО алюминиевого сплава СвАМгб обеспечивает по сравнению с прототипом повышение в 1,2 раза производительности обработки, на 4,9% отражательной способности (блеска) обработанной поверхности. Кроме этого предлагаемый состав СОЖ обеспечивает стабильность режущих и блескообразующих свойств при МАО сплава СвАМгб. Как видно из табл. 3 производительность обработки при испытаниях предлагаемой СОЖ через 48 часов ее эксплуатации практически не изменяется, в то время как при аналогичных испытаниях прототипа значения д яї уменьшаются в 1,1 раза. Отражательная способность (блеск) обработанной поверхности при испытаниях предлагаемой СОЖ через 48 часов ее эксплуатации изменяется незначительно, в то время как при анало 5 10 15 20 25 30 35 40 45 50 55 гичных испытаниях прототипа значения Ос уменьшаются на 8,9%. Таким образом, согласно вышеприведенным данным использование предлагаемой СОЖ в технологии МАО алгоминиевого сплава и при лезвийной обработке стали 45 обеспечивает по сравнению с прототипом и базовым составом заметное повышение производительности обработки, стойкости инструмента и улучшение качества (блеска и шероховатости) обработанной поверхности. Необходимо отметить, что испытания прототипа и базового объекта проведены при оптимальном соотношении компонентов, обеспечивающих в условиях проведенных испытаний лучшие показатели по стойкости инструмента, производительности обработки и качеству обработанной поверхности. Как видно из данных, представленных в табл.2 и 3, стойкость инструмента, производительность обработки и качество обработанной поверхности заметно снижаются по сравнению с прототипом при выходе за пределы заявляемых количеств компонентов (см. контрольные примеры № 1-3 и № 9-14). Наилучшие значения параметров т, Ra, g s i и Ос наблюдаются, как видно из табл.2 и 3 (см. примеры 4-8), при совместном введении в предлагаемый состав концентрата СОЖ олеата триэтаноламина и дикалиевой (динатриевой) соли ОУБМУК. При отсутствии в составе концентрата одного из этих компонентов наблюдается (см. примеры 12-14) заметное ухудшение показателей обработки, что свидетельствует о наличии синергического эффекта именно при совместном введении в состав концентрата СОЖ олеата триэтаноламина и дикалиевой (динатриевой) соли ОУБМУК. Необходимо добавить, что требуемая стойкость к биопоражению СОЖ обеспечивается введением непосредственно в состав концентрата СОЖ фурацилина (известно введение фурацилина только в состав СОЖ при ее приготовлении из кон* центратов), причем при этом обеспечивается соответствие предлагаемого концентрата СОЖ требованиям к стабильности при хранении (ГОСТ 6243-75, р.6). Таким образом, сущностью изобретения является совместное введение в состав концентрата СОЖ дикалиевой (динатриевой) соли олигоуретанбисмочевиноуксусной кислоты, олеата триэтаноламина и фурацилина, что обеспечивает достижение вышеуказанной задачи изобретения. 8 26889 Компоненты, входящие в состав заявляемой СОЖ, выпускаются промышленностью, кроме ДК(Ыа)ОУБМУК, производство которых освоено на ОП ИХВС АН Украины. Следует отметить, что согласно результатам проведенных токсикологических исследований предлагаемый состав СОЖ относится к веществам малоопасным - IV класс опасности (ГОСТ12.1.007-76). Т а б л и ц а № состава концентрата СОЖ 1 (контр.) 2 (контр.) 3 (контр.) 4 5 6 7 8 9 (контр.) 10 (контр.) 11 (контр.) 12 (контр.) 13 (контр.) 14
ДивитисяДодаткова інформація
Автори англійськоюLohvynenko Petro Mykolaiovych, Khomich Mykola Stepanovych, Shrubovych Vadym Oleksiiovych, Riabov Serhii Volodymyrovych, Shevchenko Valerii Vasyliovych, Dmytriieva Tetiana Volodymyrivna, Dudnyk Mykhailo Ivanovych
Автори російськоюЛогвиненко Петр Николаевич, Хомич Николай Степанович, Шрубович Вадим Алексеевич, Рябов Сергей Владимирович, Шевченко Валерий Васильевич, Дмитриева Татьяна Владимировна, Дуднык Михаил Иванович
МПК / Мітки
МПК: C10M 111/00, C10M 133/22
Мітки: концентрат, рідини, металів, механічної, обробки, змащувально-охолоджуючої
Код посилання
<a href="https://ua.patents.su/6-26889-koncentrat-zmashhuvalno-okholodzhuyucho-ridini-dlya-mekhanichno-obrobki-metaliv.html" target="_blank" rel="follow" title="База патентів України">Концентрат змащувально-охолоджуючої рідини для механічної обробки металів</a>
Концентрат мастильно-охолоджувальної рідини для механічної обробки металів
Номер патенту: 26364
Опубліковано: 30.08.1999
Автори: Хоміч Мікалай Сцяпанавіч, Шевченко Валерій Васильович, Шрубович Вадим Олексійович, Рябов Сергій Володимирович, Дмитрієва Тетяна Володимирівна, Логвиненко Петро Миколайович, Міхалап Сяргей Уладзіміравіч
МПК: C10M 145/00, C10M 111/00, C10M 133/02
Мітки: механічної, концентрат, обробки, рідини, металів, мастильно-охолоджувальної
Формула / Реферат:
Концентрат смазочно-охлаждающей жидкости для механической обработки металлов, содержащий триэтаноламин, дикалиевую (динатриевую) соль олигоуретанбисмочевиноуксусной кислоты и воду, отличающийся тем, что он дополнительно содержит олеат триэтаноламина, натриевую соль карбоксиметилцеллюлозы и фурацилин при следующем соотношении компонентов, мас.%: Триэтаноламин 1,0 - 4,0 Дикалиевая (динатриевая)...
Концентрат змащувально-охолоджувальної рідини для механічної обробки металів
Номер патенту: 10991
Опубліковано: 25.12.1996
Автори: Уткін Володимир Олександрович, Чугай Галина Миколаївна, Максимонько Леонід Леонтійович, Панцюк Ірина Йосипівна, Галкін Олексій Валентинович, Дідун Євген Йосипович, Маркевич Михайло Володимирович, Процишина Віра Томівна, Ноцик Наталя Михайлівна, Волнянська Надія Василівна
МПК: C10N 40/20, C10M 133/08, C10M 173/00
Мітки: обробки, рідини, металів, механічної, концентрат, змащувально-охолоджувальної
Формула / Реферат:
Концентрат смазочно-охлаждающей жидкости для механической обработки металлов, содержащий нефтяное масло, неионогенный эмульгатор, отличающийся тем, что концентрат дополнительно содержит продукт термической обработки рапсового масла триэтаноламином в присутствии гидроокиси калия при их массовом соотношении соответственно 2,3-7:0,66-2:0,5 при следующем соотношении компонентов, мас.%:неионогенный эмульгатор...
Концентрат змазуючо-охолоджуючої рідини для механічної обробки металів “фмі-6″
Номер патенту: 2300
Опубліковано: 26.12.1994
Автори: Галкін Олексій Валентинович, Чучмарьов Олександр Сергійович, Рєзнікова Людмила Миколаївна, Бураков Олександр Іванович, Степанов Сергій Іванович, Кацов Костянтин Борисович, Максимонько Леонід Леонтійович, Яців Богдан Миколайович, Васильєва Катерина Михайлівна, Огурцова Людмила Василівна, Замостяник Іван Омелянович, Костюк Володимир Іванович, Літвінова Юлія Григорівна, Скоцень Борис Олександрович, Ібрагімов Ільдус Гімранович, Новіков Володимир Карпович, Дідун Євген Йосифович
МПК: C10M 173/00, C10N 30/06, C10M 133/08, C10N 40/20, C10M 129/60
Мітки: змазуючо-охолоджуючої, механічної, фмі-6, рідини, обробки, концентрат, металів
Формула / Реферат:
Концентрат смазочно-охлаждающей жидкости для механической обработки металлов, содержащий минеральное масло и продукт обработки триэтаноламином кислот таллового масла, отличающийся тем, что концентрат дополнительно содержит продукт омыления таллового масла 30-50%-ным водным раствором гидроокиси калия или гидроокиси натрия до кислотного числа 33-77 мгКОН/г и в качестве продукта обработки триэтаноламином кислот таллового масла концентрат...
Концентрат змазуючо-охолоджуючої рідини для механічної обробки металів “фмі-5″
Номер патенту: 2361
Опубліковано: 26.12.1994
Автори: Галкін Олексій Валентинович, Гутман Георгій Михайлович, Меснік Олег Моісейович, Замостяник Іван Омелянович, Кацов Константин Борисович, Костюк Володимир Іванович, Новіков Володимир Карпович, Гаврилюк Марія Романівна, Босінзон Аркадій Якович, Гріщенко Віктор Йосифович, Васильєва Катерина Михайлівна, Ельянов Володимир Давидович, Степанов Вячеслав Іванович, Поливко Анатолій Олександрович, Чучмарьов Олександр Сергійович
МПК: C10N 40/20, C10M 173/00, C10M 131/00, C10N 30/06, C10M 125/26, C10M 133/08
Мітки: фмі-5, концентрат, рідини, змазуючо-охолоджуючої, обробки, механічної, металів
Формула / Реферат:
Концентрат смазочно-охлаждающей жидкости для механической обработки металлов, содержащий минеральное масло и эмульгатор, отличающийся тем, что концентрат дополнительно содержит хлорированный парафин, 30%-ный водный раствор метабората калия и в качестве эмульгатора содержит продукт термической обработки при температуре 140-160°C и давлении 0,01-0,1 МПа таллового масла триэтаноламином в их массовом соотношении 2:1 до кислотного числа 55-60...
Концентрат мастильно-охолоджувальної рідини для механічної обробки металів
Номер патенту: 18672
Опубліковано: 25.12.1997
Автори: Мозольов Микола Іванович, Доброва Ольга Андріївна, Шаповал Борис Стефанович, Дубровський Юрій Серафимович, Ільницький Зіновій Михайлович, Олейніков Олександр Петрович, Мельничок Мирослав Йосипович, Стулій Олександра Андріївна, Лобанцова Вєра Сєргєєвна, Ковальскій Владімір Матвєєвіч
МПК: C10M 129/06, C10M 173/02, C10N 40/20, C10M 145/00, C10N 30/12, C10M 125/20, C10M 133/08
Мітки: концентрат, металів, мастильно-охолоджувальної, обробки, механічної, рідини
Формула / Реферат:
Концентрат смазочно-охлаждающей жидкости для механической обработки металлов, содержащий воду, эфиры блоксополимера окисей этилена и пропилена молекулярной массы 2500 и одноатомных первичных жирных спиртов фракции C5-C15, триэтаноламиновое мыло синтетических жирных кислот фракции C7-C9, триэтаноламиновое масло синтетических жирных кислот фракции C10-C16, триэтаноламин и нитрит натрия, отличающийся тем, что концентрат дополнительно содержит...
Попередній патент: Пристрій для управління цифровим телефонним апаратом
Наступний патент: Піримідинові похідні, що мають гербіцидну активність, спосіб їх отримання, гербіцидна композиція і спосіб знищення бур’янів
Випадковий патент: Барабанний магнітний сепаратор