Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3d моделі
Номер патенту: 46418
Опубліковано: 25.12.2009
Автори: Чернишов Сергій Іванович, Вітязєв Юрій Борисович, Доброскок Володимир Ленінмирович, Абдурайімов Ленмар Нариманович
Формула / Реферат
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, що включає періодичне опускання столу на величину кроку побудови й наступне формування шарів виробів, який відрізняється тим, що величину кроку побудови змінюють для кожного окремого опускання столу по формулі:
![]()
де hi - величина кроку побудови на i-ому етапі опускання столу;
![]() - припустима погрішність формоутворення виробу;
- припустима погрішність формоутворення виробу;
![]() - мінімальне значення із всіх розрахованих величин кутів між нормальними векторами площин трикутників тріангуляційної моделі, що належать i-ому шару виробу, й напрямком побудови виробу.
- мінімальне значення із всіх розрахованих величин кутів між нормальними векторами площин трикутників тріангуляційної моделі, що належать i-ому шару виробу, й напрямком побудови виробу.
Текст
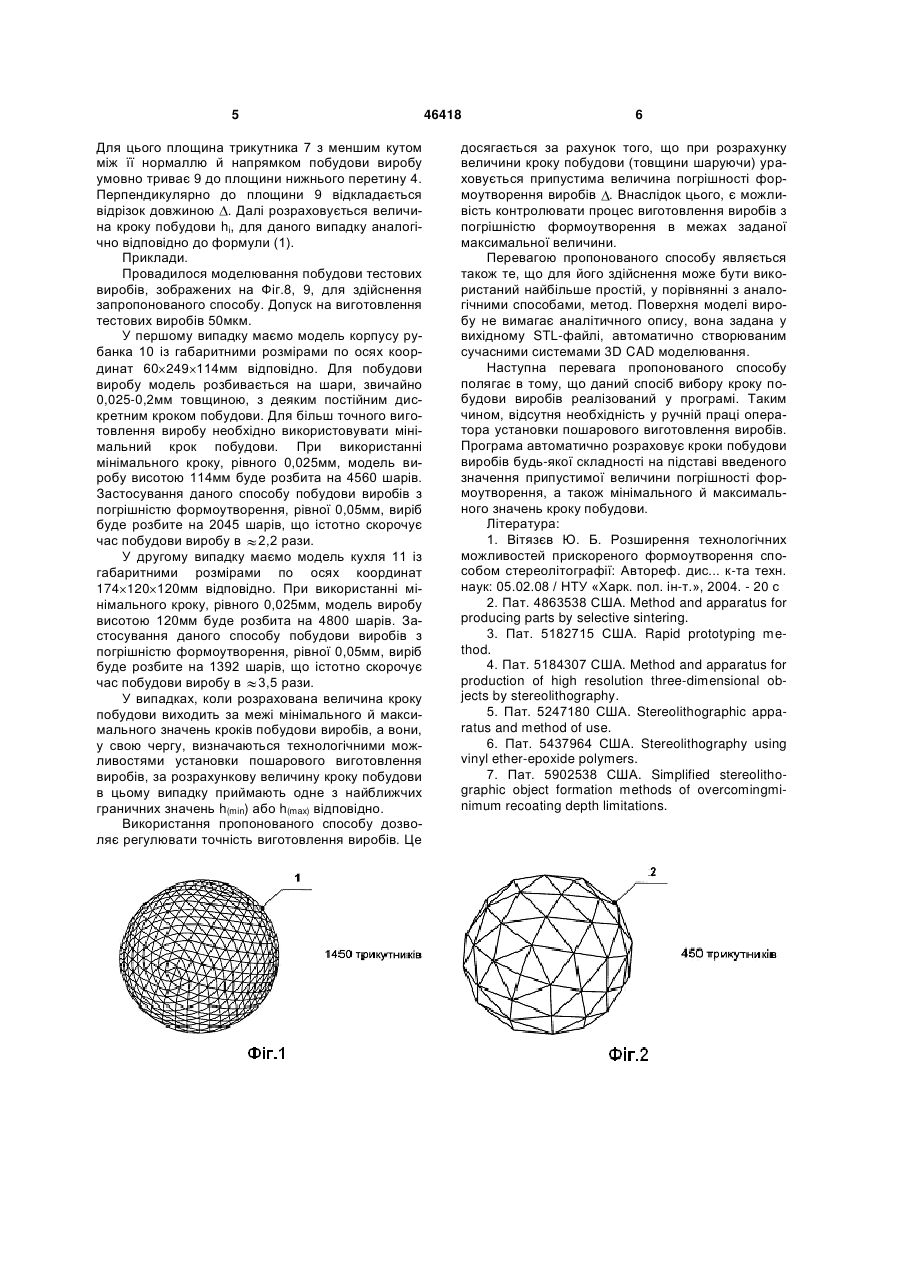
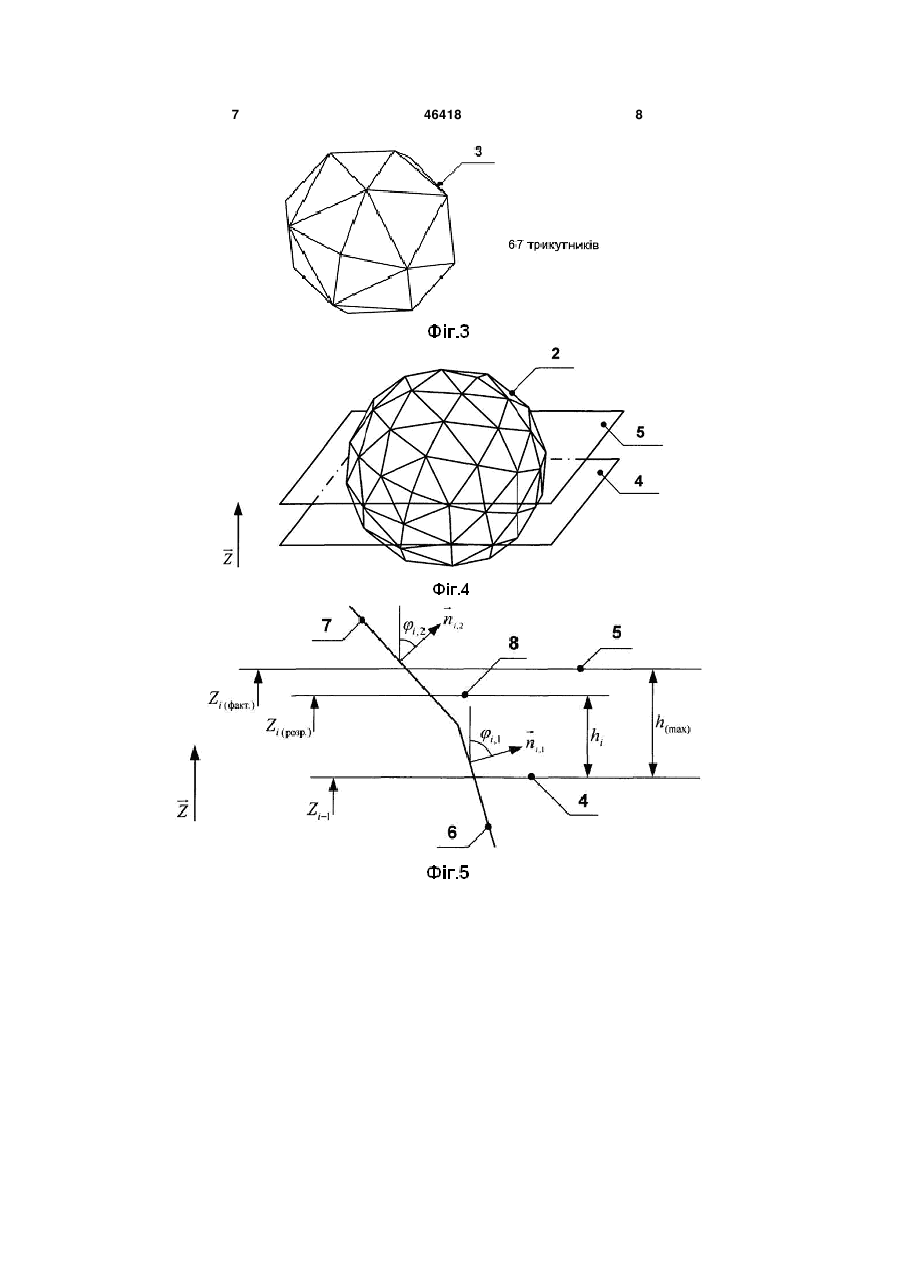
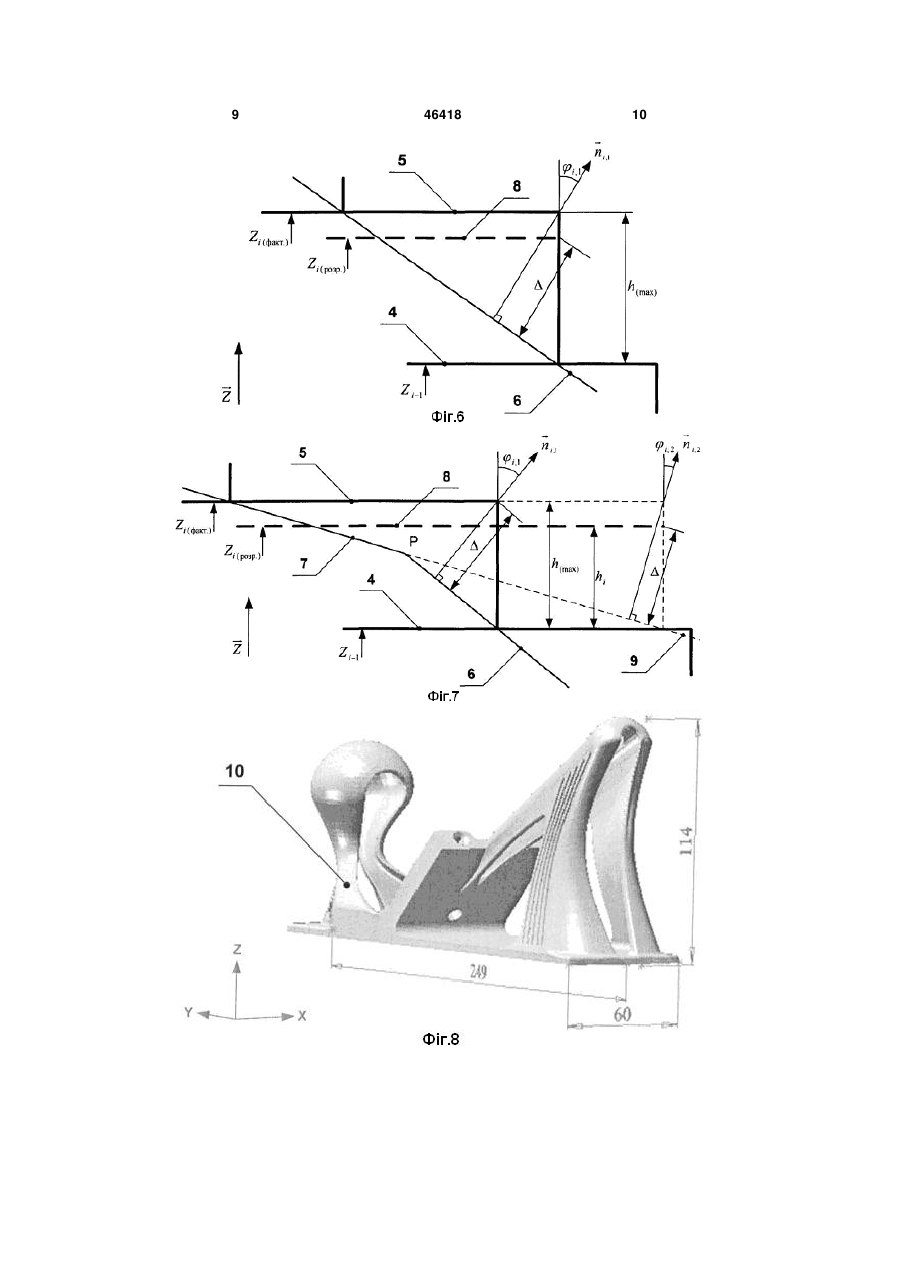
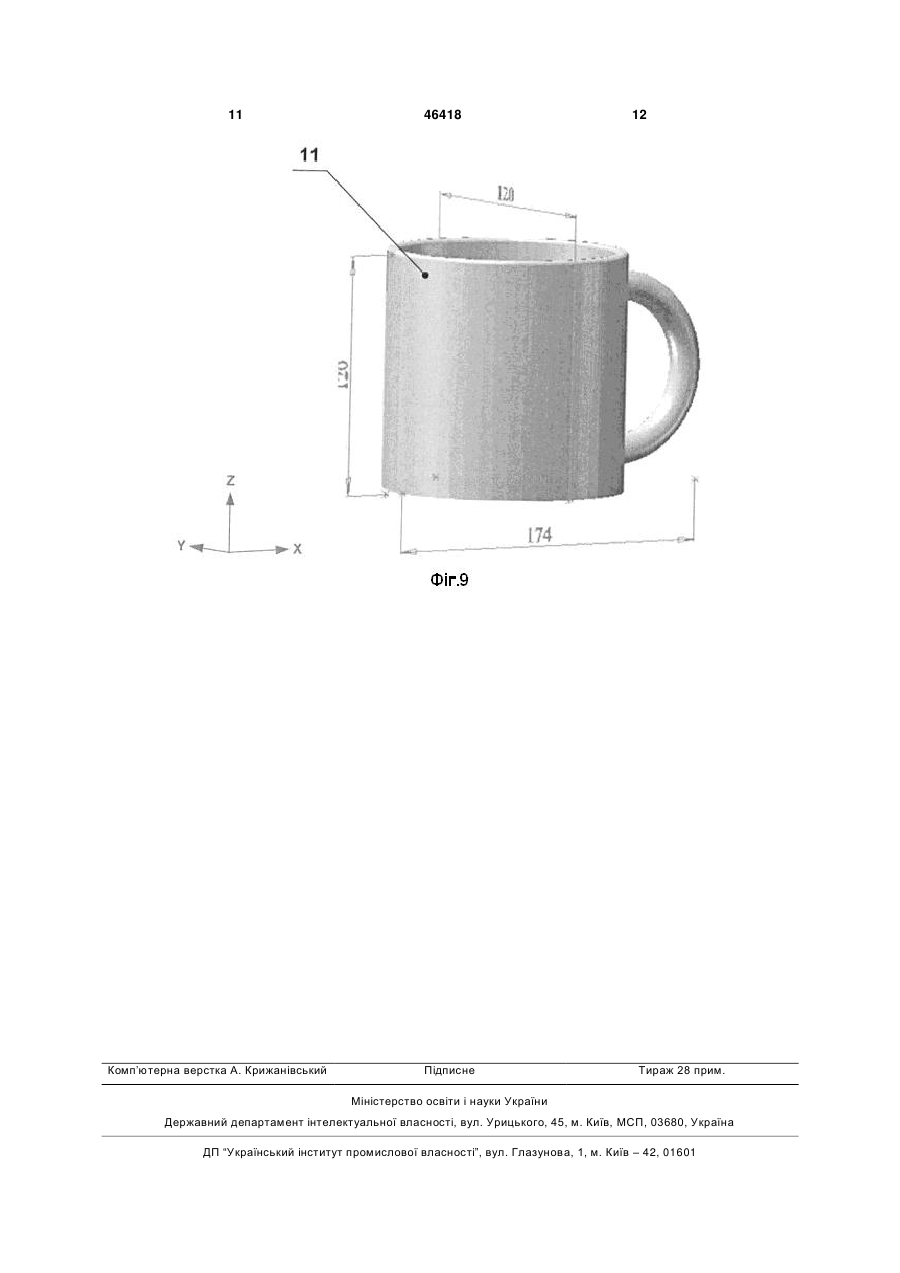
Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, що включає періодичне опускання столу на величину кроку побудови й наступне формування шарів виробів, який відрізняється тим, що величину кроку побу дови змінюють для кожного окремого опускання столу по формулі: Корисна модель відноситься до формоутворення, зокрема до пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, і може бути використане в машинобудуванні. Відомі способи побудови виробів пошаровими методами на установках лазерної стереолітографії, при якому вироби виготовляються шляхом послідовного нероз'ємного з'єднання елементарних шарів об'єму матеріалу, у якості якого можуть виступати полімер, кераміка, папір, метал і ін. [2, 3, 4, 5, 6, 7]. Пошарові методи припускають прямий перехід від віртуальної 3D CAD моделі до матеріалізованого об'єкта. При даних способах 3D CAD модель виробу розсікається на серію послідовних дуже тонких шарів, звичайно 0,025-0,2мм товщиною, з деяким постійним дискретним кроком побудови. Товщина шаруючи обмежується технологічними можливостями застосовуваної установки лазерної стереолітографії. Недоліком цих способів являється виникнення різних погрішностей формоутворення по поверхнях різних виробів. Під погрішністю формоутворення розуміється надлишкова частина матеріалу на поверхні виробів, що виникає внаслідок технологічних особливостей процесу пошарового виготовлення виробів. Найближчим до, що заявляється є спосіб побудови виробів пошаровими методами зі змінним кроком побудови із забезпеченням заданої величини погрішності формоутворення, описаний у [1]. При здійсненні цього способу, для побудови 3D моделі, виріб повинен мати аналітичний опис поверхні в доступній для аналізу формі. Модель виробу розділяється на п шарів, які з погляду математичного опису представляють 2D моделі. Кожний перетин або шар моделі (перпендикулярний напрямку переміщення стола) являє собою двомірні моделі й задається в певній системі координат. Далі підбирається крок столу з урахуванням взаємного розташування поверхонь і з умовою, що буде забезпечена припустима точність. Недоліком цього способу являється умова наявності аналітичного опису поверхні моделі виробу, що обмежує його застосування до більш складних виробів. Наступним недоліком являється те, що для розрахунку величини кроку столу необхідно розраховувати кут нахилу поверхні до напрямку переміщення столу, а для цього необхідно знайти дотичну до розглянутої поверхні. Зазначені недоліки в сукупності ведуть до збільшення технологічного часу виготовлення виробів за рахунок виникнення попередньої роботи з підготовчих операцій, що знижує продуктивність процесу виготовлення в цілому. hi cos , i(min) де hi - величина кроку побудови на i-ому етапі опускання столу; - припустима погрішність формоутворення виробу; i(min) - мінімальне значення із всіх розрахованих (19) UA (11) 46418 (13) U величин кутів між нормальними векторами площин трикутників тріангуляційної моделі, що належать iому шару виробу, й напрямком побудови виробу. 3 Завдання корисної моделі - розширення можливості застосування способу пошарової побудови виробів без обмежень на їхню складність, можливості регулювання точності виготовлення по поверхні окремих деталей і виробу в цілому, а також підвищення продуктивності самого процесу. Технічний результат досягається тим, що при здійсненні способу пошарової побудови виробів на базі вихідної тріангуляційної 3D моделі, що включає періодичне опускання столу на величину кроку побудови й наступне формування шарів виробів, з метою підвищення продуктивності процесу й регулювання точності виготовлення виробів, величину кроку побудови змінюють для кожного окремого опускання столу по формулі: hi cos i(min), (1) де hi - величина кроку побудови на i-ому етапі опускання столу; - припустима погрішність формоутворення виробу; i(min)- мінімальне значення із всіх розрахованих величин кутів між нормальними векторами площин трикутників тріангуляційної моделі, що належать i-ому шару виробу й напрямком побудови виробу. Відмітна ознака пропонованого рішення, що описує зміну величини кроку побудови по формулі (1) представляється раніше невідомим технологічним прийомом. Наявність раніше невідомої ознаки дозволяє зробити висновок про відповідність пропонованого способу критерію "новизна". На Фіг.1-3 зображені 3 варіанти тріангуляційного представлення 3D моделі сфери, апроксимованої 1450, 450 і 67 трикутниками відповідно. На Фіг.4, 5 у верхній частині зображена тріангуляційна 3D модель сфери, апроксимованої 450 трикутниками, і дві січні площини Zi-1 і Zi. У нижній частині представлена схема розрахунку величини кроку побудови виробу для кожного окремого опускання столу при здійсненні пропонованого способу. На Фіг.6, 7 зображені більш докладні схеми розрахунку значення кроку побудови на і-ому етапі. У верхній частині для випадку, коли всі трикутники, що належать поточному шару, утворять однаковий кут із вектором напрямку побудови. У нижній частині представлена аналогічна схема для загального випадку, коли трикутники утворять різні кути з вектором напрямку побудови. На Фіг.8, 9 представлені 3D моделі тестових виробів корпусу рубанка й кружки для здійснення пропонованого способу пошарової побудови виробів. Розглянемо застосування пропонованого способу пошарової побудови виробів на базі тріангуляційної 3D моделі сфери. Як показано на Фіг.1-3, типові CAD програмні пакети (наприклад, 3D Systems, 1988) моделі твердотільних об'єктів, такі як сфера, представляють у вигляді набору трикутних граней. При цьому якість апроксимації моделі сфери прямо залежить від їхньої кількості. Іншими словами 3D модель виробу тріангулюють. На Фіг.1-3 зображена вихідна модель сфери, але що 46418 4 апроксимована різним числом трикутників: 1450 трикутниками - 1, 450 трикутниками - 2, 67 трикутниками - 3. На жаль, вищевказані CAD системи зберігають дані про тріангуляційний 3D моделі виробу в такій формі, що інформація про елементи (трикутниках) такої моделі зберігається незалежно друг від друга, без якої-небудь інформації про відношення одного трикутника щодо іншого. У технологіях пошарової побудови виробів приблизно 60% загального часу по підготовці 3D моделі виробу приділяється генеруванню шарів, тобто розділенню її на сукупність елементарних шарів. Більш того, більша частина часу займає робота зі знаходження трикутників, які знаходяться між двома послідовними січними площинами й обчисленню точок перетинання для генерування даних про шар. У сучасних установках пошарової побудови виробів крок побудови є величиною постійної й задається оператором вручну, виходячи з технологічних особливостей застосовуваної установки. Даний спосіб дозволяє вибирати крок побудови виробів на кожному етапі відповідно до формули (1). У верхній частині Фіг.4, 5 представлена тріангуляційна 3D модель сфери 2, що розсікається двома січними площинами 4 і 5 з координатами Zi-1 і Zi відповідно. На кожному кроці розглядаються тільки ті трикутники, які належать поточному i-ому шару, утвореному січними площинами 4 і 5. У нижній частині Фіг.4, 5 представлені поверхні двох вибіркових трикутників 6 і 7 у розрізі, нормалі ni,1 й ni,2 до їхніх поверхонь, кути i,1 й i,2 , утворені нормалями й напрямком побудови виробу, дві січні площини 4 і 5 з координатами Zi-1 і Zi(факт) відповідно. За замовчуванням за величину кроку побудови виробу береться його максимальна величина, задана оператором, h(max), тобто Zi(факт)= Zi-1+h(max). Далі провадиться розрахунок величин кутів i,1 і i,2 , береться найменший з них і відповідно до формули (1), на основі припустимої величини погрішності формоутворення , обчислюється розрахункова величина кроку побудови hі, тобто розрахункова січна площина 8, що береться за основну, визначається по залежності Zi(розр)= Zi-1+hі. У загальному випадку, для кожного шару вибір найменшого кута провадиться по формулі: N i(min) min( i, j ), j 1... , (2) де i(min) мінімальне значення із всіх розра хованих величин кутів між нормальними векторами площин трикутників тріангуляційної моделі, що належать і-ому шару виробу й напрямком побудови виробу; і - номер поточного шару; N - кількість трикутників у поточному шарі. На Фіг.6, 7 для наочності схеми доповнені зображеннями східчастої побудови виробів. У нижній частині показано за рахунок чого зменшується величина кроку побудови для поверхні з меншим кутом між її нормаллю й напрямком побудови виробу в порівнянні з поверхнею з більшим кутом. 5 Для цього площина трикутника 7 з меншим кутом між її нормаллю й напрямком побудови виробу умовно триває 9 до площини нижнього перетину 4. Перпендикулярно до площини 9 відкладається відрізок довжиною . Далі розраховується величина кроку побудови hi, для даного випадку аналогічно відповідно до формули (1). Приклади. Провадилося моделювання побудови тестових виробів, зображених на Фіг.8, 9, для здійснення запропонованого способу. Допуск на виготовлення тестових виробів 50мкм. У першому випадку маємо модель корпусу рубанка 10 із габаритними розмірами по осях координат 60 249 114мм відповідно. Для побудови виробу модель розбивається на шари, звичайно 0,025-0,2мм товщиною, з деяким постійним дискретним кроком побудови. Для більш точного виготовлення виробу необхідно використовувати мінімальний крок побудови. При використанні мінімального кроку, рівного 0,025мм, модель виробу висотою 114мм буде розбита на 4560 шарів. Застосування даного способу побудови виробів з погрішністю формоутворення, рівної 0,05мм, виріб буде розбите на 2045 шарів, що істотно скорочує час побудови виробу в 2,2 рази. У другому випадку маємо модель кухля 11 із габаритними розмірами по осях координат 174 120 120мм відповідно. При використанні мінімального кроку, рівного 0,025мм, модель виробу висотою 120мм буде розбита на 4800 шарів. Застосування даного способу побудови виробів з погрішністю формоутворення, рівної 0,05мм, виріб буде розбите на 1392 шарів, що істотно скорочує час побудови виробу в 3,5 рази. У випадках, коли розрахована величина кроку побудови виходить за межі мінімального й максимального значень кроків побудови виробів, а вони, у свою чергу, визначаються технологічними можливостями установки пошарового виготовлення виробів, за розрахункову величину кроку побудови в цьому випадку приймають одне з найближчих граничних значень h(min) або h(max) відповідно. Використання пропонованого способу дозволяє регулювати точність виготовлення виробів. Це 46418 6 досягається за рахунок того, що при розрахунку величини кроку побудови (товщини шаруючи) ураховується припустима величина погрішності формоутворення виробів . Внаслідок цього, є можливість контролювати процес виготовлення виробів з погрішністю формоутворення в межах заданої максимальної величини. Перевагою пропонованого способу являється також те, що для його здійснення може бути використаний найбільше простій, у порівнянні з аналогічними способами, метод. Поверхня моделі виробу не вимагає аналітичного опису, вона задана у вихідному STL-файлі, автоматично створюваним сучасними системами 3D CAD моделювання. Наступна перевага пропонованого способу полягає в тому, що даний спосіб вибору кроку побудови виробів реалізований у програмі. Таким чином, відсутня необхідність у ручній праці оператора установки пошарового виготовлення виробів. Програма автоматично розраховує кроки побудови виробів будь-якої складності на підставі введеного значення припустимої величини погрішності формоутворення, а також мінімального й максимального значень кроку побудови. Література: 1. Вітязєв Ю. Б. Розширення технологічних можливостей прискореного формоутворення способом стереолітографії: Автореф. дис... к-та техн. наук: 05.02.08 / НТУ «Харк. пол. ін-т.», 2004. - 20 с 2. Пат. 4863538 США. Method and apparatus for producing parts by selective sintering. 3. Пат. 5182715 США. Rapid prototyping method. 4. Пат. 5184307 США. Method and apparatus for production of high resolution three-dimensional objects by stereolithography. 5. Пат. 5247180 США. Stereolithographic apparatus and method of use. 6. Пат. 5437964 США. Stereolithography using vinyl ether-epoxide polymers. 7. Пат. 5902538 США. Simplified stereolithographic object formation methods of overcomingminimum recoating depth limitations. 7 46418 8 9 46418 10 11 Комп’ютерна верстка А. Крижанівський 46418 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of layered making articles on base of initial triangulation 3d model
Автори англійськоюDobroskok Volodymyr Leninmyrovych, Chernyshov Serhii Ivanovych, Vitiaziev Yurii Borysovych, Abduraiimov Lenmar Narymanovych
Назва патенту російськоюСпособ послойного построения изделий на базе исходной триангуляционной 3д модели
Автори російськоюДоброскок Владимир Ленинмирович, Чернышов Сергей Иванович, Витязев Юрий Борисович, Абдурайимов Ленмар Нариманович
МПК / Мітки
МПК: B29C 41/02, G06F 17/50, B29C 35/08
Мітки: базі, спосіб, вихідної, пошарової, тріангуляційної, побудови, виробів, моделі
Код посилання
<a href="https://ua.patents.su/6-46418-sposib-posharovo-pobudovi-virobiv-na-bazi-vikhidno-triangulyacijjno-3d-modeli.html" target="_blank" rel="follow" title="База патентів України">Спосіб пошарової побудови виробів на базі вихідної тріангуляційної 3d моделі</a>
Спосіб побудови моделі нелінійної динамічної системи
Номер патенту: 41143
Опубліковано: 15.08.2001
Автори: Зубко Олег Олександрович, Гуртов Олександр Олександрович, Горєлов Олександр Сергійович, Нащанський Олександр Анатолійович, Серков Олександр Анатолійович, Зєліков Всеволод Ілліч
МПК: G05B 23/02
Мітки: системі, моделі, динамічної, побудови, спосіб, нелінійної
Формула / Реферат:
Спосіб побудови моделі нелінійної динамічної системи, що включає до свого складу подачу тестуючих імпульсів, визначення реакції на тестуючий імпульс, який відрізняється тим, що додаткове тестування відбувається пакетом імпульсів, кількість яких у пакеті та часова відстань між ними змінюєтся під час тестування.
Спосіб відбору зразків для побудови діагностичних моделей виробів
Номер патенту: 60070
Опубліковано: 15.09.2003
Автори: Богуслаєв Вячеслав Олександрович, Дубровін Валерій Іванович, Субботін Сергій Олександрович
МПК: G06F 15/00, G06F 17/40
Мітки: спосіб, побудови, діагностичних, виробів, моделей, зразків, відбору
Формула / Реферат:
Спосіб відбору зразків для побудови діагностичних моделей виробів, який полягає в тому, що вихідну вибірку даних, яка містить значення ознак зразків виробів та співставлені їм номери класів або значення параметра, що прогнозується, розподіляють на навчальну та тестову вибірки, який відрізняється тим, що у просторі ознак зразків вихідної вибірки виділяють області компактного розташування зразків, що належать до одного й того ж класу, а серед...
Спосіб і установка для одержання вуглецевих виробів із заготовок, що складаються з речовини, вихідної відносно вуглецю
Номер патенту: 80685
Опубліковано: 25.10.2007
Автори: Потьє Паскаль, Лонкл Етьєн
МПК: C04B 35/52, C04B 35/83
Мітки: одержання, вихідної, установка, речовини, вуглецю, складаються, спосіб, відносної, виробів, вуглецевих, заготовок
Формула / Реферат:
1. Промисловий спосіб одержання вуглецевого виробу із заготовки, виготовленої з вихідного відносно вуглецю матеріалу, при цьому спосіб включає:- першу стадію, на якій вихідний відносно вуглецю матеріал перетворюють на вуглець шляхом нагрівання з безперервним видаленням виділюваного газоподібного продукту, і- другу стадію, що полягає у високотемпературній тепловій обробці під низьким тиском з безперервним видаленням виділюваного...
Спосіб побудови конструкції плечового виробу
Номер патенту: 29712
Опубліковано: 25.01.2008
Автор: Залкінд Вікторія Вікторівна
Мітки: спосіб, побудови, конструкції, виробу, плечового
Формула / Реферат:
Спосіб побудови конструкції плечового виробу, який полягає в тому, що основнірозмірні ознаки фігури людини отримують за допомогою вимірів, розраховують допоміжні розмірні ознаки та виконують креслення, який відрізняється тим, що допоміжні розмірні ознаки розраховують на основі останніх антропометричних досліджень конкретного регіону за допомогою формул:де...
Спосіб побудови шаблону спідниць

Номер патенту: 41661
Опубліковано: 17.09.2001
Автор: Цимбал Тетяна Валентинівна
МПК: A41H 3/00
Мітки: шаблону, побудови, спідниць, спосіб
Формула / Реферат:
Спосіб побудови шаблону спідниці, при якому визначають положення горизонтальних ліній талії, стегон та низу виробу, вертикальних осьових ліній спинки, переду, бокових зрізів та виточок, балансних рівнів переду та спинки, який відрізняється тим, що додатково визначають положення горизонтальних ліній живота, сідниць та талієві зрізи від природної лінії розташування лінії талії спідниці на фігурі до відповідних рівнів виступів живота та сідниць...
Попередній патент: Спосіб реставрації платиноїдного каталізатора
Наступний патент: Спосіб черезколінної ампутації стегна
Випадковий патент: Склад для покриття сонячного колектора та спосіб його нанесення