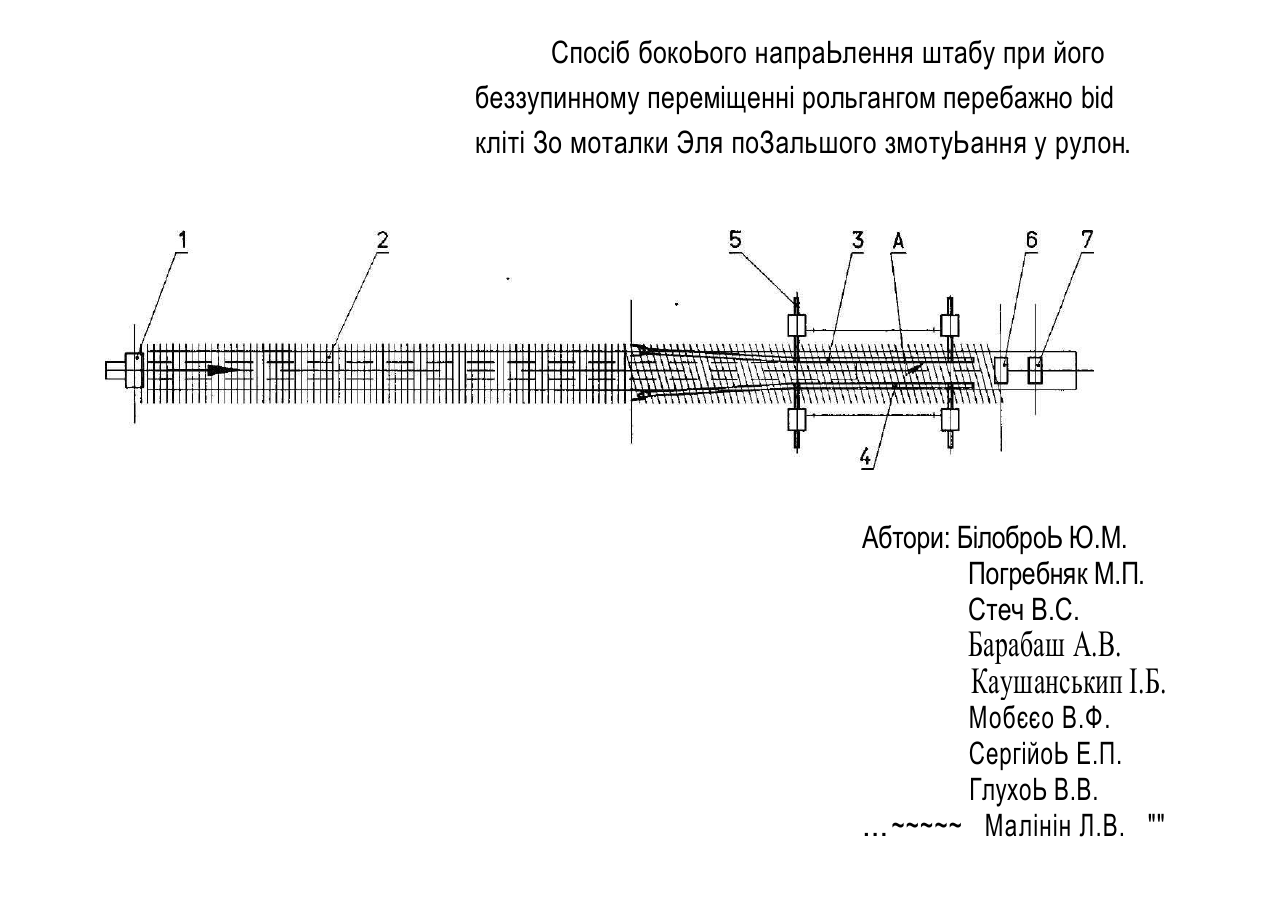
Спосіб бокового направлення штабу при його беззупинному переміщенні рольгангом переважно від кліті до моталки для подальшого змотування у рулон
Номер патенту: 32105
Опубліковано: 15.12.2000
Автори: Глухов Володимир Васильович, Малінін Леонід Вікторович, Каушанський Ігор Борисович, Сергійов Євген Павлович, Погребняк Микола Прокопович, Модєєв Віктор Федорович, Білобров Юрій Миколайович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович
Текст
Ш 6 6В21В39/14 Спосіб бокового направлення штабу при його беззупинному переміщенні рольгангом переважно від кліті до моталки для подальшого змотування у рулон. Винахід відноситься до області виробництва змотаного у рулон гарячекатаного штабу на прокатних станах. -* і Відомо пристрій для направлення штабу у стані гарячої прокатки при змотуванні у рулон по авторському свідотству №980889 В21В37/00, яке використовуєтся для виробництва металевого штабу. < \ Пристрій складається з приводних напрямних лінійок, встановлених з можливістю переміщення поперек вісі прокатки. . *v г Після входу штабу у район лінійок, які встановлені паралельно вісі прокатки лінійки зближують, центруючи тим самим штаб по дійсному його ПОЛОЖеННЮ. ," І Використання цього пристрію не дозволяє одержати якісний рулон, тому що бокові края штабу від жорсткого діяння на них лінійок мають рванини і не вдається вилучити телескопічність рулону, тому що перші і останні дільниці штабу будуть намотуватися на барабан у вільному стані, не ориєнтовані напрямними лінійками Крім того має місце інтенсивний знос робочих поверхнів лінійок. , , і Відомий також спосіб направлення штабу, що рухається по відповідному рольгангу до тягнущих роликів моталки, і підтримання цього напряму у процесі змотування штабу у рулон по патенту Німетчини №3116278 А1 В21В39/14. і Відповідно з цим способом направлення штабу здійснюється боковими напрямними лінійками, кожна з яких має два пневматичних циліндра, функціонально об'єднаних з лінійками для здійснення регулювання величини розхилу між ними. Попередньо налагодження розхилу між лінійками здійснюється за допомогою гвинтів і гайок (умовно не зображені). Регулювання розхилу між лінійками виконується за допомогою пневматичних циліндрів у той момент, що разраховується пристрієм по вихідним сигналам з датчика, який реєструє швидкість транспортування штабу, і з датчика, що реєструє факт входження штабу у зону дії лінійок. Спочатку між напрямними лінійками при ширині штабу W встановлюють розхил W+2a Коли штаб S, входить у зону дії лінійок розхил між лінійками зменшується до розміру (величини) W+2& при цьому 2а-2р=2Х, де Х-хід -гпневматичного циліндру. Таким чином штаб направляється вздовж вісі лінії прокатки. Недоліком цього способу є неможливість точного регулювання розхилу між лінійками, тому що пневматичні циліндри працюють у режимі "від упору до упору" у наслідок чого: розхил між лінійками повинен бути достатньо великим, тому що штаб по своїй довжині має різну ширину і необхідно передбачити можливість направлення штабу самої великої ширини, при цьому може бути бокове зрушення вузьких дільниць штабу, яке призведе до телескопічності рулону: - що до більш широких дільниць штабу, то в цьому разі виникають і інші проблеми, які пов'язані з пошкодженням країв штабу, підвищенням зносу напрямних лінійок, а в деяких випадках навіть до з'явлення нештатних ситуацій ( штаб, перестрибує через лінійки). Відомий також спосіб регулювання бокового положення штабу, який виходить з прокатного стану для подальшої намотки, описаний у патенті ДЕ 4129988 С2 В21В 39/14 (див. крес. 7в, 7г, 7д, 7е, 8). Спочатку між напрямними лінійками за допомогою гідравлічних циліндрів встановлюється розхил рівний Wi+2a. Де Wi - миттєво змінюється та реєструється датчиками ширини штабу, а -приблизно 50 мм. Після того як передній кінець штабу входить у зону дії напрямних лінійок, блок управління подає на кожний гідроциліндр сигнал на здійснення ходу так званої 1-ї ступені регулювання, внаслідок чого розхил поміж лінійками встановлюється рівним Wi+2p, де р - приблизно 15 мм. Після того , як передній кінець штабу потрапляє у тягнущі ролики блок управління подає на кожний гідроциліндр сигнал на здійснення ходу так званої 2-ї ступені регулювання. У наслідок цього розхил між напрямними лінійками встановлюють \Л/і+2у, де у - приблизно 0......5 мм. З цього моменту одна з лінійок стає базовою (її положення не змінюється), а друга відсліджуе можливу різницю у ширині штабу по її довжині, витримуючи лінійний зазор між штабом та лінійками. По зрівнянню з раніше написаним, такий спосіб має ряд переваг; - можливість "відсліджування" різної ширини штабу по її довжині, за рахунок використання гідравлічного приводу замість пневматичного, що дозволяє витримати коридор між лінійками мінімальної ширини, виключаючи при цьому пошкодження країв штабу, інтенсивне зношення лінійок; і - зниження зазорів між боковими сторонами переднього кінця штабу та лінійками, за рахунок першої ступені регулювання, що зменшує телескопічність рулону. , Разом з цим зазначений спосіб має недоліки: іа ] - наявність між штабом та лінійками бокового зазору 2р дозволяє можливість вільного переміщення переднього кінця штабу у межах цього зазору, що сприяє появі телескопічності рулону на перших витках; - складність управління напрямом переднього кінця штабу (двохступінчате регулювання зазору з переміщенням до бокових країв штабу, що рухається не тільки сканірующою лінійкою, а і базовою). При направленні тонкого штабу, що рухається зі швидкістю приблизно 10-12 м/с, такий спосіб може призвести до з'явлення нештатних ситуацій ("зморшки", "забурювання"). ~ І До основи винаходу поставлена задача отримання якісного рулону штабового матеріалу за рахунок зменшення телескопічності рулону. Ця задача вирішується за рахунок технічного результату, який міститься у підвищенні точності регулювання положення штабу по усій його довжині відносно бокового напрямного пристрою за рахунок вимушеного зтщення штабу до базової лінійки і утримання його у заданому положенні базовою лінійкою. І Для досягнення зазначенного технічного результату у способі бокового напряму штабу при його беззупинному переміщенні від кліті до моталки для подальшого" змотування у рулон, при якому штаб направляють по меншій мірі двома приводними лінійками, одну з яких, що є базовою, переміщують та встановлюють у залежності від ширини штабу і здійснюють вимушений контакт торця штабу з робочою поверхнею базової лінійки, переміщують та встановлюють базову лінійку на відстань, що не менше половини номінальної ширини штабу відносно вісі рольгангу до початку переміщення штабу і спрямовують штаб у район лінійок під кутом до базової лінійки, здійснюючи контакт бокового торця штабу з. робочою поверхньою згаданої базової лінійки примусово. І Між відрізняючими ознаками винаходу та технічним результатом є причиново-слідствуючий зв'язок. Завдяки встановленню базової лінійки відносно вісі рольгангу на відстані не менше половини номінальної ширини штабу, що співпадає з віссю прокатної кліті, штаб, що вийшов з валків кліті, можливо у подальшому передавати без зміщення на барабан моталки та якісно без телескопу формувати витки рулону; ,_ г Завдяки тому, що після входу у зону напрямних лінійок штаб примусово направляють під кутом до базової лінійки, встановленної стаціонарно, здійснюють постійний контакт одного торця штабу з робочою поверхнею базової лінійки і штаб потрапляє на барабан моталки у положенні, при якому одна його бокова поверхня, починаючи з самого початку штабу зафіксована від зміщення у напрямі, перпендикулярному гололвному переміщенню штабу, і при змотувані рулону не виникає телескопу зі сторони жорсткого базування штабу, що позитивно впливає на якість рулону штабового матеріалу. Виключення з зазначеної вище сукупності відрізняючих ознаків хоча б одної ознаки не забеспечує досягнення якісного рулону штабового матеріалу. Запропонований спосіб бокового направлення штабу, як і відомий складається із наступних схожих ознаків: - направлення штабу по меншій мірі двома рушійними лінійками; - переміщення та встановлення базової лінійки у залежності від ширини штабу; і - здійснення вимушеного контакту бокового торця штабу з робочою поверхнею базової лінійки. І У результаті порівняльного аналізу запропонованого способу та прототипу встановлено, що заявляємий спосіб має: І - новий порядок виконання дій у часу (базову лінійку встановлюють один раз на усю партію штабу заданої ширини до виходу штабу з валків кліті на розмір, не менше половини ширини штабу відносно вісі рольгангу;) - нову умову, що запезпечує здійснення контакту бокового торця штабу з базовою лінійкою (направлення штабу у районі лінійок під кутом до базової, що досягається перекосом вісей роликів рольгангу у горизонтальній площині. Заявляємий винахід не відомий з рівня техніки, тому він є новий. Заявляємий винахід має винахіднецький рівень тому, що описаний вище спосіб направлення штабу для фахівця напевним чином не походить з рівня техніки. Заявляємий винахід промислово застосований і його реалізація не містить конструктивних та технологічних труднощів і може бути використаний на нових об'єктах, що будуються та при реконструкцій" діючих станів. . . .j Із усього вище викладеного можна зробити висновок про те, що запропоноване технічне рішення відповідає усим критеріям винаходу і йому може бути представлена правова охорона. і ЛІ Винахід пояснюється кресленнями, на яких зображено: - на - вид зверху дільниці прибирання рулонів. Заявляємий спосіб бокового направлення штабу здійснюється на прокатному стані з слідуючим обладнанням. Остання чистова клітьі, відводячий роликовий рольганг 2, розташовані у кінцевій частині рольгангу напрямні лінійки, що складаються з бокової напрямної лінійки 3 та слідящої (сканіруючої) лінійки 4. Лінійки 3 та 4 приводяться до руху гідроциліндрами 5, закольцованими у єдину систему і розміщенними зі сторін лінійок, протилежних тим, що контактують з руховим штабом. ' У зоні встановлення напрямних лінійок 3 та 4 ролики рольгангу 2 встановлені з нахилом їх подовжніх вісей у горизонтальній площині таким чином, що між вїсями цих роликів та робочою поверхньою "А", що контактує у процесі роботи зі штабом, базової лінійки 3 утворюються тупі кути зі сторони направлення руху металу. За рольгангом з напрямними лінійками розміщені тянучі ролики 6 та барабан моталки 7. , і • Заявляємий спосіб бокового направлення штабу реалізується таким чином. ] До початку прокатки партії штабу зазначених типорозмірів подається команда на усі вузли прокатного стану для переналагодження. Потрапляє така команда і на напрямні лінійки; відпрацьовуючи цю команду базова лінійка 3 її гідроціліндрами 5 встановлюється і закріплюється відносно вісі рольгагну на відстань, рівний половині ширини штабу з рахунком величини допуску на ширину штабу і зазору, який дорівнюється 40-50 мм. Після виходу з чистової кліті штаб потрапляє на ролики рольгангу 2. При підході до напрямних лінійок 3 та 4 штаб потрапляє на похиловстановлені ролики рольгагну 2 та продовжує свій рух; при цьому похилими роликами штаб відводиться у бік до зафіксованої базової лінійки З, контактуючи своїм боковим торцем, починаючи з переднього кінця штабу до його останніх дільниць з робочою поверхньою "А" базової лінійки З, що утримується нерухомо її гідроциліндрами 5. \ Після потраплення переднього кінця штабу у тягнучі ролики 6 вступає у роботу сканіруюча лінійка 4, котра її гідроциліндрами 5 періодично підводиться до штабу,що рухається. При цьому лінійка 4 підштовхує штаб, короткочасно контактуючи з боковою її поверхньою, після чого відходить від нього на відстань 2-3 мм, забеспечуючи достатньо вузький коридор для рухомого штабу,не пошкоджуючи його країв, до слідуючого контакту, що повторюється через 3-4 секунди. Цей процес повторюється увесь період змотування штабу до формування готового рулону. Після початку прокатки штабу слідуючого сортаменту вище описаний процес повторюється. Використання замовляємого способу бокового направлення штабу при його намотуванні на барабан дозволяє одержати рулон штабу, у котрому одна основа сформовна рівною, без виступів країв (зі сторони базової лінійки), що підвищує якість готового продукту. _________ Спосіб бокоЬого напраЬлення штабу при його беззупинному переміщенні рольгангом перебажно bid кліті Зо моталки Эля поЗальшого змотуЬання у рулон. Абтори: БілоброЬ Ю.М. Погребняк М.П. Стеч B.C. Барабаш А.В. Каушанськип І.Б. Мобєєо В.Ф. СергійоЬ Е.П. ГлухоЬ В.В. ...~~~~~ Малінін Л.В. ""
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of lateral guiding of strip at its continuous displacement by roller bed mainly from the stand to the winder for further coiling
Автори англійськоюBilobrov Yurii Mykolaiovych, Pohrebniak Mykola Prokopovych, Stech Volodymyr Stanislavovych, Barabash Andrii Volodymyrovych, Kaushanskyi Ihor Borysovych, Modieiev Viktor Fedorovych, Serhiiov Yevhen Pavlovych, Hlukhov Volodymyr Vasyliovych, Malinin Leonid Viktorovych
Назва патенту російськоюСпособ бокового направления полосы при ее непрерывном перемещении рольгангом преимущественно от клети к моталке для дальнейшего сматывания в рулон
Автори російськоюБилобров Юрий Николаевич, Погребняк Николай Прокофьевич, Стеч Владимир Станиславович, Барабаш Андрей Владимирович, Каушанский Игорь Борисович, Модеев Виктор Федорович, Сергиев Евгений Павлович, Глухов Владимир Васильевич, Малинин Леонид Викторович
МПК / Мітки
МПК: B21B 39/14
Мітки: направлення, переважно, спосіб, штабу, моталки, беззупинному, подальшого, рольгангом, бокового, рулон, переміщенні, кліті, змотування
Код посилання
<a href="https://ua.patents.su/6-32105-sposib-bokovogo-napravlennya-shtabu-pri-jjogo-bezzupinnomu-peremishhenni-rolgangom-perevazhno-vid-kliti-do-motalki-dlya-podalshogo-zmotuvannya-u-rulon.html" target="_blank" rel="follow" title="База патентів України">Спосіб бокового направлення штабу при його беззупинному переміщенні рольгангом переважно від кліті до моталки для подальшого змотування у рулон</a>
Пристрій для безперервного намотування у рулон і змотування з рулону гнучких плоских виробів
Номер патенту: 4752
Опубліковано: 28.12.1994
Автор: Вальтер Райст
МПК: B65H 29/66
Мітки: намотування, рулону, плоских, безперервного, виробів, гнучких, пристрій, рулон, змотування
Формула / Реферат:
1. Устройство для непрерывной намотки в рулон и сматывания с рулона гибких плоских изделий, преимущественно расположенных каскадом печатных изделий, содержащее намоточный сердечник для наматываемых или сматываемых плоских изделий, привод его вращения, питающую катушку для намоточной ленты, ленточный конвейер для подвода изделий к намоточному сердечнику или их отвода от него, включающий бесконечный гибкий конвейерный орган, охватывающий...
Спосіб формування бокового відводу, переважно трубчатого виробу, футерованого фторполімером
Номер патенту: 17211
Опубліковано: 01.04.1997
Автори: Северин Сергій Семенович, Душєнков Анатолій Стєпановіч, Грязнов Ігор Васильович
МПК: B32B 1/00, B29D 23/00
Мітки: відводу, виробу, трубчатого, футерованого, фторполімером, спосіб, переважно, бокового, формування
Формула / Реферат:
Способ формования бокового отвода, преимущественно трубчатого изделия, футерованного фторполимером, основанный на установке металлического патрубка отвода на фторопластовую трубу, захвате и разогреве ее в зоне вытягивания, вытягивании фторопластового отвода выше фланца металлического патрубка отвода с последующей термофиксацией и отбортовкой фторопласта на фланец патрубка разогретыми конусами, отличающийся тем, что после установки...
Спосіб направлення і розвороту сталевої стрічки під час її переміщення крізь установку для безперервної обробки і пристрій для його здійснення
Номер патенту: 26340
Опубліковано: 30.08.1999
Автори: Ріхерт Вітольд, Вангерін Герхард
МПК: B65H 20/00, B21B 41/00
Мітки: установку, розвороту, безперервної, крізь, пристрій, спосіб, обробки, здійснення, направлення, сталевої, переміщення, стрічки
Формула / Реферат:
1. Способ направления и разворота стальной ленты при ее перемещении через установку для непрерывной обработки с несколькими позициями обработки, при котором направление прохождения и/или линии прохождения ленты произвольно регулируют, ленту вводят в колонну для разворота, в которой аналогично вертикальному петлевому накопителю пропускают через вертикально расположенные на расстоянии друг от друга верхние и нижние направляющие ролики, и...
Спосіб направлення повітря для провітрювання крупок і круповійка для його здійснення
Номер патенту: 26092
Опубліковано: 30.04.1999
Автор: Мюллер Роман
МПК: B07B 4/08
Мітки: крупок, круповійка, провітрювання, повітря, спосіб, направлення, здійснення
Формула / Реферат:
1. Способ направления воздуха для провеивания крупок, включающий подачу воздуха через несколько установленных с возможностью вибрации и образующих отделение провеивания ситовых ярусов, имеющих отводы для продукта схода с сита и регулируемые отводящие патрубки для перевода просеянного продукта в два или большее количество сборных лотков, очистку и отсасывание через трубопровод прошедшего через сотовые ярусы воздуха, его возврат через...
Спосіб додаткового упаковування вантажів за допомогою плівки, що розтягується, машина та вузький рулон плівки для його здійснення
Номер патенту: 25913
Опубліковано: 26.02.1999
Автори: ЖАКОНЕЛЛІ Жорж, МАРТЕН-КОШЕ Жан-Поль
МПК: B65B 11/06, B65B 61/00, B65B 11/02
Мітки: плівки, здійснення, вантажів, спосіб, допомогою, додаткового, розтягується, упаковування, рулон, вузький, машина
Формула / Реферат:
1. Способ дополнительной упаковки грузов, перегруппированных в груз с поддонами или без них с помощью растяжимой пленки, перемещаемой вокруг указанного груза и, в случае необходимости, вокруг поддона, после того, как она была предварительно растянута и перемотана с узкого рулона или аналога, в котором она хранится в предварительно растянутом состоянии, отличающийся тем, что пленку предварительно растягивают на величину порядка 150 - 500% и...
Попередній патент: Спечений твердий сплав
Наступний патент: Система живлення для двигуна внутрішнього згоряння
Випадковий патент: Установка для випробування матеріалів на динамічний розтяг