Спосіб прогнозування властивостей епоксидної композиції, одержаної з використанням ультразвукової модифікації
Формула / Реферат
Спосіб прогнозування властивостей епоксидної композиції, одержаної з використанням ультразвукової модифікації, що використовуються при виготовленні армованих полімерних композиційних матеріалів, що включає визначення ефективних значень досліджуваних змінних параметрів ультразвукової обробки, при цьому як параметри вибирають частоту, амплітуду, інтенсивність ультразвукових коливань, а також температуру і час здійснення ультразвукової обробки епоксидних композицій шляхом задання змінних значень досліджуваних параметрів ультразвукової обробки і наступне визначення технологічних і експлуатаційних властивостей епоксидних композицій, отримуваних в результаті ультразвукової обробки за даних параметрів, причому як технологічні властивості рідких епоксидних композицій вибирають динамічну в'язкість, мінімальне значення крайового кута змочування епоксидного олігомеру або епоксидної композиції по матеріалу наповнювача, максимальну висоту підйому епоксидного олігомеру або епоксидної композиції по наповнювачу, як експлуатаційні властивості затверділих епоксидних композицій вибирають температуру склування епоксидного полімеру, який відрізняється тим, що задання змінних значень ультразвукової обробки проводять довільно, а прогнозування технологічних і експлуатаційних властивостей епоксидних композицій, одержаних із використанням ультразвукової модифікації, здійснюють за допомогою математичної моделі першого порядку для кожної змінної параметра ультразвукової обробки у вигляді рівняння
Yi(X) = co + c1 × X1 + c2 × X2 + c3 × X3 + c4 × c5 × X5,
де Хi - вхідні змінні параметри ультразвукової обробки або фактори, що означають відповідно:
Х1 - частоту ультразвукових коливань, кГц,
Х2 - амплітуду ультразвукових коливань, мкм,
Х3 - інтенсивність ультразвукових коливань, Вт/см2,
X4 - температуру ультразвукової обробки, °С,
Х5 - час ультразвукової обробки, хв.,
Yi - вихідні параметри, що означають наступні технологічні властивості рідкої та експлуатаційні властивості затверділої епоксидних композицій:
Y1 - динамічну в'язкість, Па × с,
Y2 - мінімальне значення крайового кута змочування епоксидного олігомеру або епоксидної композиції по матеріалу наповнювача, °,
Y3 - максимальну висоту підйому епоксидного олігомеру або епоксидної композиції по скловолокнистому наповнювачу, мм,
Y4 - температуру склування епоксидного полімеру, °С,
a co, с1, c2,..., c5 - константи рівняння, що підлягають визначенню.
Текст
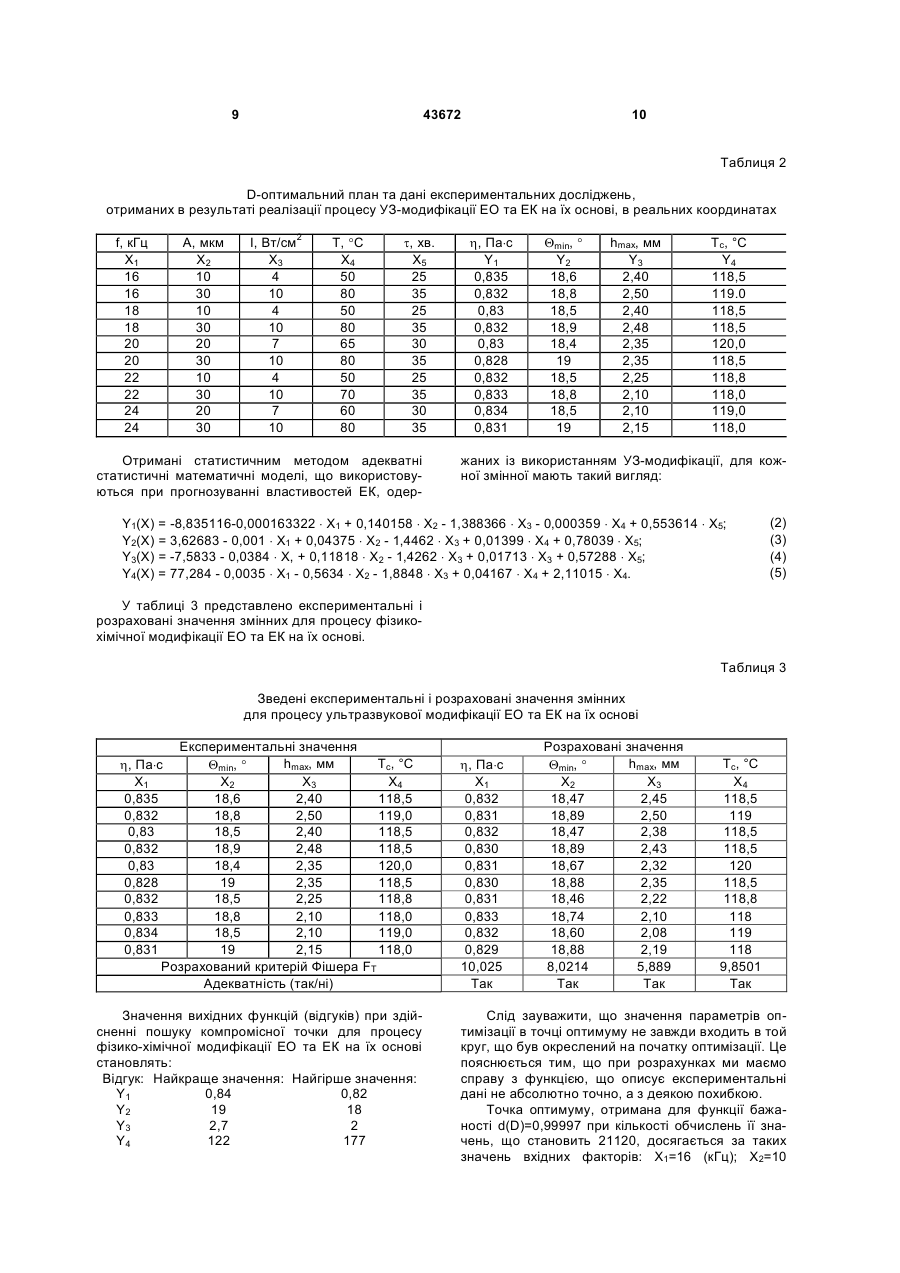
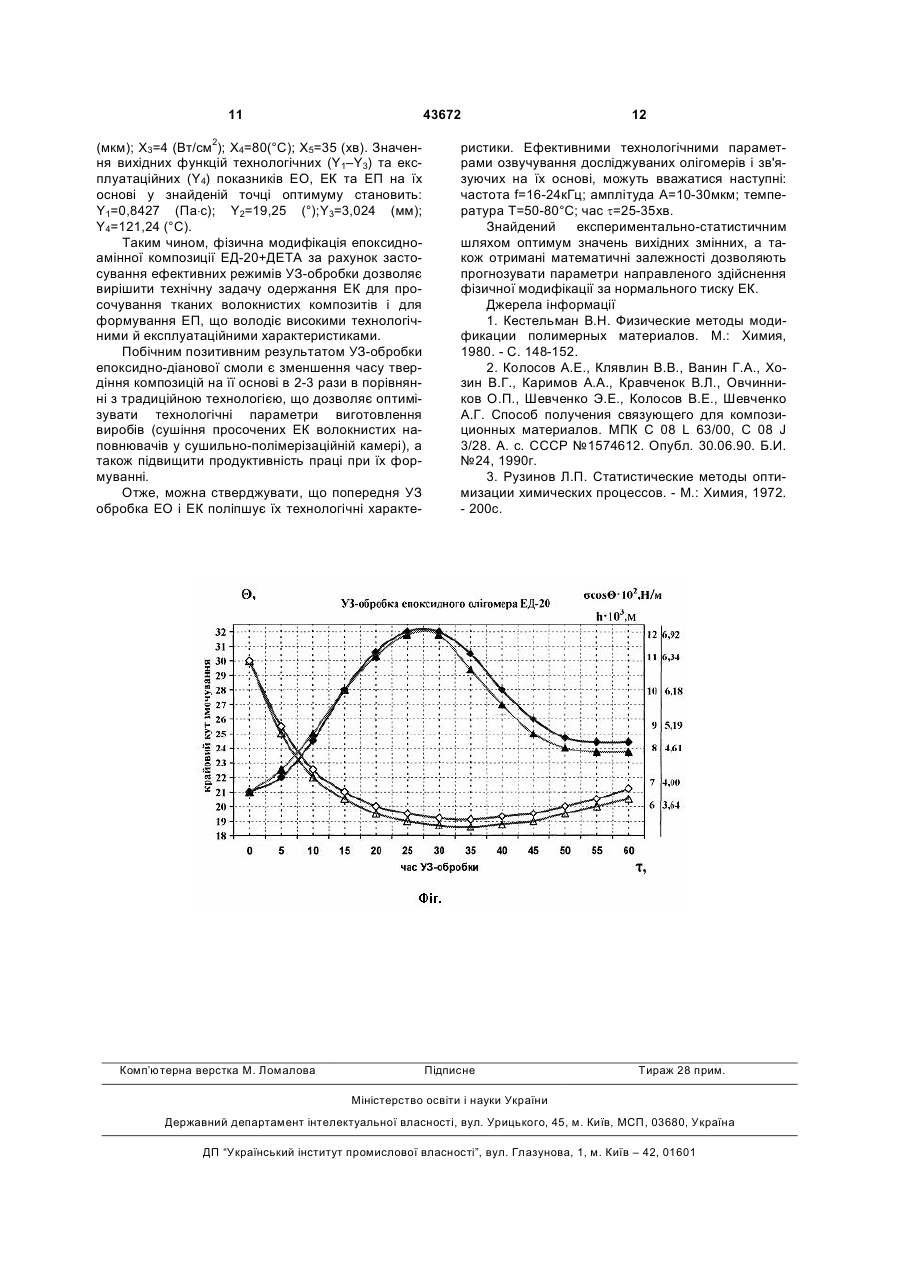
Спосіб прогнозування властивостей епоксидної композиції, одержаної з використанням ультразвукової модифікації, що використовуються при виготовленні армованих полімерних композиційних матеріалів, що включає визначення ефективних значень досліджуваних змінних параметрів ультразвукової обробки, при цьому як параметри вибирають частоту, амплітуду, інтенсивність ультразвукових коливань, а також температуру і час здійснення ультразвукової обробки епоксидних композицій шляхом задання змінних значень досліджуваних параметрів ультразвукової обробки і наступне визначення технологічних і експлуатаційних властивостей епоксидних композицій, отримуваних в результаті ультразвукової обробки за даних параметрів, причому як технологічні властивості рідких епоксидних композицій вибирають динамічну в'язкість, мінімальне значення крайового кута змочування епоксидного олігомеру або епоксидної композиції по матеріалу наповнювача, максимальну висоту підйому епоксидного олігомеру або епоксидної композиції по наповнювачу, як експлуатаційні властивості затверділих епоксидних композицій вибирають температуру склування епоксидного полімеру, який відрізняється тим, U 2 UA 1 3 пам'яті форми, і може бути використана в різноманітних галузях техніки, зокрема, в технології з'єднання поліетиленових труб при виконанні ремонту газо-, водопроводів і інших трубопровідних систем як у стаціонарних, так і в польових умовах, а також у машинобудуванні, енергетиці, авіаційній і суднобудівній промисловості тощо. Як аналог вибраний спосіб модифікації ЕК при їх ультразвуковій (УЗ) обробці (акустичній кавітації) [1]. УЗ-обробка різних композицій за цим способом проводилася на невзаємопов'язаних параметрах обробки: фіксованих частотах (20кГц; 21кГц; 29кГц), амплітуді (8мкм), інтенсивності (03Вт/см2; 2-7Вт/см2), часі (0-40хв.; 60-120хв.), температурі (100°С і 120°С). Прогнозування експлуатаційних і технологічних властивостей ЕК здійснювали шляхом вимірювання відповідних значень ЕК, одержаних при фіксованих параметрах УЗобробки. Досягнуте зміцнення щодо розтягання граничне затверділих полімерних композицій за цим способом склало 11–20%. Спосіб аналога є трудомістким, малодостовірним і витратним при визначенні ефективного співвідношення параметрів УЗ-обробки, що не дає змогу направленого здійснення та прогнозування параметрів УЗ-модифікації ЕК. Крім того, цей спосіб не забезпечує достатньо високих значень як технологічних властивостей олігомерів, так і фізико-механічних властивостей ЕП на їх основі. До недоліків цього способу також слід віднести як достатньо великий час обробки (60-120хв), так і суттєве зростання в'язкості олігомерів після закінчення УЗ-обробки. Як найбільш близький аналог вибраний спосіб прогнозування властивостей ЕК, одержаної з використанням УЗ-модифікації, що є частиною способу отримання зв’язуючого для композиційних матеріалів шляхом змішування епоксидної основи з твердником із наступною УЗ-дією, що здійснюється при частоті 17-44кГц, амплітуді 50-120мкм, інтенсивності 15-30Вт/см2 і температурі 70–90°С протягом 30-45хв. [2]. При цьому як епоксидну основу використовують епоксидно-діанову смолу ЕД20, а як амінний твердник - діетилентриамін ДЕТА. При визначенні ефективних параметрів УЗобробки ЕК здійснюють апріорне варіювання досліджуваного параметра УЗ-обробки (до яких відносять частоту, амплітуду, інтенсивність, температуру, час, температуру і час УЗ-обробки), як правило, з однаковим шагом, за незмінності інших досліджуваних параметрів УЗ-обробки, і визначають експлуатаційні властивості одержуваних ЕК, оброблених УЗ. Прогнозування відповідних експлуатаційних і технологічних властивостей ЕК здійснювали шляхом вимірювання відповідних значень ЕК і ЕП, одержаних при фіксованих параметрах УЗ-обробки. Як технологічні властивості ЕК вибирають динамічну в'язкість, мінімальне значення крайового кута змочування рідкої ЕК по матеріалу наповнювача, максимальну висоту підйому епоксидного олігомера або ЕК по наповнювачу, а як експлуатаційні властивості затверділої ЕК вибирають температуру склування ЕП. 43672 4 Проте спосіб найбільш близького аналога є трудомістким і витратним при визначенні ефективного співвідношення параметрів УЗ-обробки, що не дає змогу прогнозування властивостей ЕК, одержаних за ефективних параметрів УЗмодифікації. В основу корисної моделі поставлена задача підвищення ефективності, спрощення процесу прогнозування та підвищення достовірності отримуваних результатів при визначенні ефективного співвідношення параметрів УЗ-обробки, що дасть змогу направленого здійснення та прогнозування параметрів УЗ-модифікації ЕК. Поставлена задача вирішується тим, що в способі прогнозування властивостей епоксидної композиції, одержаної з використанням ультразвукової модифікації, що використовуються при виготовленні армованих полімерних композиційних матеріалів, який включає визначення ефективних значень досліджуваних змінних параметрів ультразвукової обробки, в якості яких вибирають частоту, амплітуду, інтенсивність ультразвукових коливань, а також температуру і час здійснення ультразвукової обробки епоксидних композицій, шляхом задання змінних значень досліджуваних параметрів ультразвукової обробки і наступне визначення технологічних і експлуатаційних властивостей епоксидних композицій, отримуваних в результаті ультразвукової обробки за даних параметрів, причому як технологічні властивості рідких епоксидних композицій вибирають динамічну в'язкість, мінімальне значення крайового кута змочування епоксидного олігомера або епоксидної композиції по матеріалу наповнювача, максимальну висоту підйому епоксидного олігомера або епоксидної композиції по наповнювачу, як експлуатаційні властивості затверділих епоксидних композицій вибирають температуру склування епоксидного полімера, новим є те, що, задання змінних значень ультразвукової обробки проводять довільно, а прогнозування технологічних і експлуатаційних властивостей епоксидних композицій, одержаних із використанням ультразвукової модифікації, здійснюють за допомогою математичної моделі першого порядку для кожної змінного параметру ультразвукової обробки у вигляді рівняння Yi(X)=c0+c1×X1+c2×X2+c3×X3+c4×c5×X5, де Хi - вхідні змінні параметри ультразвукової обробки, або фактори, що означають відповідно Х1 - частоту ультразвукових коливань, кГц, Х2 - амплітуду ультразвукових коливань, мкм, Х3 - інтенсивність ультразвукових коливань, Вт/см2, X4 - температуру ультразвукової обробки, °С, Х5 - час ультразвукової обробки, хв, Yi - вихідні параметри, що означають слідуючі технологічні властивості рідкої та експлуатаційні властивості затверділої епоксидної композиції Y1 - динамічну в'язкість, Па×с, Y2 - мінімальне значення крайового кута змочування епоксидного олігомера або епоксидної композиції по матеріалу наповнювача, °, 5 Y3 - максимальну висоту підйому епоксидного олігомера або епоксидної композиції по скловолокнистому наповнювачу, мм, Y4 - температура склування епоксидного полімера, °С, a c0, с1, c2,..., c5 - константи рівняння, що підлягають визначенню. Перераховані ознаки способу складають сутність корисної моделі. Наявність причинно-наслідкового зв'язку між сукупністю істотних ознак корисної моделі і технічним результатом, що досягається, полягає в наступному. Відсутність ефективного діапазону УЗ-обробки для досліджуваної ЕК, а також відсутність оптимального співвідношення для досліджуваних параметрів УЗ-модифікації не дозволяє провести ефективне об'ємне озвучування EC з метою максимальної реалізації її фізико-механічних властивостей у кінцевій полімерній композиції. Це слугувало орієнтиром при дослідженні і розробленні ефективних режимів УЗ-модифікації ЕК як за нормального, так і за надлишкового тисків. З метою оцінки ефективності УЗ-модифікації були проведені порівняльні експериментальні дослідження композиції для просочування на базі смоли ЕД-20 і твердника ДЕТА. Після УЗ-обробки 100 в.ч. смоли ЕД-20 змішували з 10 в.ч. твердника ДЕТА. Отриману суміш затверджували за режимом 20°С/24год + 130°С/6год. Спосіб реалізують наступним чином. 1. Проводять вибір змінних значень УЗобробки (частота, амплітуда, інтенсивність УЗколивань, а також температури і часу здійснення УЗ-обробки) ЕК шляхом довільного задання змінних значень досліджуваних параметрів УЗобробки в межах паспортних характеристик відповідного змінного параметру електротехнологічного УЗ-обладнання (частота, амплітуда, інтенсивність УЗ-коливань), а також знайдених експериментальне границь відповідних інтервалів (час, температура УЗ-обробки). 2. Визначають технологічні і експлуатаційні властивості ЕК, отримуваних в результаті УЗобробки за даних змінних параметрів. В якості технологічних властивостей ЕК вибирають динамічну в'язкість, мінімальне значення крайового кута змочування епоксидного олігомера або ЕК по матеріалу наповнювача, максимальну висоту підйому епоксидного олігомера або ЕК по наповнювачу. В якості експлуатаційних властивостей ЕК вибирають температуру склування ЕП. 3. Здійснюють прогнозування властивостей ЕК при здійсненні їх УЗ-модифікації за допомогою математичної моделі першого порядку для кожної змінної, яка має такий вигляд: (1) Yi(X)=c0+c1×X1+c2×X2+c3×X3+c4×Х4+c5×X5, 43672 6 де Хi - вхідні параметри ультразвукової обробки, або фактори, що означають відповідно: X1 - частоту ультразвукових коливань, кГц, Х2 - амплітуду ультразвукових коливань, мкм, Х3 - інтенсивність ультразвукових коливань, Вт/см2, Х4 - температуру ультразвукової обробки, °С, Х5 - час ультразвукової обробки, хв, Yi - вихідні параметри, що означають слідуючі технологічні та експлуатаційні властивості епоксидної композиції: Y1 - динамічну в'язкість, Па×с, Y2 - мінімальне значення крайового кута змочування епоксидного олігомера або епоксидної композиції по матеріалу наповнювача, °, Y3 - максимальну висоту підйому епоксидного олігомера або епоксидної композиції по скловолокнистому наповнювачу, мм, Y4 - температура склування епоксидного полімера, °С, a c0, c1, c2,..., c5 - константи рівняння (1), що підлягають визначенню. У таблиці 1 наведені зведені порівняльні результати вимірювань деяких технологічних характеристик вихідних епоксидних олігомерів (ЕО) та ЕК на основі ЕД-20+ДЕТА, а також композицій, отриманих за способом аналога [1], способом найбільш близького аналога [2] і за досліджуваними та розроблюваними технологічними режимами. При цьому для отримання достовірної картини щодо ефектів зміцнення та поліпшення експлуатаційних властивостей відтворювали експерименти за схемою усіх способів на EC марки ЕД-20, взятої з однієї партії. Параметри відтворення експериментів указані у верхній частині табл. 1. З таблиці 1 видно, що відхилення від ефективних режимів УЗ-обробки смоли ЕД-20 призводить до погіршення технологічних і експлуатаційних характеристик ЕК. Спосіб ілюструється Фіг., на якій показано зміну крайового кута змочування Q по скляній підложці і змочувальної здатності scosq олігомера ЕД20 при 20°С у залежності від часу озвучування т у низькочастотному УЗ-діапазоні. На Фіг. прийнято наступні позначення: h - висота підйому олігомера ЕД-20 по скляному капіляру; частота f=17кГц для Q (Δ) і для scosq (▲), частота f=22кГц для Q (à) і для scosq (¨); Було встановлено, що часова залежність крайового кута змочування Q і змочувальної здатності scosq для частот f, що досліджуються, і температур розігрівання (обробки) носить також екстремальний характер (див. Фіг.). При зменшенні амплітуди коливань А крайовий кут змочування олігомеру по скловолокну Q дещо меншає, а величина змочувальної здатності scosq збільшується. 7 43672 8 Таблиця 1 Вплив параметрів УЗ-обробки на технологічні і експлуатаційні властивості ЕО та ЕК у складі ЕД-20 + ДЕТА Властивості ЕО hmax, мм Тс, °С t, хв. h, Па×с Qmin, ° Вихідна смола ЕД-20 0,78 30 0,90 104 Віброакустична обробка смоли ЕД-20 за способом [1] 29 8 3 100 40 0,86 21 1,40 114 Віброакустична обробка смоли ЕД-20 за відомим способом [2] 17-44 50-120 15-30 70-90 30-45 0,840 19-20 2,00 18 УЗ-обробки смоли ЕД-20 за проведеними дослідженнями 16 10 4 50 25 0,83 18,6 2,40 118,5 16 30 10 80 35 0,83 18,8 2,50 119,0 18 10 4 50 25 0,83 18,5 2,40 118,5 18 30 10 80 35 0,83 18,9 2,48 118,5 20 20 7 65 30 0,83 18,4 2,35 120,0 20 30 10 80 35 0,82 19,0 2,35 118,5 22 10 4 50 25 0,83 18,5 2,25 118,8 22 30 10 70 35 0,83 18,8 2,10 118,0 24 20 7 60 30 0,83 18,5 2,10 119,0 24 30 10 80 35 0,83 19,0 2,15 118,0 Відхилення від оптимальних параметрів УЗ-обробки смоли ЕД-20 за проведеними дослідженнями 8 3 2 40 10 0,83 24,0 1,40 110 8 10 5 100 60 0,84 23,0 1,45 12 10 50 20 100 15 0,86 22,0 1,50 13 10 30 15 120 20 0,85 21,5 1,60 14 13 20 2 40 20 0,85 23,5 1,75 12 30 20 4 100 40 0,89 23,0 1,80 14 44 40 15 120 40 0,91 23,5 1,80 13 f, кГц Параметри УЗ-обробки А, мкм I, Вт/см2 Т, °С Для визначення впливу параметрів УЗобробки на технологічні і експлуатаційні властивості ЕО марки ЕД-20 і ЕК на його основі були проведені експериментальні дослідження згідно з синтезованим D-оптимальним планом експерименту для кожної залежної змінної [3]. У зв'язку з великою кількістю факторів для полегшення розрахунків при прогнозуванні властивостей ЕК, одержаних із використанням УЗмодифікації, експериментально-розрахунковим шляхом була вибрана структура математичної моделі першого порядку (лінійний поліном) для кожної змінної, яка має такий вигляд: (1) Yi(X)=c0+c1×X1+c2×X2+c3×X3+c4×Х4+c5×X5. де Xi - вхідні параметри (фактори), що означають відповідно: частота УЗК - , fУЗ, кГц, (X1); амплітуда УЗК - А, мкм, (X2); інтенсивність УЗК - І, Вт/см2, (Х3); температура УЗ-обробки - T °С, (АX4); час УЗ-обробки - t, хв, (X5); Yi - вихідні параметри, що уособлюють слідуючі технологічні і експлуатаційні властивості: динамічна в'язкість - h, Па×с, (Y1); мінімальне значення крайового кута змочування ЕО (або ЕК) матеріалу наповнювача (скляної підложки) - Qmin, °, (Y2); максимальна висота підйому ЕО (або ЕК) по скловолокнистому наповнювачу hmax, мм, (Y3); температура склування ЕП - Тс, °С, (Y4); c0, c1, с2, ..., с5 - константи рівняння (1), що підлягають визначенню. Інтервали варіювання вхідних факторів процесу УЗ-модифікації вибирали згідно з вимірювально-експлуатаційними можливостями УЗтехнологічного обладнання та попередніми результатами досліджень. У таблиці 2 показано D-оптимальний план та результати експериментів у реальних координатах. 9 43672 10 Таблиця 2 D-оптимальний план та дані експериментальних досліджень, отриманих в результаті реалізації процесу УЗ-модифікації ЕО та ЕК на їх основі, в реальних координатах f, кГц Х1 16 16 18 18 20 20 22 22 24 24 А, мкм X2 10 30 10 30 20 30 10 30 20 30 I, Вт/см2 Х3 4 10 4 10 7 10 4 10 7 10 T, °C Х4 50 80 50 80 65 80 50 70 60 80 t, хв. X5 25 35 25 35 30 35 25 35 30 35 Отримані статистичним методом адекватні статистичні математичні моделі, що використовуються при прогнозуванні властивостей ЕК, одер h, Па×с Y1 0,835 0,832 0,83 0,832 0,83 0,828 0,832 0,833 0,834 0,831 Qmin, ° Y2 18,6 18,8 18,5 18,9 18,4 19 18,5 18,8 18,5 19 hmax, мм Y3 2,40 2,50 2,40 2,48 2,35 2,35 2,25 2,10 2,10 2,15 Тс, °С Y4 118,5 119.0 118,5 118,5 120,0 118,5 118,8 118,0 119,0 118,0 жаних із використанням УЗ-модифікації, для кожної змінної мають такий вигляд: Y1(X) = -8,835116-0,000163322 × X1 + 0,140158 × X2 - 1,388366 × X3 - 0,000359 × X4 + 0,553614 × X5; Y2(Х) = 3,62683 - 0,001 × X1 + 0,04375 × X2 - 1,4462 × X3 + 0,01399 × X4 + 0,78039 × Х5; Y3(X) = -7,5833 - 0,0384 × X, + 0,11818 × X2 - 1,4262 × X3 + 0,01713 × X3 + 0,57288 × X5; Y4(X) = 77,284 - 0,0035 × X1 - 0,5634 × X2 - 1,8848 × X3 + 0,04167 × X4 + 2,11015 × X4. (2) (3) (4) (5) У таблиці 3 представлено експериментальні і розраховані значення змінних для процесу фізикохімічної модифікації ЕО та ЕК на їх основі. Таблиця 3 Зведені експериментальні і розраховані значення змінних для процесу ультразвукової модифікації ЕО та ЕК на їх основі Експериментальні значення hmax, мм Тс, °С h, Па×с Qmin, ° Х1 Х2 Х3 Х4 0,835 18,6 2,40 118,5 0,832 18,8 2,50 119,0 0,83 18,5 2,40 118,5 0,832 18,9 2,48 118,5 0,83 18,4 2,35 120,0 0,828 19 2,35 118,5 0,832 18,5 2,25 118,8 0,833 18,8 2,10 118,0 0,834 18,5 2,10 119,0 0,831 19 2,15 118,0 Розрахований критерій Фішера FT Адекватність (так/ні) Значення вихідних функцій (відгуків) при здійсненні пошуку компромісної точки для процесу фізико-хімічної модифікації ЕО та ЕК на їх основі становлять: Відгук: Найкраще значення: Найгірше значення: Y1 0,84 0,82 Y2 19 18 Y3 2,7 2 Y4 122 177 h, Па×с Х1 0,832 0,831 0,832 0,830 0,831 0,830 0,831 0,833 0,832 0,829 10,025 Так Розраховані значення hmax, мм Qmin, ° Х2 Х3 18,47 2,45 18,89 2,50 18,47 2,38 18,89 2,43 18,67 2,32 18,88 2,35 18,46 2,22 18,74 2,10 18,60 2,08 18,88 2,19 8,0214 5,889 Так Так Тс, °С X4 118,5 119 118,5 118,5 120 118,5 118,8 118 119 118 9,8501 Так Слід зауважити, що значення параметрів оптимізації в точці оптимуму не завжди входить в той круг, що був окреслений на початку оптимізації. Це пояснюється тим, що при розрахунках ми маємо справу з функцією, що описує експериментальні дані не абсолютно точно, а з деякою похибкою. Точка оптимуму, отримана для функції бажаності d(D)=0,99997 при кількості обчислень її значень, що становить 21120, досягається за таких значень вхідних факторів: X1=16 (кГц); Х2=10 11 43672 (мкм); Х3=4 (Вт/см2); Х4=80(°С); Х5=35 (хв). Значення вихідних функцій технологічних (Y1–Y3) та експлуатаційних (Y4) показників ЕО, ЕК та ЕП на їх основі у знайденій точці оптимуму становить: Y1=0,8427 (Па×с); Y2=19,25 (°);Y3=3,024 (мм); Y4=121,24 (°С). Таким чином, фізична модифікація епоксидноамінної композиції ЕД-20+ДЕТА за рахунок застосування ефективних режимів УЗ-обробки дозволяє вирішити технічну задачу одержання ЕК для просочування тканих волокнистих композитів і для формування ЕП, що володіє високими технологічними й експлуатаційними характеристиками. Побічним позитивним результатом УЗ-обробки епоксидно-діанової смоли є зменшення часу твердіння композицій на її основі в 2-3 рази в порівнянні з традиційною технологією, що дозволяє оптимізувати технологічні параметри виготовлення виробів (сушіння просочених ЕК волокнистих наповнювачів у сушильно-полімерізаційній камері), а також підвищити продуктивність праці при їх формуванні. Отже, можна стверджувати, що попередня УЗ обробка ЕО і ЕК поліпшує їх технологічні характе Комп’ютерна верстка М. Ломалова 12 ристики. Ефективними технологічними параметрами озвучування досліджуваних олігомерів і зв'язуючих на їх основі, можуть вважатися наступні: частота f=16-24кГц; амплітуда А=10-30мкм; температура T=50-80°С; час t=25-35хв. Знайдений експериментально-статистичним шляхом оптимум значень вихідних змінних, а також отримані математичні залежності дозволяють прогнозувати параметри направленого здійснення фізичної модифікації за нормального тиску ЕК. Джерела інформації 1. Кестельман В.Н. Физические методы модификации полимерных материалов. М.: Химия, 1980. - С. 148-152. 2. Колосов А.Е., Клявлин В.В., Ванин Г.А., Хозин В.Г., Каримов А.А., Кравченок В.Л., Овчинников О.П., Шевченко Э.Е., Колосов В.Е., Шевченко А.Г. Способ получения связующего для композиционных материалов. МПК С 08 L 63/00, С 08 J 3/28. А. с. СССР №1574612. Опубл. 30.06.90. Б.И. №24, 1990г. 3. Рузинов Л.П. Статистические методы оптимизации химических процессов. - М.: Химия, 1972. - 200с. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forecast of properties of epoxy composition prepared with use of ultrasonic modification
Автори англійськоюKolosov Oleksandr Yevhenovych
Назва патенту російськоюСпособ прогнозирования свойств эпоксидной композиции, полученной с использованием ультразвуковой модификации
Автори російськоюКолосов Александр Евгеньевич
МПК / Мітки
МПК: C09J 5/08, B29C 61/06, C08L 63/00, B29C 61/00, C08J 3/28
Мітки: використанням, прогнозування, ультразвукової, епоксидної, композиції, одержаної, модифікації, властивостей, спосіб
Код посилання
<a href="https://ua.patents.su/6-43672-sposib-prognozuvannya-vlastivostejj-epoksidno-kompozici-oderzhano-z-vikoristannyam-ultrazvukovo-modifikaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб прогнозування властивостей епоксидної композиції, одержаної з використанням ультразвукової модифікації</a>
Спосіб тверднення епоксидної композиції з використанням ультразвуку
Номер патенту: 27371
Опубліковано: 25.10.2007
Автори: Добротвор Ігор Григорович, Чихіра Ігор Вікторович, Букетов Андрій Вікторович, Долгов Микола Анатолійович, Стухляк Петро Данилович
МПК: C09D 4/00
Мітки: епоксидної, використанням, тверднення, композиції, ультразвуку, спосіб
Формула / Реферат:
Спосіб тверднення епоксидної композиції з використанням ультразвуку, що включає обробку на повітрі епоксидіанової смоли ультразвуком при кімнатній температурі з інтенсивністю звуку 1-30 Вт/см2 протягом 5-60 хв. з наступним введенням отверджувача, який відрізняється тим, що до обробленої на повітрі ультразвуком епоксидіанової смоли вводять отверджувач і додатково добавляють оброблений у водному середовищі волокнистий неперервний наповнювач та...
Спосіб вибору ефективних конструктивно-технологічних параметрів пристроїв для ультразвукової модифікації рідких полімерних композицій та волокнистих наповнювачів
Номер патенту: 30505
Опубліковано: 25.02.2008
Автор: Колосов Олександр Євгенович
МПК: B29B 15/00
Мітки: композицій, волокнистих, ефективних, модифікації, параметрів, наповнювачів, конструктивно-технологічних, пристроїв, полімерних, вибору, рідких, ультразвукової, спосіб
Формула / Реферат:
1. Спосіб вибору ефективних конструктивно-технологічних параметрів пристроїв для ультразвукової модифікації рідких полімерних композицій та волокнистих наповнювачів, який полягає у виборі типу пристрою або апарата для ультразвукової обробки озвучуваного середовища, переважно епоксидних олігомерів або епоксидних композицій на їх основі, у відповідності із діапазоном значень інтенсивності (І), частоти (f) і амплітуди (А) ультразвукових...
Спосіб отвердіння епоксидної композиції
Номер патенту: 36797
Опубліковано: 10.11.2008
Автори: Добротвор Ігор Григорович, Букетов Андрій Вікторович, Букетова Наталія Миколаївна
МПК: C09D 163/00
Мітки: композиції, спосіб, епоксидної, отвердіння
Формула / Реферат:
Спосіб отвердіння епоксидної композиції, що полягає у створенні механічної суміші з епоксидної діанової смоли і отверджувача, який відрізняється тим, що епоксидну діанову смолу обробляють електроіскровим гідроударом, після чого до неї додатково вводять оброблений ультразвуком пластифікатор і термообробляють при температурі 323-343 К протягом часу 1,8-2,0 год., потім вводять опромінений ультрафіолетом отверджувач і термообробляють...
Застосування четвертинної амонієвої солі на основі епоксидної смоли ед-20 як регулятора реологічних властивостей триацетатцелюлозної композиції і регулятора фізико-механічних властивостей триацетатцелюлозної

Номер патенту: 25488
Опубліковано: 30.10.1998
Автори: Голощапов Олександр Васильович, Шапка Василь Харитонович, Кібка Світлана Валеріївна, Толстой Сергій Анатолійович, Костулян Олексій Миколайович
Мітки: основі, реологічних, амонієвої, солі, властивостей, ед-20, триацетатцелюлозної, епоксидної, композиції, застосування, четвертинної, регулятора, фізико-механічних, смолі
Спосіб отвердіння епоксидної композиції
Номер патенту: 31570
Опубліковано: 10.04.2008
Автори: Маслияк Богдан Олексійович, Букетов Андрій Вікторович, Стухляк Петро Данилович, Ярема Ігор Теодорович, Добротвор Ігор Григорович, Тотосько Олег Васильович
МПК: C09D 5/00
Мітки: епоксидної, спосіб, отвердіння, композиції
Формула / Реферат:
Спосіб отвердіння епоксидної композиції, що включає створення механічної суміші з епоксидної діанової смоли й отверджувача, який відрізняється тим, що до епоксидної діанової смоли додатково вводять пластифікатор і полідисперсний наповнювач, який попередньо змочують епоксидною діановою смолою і термообробляють при температурі 323-343 К протягом 1,8-2,0 год., а потім уводять отверджувач.
Попередній патент: Одночерв’ячний екструдер
Наступний патент: Мікроконтролер з системою захисту від атак за струмом споживання
Випадковий патент: Пристрій для виготовлення розплаву чавуну інжекцією дрібного вугілля у плавильний газогенератор і спосіб застосування цього пристрою