Спосіб зняття грата після контактного стикового зварювання
Номер патенту: 309
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Лазебний Іван Леонтійович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович
Формула / Реферат
(57) 1. СПОСОБ СЪЕМА ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ, заключающийся в том, что детали освобождают от усилия зажатия в подвижном зажиме, на котором закреплены резцы, и протягивают профильные резцы через горячий стык усилием осадки, отличающийся тем, что, с целью повышения производительности сварки и стабильности съема грата, съем грата производят в два этапа: на первом подают резцы к стыку прерывисто-поступательным движением, а протягивают резцы через горячий стык на втором этапе.
2. Способ по п. 1, отличающийся тем, что прерывисто-поступательное движение резцов к стыку создают движением подвижного зажима относительно неподвижного зажима, при этом освобождение детален от усилия зажатия в указанных зажимах производят согласованно.
3. Способ по пп. 1 и 2, отличающийся тем, что на втором этапе, при протягивании резцов через горячий стык, резцам сообщают колебательные движения.
Текст
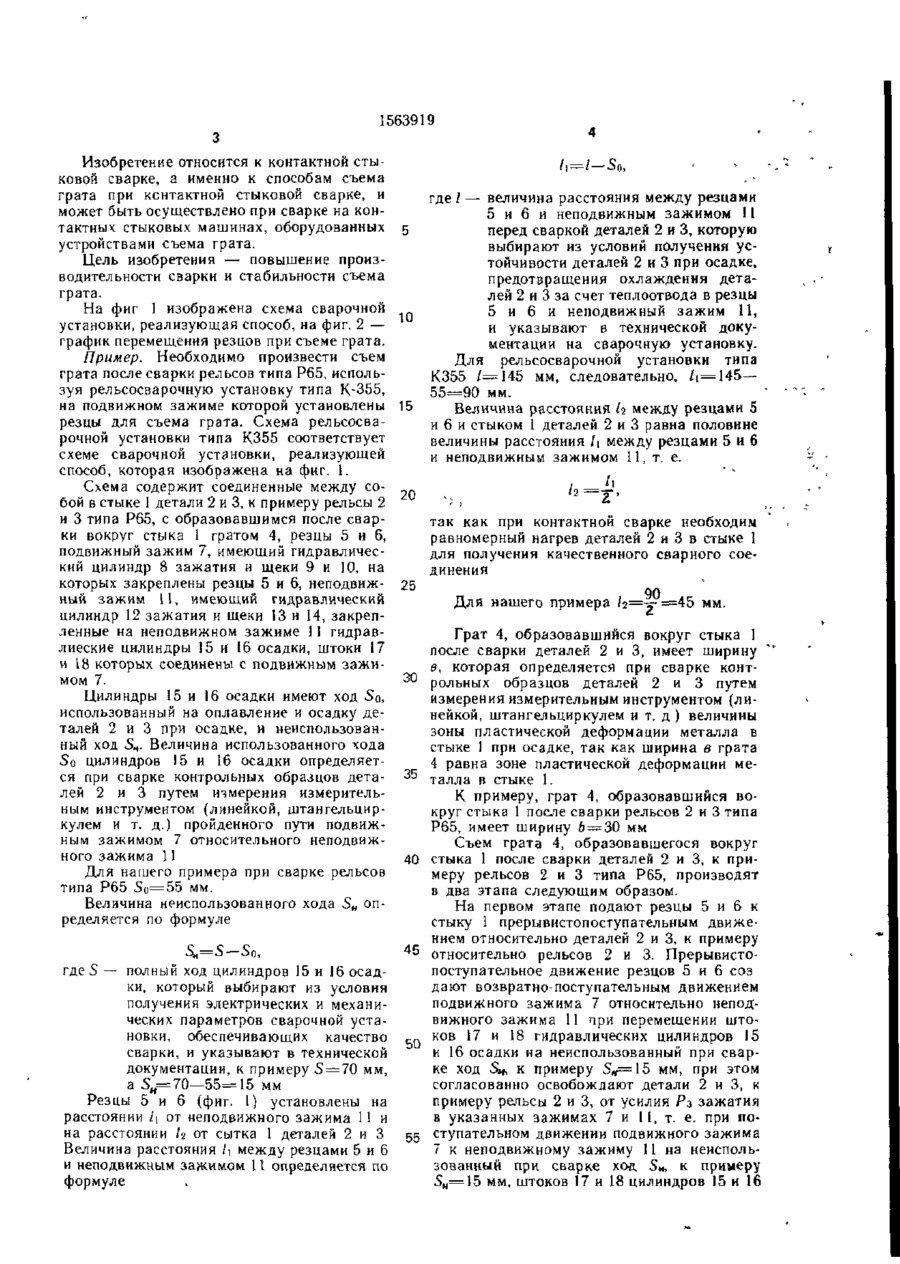
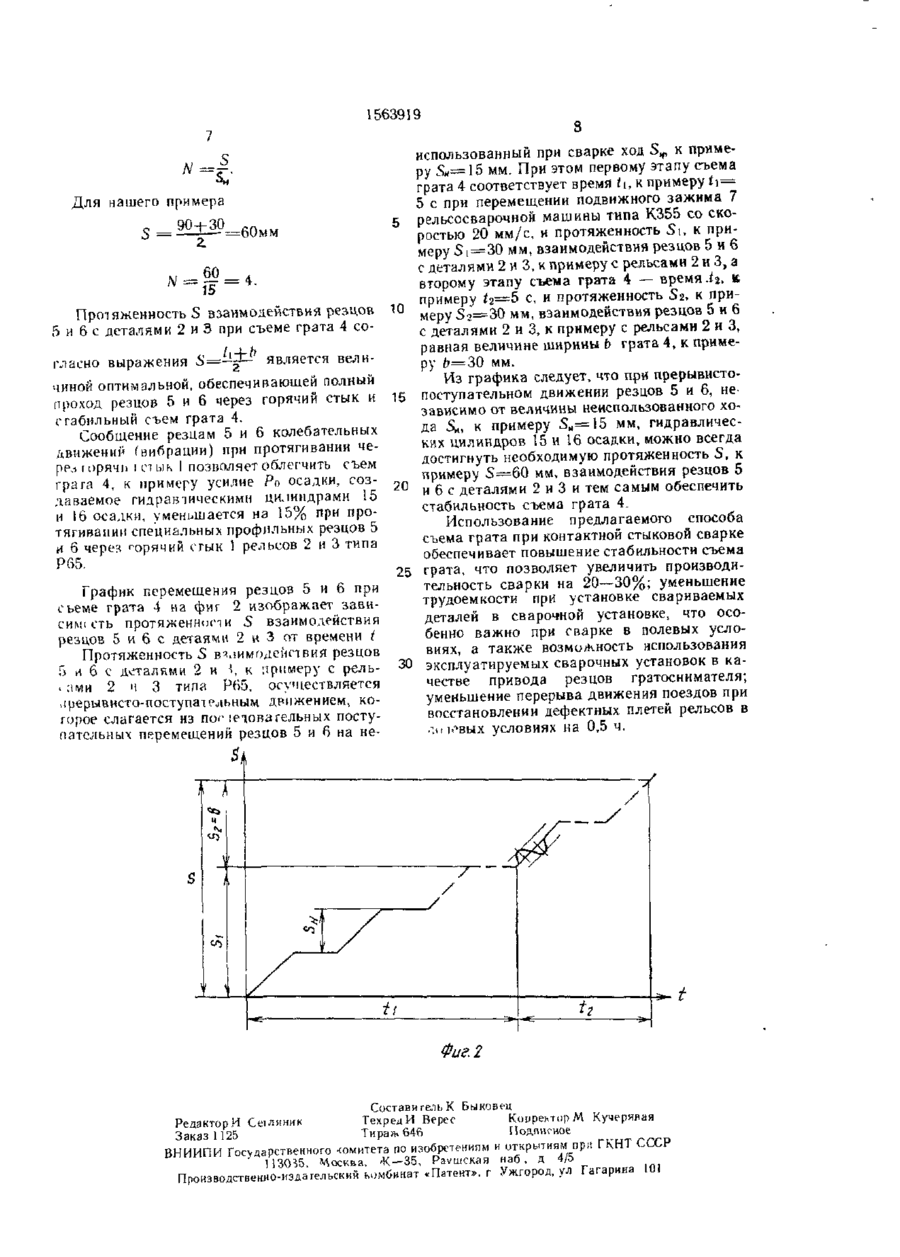
1. СПОСОБ СЪЕМА ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ, заключающийся в том, что детали освобождают от усилия зажатия в подвижном зажиме, на котором закреплены резцы, и протягивают профильные резцы через горячий стык усилием осадки, отличающийся тем, что, с целью повышения производительности свар^ ки и стабильности съема грата, съем грата производят в два этапа: на первом подают резцы к стыку прерывисто-поступательным движением, а протягивают резцы через горячий стык на втором этапе 2. Способ по п I, отличающийся тем, что прерывисто-поступательное движение резцов к стыку создают движением подвижного зажима относительно неподвижного зажима, при этом освобождение деталей от усилия зажатия в указанных зажимах производят согласованно. 3 Способ по пп. ] и 2, отличающийся тем, что на втором этапе, при протягивании резцов через горячий стык, резцам сообщают колебательные движения. (Л 12 ел О) 00 со со 1563919 Изобретение относится к контактной стыковой сварке, а именно к способам съема грата при контактной стыковой сварке, и может быть осуществлено при сварке на контактных стыковых машинах, оборудованных устройствами съема грата. Цель изобретения — повышение производительности сварки и стабильности съема грата. На фиг 1 изображена схема сварочной установки, реализующая способ, на фиг. 2 — график перемещения резцов при съеме грата. Пример. Необходимо произвести съем грата после сварки рельсов типа Р65, используя рельсосварочную установку типа К-355, на подвижном зажиме которой установлены резцы для съема грата. Схема рельсосварочной установки типа К355 соответствует схеме сварочной установки, реализующей способ, которая изображена на фиг. 1. Схема содержит соединенные между собой в стыке 1 детали 2 и 3, к примеру рельсы 2 и 3 типа Р65, с образовавшимся после сварки вокруг стыка 1 гратом 4, резцы 5 и 6, подвижный зажим 7, имеющий гидравлический цилиндр 8 зажатия и щеки 9 и 10, на которых закреплены резцы 5 и 6, неподвижный зажим 11, имеющий гидравлический цилиндр 12 зажатия и щеки 13 и 14, закрепленные на неподвижном зажиме 11 гидравлиеские цилиндры 15 и 16 осадки, штоки 17 и 18 которых соединены с подвижным зажимом 7. Цилиндры 15 и 16 осадки имеют ход So, использованный на оплавление и осадку деталей 2 и 3 при осадке, и неиспользованный ход SH. Величина использованного хода So цилиндров 15 и 16 осадки определяется при сварке контрольных образцов деталей 2 и 3 путем измерения измерительным инструментом (линейкой, штангельциркулем и т. д.) пройденного пути подвижным зажимом 7 относительного неподвижного зажима 11 Для нашего примера при сварке рельсов типа Р65 So=55 мм. Величина неиспользованного хода Sw определяется по формуле 10 15 20 где/— величина расстояния между резцами 5 и 6 и неподвижным зажимом 11 перед сваркой деталей 2 и 3, которую выбирают из условий получения устойчивости деталей 2 и 3 при осадке, предотвращения охлаждения деталей 2 и 3 за счет теплоотвода в резцы 5 и 6 и неподвижный зажим 11, и указывают в технической документации на сварочную установку. Для рельсосварочной установки типа К355 /—145 мм, следовательно, Л = 145— 55=90 мм. Величина расстояния h между резцами 5 и 6 и стыком 1 деталей 2 и 3 равна половине величины расстояния 1\ между резцами 5 и 6 и неподвижным зажимом 11, т. е. / '• так как при контактной сварке необходим равномерный нагрев деталей 2 и 3 в стыке 1 для получения качественного сварного соединения 25 30 35 40 45 ^=S—So, где S — полный ход цилиндров 15 и 16 осадки, который выбирают из условия получения электрических и механических параметров сварочной установки, обеспечивающих качество сварки, и указывают в технической 50 документации, к примеру S = 70 мм, a S H = 70—55=15 мм Резцы 5 и 6 (фиг. 1) установлены на расстоянии 1\ от неподвижного зажима 11 и на расстоянии h от сытка 1 деталей 2 и 3 55 Величина расстояния U между резцами 5 и 6 и неподвижным зажимом 11 определяется по формуле 90 Для нашего примера /2=-^-=45 мм. Грат 4, образовавшийся вокруг стыка 1 после сварки деталей 2 и 3, имеет ширину в, которая определяется при сварке контрольных образцов деталей 2 и 3 путем измерения измерительным инструментом (линейкой, штангельциркулем и т. д ) величины зоны пластической деформации металла в стыке 1 при осадке, так как ширина в грата 4 равна зоне пластической деформации металла в стыке 1. К примеру, грат 4, образовавшийся вокруг стыка 1 после сварки рельсов 2 и 3 типа Р65, имеет ширину 6 = 30 мм Съем грата 4, образовавшегося вокруг стыка 1 после сварки деталей 2 и 3, к примеру рельсов 2 и 3 типа Р65, производят в два этапа следующим образом. На первом этапе подают резцы 5 и 6 к стыку 1 прерывистопоступательным движением относительно деталей 2 и 3, к примеру относительно рельсов 2 и 3. Прерывистопоступательное движение резцов 5 и 6 соз дают возвратно-поступательным движением подвижного зажима 7 относительно неподвижного зажима 11 при перемещении штоков 17 и 18 гидравлических цилиндров 15 и 16 осадки на неиспользованный при сварке ход SH, К примеру S*=15 мм, при этом согласованно освобождают детали 2 и 3, к примеру рельсы 2 и 3, от усилия Рз зажатия в указанных зажимах 7 и 11, т. е. при поступательном движении подвижного зажима 7 к неподвижному зажиму 11 на неиспользованный при сварке ход S*, к примеру S N =15 мм, штоков 17 и 18 цилиндров 15 и 16 1563919 осадки освобождают деталь 3, к примеру рельс 3, от усилия Рг зажатия, создаваемого гидравл-ическим цилиндром 8 зажатия, в ще ках9 и 10 подвижного зажима 7, а при возвратном движении подвижного зажима 7 на не- 5 использованный при сварке ход S*, к примеру 5^=15 мм, штоков 17 и 18 цилиндров 15 и 16 осадки освобождают деталь 2, к примеру рельс 2, от усилия Р3 зажатия, создаваемого цилиндром 12 зажатия, в щеках 13 1 П и 14 неподвижного зажима Создание прерывисто поступательного движения резцов 5 и 6 к стыку позволяет использовать при съеме грата 4 привод, к примеру цилиндры 15 и 16 осадки, сварочной установки без конструктивных изменений 15 Согласованное освобождение деталей 2 и 3, к примеру рельсов 2 и 3 типа Р65, от усилия Рь зажатия в подвижном 7 и неподвижном і 1 зажимах обеспечивает перемещение резцов 5 и 6 к стыку 1 В случае несогласован20 ного освобождения деталей 2 и 3 от усилия Я3 зажатия, к примеру при поступательном движении подвижного зажима 7 к неподвижному зажиму 11 на неиспользованный при сварке ход 5 „ = 1 5 мм штоков 17 и 18 цилиндров 15 и 16 осадки освобождают рельс 2 25 от усилия Р% зажатия в неподвижном зажиме 11, а при возвратном движении подвижного зажима 7 на неиспользованный ход Sw—15 мм цилиндров 15 и 16 осадки освобождают рельс 3 от усилия Р3 зажатия в подвижном зажиме 7 — резцы 5 и 6 переме- 3° щаются от стыка 1 деталей 2 и 3, к примеру рельсов 2 и 3 Прерывисто-поступательное движение резцов 5 и 6 относительно деталей 2 и 3, к примеру рельсов 2 и 3, производят до соприкосновения резцов 5 и 6 с гратом 4, имею 35 щим ширину 6, к примеру 6 = 3 0 мм, при этом резцы 5 и 6 проходят расстояние, равное протяженности Si взаимодействия резцов 5 и 6 с деталями 2 и 3, к примеру с рельсами 2 и 3 на первом этапе съема грата 4, определяе- 40 мую по формуле На втором этапе съема грата 4 протягивают усилием Ро осадки, создаваемым гидравлическими цилиндрами 15 и 16 осадки, специальные профильные резцы 5 и 6 через горячий стык 1 после освобождения детали 3 от усилия Р 3 зажатия в подвижном зажиме 7, на котором закреплены резцы 5 и 6 В случае, если величина неиспользованно го хода Stt к примеру \ = 1 5 мм, при свар ке деталей 2 и 3, к примеру рельсов 2 и 3 типа Р65, меньше величины ширины Ь, к примеру 6 = 3 0 мм, грата 4, образовавшегося вокруг стыка 1 после сварки деталей 2 и 3, к примеру рельсов 2 и 3, протягивают резцы 5 и 6 через горячий стык 1 прерывистопоступательным движением относительно деталей 2 и 3, к примеру относительно рельсов 2 и 3, которое создают прерывисто-поступательным движением подвижного зажима 7, относительно неподвижного зажима 11 аналогично подаче резцов 5 и 6 к стыку 1 на пер вом этапе съема грата 4 Кроме того, при протягивании резцов 5 и 6 через горячий стык 1 резцам 5 и 6 могут сообщать колебательные движения путем наложения вибрации на перемещение штоков 17 и 18 гидравлических цилиндров 15 и 16 осадки Для нашего примера при протягивании резцов 5 и 6 через горячий стык 1 рельсов 2 и 3 типа Р65 резцам сообщают колебательные движения (вибрацию) частотой 8—12 Гц и амплитудой 0,3—0,4 мм, так как рельсосварочная установка типа К.355 содержит источник колебательного движения (вибрации) для импульсного нагрева рельсов 2 и 3 при сварке с указанной частотой и амплитудой Второму этапу съема грата 4 соответствует протяженность взаимодействия резцов 5 и 6 с деталями 2 и 3, к примеру с рельсами 2 и 3, равная величине ширины Ь грата 4, к примеру S2=30 мм, и количество Ыч последовательных поступательных перемещений резцов 5 и 6 на неиспользованный при сварке ход S 4 , которое определяет с Для нашего примера при съеме грата 4 с рельсов 2 и 3 типа Р65 ся по формуле Ыч-=тЛ 45 30 К примеру yV =n-=2 2 S i = 4 5 — ——30 мм Первому этапу съема грата 4 соответствует количество последовательных посту пательных перемещений резцов 5 и 6 на неис пользованный при сварке ход S*. которое определяется по формуле 50 В результате, после протягивания резцов 5 и 6 через горячий стык 1, протяженность S взаимодействия резцов 5 и 6 деталями 2 и 3, к примеру с рельсами 2 и 3, при съеме грата 4 на первом и втором этапах определяется согласно уравнения 2l2Jrb l\-\-b — — ^ К примеру при 5 ] = 3 0 мм и 5 Ч = MM 55 При этом" количество последовательных поступательных перемещений резцов 5 и 6 на неиспользованный при свар-ке ход определяется по формуле 1563919 Для нашего примера JV ~15 Протяженность S взаимодействия резцов 5 и 6 с деталями 2 и 3 при съеме грата 4 согласно выражения S = ^ i - ' является величиной оптимальной, обеспечивающей полный проход резцов 5 и 6 через горячий стык и стабильный съем грата 4. Сообщение резцам 5 и 6 колебательных движений (вибрации) при протягивании череп горячи [стык 1 позволяет облегчить съем гра га 4, к примеру усилие Я о осадки, создаваемое гидравтическимм цилиндрами 15 и 16 осадки, уменьшается на 15% при протягивании специальных профильных резцов 5 и 6 через горячий сгык 1 рельсов 2 и 3 типа Pfi5. График перемещения резцов 5 и 6 при съеме грата 4 на фиг 2 изображает зависим сть протяженности S взаимодействия резцов 5 и 6 с детаячи 2 и 3 от времени t Протяженность S в^жмодейпвия резцов 5 и 6 с деталями 2 и
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for trimming after contact butt welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvenko Valerii Heorhiiovych, Bohorskyi Mykhailo Volodymyrovych, Lazebnyi Ivan Leontiioyvch
Назва патенту російськоюСпособ снятия грата после контактной стыковой сварки
Автори російськоюКучук-Яценко Сергей Иванович, Кривенко Валерий Георгиевич, Богорский Михаил Владимирович, Лазебный Иван Леонтьевич
МПК / Мітки
МПК: B23K 11/04
Мітки: зварювання, стикового, зняття, контактного, спосіб, грата
Код посилання
<a href="https://ua.patents.su/4-309-sposib-znyattya-grata-pislya-kontaktnogo-stikovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зняття грата після контактного стикового зварювання</a>
Пристрій для зняття грата при контактному стиковому зварюванні деталей
Номер патенту: 308
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Порхун Федір Костянтинович, Череднічок Віталій Тимофійович, Сахарнов Василь Олексійович, Лазебний Іван Леонтійович
МПК: B23K 11/04
Мітки: пристрій, зварюванні, зняття, грата, стиковому, контактному, деталей
Формула / Реферат:
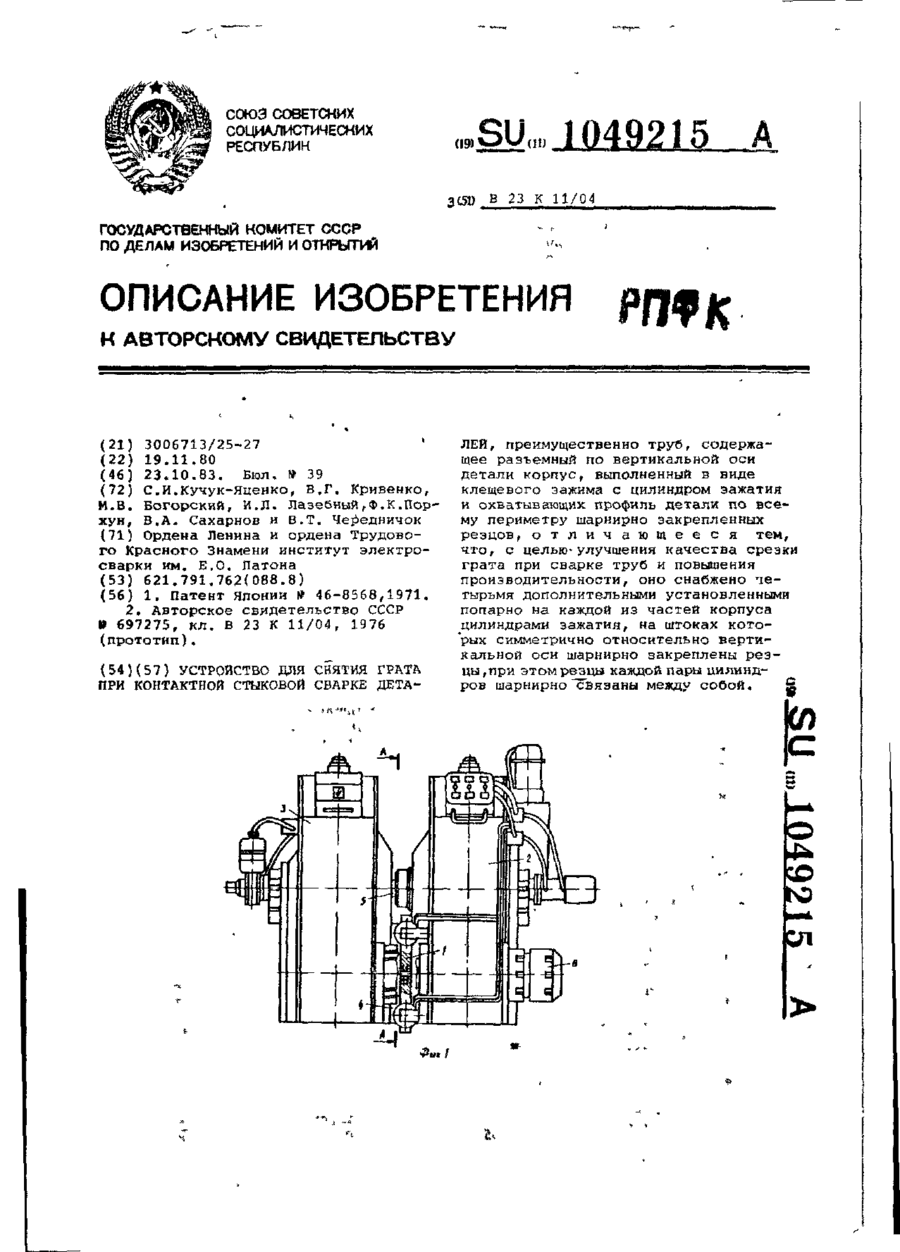
(57) Устройство для снятия грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный по вертикальной оси детали корпус, выполненный в виде клещевого зажима с цилиндром зажатия и охватывающих профиль детали по всему периметру шарнирно закрепленных резцов, отличающееся тем, что, с целью улучшения качества срезки грата при сварке труб и повышения производительности, оно снабжено четырьмя дополнительными...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 493
Опубліковано: 30.04.1993
Автори: Лебедєв Володимир Костянтинович, Череднічок Віталій Тимофійович, Казимов Борис Іванович, Загадарчук Василь Феодосійович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович
МПК: B23K 11/04
Мітки: спосіб, оплавленням, стикового, контактного, зварювання
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, преимущественно изделий толщиной более 5 мм с развитым сечением, при котором в начальный период оплавление производят с постоянной скоростью перемещения деталей, а перед осадкой скорость перемещения деталей увеличивают до конечной величины скорости оплавления, отличающийся тем, что, с целью повышения качества соединений и стабильности их механических свойств, длительность периода...
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Галян Борис Опанасович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Лебедєв Володимир Костянтинович, Добровольський Станіслав Дмитрович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: зварювання, контактного, машина, стикового, оплавленням
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Добровольський Станіслав Дмитрович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Семенов Леонід Олександрович, Горишняков Олексій Іванович
МПК: B23K 11/04, B23K 11/25
Мітки: зварювання, процесом, стикового, оплавленням, пристрій, контактного, управління
Формула / Реферат:
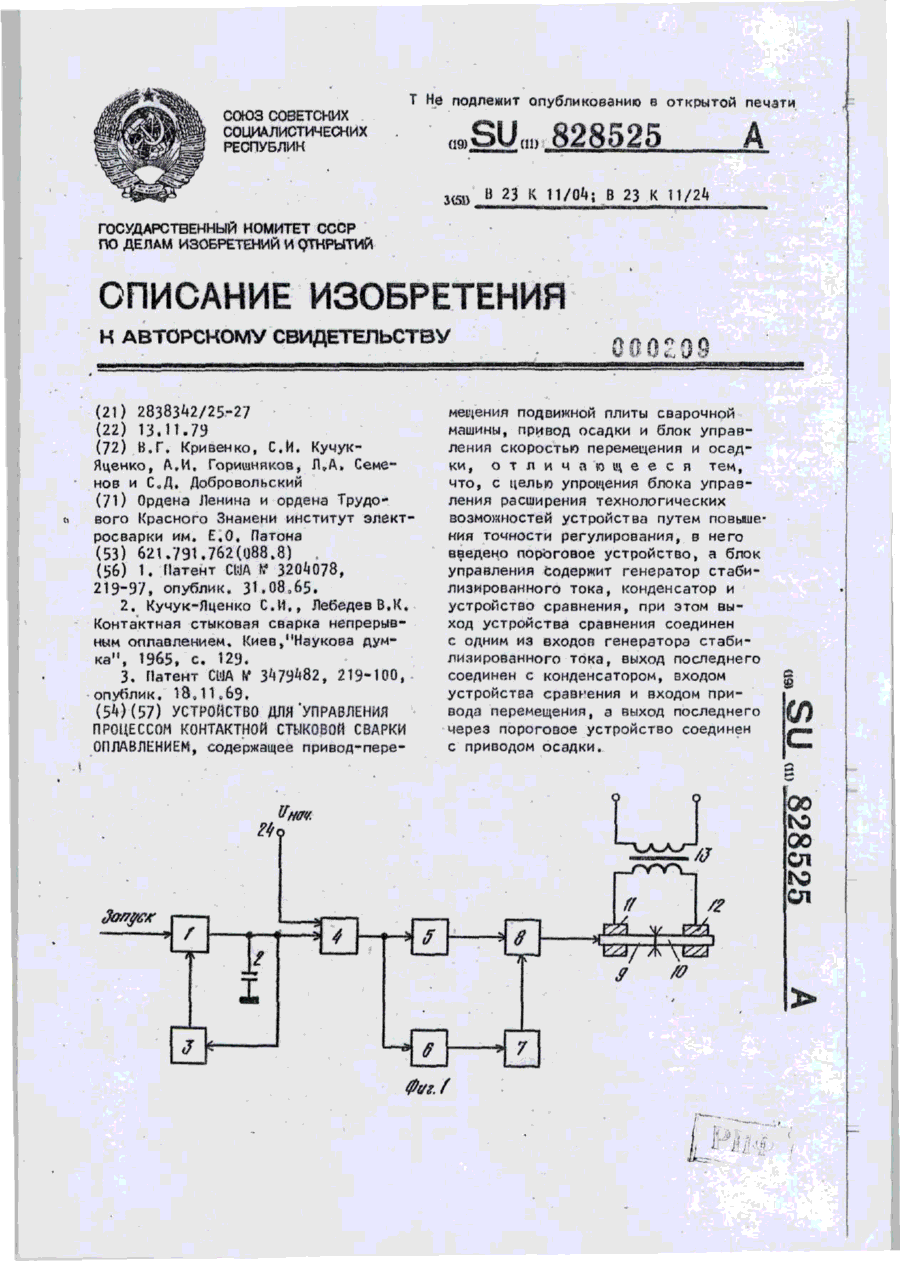
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Машина для контактного стикового зварювання труб
Номер патенту: 492
Опубліковано: 30.04.1993
Автори: Галян Борис Опанасович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович
МПК: B23K 11/04
Мітки: зварювання, контактного, труб, машина, стикового
Формула / Реферат:
1. Машина для контактной стыковой сварки труб, содержащая укрепленные в корпусе неподвижный и подвижный зажимные центрирующие механизмы, выполненные в виде силовых цилиндров, на штоках которых смонтированы обоймы, сварочный трансформатор, соединенный шинами с токоподводящими башмаками, закрепленными на плоских рессорах зажимных центрирующих механизмов и механизм оплавления и осадки, состоящий из силового цилиндра, шток которого соединен...
Попередній патент: Пристрій для зняття грата при контактному стиковому зварюванні деталей
Наступний патент: Спосіб контактного стикового зварювання оплавленням
Випадковий патент: Хвильова електростанція "молюск"