Спосіб монтажу переносного верстата для обробки прорізів станин прокатних станів
Номер патенту: 34547
Опубліковано: 15.03.2001
Автори: Промисловський Веніамін Давидович, Білобров Юрій Миколайович, Савенко Юрій Євдокимович
Формула / Реферат
Спосіб монтажу переносного верстата для обробки прорізів станин прокатних станів, що включає установку у прорізі кліті основи переносного верстата, стояка з верхніми напрямними та взаємодіючої з ними додаткової опори, який відрізняється тим, що додаткову опору попередньо жорстко кріплять до верхніх напрямнихстояка, після чого стояк спільно з додатковою опорою встановлюють на основу переносного верстата, переміщують у проріз кліті і фіксують розпорками у верхній частині кліті, після цього додаткову опору кріплять до станини кліті, видаляють розпорки, а потім розслаблюють притиск додаткової опори до верхніх напрямних стояка.
Текст
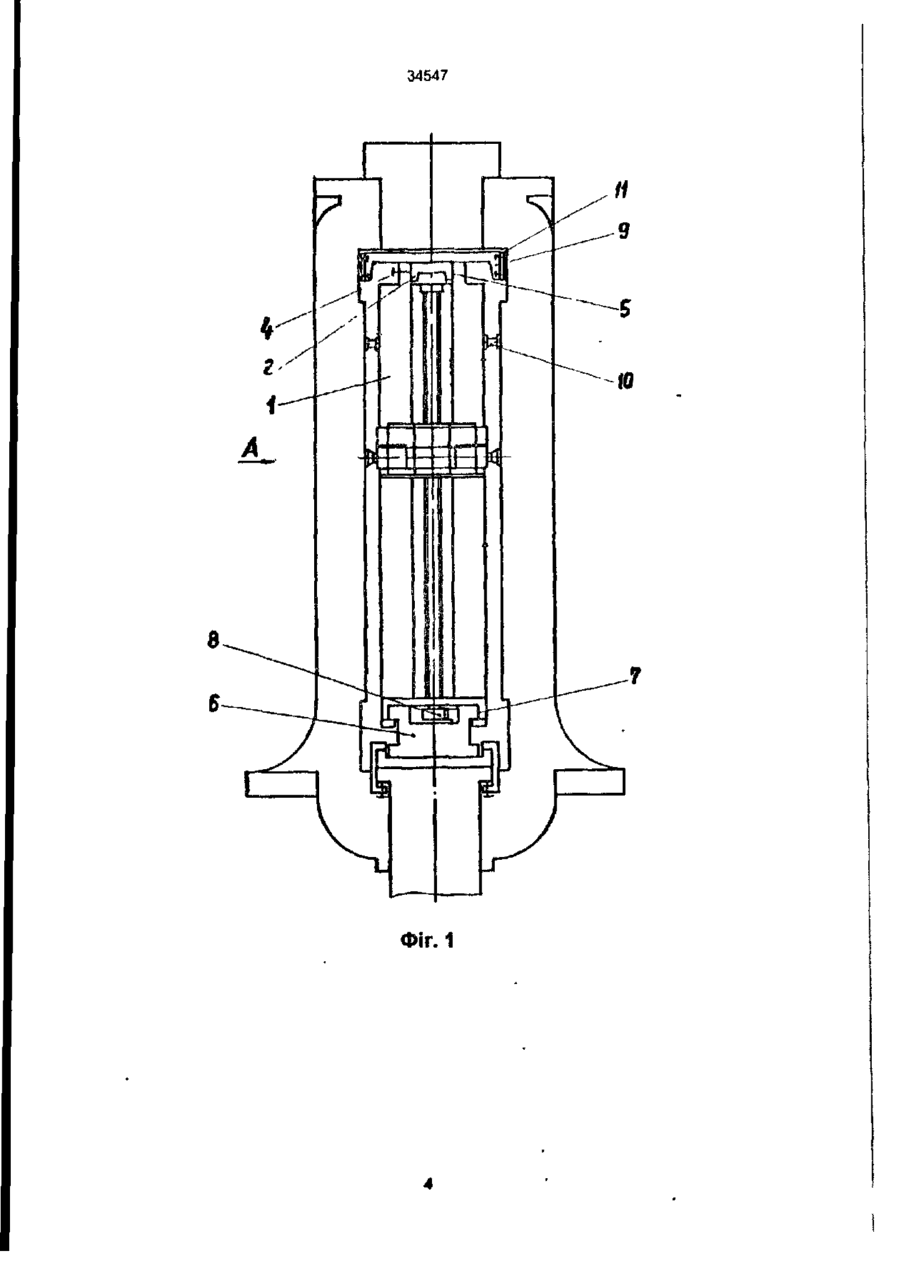
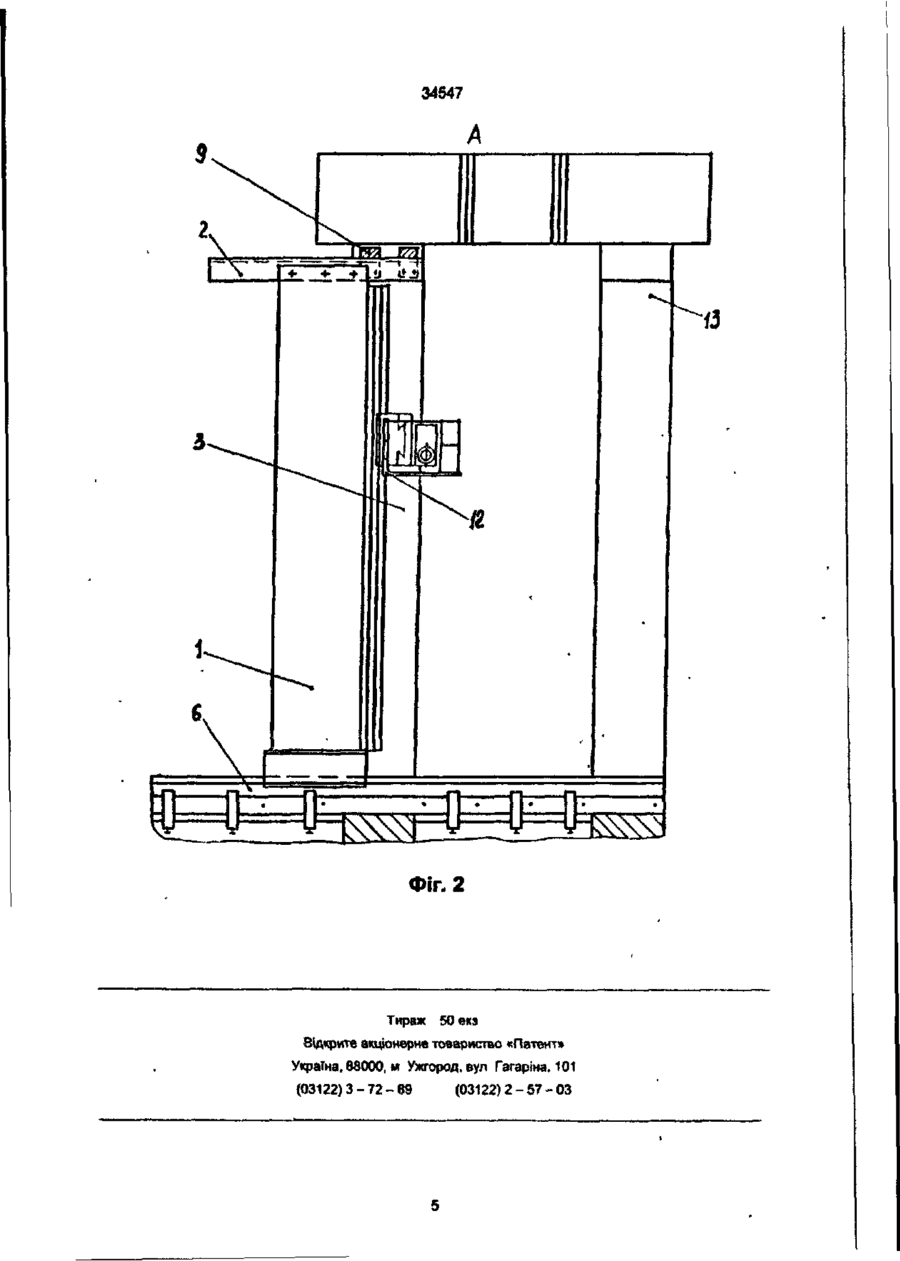
Спосіб монтажу переносного верстата для а обробки прорізів станин прокатних станів, що включає установку у прорізі кліті основи перенос Винахід належить до розділу обробки металу різанням, а саме - до переносних верстатів для обробки корпусних деталей і може бути використаний при ремонті клітей прокатних станів або інших корпусних деталей, шо застосовуються у важкій промисловості, Відомий переносний фрезерний верстат для обробки прорізів станин робочих клітей прокатних станів за авторським свідоцтвом №312688, В 23 С 1/20, змонтований способом, при якому встановлюють у прорізі кліті основи (рами) переносного верстату, на ньому розміщують стояк із фрезерними головками, потім її кріплять нерухомо у рамі відносно ЇЇ середньої частини і додатково фіксують стояк у прорізі ютті розлорними гвинтами таким чином, що вона залишається нерухомою весь період обробки цієї прорізі При цьому у стояку змонтована двохконсольна траверса з інструментальними головками Суттєвими недоліками даного способу є значна складність установки у стиснутому просторі кліті високого та довгого стояка з траверсою, довжина котрої у будь-якому випадку повинна перевищувати довжину кліті (як правило, перевищує 5 метрів). Найбільш Слизьким технічним рішенням, вибраним як прототип па є спосіб монтажу переносного верстату фірми "Metalok industrial Services LTD" (Великобританія), При цьому способі монтажу основу верстату монтують у прорізі кліті таким чином, що його частина виступає за край кліті, а стояк з верхніми напрямними із інструментальною головкою встанов ного верстата, стояка з верхніми напрямними та взаємодіючої з ними додаткової олори, який відрізняється тим, що додаткову опору попередньо жорстко кріплять до верхніх напрямних стояка, після чого стояк спільно з додатковою опорою встановлюють на основу переносного верстата, переміщують у гіроріз кліті і фіксують розпорками у верхній частині кліті, після цього додаткову опору кріплять до станини кліті, видаляють розпорки, а потім розслаблюють притиск додаткової опори до верхніх напрямних стояка. люють на напрямні виступаючої частини цієї основи. Крім цього, у верхній частині станин кліті попередньо кріплять додаткову опору для взаємодії з верхніми напрямними стояку. Потім переміщують стояк у внутрішню частину кліті по напрямним основи за допомогою передбаченого приводу подач, при цьому верхня напрямна стояка контактує з додатковою опорою, що необхідно для забезпечення жорсткості обробляючої системи при виконанні фрезерування верхньої частини прорізі кліті. При такому способі монтаж стояка значно спрощений, через те, що він виконується за межами кліті. Однак при такому способі монтажу стояка мають місце значні простої стана спричинені тривалими монтажними роботами по збиранню усіх вузлів верстату, які виконуються тільки після зупинки стану Значну складність і трудомісткість має установка у верхній частині кліті додаткової опори переносного верстату з забезпеченням необхідної точності Ця складність спричинена необхідністю виставити зазначену додаткову опору так, щоб її напрямні встановилися строго симетрично І паралельно боковим напрямним основи верстату, встановленої у нижній частині кліп При цьому доводиться попередньо встановлювати спеціальні площадки з огорожею для безпечного виконання робіт на висоті. Слід також відзначити, що спирання кронштейнів додаткової опори на оброблені ділянки верхньої частини прорізі І використання наявних t Ю CO 34547 там отворів (призначених для кріплення компенсаторних пластин), як передбачається у прототипі, може бути реалізовано при обробці тільки нижньої та середньої частини прорізі. У більшості випадків потрібна обробка привалочних поверхонь І в під компенсаторні пластини по усій висоті. В цьому випадку кріплення додаткової опори можна виконати тільки розпорними гвинтами, які спираються в необроблені виїмки станини кліті, розміщені вище зазначеннях привалочних поверхонь. Внаслідок цього процес точної установки додаткової опори верстату на висоті значно ускладнений. Для встановлення рівня техніки додатково вивчалась патентна документація по класу, віднесеному до переносник верстатів різного призначення, а саме В 23 С 1/20. До основи винаходу положено задачу створення способу монтажу переносного верстата для обробки прорізів клітей, забезпечуваного скорочення простоїв стана у ремонті за рахунок виконання окремих операцій складання верстату до зупинки стана, а також зниження трудомісткості монтажу вузлів верстату у кліті. Ця задача вирішується за рахунок технічного результату, який полягає у використанні, більш раціональних засобів та послідовності виконання установлюючих операцій, що в свою чергу дозволило частину складальних операцій проводити до зупинки стана. Для досягнення вказаного технічного результату у способі монтажу переносного верстату для обробки прорізів станин клітей прокатних станів, включаючим установку у прирізі станини кліті основи переносного верстату, стояки а верхніми напрямними та взаємодіючої з ними додаткової опори, останню попередньо жорстко кріплять до верхніх напрямних стопки, після чого стойку сумісно з додатковою опорою встановлюють на основу переносного верстата, переміщують у прорізь кліті І фіксують розпорками у верхній частині, а потім додаткову опору кріплять до станини кліті, вилучають розпорки, після чого розслаблюють притиск додаткової опори до верхніх напрямних стопки. Поміж відрізняючими ознаками винаходу та технічним результатом є прнчинно-наслідковий зв'язок. Завдяки тому, що додаткову опору попередньо жорстко кріплять до верхніх напрямних стойки за межами стану до його зупинки, а після розміщення стояка у прорізі кліті її фіксують у верхній частині станини кліті розпорками, котрі видаляють після прикріплення додаткової опори до станини з наступним розслабленням притиску додаткової опори відносно верхніх напрямних стояка, забезпечується виконання збирання додаткової опори та стояка поза кліттю на вільному, не стиснутому просторі незалежно від роботи стана, що дозволяє виключити час на цю частину монтажних робіт з загального часу, відведеного на монтаж верстата у кліті Крім того, виключається операція монтажу додаткових засобів для безпечного виконання складальних робіт нз висоті у прорізі станини по встановленню додаткової опори, що знижує загальну трудомісткість монтажу верстату. Таким чином, виконання операції монтажу верстата у зазначеній послідовності дозволяє скоро тити час простою стана у ремонті за рахунок скорочення часу монтажу верстата у прорізі станини кліті при одночасному зниженні трудомісткості монтажу вузлів верстата у кліті Запропонований спосіб монтажу переносного верстату, як і відомий, складається із наступних подібних ознак - встановлення у прорізі станини кліті основи переносного верстату, - встановлення стояка з верхніми напрямними (на основу, - встановлення додаткової опори. У результаті порівняльного аналізу запропонованого способу І прототипу встановлено, що запропоноване рішення відрізняється тим, що. - додаткову опору попередньо жорстко кріплять до верхніх напрямних стояка; - стояк разом з додатковою опорою встановлюють на основі верстату; - стояк переміщують у внутрішню частину кліті і (тимчасово) фіксують у прорізі кліті розпорками; - після жорсткого закріплення додаткової опори у кліті розпорки вилучають, після чого розслаблюють притиск додаткової опори до верхніх напрямних стояка, Із вищеви кладеного можно зробити наступні висновки Оскільки у способі, прийнятому за прототип, вищеперераховані ознаки відсутні, то вони визнаються новими, а заявпяємий спосіб монтажу переносного верстату для обробки прорізів станин клітей прокатних станів відповідає критерію "новизни". Заявляєме рішення має винахідницький рівень тому, що запропонований спосіб монтажу переносного верстата для обробки прорізів станин клітей прокатних станів для фахівця наявним чином не слідує з рівня техніки Заявляємий спосіб монтажу переносного верстату для обробки прорізів станин може бути промислово застосований, через те, що його реалізація не містить конструктивних та технологічних труднощів І може використовуватися на машинобудівному заводі, що виготовляє переносний верстат, а потім - на металургійних комбінатах пщ час ремонту клітей прокатних станів. Винахід пояснюється кресленнями, на котрих зображено' Фіг. 1 - верстат, встановлений у прорізі кліті; Фіг 2 - вид А на крес. 1. Заявляємий спосіб здійснюється у наступній послідовності дій. У період підготовки до ремонту (до зупинки прокатного стана) на стояк 1 (Фіг. 1 і 2 } встановлюють додаткову опору 2. Оскільки додаткова опора 2 має порівняльне більшу довжину, ЇЇ розміщують таким чином, щоб на стояк 1 спиралася та частина додаткової опори 2 , котра у процесі роботи повинна контактувати з напрямними стояка при обробці крайньої (правої по кресленню) частини задньої станини 3 клпі(Фіг. 1) При цьому додаткова опора 2 виходить своїми кінцями на обидві сторони стояка 1. У такому стані додаткову опору тимчасово жорстко фіксують від зміщення, для чого її притискують гвинтами 4 (Фіг. 1) так, щоб бокова поверхня 5 зазначеної додаткової опори 2 була притиснута до бокової поверхні верхньої напрямної стояка 1. Після зупинки прокатного стану на ремонт у кліть встановлюють основу 6, виставляючи її точно вдовж осі кліті, вивіряючи за допомогою метрологічних приладів 34547 ряючи за допомогою метрологічних приладів. Після остаточного закріплення основи 6, на ЇЇ частину, виступаючу за межі кліті, встановлюють стояк 1 (Фіг. 2} із змонтованими на ньому вузлами, в тому числі додатковою опорою. Після регулювання сполучення нижньої частини стояка 1 з напрямними основи 6 додаткова опора 2, що притиснута до верхніх напрямних стояка 3 (Фіг. 1), які виготовлені паралельно нижнім напрямним 7, встановлюється також паралельно останнім. Стояк 1 за допомогою приводу подач 8 переміщують вправо (Фіг.2) у внутрішню частину кліті до тих пір, поки виконані в передній частині додаткової опори опорні кронштейни 9 повністю зайдуть у прорізь задньої станини 3 кліті. Потім стояк 3 фіксують у прорізі кпггі розпорками 10 (Фіг. 1), котрі встановлюють між стінками прорізі задньої станини 3 ( Фіг 2) І стінками стояка 1 так, щоб не порушити орієнтування стояка 1 відносно осі кліті і напрямних основи 6 Після цього додаткову опору 2 фасують у прорізі станини 1 шляхом кріплення кронштейнів 9 гвинтами 11 до необроблюваних ділянок бокових стінок задньої станини З Цю операцію виконують, знаходячись на площадці обслуговування інструментальної головки 12, котру піднімають на потрібну висоту. Потім видаляють розпорки 10 (Фіг. 1), відтискують гвинти 4 і переміщують стояк 1 у вихідне положення для обробки, переміщуючи його вліво (Фіг 2). При цьому додаткова опора 2 залишається на місті, зберігаючи свою орієнтацію відносно осі кліті, а верхні напрямні стояка 1 встановлюються у зоні лівої кінцевої частини додаткової опори. Після завершення обробки бокових стінок прорізі стояк 1 знову наближається до правої закріпленої ділянки додаткової опори S. Тут знову виконують фіксацію зазначеної опори на стояк. 1 гвинтами 4, а кронштейни 9 розкріплюють. У випадку, коли обробку передньої станини 13 клггі виконують за допомогою того ж стояку 1, останній переміщують у сторону цієї станини і виконують ті ж операції, що у зоні задньої станини: фіксують стояк 1 розпорками 10. вслід за чим жорстко фіксують додаткову опору 2 у кліті, закріплюючи кронштейни 9, після чого видаляють розпорки 10 і переміщують стояк 1 у вихідне попоження для механічної обробки. Після закінчення механічної обробки знову вико нують фіксацію опори на стояку 1 гвинтами 4, кронштейни 9 розкріплюють і стояк 1 разом з додатковою опорою 2 переміщують у початкове положення, де за межами кліті знімають її з основи 6 Реалізація даного способу підготовлена для станів гарячої прокатки 1700, 2000, 3000, для чого розроблена відповідна технічна документація Так, на стані 1700 у кліті з висотою прорізі 5950 мм планується обробка бокових стінок переносним верстатом висотою 5200 мм. На стояку верстата монтується додаткова опора довжиною 2600 мм, що встановлюється на верхній частині стояка, яка має довжину робочої частини верхніх напрямних 650 мм Закріппення додаткової опори передбачається виконати на нєобробленій верхній ділянці станини кліті, яка має довжину 800 мм Робоча частина напрямних додаткових опір має довжину 1800 мм, що забезпечує величину робочого ходу 1800 - 650 = 1150 мм При діаметрі фрези 250 мм, враховуючи вхід і вихід інструмента, забезпечується робочий хід 1150 - 250 =900 мм, що достатньо для обробки прорізі шириною 800 мм з однієї установки. При цьому відпадає, необхідність мати додаткове обладнання для перевірки точності встановлення додаткової опори. Якщо врахувати, що при використанні відомого способу монтажу додаткової опори у верхній частині кліті час на виконання цієї операції майже дорівнюватиме часу на точну установку основи верстату у кліть, можна зробити висновок, що виключення необхідності виконання цієї операції дозволить значно прискорити- в цілому підготовчі роботи при встановленні верстата у кліть. Завдяки цьому загальні втрати часу при ремонті декількох клітей суттєво зменшуються. Таким чином, виконання операцій монтажу переносного верстату для обробки прорізів станин клітей прокатних станів таким способом, як запропоновано у передбаченому винаході дозволяє скоротити час простою стана у ремонті за рахунок скорочення часу монтажу верстата у прорізі станини при одночасному зниженні трудомісткості монтажу вузлів верстата. 34547 ФІГ. 1 34647 к і Фіг. 2 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна. 88000, м Ужгород, вул Гагаріна. 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of installation of portable tool for working of the cuts of rolling mills
Автори англійськоюPromyslovskyi Veniamin Davydovych, Savenko Yurii Yevdokymovych, Bilobrov Yurii Mykolaiovych
Назва патенту російськоюСпособ монтажа переносного станка для обработки прорезей станин прокатных станов
Автори російськоюПромысловский Вениамин Давыдович, Савенко Юрий Евдокимович, Билобров Юрий Николаевич
МПК / Мітки
МПК: B23C 1/00
Мітки: станів, верстата, прорізів, прокатних, переносного, станин, монтажу, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/6-34547-sposib-montazhu-perenosnogo-verstata-dlya-obrobki-proriziv-stanin-prokatnikh-staniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб монтажу переносного верстата для обробки прорізів станин прокатних станів</a>
Станина горизонтального фрезерно-розточувального верстата
Номер патенту: 32715
Опубліковано: 15.02.2001
Автори: Сіндєєв Володимир Іванович, Кроль Олег Соломонович, Черевко Андрій Валерійович
МПК: B23B 39/00, B23Q 1/00
Мітки: верстата, горизонтального, станина, фрезерно-розточувального
Формула / Реферат:
Станина горизонтального фрезерно-розточувального верстата коробчатої форми з опорною площадкою для стояка з шпиндельною бабкою та напрямними для робочого стола, розміщеними на зовнішніх та внутрішніх стінках станини, з’єднаних плоскою основою, яка відрізняється тим, що частина плоскої основи станини, яка з’єднує її зовнішні та внутрішні стінки під напрямними стола, виконана з уклоном в сторону від зони різання, а частина основи станини, яка...
Спосіб відновлення зношених валків прокатних станів
Номер патенту: 21584
Опубліковано: 06.01.1998
Автори: Горяний Анатолій Григорович, Босий Володимир Миколайович, Дьомічев Сергій Володимирович, Силін Микола Василійович, Шеремет Володимир Олександрович, Нечепоренко Володимир Андрійович, Полещук Валентин Михайлович, Морозов Валерій Іванович, Шапаренко Олександр Володимирович, Деркач Дмитро Олександрович, Шалімов Володимир Дмитрович
МПК: B23K 9/04
Мітки: станів, зношених, спосіб, відновлення, прокатних, валків
Формула / Реферат:
1. Спосіб відновлення зношених валків прокатних станів, що включає попередній нагрів валка, електродугове наплавлення поверхні, що відновлюється, та сповільнене охолодження валка, який відрізняється тим, що після сповільненого охолодження валка на наплавлену поверхню діють мікроплазмовою дугою, нагріваючи поверхню валка у зоні нагріву до оплавлення, з послідовним зміщенням зони нагріву по поверхні, що обробляється.2. Спосіб по п....
Спосіб налагодження калібрів багатоклітьових прокатних станів
Номер патенту: 11400
Опубліковано: 25.12.1996
Автори: Заблудовський Григорій Григорійович, Марченко Олег Порфирійович, Ксьонз Олександр Афанасійович, Дубровський Олександр Анатолійович, Чернявський Анатолій Олександрович
МПК: B21B 31/16, B21B 37/00
Мітки: станів, налагодження, калібрів, багатоклітьових, спосіб, прокатних
Формула / Реферат:
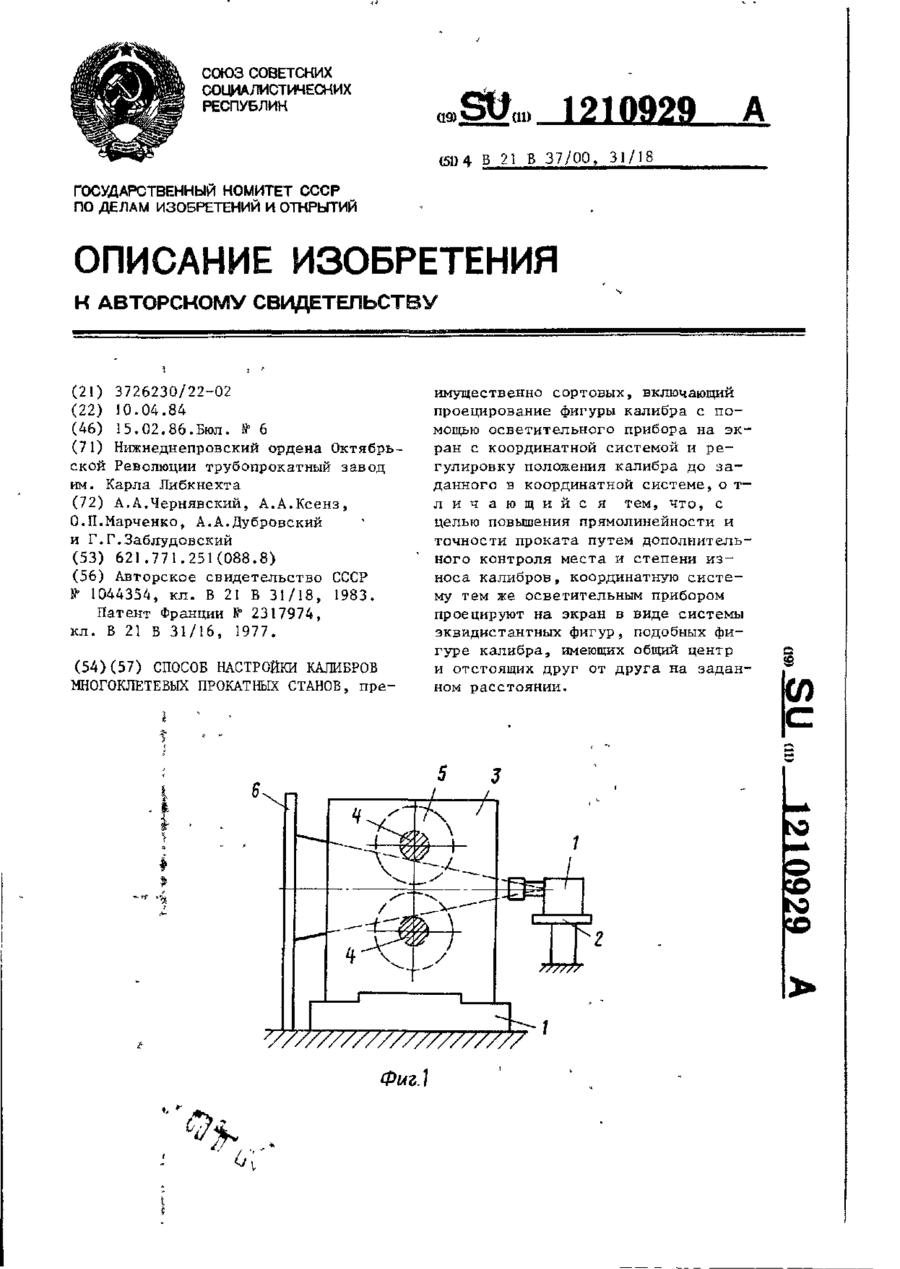
Способ настройки калибров многоклетевых прокатных станов, преимущественно сортовых, включающий проецирование фигуры калибра с помощью осветительного прибора на экран с координатной системой и регулировку положения калибра до заданного в координатной системе, отличающийся тем, что, с целью повышения прямолинейности и точности проката путем дополнительного контроля места и степени износа калибров, координатную систему тем же осветительным...
Олива для прокатних станів
Номер патенту: 28667
Опубліковано: 16.10.2000
Автори: Лабуза Ігор Володимирович, Гарун Ярослав Євстахійович, Мацелюх Богданна Василівна, Яворський Ярослав Степанович, Угрин Ярослава Антонівна, Ільницький Зеновій Михайлович
МПК: C10M 161/00
Мітки: олива, прокатних, станів
Формула / Реферат:
Олива для прокатних станів на основі нафтової оливи, яка відрізняється тим, що додатково містить поліізобутилен /мол.м.9000-15000/ або метакрилато-стирольний сополімер /мол.м.650-750/, продукт конденсації 2,6-дитретбутилфенолу і алкілфенолу з уротропіном модифікований борною кислотою, поліметилсилоксан у наступному співвідношенні компонентів, % мас: поліізобутилен /мол.м.9000-15000/ або метакрилато-стирольний сополімер...
Пристрій для осьового зміщення прокатних валків станів для холодної та гарячої прокатки
Номер патенту: 12310
Опубліковано: 25.12.1996
Автори: Хельмут Зетцер, Аксель Шпренгер
МПК: B21B 31/16
Мітки: прокатних, станів, осьового, пристрій, прокатки, холодної, зміщення, валків, гарячої
Формула / Реферат:
(57) 1. Устройство для осевого смещения прокатных валков станов для холодной и горячей прокатки, валки которых смонтированы своими опорными шейками в радиальных подшипниках, а одна из опорных шеек валка оснащена осевым упорным подшипником, через который устройство воздействует на валок, содержащее корпус, установленный на подушке валка во взаимодействии с торцем наружного кольца радиального подшипника а также с установленным внутри корпуса...
Попередній патент: Бетонна напірна споруда
Наступний патент: Спосіб напрацювання ізотопів та пристрій для його здійснення
Випадковий патент: Пристрій та спосіб для газифікації в потоці твердого порошкоподібного вуглецевого палива