Спосіб виготовлення бухти неперервного гнучкого продукту і осердя для обертового вузла для виготовлення бухти неперервного гнучкого продукту


Текст
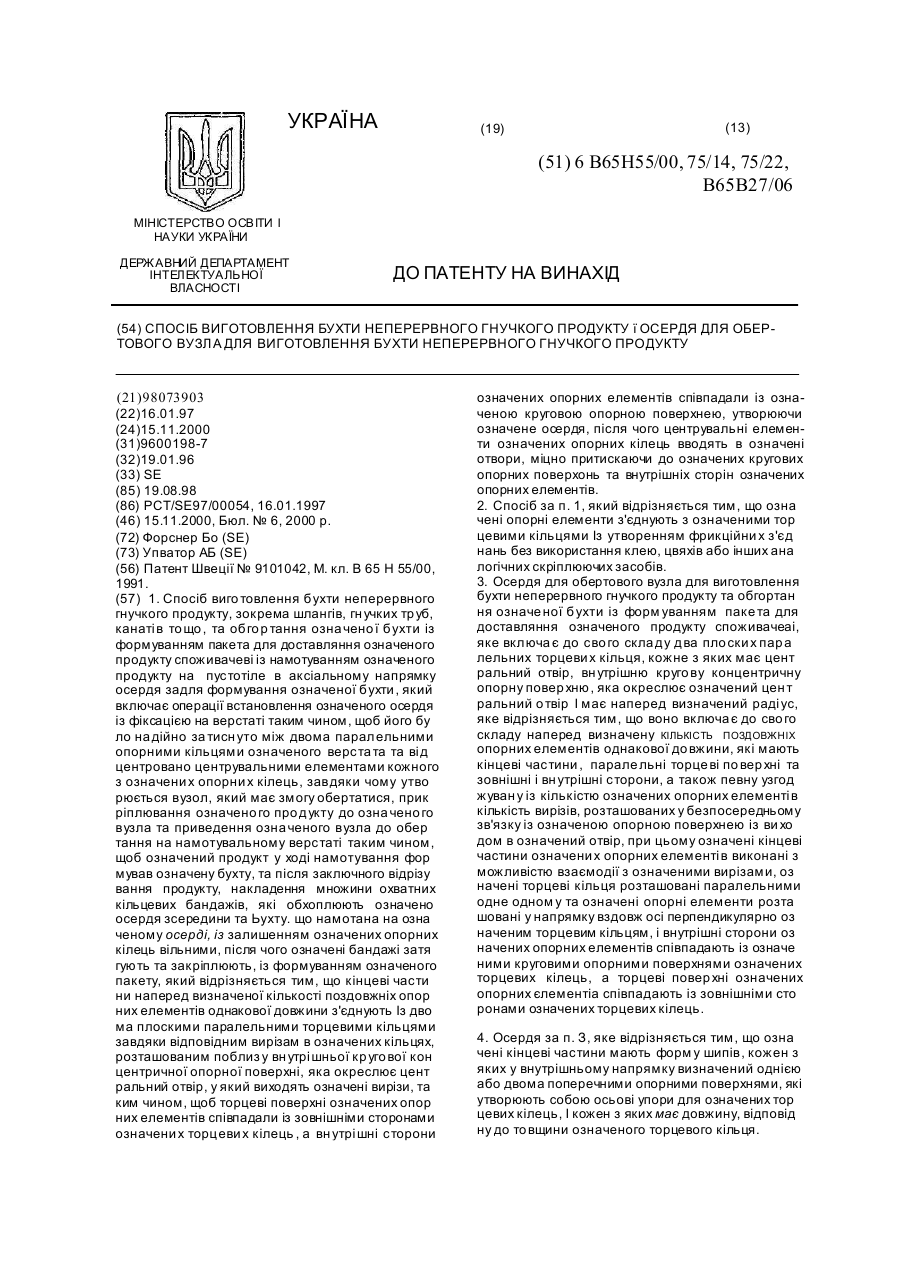
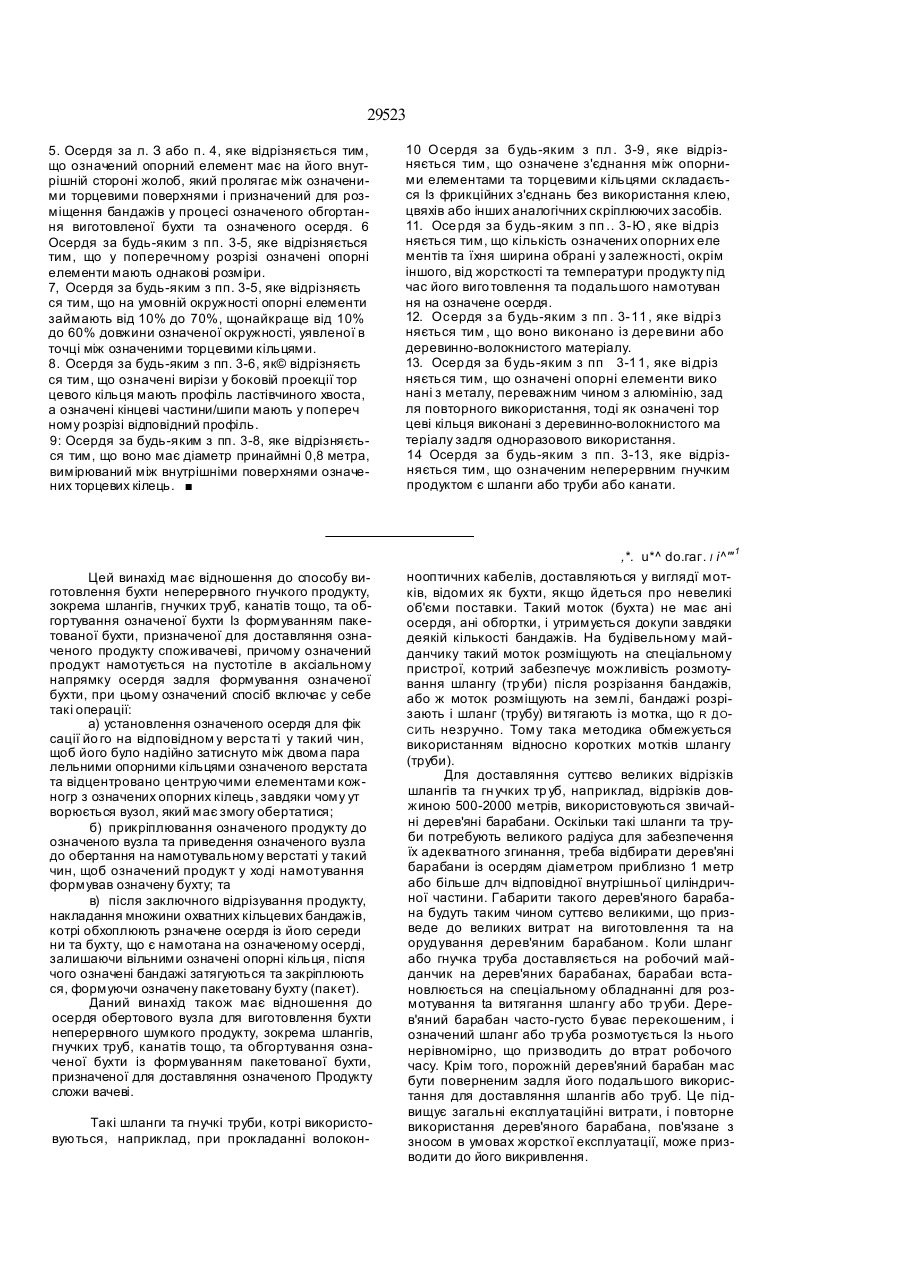
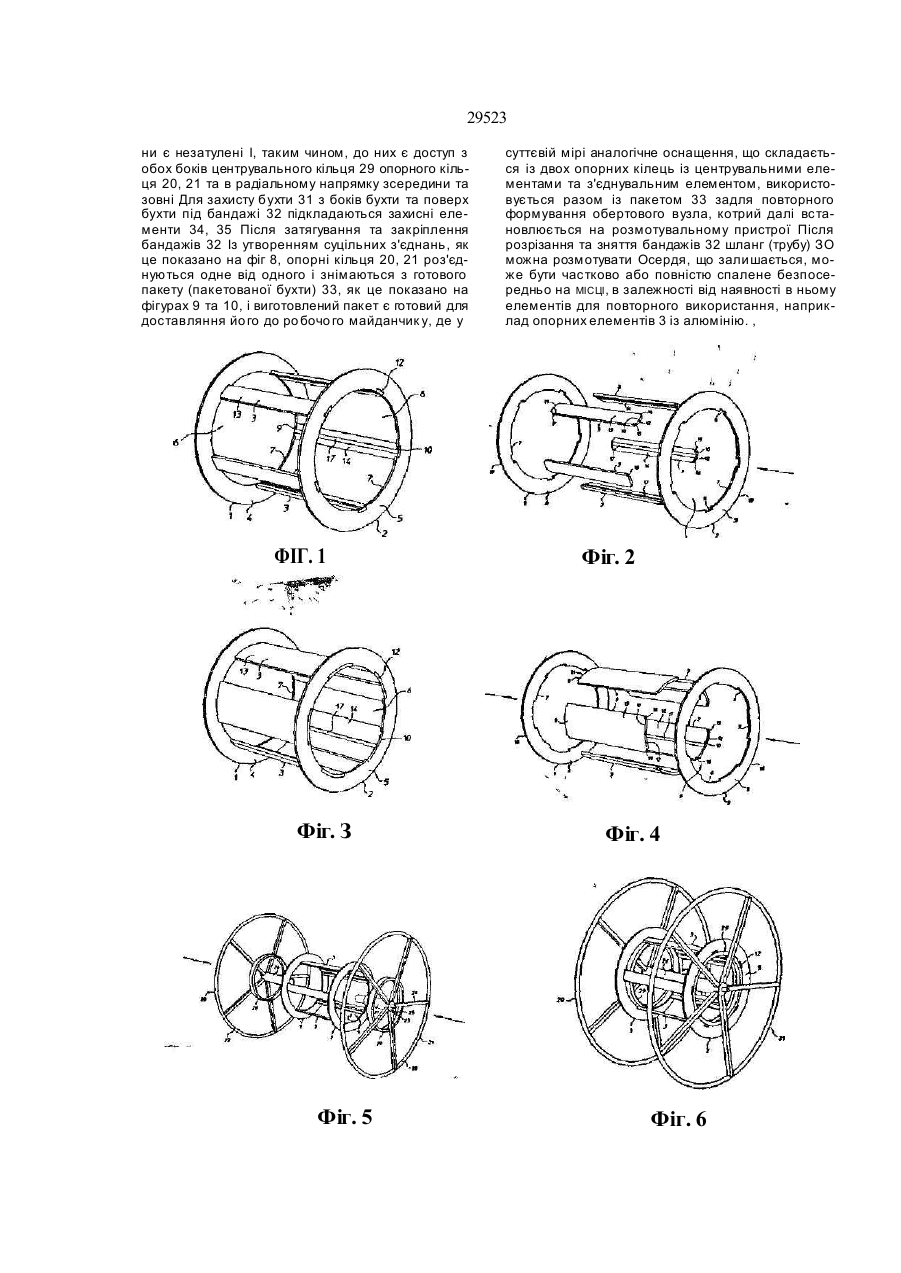
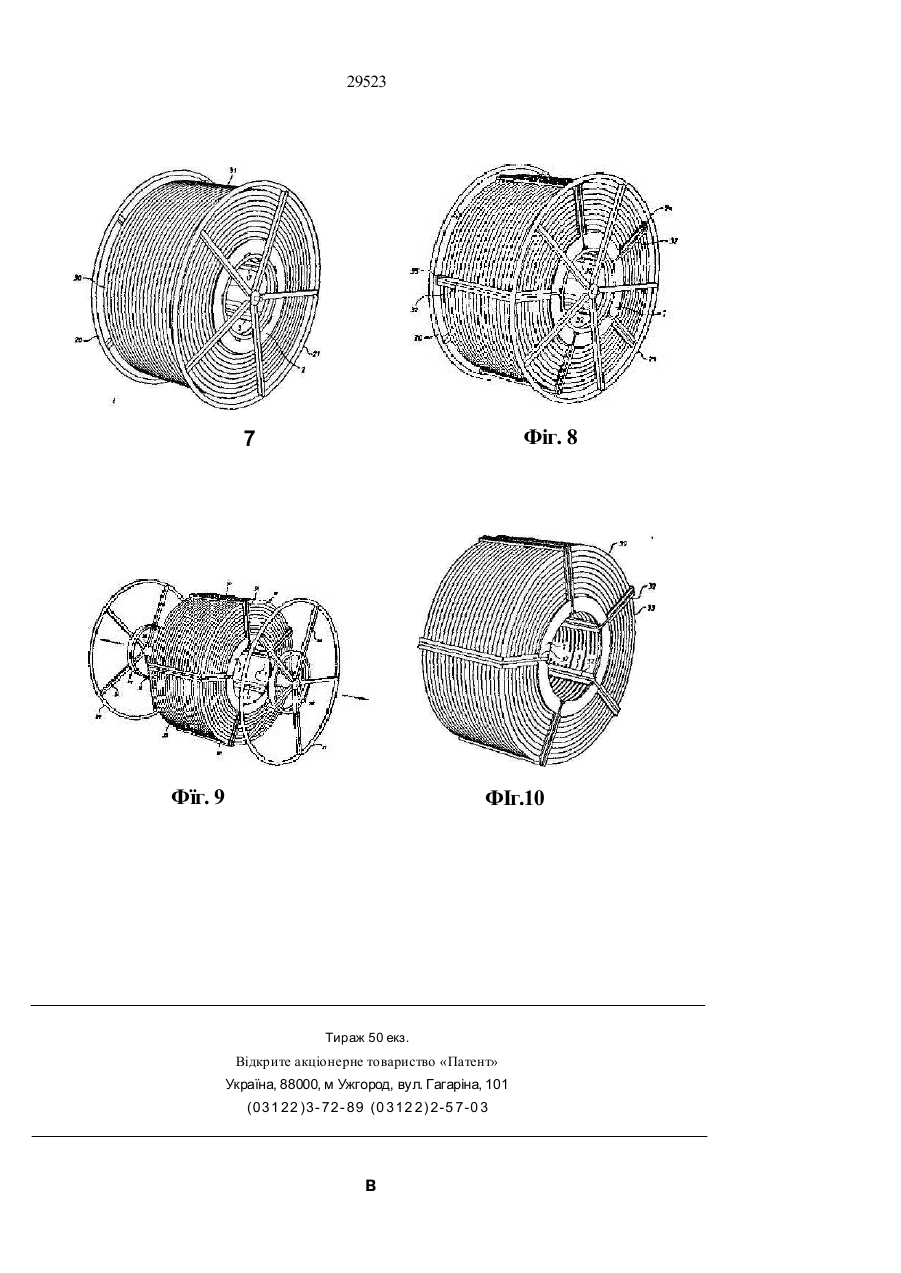
1. Спосіб виго товлення бухти неперервного гнучкого продукту, зокрема шлангів, гн учких тр уб, канаті в то що , та обго р тання озна чено ї бухти із формуванням пакета для доставляння означеного продукту споживачеві із намотуванням означеного продукту на пустотіле в аксіальному напрямку осердя задля формування означеної бухти , який включає операції встановлення означеного осердя із фіксацією на верстаті таким чином, щоб його бу ло на дійно за тисн уто між двома паралельними опорними кільцями означеного верста та та ві д центровано центрувальними елементами кожного з означени х опорни х кілець, завдяки чому утво рюється вузол, який має змогу обертатися, прик ріплювання означено го про дукту до озна чено го вузла та приведення озна ченого вузла до обер тання на намотувальному верстаті таким чином, щоб означений продукт у ході намотування фор мував означену бухту, та після заключного відрізу вання продукту, накладення множини охватних кільцевих бандажів, які обхоплюють означено осердя зсередини та Ьухту. що намотана на озна ченому осерді, із залишенням означених опорних кілець вільними, після чого означені бандажі затя гують та закріплюють, із формуванням означеного пакету, який відрізняється тим, що кінцеві части ни наперед визначеної кількості поздовжніх опор них елементів однакової довжини з'єднують Із дво ма плоскими паралельними торцевими кільцями завдяки відповідним вирізам в означених кільцях, розташованим поблиз у вн утрі шньої кр уго вої кон центричної опорної поверхні, яка окреслює цент ральний отвір, у який виходять означені вирізи, та ким чином, щоб торцеві поверхні означених опор них елементів співпадали із зовнішніми сторонами означени х торцеви х кілець , а вн утрі шні сторони означених опорних елементів співпадали із означеною круговою опорною поверхнею, утворюючи означене осердя, після чого центрувальні елементи означених опорних кілець вводять в означені отвори, міцно притискаючи до означених кругових опорних поверхонь та внутрішніх сторін означених опорних елементів. 2. Спосіб за п. 1, який відрізняється тим, що озна чені опорні елементи з'єднують з означеними тор цевими кільцями Із утворенням фрикційни х з'єд нань без використання клею, цвяхів або інших ана логічних скріплюючих засобів. 3. Осердя для обертового вузла для виготовлення бухти неперервного гнучкого продукту та обгортан ня означе ної бухти із форм уванням паке та для доставляння означеного продукту споживачеаі, яке включа є до сво го скла ду два пло ски х пар а лельних торцеви х кільця, кожне з яких має цент ральний отвір, вн утрішню круго ву концентричну опорну повер хню, яка окреслює означений цен т ральний о твір І має наперед визначений раді ус, яке відрізняється тим, що воно включа є до сво го складу наперед визначену КІЛЬКІСТЬ ПОЗДОВЖНІХ опорних елементів однакової до вжини, які мають кінцеві частини , паралельні торце ві по вер хні та зовнішні і вн утрішні сторони, а також певну узгод жуван у із кількістю означених опорних елементі в кількість вирізів, розташованих у безпосередньому зв'язку із означеною опорною поверхнею із ви хо дом в означений отвір, при цьому означені кінцеві частини означени х опорних елементі в виконані з можливістю взаємодії з означеними вирізами, оз начені торцеві кільця розташовані паралельними одне одном у та означені опорні елементи розта шовані у напрямку вздовж осі перпендикулярно оз наченим торцевим кільцям, і внутрішні сторони оз начених опорних елементів співпадають із означе ними круговими опорними поверхнями означених торцевих кілець, а торцеві повер хні означених опорних єлементіа співпадають із зовнішніми сто ронами означених торцевих кілець. 4. Осердя за п. З, яке відрізняється тим, що озна чені кінцеві частини мають форм у шипів, кожен з яких у внутрішньому напрямку визначений однією або двома поперечними опорними поверхнями, які утворюють собою осьові упори для означених тор цевих кілець, І кожен з яких має довжину, відповід ну до то вщини означеного торцевого кільця. 29523 5. Осердя за л. З або п. 4, яке відрізняється тим, що означений опорний елемент має на його внутрішній стороні жолоб, який пролягає між означеними торцевими поверхнями і призначений для розміщення бандажів у процесі означеного обгортання виготовленої бухти та означеного осердя. 6 Осердя за будь-яким з пп. 3-5, яке відрізняється тим, що у поперечному розрізі означені опорні елементи мають однакові розміри. 7, Осердя за будь-яким з пп. 3-5, яке відрізняєть ся тим, що на умовній окружності опорні елементи займають від 10% до 70%, щонайкраще від 10% до 60% довжини означеної окружності, уявленої в точці між означеними торцевими кільцями. 8. Осердя за будь-яким з пп. 3-6, як© відрізняєть ся тим, що означені вирізи у боковій проекції тор цевого кільця мають профіль ластівчиного хвоста, а означені кінцеві частини/шипи мають у попереч ному розрізі відповідний профіль. 9: Осердя за будь-яким з пп. 3-8, яке відрізняється тим, що воно має діаметр принаймні 0,8 метра, вимірюваний між внутрішніми поверхнями означених торцевих кілець. Цей винахід має відношення до способу виготовлення бухти неперервного гнучкого продукту, зокрема шлангів, гнучких труб, канатів тощо, та обгортування означеної бухти Із формуванням пакетованої бухти, призначеної для доставляння означеного продукту споживачеві, причому означений продукт намотується на пустотіле в аксіальному напрямку осердя задля формування означеної бухти, при цьому означений спосіб включає у себе такі операції: а) установлення означеного осердя для фік сації йо го на відповідном у верста ті у такий чин, щоб його було надійно затиснуто між двома пара лельними опорними кільцями означеного верстата та відцентровано центруючими елементами кожногр з означених опорних кілець, завдяки чому ут ворюється вузол, який має змогу обертатися; б) прикріплювання означеного продукту до означеного вузла та приведення означеного вузла до обертання на намотувальному верстаті у такий чин, щоб означений продук т у ході намотування формував означену бухту; та в) після заключного відрізування продукту, накладання множини охватних кільцевих бандажів, котрі обхоплюють рзначене осердя із його середи ни та бухту, що є намотана на означеному осерді, залишаючи вільними означені опорні кільця, піспя чого означені бандажі затягуються та закріплюють ся, формуючи означену пакетовану бухту (пакет). Даний винахід також має відношення до осердя обертового вузла для виготовлення бухти неперервного шумкого продукту, зокрема шлангів, гнучких труб, канатів тощо, та обгортування означеної бухти із формуванням пакетованої бухти, призначеної для доставляння означеного Продукту сложи вачеві. Такі шланги та гнучкі труби, котрі використовуються, наприклад, при прокладанні волокон 10 Осердя за будь-яким з пл . 3-9 , яке відрізняється тим, що означене з'єднання між опорними елементами та торцевими кільцями складається Із фрикційних з'єднань без використання клею, цвяхів або інших аналогічних скріплюючих засобів. 11. Осе рдя за будь-яким з пп .. 3-Ю, яке ві дріз няється тим, що кількість означених опорних еле ментів та їхня ширина обрані у залежності, окрім іншого, від жорсткості та температури продукту під час його виго товлення та подальшого намотуван ня на означене осердя. 12. Осердя з а будь-яким з пп . 3-11 , яке відрі з няється тим , що воно виконано із дере вини або деревинно-волокнистого матеріалу. 13. Осер дя за будь-яким з пп 3-1 1, яке ві дріз няється тим, що означені опорні елементи вико нані з металу, переважним чином з алюмінію, зад ля повторного використання, тоді як означені тор цеві кільця виконані з деревинно-волокнистого ма теріалу задля одноразового використання. 14 Осердя за будь-яким з пп. 3-13, яке відрізняється тим, що означеним неперервним гнучким продуктом є шланги або труби або канати. ,*. u*^ do.гаг. І і^'" 1 нооптичних кабелів, доставляються у виглядї мотків, відомих як бухти, якщо йдеться про невеликі об'єми поставки. Такий моток (бухта) не має ані осердя, ані обгортки, і утримується докупи завдяки деякій кількості бандажів. На будівельному майданчику такий моток розміщують на спеціальному пристрої, котрий забезпечує можливість розмотування шлангу (тр уби) після розрізання бандажів, або ж моток розміщують на землі, бандажі розрізають і шланг (трубу) ви тягають із мотка, що R Д ОСИТЬ незручно. Тому така методика обмежується використанням відносно коротких мотків шлангу (труби). Для доставляння суттєво великих відрізків шлангів та гн учких тр уб, наприклад, відрізків довжиною 500-2000 метрів, використовуються звичайні дерев'яні барабани. Оскільки такі шланги та труби потребують великого радіуса для забезпечення їх адекватного згинання, треба відбирати дерев'яні барабани із осердям діаметром приблизно 1 метр або більше длч відповідної внутрішньої циліндричної частини. Габарити такого дерев'яного барабана будуть таким чином суттєво великими, що призведе до великих витрат на виготовлення та на орудування дерев'яним барабаном. Коли шланг або гнучка труба доставляється на робочий майданчик на дерев'яних барабанах, барабаи встановлюється на спеціальному обладнанні для розмотування ta витягання шлангу або тр уби. Дерев'яний барабан часто-густо буває перекошеним, і означений шланг або тр уба розмотується Із нього нерівномірно, що призводить до втрат робочого часу. Крім того, порожній дерев'яний барабан мас бути поверненим задля його подальшого використання для доставляння шлангів або труб. Це підвищує загальні експлуатаційні витрати, і повторне використання дерев'яного барабана, пов'язане з зносом в умовах жорсткої експлуатації, може призводити до його викривлення. 29523 У патентній заявці Швеції № 9101042 А (13.10.1991) описується спеціапьна система для роботи з неперервними гнучкими продуктами, схожими на шланги або гн учкі тр уби. Ця робота розпочинається виготовленням бухти кабелю або проводу із подальшим обгортанням готової бухти із формуванням пакету для доставляння продукту споживачеві. Бухту одержують намотуванням продукту на пустотілу в аксіальному напрямку циліндричну гільзу. Перед здійсненням намотування до гільзи приладнують два плоских захисних кільця із концентричними опорними поверхнями, котрі взаємодіють Із протилежними внутрішніми або зовнішніми поверхнями означеної гільзи, у залежності від профілю кілець, що їх використовують. Пльза встановлюється на верстат, обладнаний двома паралельними опорними кільцями із центрувальними елементами, повернутими один до одного, у такий чин, що означена гільза затискається між означеними опорними кільцями і центрується, завдяки чому утворюється вузол, який має змогу обертатися. Далі продукт прикріплюють до означеного вузла та приводять означений вузол до обертання на намотувальному верстаті, завдяки чому означений продукт у ході намотування формує бухту. Готова бухта обгортається захисною оболонкою, після чого через гільзу протягуються бандажні стрічки, котрі обхоплюють бухту та захисні кільця і затягуються, утворюючи означений пакет. Опорні кільця відводять від готового пакету і використовують у ви готовленні подальших бухт. Готовий пакет як він є відправляють на робочий майданчик, де означений пакет обладнується іншим оснащенням задля розмотування продукту. Це оснащення також являє собою два паралельних опорних кільця із центрувальними елементами, повернутими один до одного. Завдяки фіксуванню пакету між означеними опорними кільцями і центруванню пакету за допомогою їхні х центр увальних елементів утворюється обертовий вузол, котрий може установлюватися задля вільного обертання довкола горизонтальної або ж вертикальної осі обертання на відповідному розмотувальному пристрої. Після розрізання бандажів та зняття захисної оболонки продукт є готовий до розмотування. Експлуатація робочої системи, описаної у зазначеному вище документі SE-9101042-1, для шлангів та гн учких тр уб для волоконнооптичних кабелів показала, що виготовлений пакет є відносно недешевим та надміру міцним і, як такий, має відносно велику ва гу. С уттєвою причиною цього, як це згадувалось вище для дерев'яних барабанів, є те, що треба використовувати осердя, у цьому випадку гільзу з діаметром близько 1 м та захисні кільця з діаметром до 2,5 м. Даний винахід спрямовано на усунення проблем, пов'язаних із використанням бухт та дерев'яних барабанів та на удосконалення відомо? у практиці системи для роботи з неперервними гнучкими продуктами задля забезпечення можливості доставляння таких продуктів як шланги та гнучкі труби у формі пакетів із меншими витратами, причому означені пакети мають бути достатньо, але не надміру міцними, потребуючи менше допоміжних матеріалів І, таким чином, маючи меншу вагу. Спосіб згідно з даним винаходом характеризується тин, що кінцеві частини наперед визначе ної кількості поздовжніх опорних елементів однакової довжини з'єднуються із двома плоскими паралельними торцевими кільцями завдяки відповідним вирізам в означених кільцях, розташованим поблизу внутрішньої кругової концентричної о. орної поверхні, котра окреслює центральний отвір, у який виходять означені вирізи, у такий чин, що торцеві поверхні означених опорних елементів співпадають із зовнішніми сторонами означених торцевих кілець, а внутрішні сторони означених опорних епементів співпадають із означеною круговою опорною поверхнею, утворюючи означене осердя, після чого центрувальні елементи означених опорних кілець уводяться в означені отвори, міцно притискуючись до означених кругових опорних поверхонь та внутрі шніх сторон означених опорних елементів. Осердя згідно з даним винаходом характеризується тим, що воно містить у собі наперед визначену кількість поздовжніх опорних елементів однакової довжини, котрі мають кінцеві частини, паралельні торцеві поверхні та зовнішні й внутрішні сторони, та два плоских паралельних торцевих кільця, кожне з яких має центральний отвір, вн ут- ріщню кругову концентричну опорну поверхню, котра окреслює означений центральний отвір і маєнаперед визначений радіус, а також деяку кількість вирізів, узгоджуваних із кількістю опорних елементів та розташованих у безпосередньому зв'язку Із означеною опорною поверхнею із виходом у означений отвір, при цьому означені кінцеві частини оз-. начених опорних елементів взаємодіють із означеними вирізами, утримуючи означені торцеві кільця ' паралельними одне одному та утримуючи означені опорні елементи у положенні вздовж осі перпен* дикулярно означеним торцевим кільцям, причому внутрішні сторони означених опорних елементів. співпадають із означеними круговими опорними поверхнями, означених торцевих кілець, а торцеві поверхні означени х опорних елементів співпадають із зовнішніми сторонами означених торцевих кілець. Винахід далі викладатиметься більш докладно із посиланням до наведених креслень. На фіг. 1 наведено у перспективі загальний вид готово го осердя згідно з першим варіантом реалізації даного винаходу. На фіг. 2 наведено перспективне поелементне зображення осердя згідно з фіг. 1, що ілюструє позиції різних елементів під час збирання їх у готове осердя. На фігура х 3 та 4 нааедено аналогічні фігурам 1 та 2 перспективні зображення осердя та його елементів згідно з другим варіантом реалізації даного винаходу. На фігурах 5-Ю проілюстровано різні операції, спрямовані на виготовлення спочатку обертового вузла, потім бухти, і, зрештою, готового пакету. На фіг. 1 показано готове осердя, тоді як фіг. 2 ілюструє складання осердя згідно з даним винаходом. Осердя складається з дво х плоских ідентични х (однакових) коаксіальних торцеви х кілець 1, 2 та наперед визначеної кількості поздовжніх опорних елементів 3, причому елементи того ж самого осердя мають однакову довжину. Кожне торцеве кільце 1, 2 має внутрішню стор он у 4 та зо вні шн ю сторон у 5 , а також цен т 29523 ральний круговий отвір б. У торцевих кільцях 1, 2 передбачена функціональна внутрішня концентрична поверхня 7, котра має наперед визначений радіус та окреслює означений отвір 6. У сполученні з означеною опорною поверхнею 7 у торцевих кільцях 1, 2 передбачена наперед визначена кількість вирізів 9, котрі проходять є аксіальному напрямку крізь означені кільця та у радіальному напрямку усередину виходять (з'єднуються) в означений отвір 6. Кількість означених вирізів 8 узгоджується Із кількістю означених опорних елементів 3. Довжина означених вирізів, цебто їхній розмір у круговому напрямку, збільшується у напрямку від опорної поверхні 7 до периферГі торцевих кілець 1, -2, що надає вирізам 8 форму, відому як "ластівчин хвіст1'. Відстань між двома суміжними вирізами В є однаковою вздовж всієї опорної поверхні 7. Торцеві кільця 1, 2, так само як опорні елементи 3, мають стійку форму, тобто вони протистоять навантаженням, яких вони зазнають під час намотування та розмотування шланга. Ширина торцевих кілець 1, 2, тобто радіальна відстань між внутрішньою периферією 7 та зовнішньою периферією 18, обирається достатньою для забезпечування надійної фіксації опорних елементів 3 в усі х напрямках та для протистояння радіальним деформаціям. Задля цього ширина торцевого кільця складає принаймні близько 50-100 мм, тобто різниця між зовнішнім та внутрішнім діаметрами дорівнює приблизно 100-200 мм. При потребі можна використовувати кільця більшої ширини, але це при-' зведе до збільшення витрат матеріалу та збільшення ваги, тобто саме до тих факторів, котрих бажано уникнути. Кожен опорний елемент має дві кінцеві час* тини 9, 10, дві торцеві поверхні 11, 12, повернуті одна від одної, зовнішню сторону 13, та внутрішню сторону 14. Кінцеві частини 9, 10 опорних елемен-. тів 3 узгоджуються у формі із вирізами 8 торцевих кілець 1, 2. Торцеві поверхні 11, 12 кожного опорного елемента, повернуті одна від одної, є паралельними одна одній та торцевим кільцям 1, 2. У найбільш оптимальному варіанті виконання, наведеному тут, опорні елементи 3 мають ширину, що є більшою за довжину (у круговому напрямку) вирізів 8, t тому кінцеві частини 9,10 мають форму шипів із профілем, що відповідає профілю вирізу 8 (у виді збоку). Кожен шип 9, 10, котрий має таким чином форму "ластівчиного хвоста", має довжину в аксіальному напрямку, котра дорівнює товщині торцевих кілець 1, 2. В результаті формування кінцевих частин у вигляді розташованих по центру шипів 9, 10 утворюються функціональні опорні поверхні 15, 16 із кожного боку кожного з означених шипів, і ці поверхні розраховані на прилягання до внутрішньої сторони 4 торцевого кільця 1, 2, працюючи як функціональні упори для означених кілець. Під час складання означені шипи 11,12 уводяться в протилежні вирізи 8 у напрямку до внутрішніх сторон 4 торцевих кілець, завдяки чому утворюються з'єднання ластівчиним хвостом. Шипове з'єднання ластівчиним хвостом не дозволяє опорним елементам 3 випадати з вирізів 8 у радіальному напрямку. Внутрішні опорні поверхні 15, 16 опорних елементів 3 взаємодіють із торцевими кільцями 1, 2 у такий чин, що означені кільця за фіксовуються у паралельному положенні відносно одне одного та з мінімально можливою відстанню між ними. Для одержання функціонально практичного осердя для викладених далі операцій, у якому ОЗНаченІ ОПОрНІ елемеНТИ 3 уТрИМуЮТЬСЯ уВИрІ- " зах 8 в аксіальному напрямку назовні, достатньою є функційна взаємодія протилежних бокови х no- ( верхонь шипів 9, 10 та вирізів 8. Таким чином, перевагою даного винаходу є те, що для одержання • функціонально надійніших з'єднань не треба використовувати ані цвяхи, ані клей. Кожен опорний елемент 3 має на його внутрішній стороні центральний жолоб 17, котрий пролягає між торцевими поверхнями 11,12 та має наперед визначений профіль. На фігурах 3 та 4 проілюстровано осердя згідно Із викладеним вище варіантом виконання винаходу Із тією різницею, що опорні елементи 3 є суттєво ширшими та вирізи 8 є суттєво довшими. Ширина опорних елементів 8 та їхня кількість обираються, серед інших речей, залежно від жорсткості та температури шлангів (труб) під час їх виготовлення та подальшого намотування. На фіг. 5 показано оснащення, котре встановлюється на осердя згідно з фіг. 1 задля утворення обертового вузла, як це проілюстровано детальніше на фіг. 6. Це оснащення складається з двох кругових колесоподібних жорстких опорних кілець 20, 21 Із металу, наприклад, із сталі або алюмінію, та з'єднувального елементу для взаємофіксації опорних кілець 20, 21. Кожне опорне кільце 20, 21 має зовнішню кільцеву частин у 22 із тр уби, маточину 23 та множину спиць 24, котрі підтримують та центрують маточину 23. В показаному варіанті виконання маточина 23 має повернутий назовні осьовий стрижень 25, а означений з'єднувальний елемент утворюється двома частинами 26, 27 вала, котрі стирчать із внутрішні х боків маточини 23 і з'єднуються одна з одною, утворюючи вісь обертання 28. Кожне опорне кільце 20, 21 також має на його внутрішній стороні центрувальний елемент 29, котрий є концентричним із означеною віссю обертання та має наперед визначений радіус. У варіанті виконання, показаному на кресленнях, центрувапьний елемент 29 являє собою суцільне кільце із зовнішньою циліндричною поверхнею, радіус якої відповідає радіусу опорної поверхні 7 торцевого кільця 1, 2 задля їхньої взаємодії без зазору. Частини вала 26, 27 фіксуються одна з одною за допомогою відповідного фіксуючого засобу (не показано). Опорні кільця 20, 21 розташовуються у такий чин відносно осердя, що кожна спиця 24 знаходиться між (щонайкраще еквідистантно) шипами 9, 10 двох суміжних опорних елементів 3. Готовий обертовий аузол, детальніше показаний на фіг. 6, далі встановлюється на намотувальну машину (верстат) (не показано) для намотування наперед визначеної порції шлангу (тр уби) ЗО або ж для виготовлення бухти 31, як це де* тальніше показано на фіг. 7. Як можна бачити, шланг ЗО прилягає до внутрішніх сторін торцевих кіпець 1, 2 та до внутрішніх сторін спиць 24. Одержана у такий чин бухта 31 далі закріплюється на осерді за допомогою множини бандажів 32, котрі легко протягуються вздовж жолобів 17 на внутрішніх сторонах 14 опорних елементів 3, оскільки во 29523 ни є незатулені І, таким чином, до них є доступ з обох боків центрувального кільця 29 опорного кільця 20, 21 та в радіальному напрямку зсередини та зовні Для захисту бухти 31 з боків бухти та поверх бухти під бандажі 32 підкладаються захисні елементи 34, 35 Після затягування та закріплення бандажів 32 Із утворенням суцільних з'єднань, як це показано на фіг 8, опорні кільця 20, 21 роз'єднуються одне від одного і знімаються з готового пакету (пакетованої бухти) 33, як це показано на фігурах 9 та 10, і виготовлений пакет є готовий для доставляння йо го до ро бочо го майданчик у, де у ФІГ. 1 Фіг. З Фіг. 5 суттєвій мірі аналогічне оснащення, що складається із двох опорних кілець із центрувальними елементами та з'єднувальним елементом, використовується разом із пакетом 33 задля повторного формування обертового вузла, котрий далі встановлюється на розмотувальному пристрої Після розрізання та зняття бандажів 32 шланг (трубу) ЗО можна розмотувати Осердя, що залишається, може бути частково або повністю спалене безпосередньо на МІСЦІ , в залежності від наявності в ньому елементів для повторного використання, наприклад опорних елементів 3 із алюмінію. , Фіг. 2 Фіг. 4 Фіг. 6 29523 Фіг. 8 7 Фїг. 9 ФІг.10 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул. Гагаріна, 101 (031 22 )3- 72- 89 (0 312 2) 2-5 7-0 3 в
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of coil of continuous flexible product and core for rotary unit for manufacture of coil of continuous flexible product
Автори англійськоюForsner Bo
Назва патенту російськоюСпособ изготовления бухты непрерывного гибкого продукта и сердечник для вращающегося узла для изготовления бухты непрерывного гибкого продукта
Автори російськоюФорснер Бо
МПК / Мітки
МПК: B65H 55/00, B65B 27/00, B65H 75/18, B65H 75/04
Мітки: бухти, гнучкого, спосіб, осердя, вузла, виготовлення, продукту, неперервного, обертового
Код посилання
<a href="https://ua.patents.su/6-29523-sposib-vigotovlennya-bukhti-neperervnogo-gnuchkogo-produktu-i-oserdya-dlya-obertovogo-vuzla-dlya-vigotovlennya-bukhti-neperervnogo-gnuchkogo-produktu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення бухти неперервного гнучкого продукту і осердя для обертового вузла для виготовлення бухти неперервного гнучкого продукту</a>
Спосіб виготовлення неперервного волокна із розплаву базальтових гірських порід

Номер патенту: 21887
Опубліковано: 30.04.1998
Автори: Сергєєв Володимир Петрович, Махова Марія Федорівна, Трефилов Віктор Іванович
МПК: C03B 37/01
Мітки: спосіб, розплаву, неперервного, гірських, волокна, виготовлення, базальтових, порід
Формула / Реферат:
Способ изготовления непрерывного волокна из расплава базальтовых горных пород, включающий дробление породы, плавление и выработку волокна через фильеры, отличающийся тем, что при дроблении используют базальтовую горную породу с модулем кислотности 4,7-6,5, плавление осуществляют в окислительной среде при температуре печи 1500-1600°С, а выработку волокна производят при температуре 1310-1370°С при условии:где η -...
Спосіб виготовлення гнучкого екранованого дроту
Номер патенту: 14380
Опубліковано: 25.04.1997
Автори: Шульга Ігор Якович, Піхтовніков Олександр Володимирович, Гонтар Анатолій Степанович, Гнатенко Валентин Іванович
МПК: H01B 13/22
Мітки: дроту, гнучкого, виготовлення, спосіб, екранованого
Формула / Реферат:
1. Способ изготовления гибкого экранированного провода, включающий двойное закручивание и раскручивание сердечника с намоткой на него повива проволок, отличающийся тем, что, с целью повышения производительности, повышения качества экранирующей обмотки и увеличения механической устойчивости элементов конструкции провода, перед намоткой повива проволок на сердечник накладывают слой материала, обладающего адгезией к материалу...
Спосіб виготовлення гнучкого абразивного інструменту
Номер патенту: 4590
Опубліковано: 28.12.1994
Автори: Собянін Сєргєй Євгеньєвич, Орловський Костянтин Євгенович, Лещов Євгеній Семенович, Абрашкевич Юрій Давидович, Камалєтдінов Равіль Абдуловіч, Макаров Олег Абрамович, Клюкін Алєксандр Ніколаєвіч
МПК: B24D 13/00, B24D 11/00
Мітки: інструменту, абразивного, виготовлення, гнучкого, спосіб
Формула / Реферат:
(57) Способ изготовления гибкого абразивного инструмента, при котором на эластичную основу наносят основной слой полимерного связующего и абразив, производят формование заготовки, затем дополнительно наносят на поверхность зерен слой полимерного связующего и термообрабатывают, отличающийся тем, что - толщину основного слоя выбирают равной 1/3-1/2 высоты размера абразивного зерна.
Спосіб виготовлення гнучкого троса приводу
Номер патенту: 274
Опубліковано: 30.04.1993
Автори: Прилуцький Олег Вольфович, Деркач Володимир Мінович, Зиков Юрій Сергійович, Чечель Микола Васильович, Ніколаєв Олександр Іванович
Мітки: спосіб, приводу, виготовлення, троса, гнучкого
Формула / Реферат:
Способ изготовления гибкого троса привода, включающий профилирование проволоки, навивку каркаса с последующим нанесением полимерного покрытия путем термообработки с помощью термочувствительной трубки, которые подвергают термообработке, отличающийся тем, что профилирование осуществляют путем непрерывного двухступенчатого обжатия, причем степень относительного обжатия на первой ступени составляет 3-15%, на второй - 25-16%, при этом каркас...
Спосіб виготовлення контактного вузла електричного апарата
Номер патенту: 6988
Опубліковано: 31.03.1995
Автори: Кригіна Тетяна Павлівна, Вайнблат Тетяна Іллівна, Павленко Юрій Петрович, Дзюба Александр Сергійович, Гапоненко Геннадій Миколайович, Кагановський Юрій Семенович
МПК: B22F 7/04, H01H 1/02, H01H 11/04
Мітки: контактного, спосіб, апарата, електричного, вузла, виготовлення
Формула / Реферат:
Способ изготовления контактного узла электрического аппарата с твердожидкой при рабочей температуре контактной накладкой, включающий прессование и спекание смеси тугоплавких порошков с одновременным припеканием контактной накладки к рельефной поверхности контактодержателя, отличающийся тем, что в смесь тугоплавких порошков вводят летучий галогенсодержащий компонент, смесь припрессовывают и спекают с одновременным припеканием к рельефной...
Попередній патент: Спосіб оцінки аварійно-небезпечних ділянок автошляху
Наступний патент: Спосіб зменшення проникності масиву гірничої породи через свердловини
Випадковий патент: Спосіб дренажування паливних баків повітряних кораблів