Спосіб виготовлення елементів салону літака з термопластичних матеріалів
Номер патенту: 32655
Опубліковано: 15.02.2001
Автори: Дерке Олександр Войтехович, Науменко Павло Олегович, Протасов Олексій Юр'євич, Логвиненко Юрій Олександрович
Текст
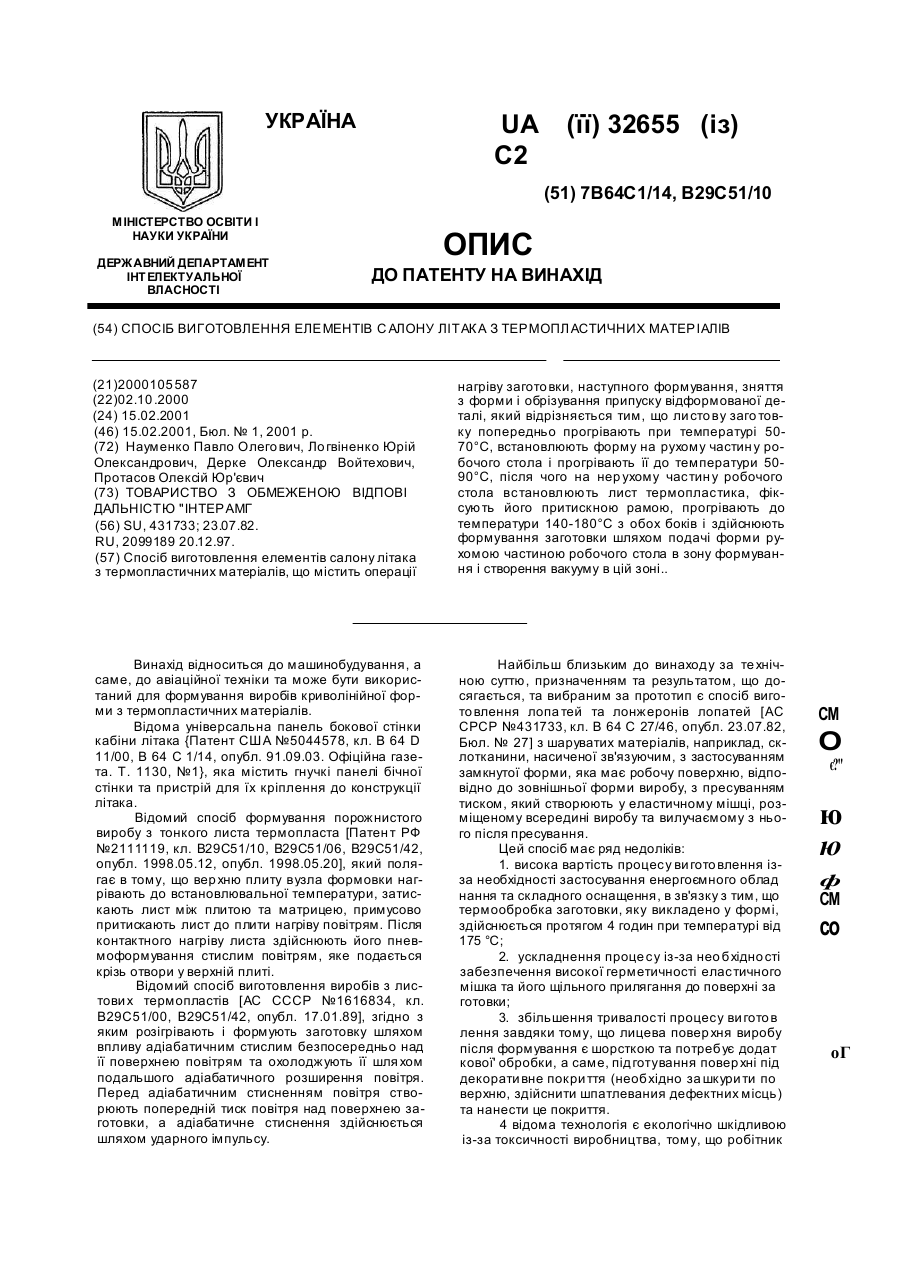
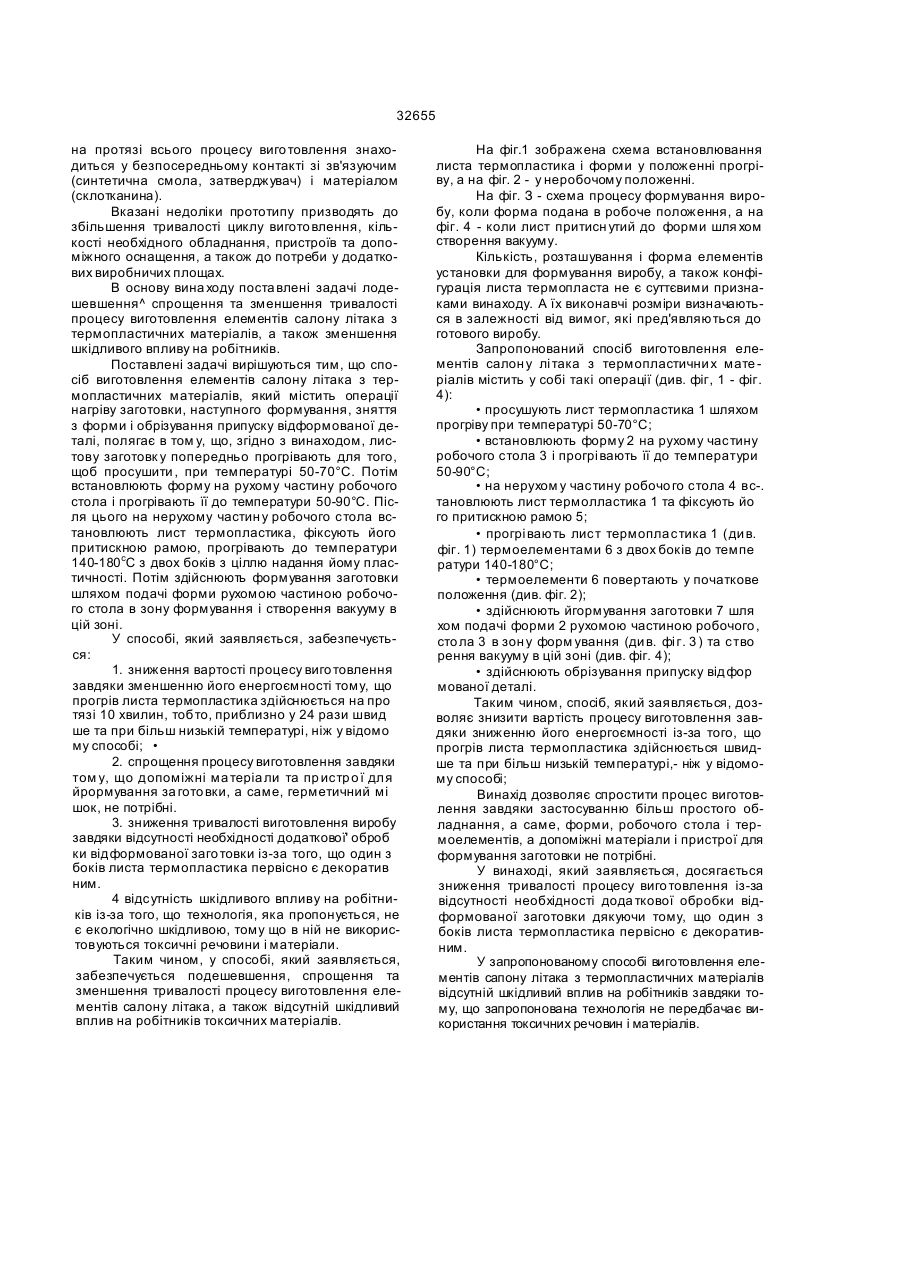
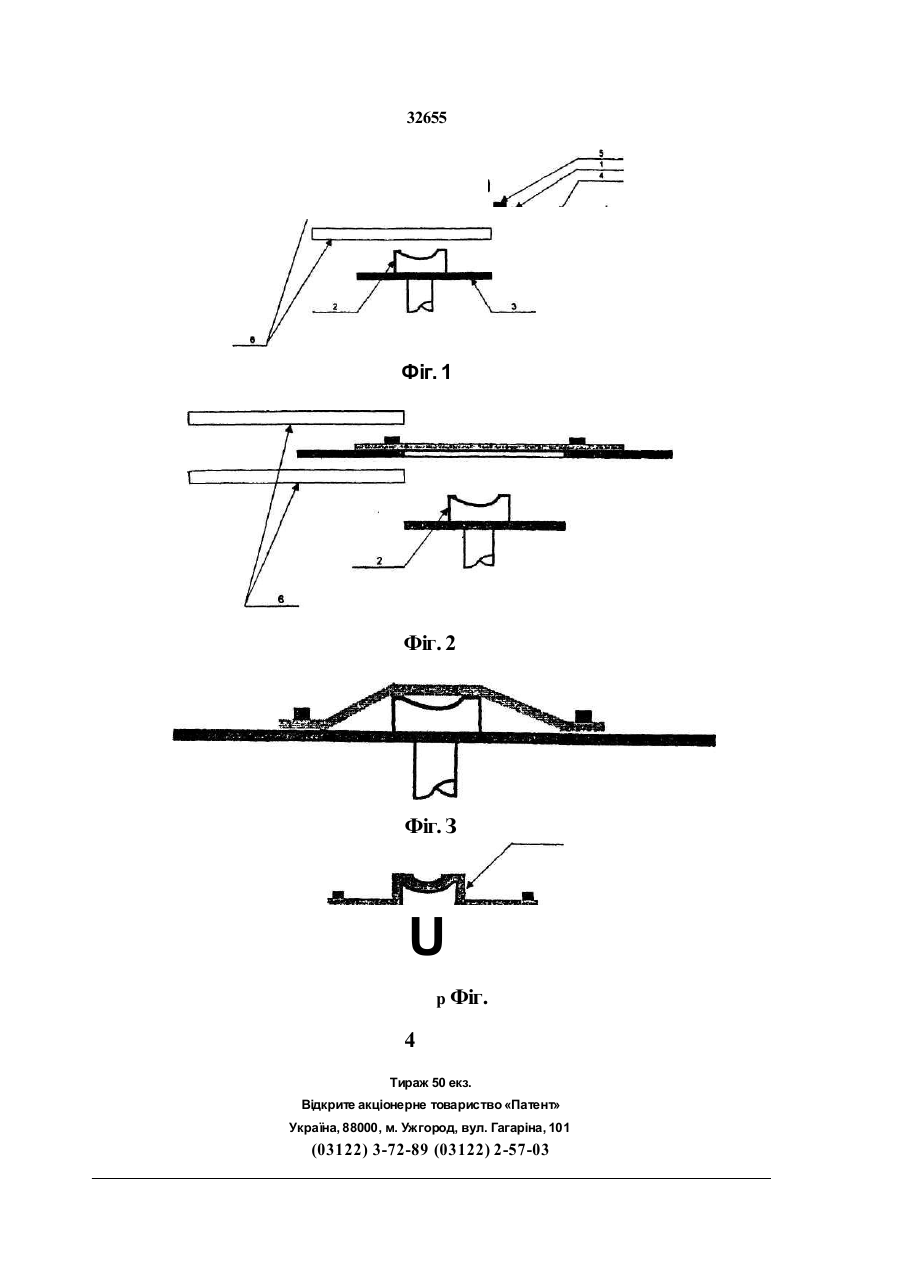
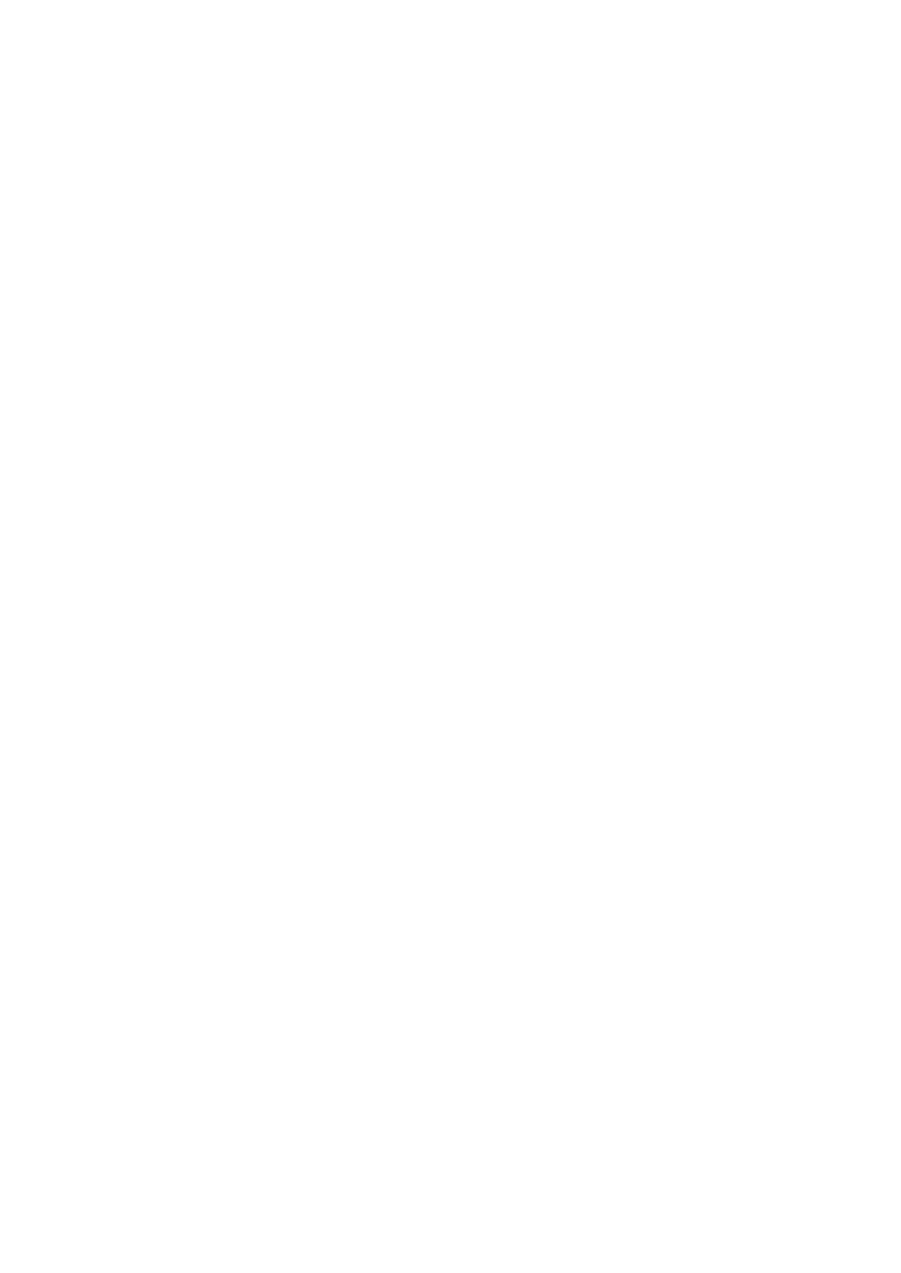
Спосіб виготовлення елементів салону літака з термопластичних матеріалів, що містить операції нагріву загото вки, наступного формування, зняття з форми і обрізування припуску відформованої деталі, який відрізняється тим, що ли сто ву заго товку попередньо прогрівають при температурі 5070°С, встановлюють форму на рухому частин у робочого стола і прогрівають її до температури 5090°С, після чого на нер ухому частин у робочого стола встановлюють лист термопластика, фіксують його притискною рамою, прогрівають до температури 140-180°С з обох боків і здійснюють формування заготовки шляхом подачі форми рухомою частиною робочого стола в зону формування і створення вакууму в цій зоні.. Винахід відноситься до машинобудування, а саме, до авіаційної техніки та може бути використаний для формування виробів криволінійної форми з термопластичних матеріалів. Відома універсальна панель бокової стінки кабіни літака {Патент США №5044578, кл. В 64 D 11/00, В 64 С 1/14, опубл. 91.09.03. Офіційна газета. Т. 1130, №1}, яка містить гнучкі панелі бічної стінки та пристрій для їх кріплення до конструкції літака. Відомий спосіб формування порожнистого виробу з тонкого листа термопласта [Патен т РФ №2111119, кл. В29С51/10, В29С51/06, В29С51/42, опубл. 1998.05.12, опубл. 1998.05.20], який полягає в тому, що вер хню плиту вузла формовки нагрівають до встановлювальної температури, затискають лист між плитою та матрицею, примусово притискають лист до плити нагріву повітрям. Після контактного нагріву листа здійснюють його пневмоформування стислим повітрям, яке подається крізь отвори у верхній плиті. Відомий спосіб виготовлення виробів з листови х термопластів [АС СССР №1616834, кл. В29С51/00, В29С51/42, опубл. 17.01.89], згідно з яким розігрівають і формують заготовку шляхом впливу адіабатичним стислим безпосередньо над її поверхнею повітрям та охолоджують її шля хом подальшого адіабатичного розширення повітря. Перед адіабатичним стисненням повітря створюють попередній тиск повітря над поверхнею заготовки, а адіабатичне стиснення здійснюється шляхом ударного імпульсу. Найбільш близьким до винаходу за те хнічною суттю, призначенням та результатом, що досягається, та вибраним за прототип є спосіб вигото влення лопа тей та лонжеронів лопатей [АС СРСР №431733, кл. В 64 С 27/46, опубл. 23.07.82, Бюл. № 27] з шаруватих матеріалів, наприклад, склотканини, насиченої зв'язуючим, з застосуванням замкнутої форми, яка має робочу поверхню, відповідно до зовнішньої форми виробу, з пресуванням тиском, який створюють у еластичному мішці, розміщеному всередині виробу та вилучаємому з нього після пресування. Цей спосіб має ряд недоліків: 1. висока вартість процесу ви гото влення ізза необхідності застосування енергоємного облад нання та складного оснащення, в зв'язку з тим, що термообробка заготовки, яку викладено у формі, здійснюється протягом 4 годин при температурі від 175 °С; 2. ускладнення проце су із-за нео бхідно сті забезпечення високої герметичності еластичного мішка та його щільного прилягання до поверхні за готовки; 3. збільшення тривалості процесу ви гото в лення завдяки тому, що лицева повер хня виробу після формування є шорсткою та потребує додат кової' обробки, а саме, підготування повер хні під декорати вне покри ття (необхідно за шкури ти по верхню, здійснити шпатлевания дефектних місць) та нанести це покриття. 4 відома технологія є екологічно шкідливою із-за токсичності виробництва, тому, що робітник CM О є?" ю ю ф CM со оГ 32655 на протязі всього процесу виго товлення знаходиться у безпосередньому контакті зі зв'язуючим (синтетична смола, затверджувач) і матеріалом (склотканина). Вказані недоліки прототипу призводять до збільшення тривалості циклу вигото влення, кількості необхідного обладнання, пристроїв та допоміжного оснащення, а також до потреби у додаткових виробничих площах. В основу вина ходу поста влені задачі лодешевшення^ спрощення та зменшення тривалості процесу виготовлення елементів салону літака з термопластичних матеріалів, а також зменшення шкідливого впливу на робітників. Поставлені задачі вирішуються тим, що спосіб виготовлення елементів салону літака з термопластичних матеріалів, який містить операції нагріву заготовки, наступного формування, зняття з форми і обрізування припуску відформованої деталі, полягає в том у, що, згідно з винаходом, листову заготовк у попередньо прогрівають для того, щоб просушити , при температурі 50-70°С. Потім встановлюють форму на рухому частину робочого стола і прогрівають її до температури 50-90°С. Після цього на нерухому частин у робочого стола встановлюють лист термопластика, фіксують його притискною рамою, прогрівають до температури 140-180сС з двох боків з ціллю надання йому пластичності. Потім здійснюють формування заготовки шляхом подачі форми рухомою частиною робочого стола в зону формування і створення вакууму в цій зоні. У способі, який заявляється, забезпечується: 1. зниження вартості процесу виго товлення завдяки зменшенню його енергоємності тому, що прогрів листа термопластика здійснюється на про тязі 10 хвилин, тобто, приблизно у 24 рази швид ше та при більш низькій температурі, ніж у відомо му способі; • 2. спрощення процесу виготовлення завдяки том у, що допоміжні ма теріа ли та пр истр о ї для йрормування за гото вки, а саме, герметичний мі шок, не потрібні. 3. зниження тривалості виготовлення виробу завдяки відсутності необхідності додаткової' оброб ки відформованої заго товки із-за того, що один з боків листа термопластика первісно є декоратив ним. 4 відсутність шкідливого впливу на робітників із-за того, що технологія, яка пропонується, не є екологічно шкідливою, тому що в ній не використовуються токсичні речовини і матеріали. Таким чином, у способі, який заявляється, забезпечується подешевшення, спрощення та зменшення тривалості процесу виготовлення елементів салону літака, а також відсутній шкідливий вплив на робітників токсичних матеріалів. На фіг.1 зображена схема встановлювання листа термопластика і форми у положенні прогріву, а на фіг. 2 - у неробочому положенні. На фіг. З - схема процесу формування виробу, коли форма подана в робоче положення, а на фіг. 4 - коли лист притисн утий до форми шля хом створення вакууму. Кількість, розташування і форма елементів установки для формування виробу, а також конфігурація листа термопласта не є суттєвими признаками винаходу. А їх виконавчі розміри визначаються в залежності від вимог, які пред'являються до готового виробу. Запропонований спосіб виготовлення елементів салон у лі така з термопластични х мате ріалів містить у собі такі операції (див. фіг, 1 - фіг. 4): • просушують лист термопластика 1 шляхом прогріву при температурі 50-70°С; • встановлюють форму 2 на рухому частину робочого стола 3 і прогрі вають її до температури 50-90°С; • на нерухом у частину робочо го стола 4 вс-. тановлюють лист термолластика 1 та фіксують йо го притискною рамою 5; • прогрі вають лист термопластика 1 (ди в. фіг. 1) термоелементами 6 з двох боків до темпе ратури 140-180°С; • термоелементи 6 повертають у початкове положення (див. фіг. 2); • здійснюють йгормування заготовки 7 шля хом подачі форми 2 рухомою частиною робочого , сто ла 3 в зон у форм ування (ди в. фі г. 3 ) та ство рення вакууму в цій зоні (див. фіг. 4); • здійснюють обрізування припуску відфор мованої деталі. Таким чином, спосіб, який заявляється, дозволяє знизити вартість процесу виготовлення завдяки зниженню його енергоємності із-за того, що прогрів листа термопластика здійснюється швидше та при більш низькій температурі,- ніж у відомому способі; Винахід дозволяє спростити процес виготовлення завдяки застосуванню більш простого обладнання, а саме, форми, робочого стола і термоелементів, а допоміжні матеріали і пристрої для формування заготовки не потрібні. У винаході, який заявляється, досягається зниження тривалості процесу виго товлення із-за відсутності необхідності дода ткової обробки відформованої заготовки дякуючи тому, що один з боків листа термопластика первісно є декоративним. У запропонованому способі виготовлення елементів сапону літака з термопластичних матеріалів відсутній шкідливий вплив на робітників завдяки тому, що запропонована технологія не передбачає використання токсичних речовин і матеріалів. 32655 Фіг. 1 Фіг. 2 Фіг. З U р Фіг. 4 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3-72-89 (03122) 2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of elements of cabin of thermosetting materials
Автори англійськоюNaumenko Pavlo Olehovych, Lohvynenko Yurii Oleksandrovych, Derke Oleksandr Voitekhovych, Protasov Oleksii Yuriiovych
Назва патенту російськоюСпособ изготовления элементов салона самолета из термопластичных материалов
Автори російськоюНауменко Павел Олегович, Логвиненко Юрий Александрович, Дерке Александр Войтехович, Протасов Алексей Юрьевич
МПК / Мітки
МПК: B29C 51/10, B64C 1/14
Мітки: термопластичних, літака, салону, матеріалів, елементів, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-32655-sposib-vigotovlennya-elementiv-salonu-litaka-z-termoplastichnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення елементів салону літака з термопластичних матеріалів</a>
Установка для безперервного виготовлення труб з термопластичних матеріалів
Номер патенту: 11502
Опубліковано: 25.12.1996
Автори: Корпухов Володимир Миколайович, Зверлін Валерій Григорович, Мазур Олександр Іустинович, Дибан Євген Павлович
МПК: B29C 47/88, B29D 23/18, B29L 23/00, B29C 35/04
Мітки: безперервного, матеріалів, виготовлення, труб, установка, термопластичних
Формула / Реферат:
Установка для непрерывного изготовления труб из термопластичных материалов, содержащая экструдер, полуформы, смонтированные на двух бесконечных цепях, установленный на обратной ветви каждой цепи напорный короб переменного сечения, соединенный подающим трубопроводом с вентилятором подачи воздуха, отличающаяся тем, что, с целью уменьшения затрат на производство единицы продукции за счет повышения производительности установки и сокращения...
Спосіб виготовлення виробів з оптичних та сцинтиляційних матеріалів
Номер патенту: 29878
Опубліковано: 15.11.2000
Автори: Давиденко Микола Іванович, Трохименко Володимир Васильович
МПК: C30B 35/00
Мітки: виробів, сцинтиляційних, спосіб, матеріалів, виготовлення, оптичних
Формула / Реферат:
1. Спосіб виготовлення виробів із оптичних та сцинтиляційних матеріалів, включаючий різання циліндричної заготовки аксіально її бокової поверхні на оболонки товщиною h, нагрівання оболонки для переведення її в область пластичності і розгортання у виріб, який відрізняється тим, що оболонку вирізають довжиною І, причому І<4pR, де R - радіус оболонки, а розгортають оболонку за допомогою розгортаючого пристрою при цьому перемішують...
Пристрій для зварювання термопластичних матеріалів
Номер патенту: 30653
Опубліковано: 15.12.2000
Автори: Поляков Микола Васильович, Ємченко Ольга Миколаєвна, Москаленко Володимир Іванович, Піскунов Микола Володимирович, Казаков Ігор Анатольович, Москаленко Іван Юхимович, Нейман Олександр Ігоревич, Ітунін Віліан Фишлевич
МПК: B29C 65/18, B29C 65/38
Мітки: зварювання, пристрій, термопластичних, матеріалів
Формула / Реферат:
Пристрій для зварювання термопластичних матеріалів, що містить опорну та притискну плити, гнучкий нагрівальний елемент, зафіксований на опорній плиті за заданою траєкторією шва і підключений до джерела струму, який відрізняється тим, що нагрівальний елемент закріплено на опорній плиті за допомогою кріпильних елементів, наприклад, скоб, а притискна плита має канавку, розташовану над нагрівальним елементом, яка повторює його конфігурацію по...
Спосіб формування вузлів взуття з термопластичних матеріалів і пристрій для його здійснення
Номер патенту: 20837
Опубліковано: 07.10.1997
Автори: Бабіч Антоніна Іванівна, Лукаш Ігор Григорович, Якубова Людмила Володимирівна, Ценова Людмила Володимирівна, Коновал Віктор Павлович, Надточій Валерій Васильович
МПК: A43D 95/00, A43D 11/00
Мітки: здійснення, формування, пристрій, матеріалів, вузлів, термопластичних, спосіб, взуття
Формула / Реферат:
1. Способ формования узлов обуви из термопластичных материалов путем нагрева их на нагреваемых пуансонах до температуры 100-150°С с последующим охлаждением на охлаждаемых пуансонах до температуры -5 - +5°С с обжимом обжимными матрицами, отличающийся тем, что охлаждение на охлаждаемых пуансонах осуществляют с их экранированием от тепловых потоков, излучаемых нагреваемыми пуансонами с матрицами, причем экранирование осуществляется потоком...
Спосіб одержання нетканих голкопроколюваних матеріалів з термопластичних волокон
Номер патенту: 12839
Опубліковано: 28.02.1997
Автори: Карл Мюлбергхубер, Хайнріх Шнайдер, Хайнц Боксрукер
МПК: D04H 1/46
Мітки: матеріалів, нетканих, спосіб, волокон, голкопроколюваних, термопластичних, одержання
Формула / Реферат:
1. Способ получения нетканых иглопрокалываемых материалов из термопластичных волокон, заключающийся в упрочнении иглопрокалывания предварительно обработанного полотна прочеса, полученного из соединенных нитей, вытянутых из прядильных установок, отличающийся тем, что предварительную обработку полотна прочеса осуществляют путем термического сцепления прочеса на обеих поверхностях полотна и последующего смешивания нитей прочеса с замасливателем,...
Попередній патент: Елемент конструкції літального апарата та спосіб його виготовлення
Наступний патент: Сидіння транспортного засобу
Випадковий патент: Спосіб вимірювання втрат напруги в колах вимірювань та обліку електроенергії