Ливарний барабан для установки безперервного розливу металу на один або між двома барабанами
Номер патенту: 47411
Опубліковано: 15.07.2002
Автори: Рессон Жерар, ДЕЛАССЮ П'єр, МАЗОД'Є Франсуа, Пелетьє Жан-Марі


Формула / Реферат
1. Литейный барабан для установки непрерывной разливки металлов на один или между двумя барабанами, содержащий втулку (2) и кожух (3), которые расположены коаксиально, и два фланца (5, 6) для поддержания и радиального центрирования кожуха на втулке, отличающийся тем, что каждый фланец имеет участок в форме усеченного конуса (51, 61), который взаимодействует с соответствующей поверхностью в виде усеченного конуса (34, 35) в отверстии в кожухе, при этом упомянутая поверхность в форме усеченного конуса расположена в зоне (А), в которой изменения внутреннего диаметра кожуха вследствие деформаций теплового расширения, по существу, равны нулю.
2. Барабан по п. 1, отличающийся тем, что барабан имеет упругие средства (71, 74) для перемещения двух фланцев в направлении друг к другу.
3. Барабан по п. 1, отличающийся тем, что он имеет средства (24, 33) для аксиального примыкания встык кожуха на втулке, при этом упомянутые средства расположены в плоскости, являющейся, по существу, аксиально - центральной к барабану, и средства давления (80, 81) для оказания воздействия аксиальной силы на упомянутое средство примыкания встык.
4. Барабан по п. 1, отличающийся тем, что внутренняя поверхность кожуха имеет, по крайней мере, одно расточенное цилиндрическое отверстие (39, 40, 391), примыкающее и коаксиальное с каждой поверхностью в виде усеченного конуса (34, 35), каждый фланец (5, 6) имеет цилиндрический участок (52, 62, 621), размещенный в этом отверстии, и каналы подачи охладителя в кожух (7, 8, 53, 54), выполненные во фланце и в кожухе и нивелированные с цилиндрическим участком.
5. Барабан по п. 4, отличающийся тем, что цилиндрическое расточенное отверстие (39, 40) выполнено между поверхностью в виде усеченного конуса (34, 35) и краем кожуха.
6. Барабан по п. 4, отличающийся тем, что цилиндрическое расточенное отверстие (391) выполнено по направлению к центру барабана относительно поверхности в виде усеченного конуса.
7. Барабан по п. 4, отличающийся тем, что цилиндрические расточенные отверстия и соответствующие цилиндрические участки фланцев выполнены на любой стороне каждого конического участка.
8. Барабан по п. 1, отличающийся тем, что кожух (3) имеет два коаксиальных слоя (37, 38) из различных материалов.
9. Барабан по п. 8, отличающийся тем, что охлаждающие каналы выполнены в наружном слое (37) кожуха.
10. Барабан по п. 1, отличающийся тем, что каждый фланец (5, 6) выполнен из материала, имеющего коэффициент термического расширения, равный коэффициенту термического расширения материала втулки (2).
11. Барабан по любому из пунктов от 1 до 10, отличающийся тем, что участок в виде усеченного конуса (51, 61) каждого фланца имеет, по крайней мере, у поверхности, материал, который способствует скольжению.
Текст
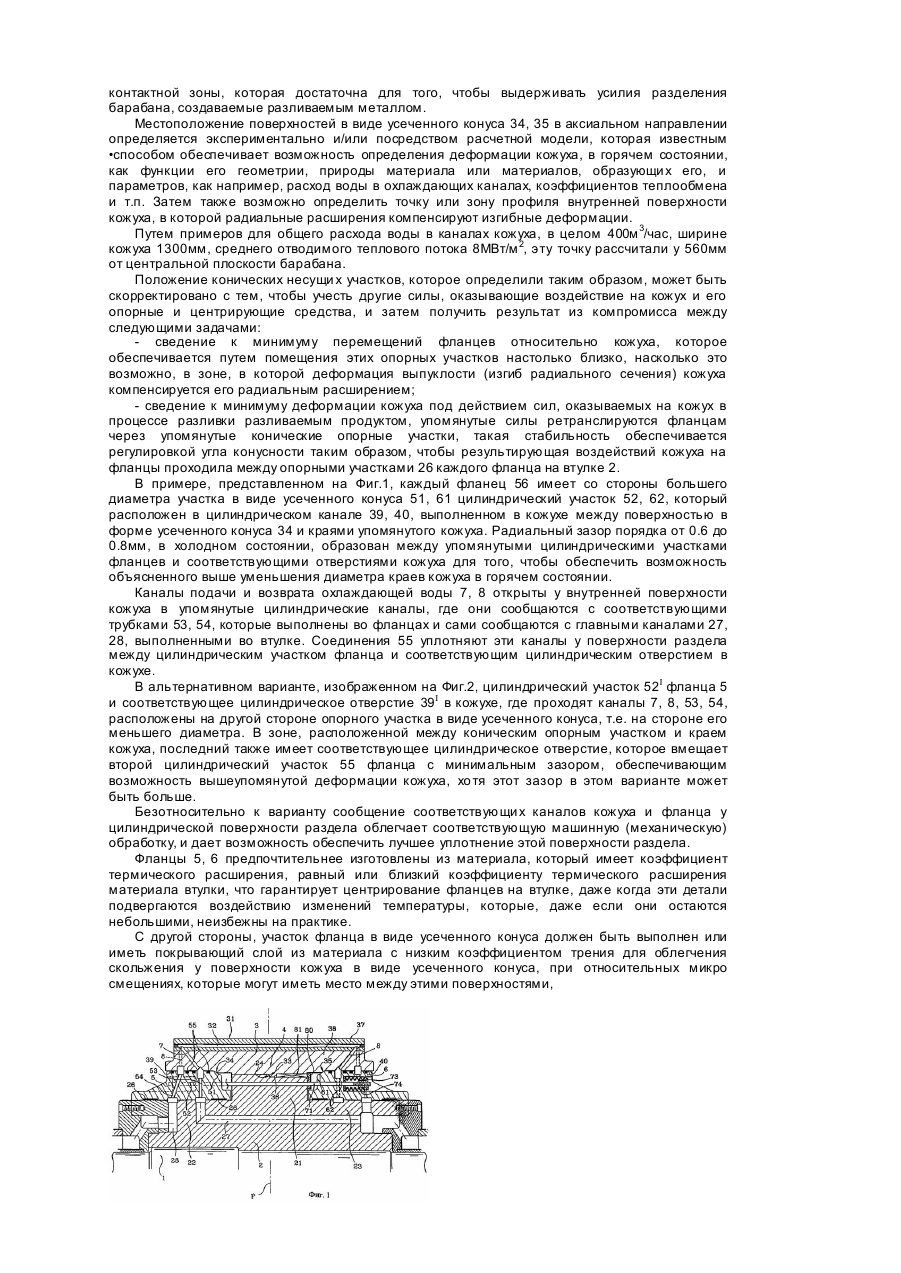
Изобретение относится к непрерывной разливке металлов в частности, стали, на один или между двумя барабанами :и, в частности, к конструкции барабана установки непрерывной разливки в соответствии с выше упомянутой те хнологией. Известно, что заслуживающая внимания технология, обычно упоминаемая как двухбарабанная непрерывная разливка, была разработана с целью получения металлических продуктов малой толщины, например, тонких полос толщиной в несколько миллиметров, в частности, изготовленных из стали, путем прямой разливки расплава металла. Эта технология включает заливку расплава металла в литейное пространство, образованное между двумя охлаждаемыми барабанами, имеющими параллельные оси и две боковые укрывающие стенки, известные как боковые перевалы, как правило, расположенные напротив передних торцевых поверхностей барабанов. Металл затвердевает при контактировании со стенками барабанов и, за счет вращения этих барабанов в противоположных направлениях вытягивается, по крайней мере, частично затвердевшая металлическая полоса; толщина которой, по существу, равна расстоянию, разделяющему два барабана. Эта технология обеспечивает возможность получения тонких металлических полос, в частности, изготовленных из стали, непосредственно из расплава металла. Малая толщина эти х полос обеспечивает возможность последующей их прокатки непосредственно путем холодной прокатки. Также известна и другая литейная технология, предназначенная для получения даже более тонких продуктов, согласно которой жидкий металл, заливаемый на поверхность единственного вращающегося барабана, затвердевает полностью при контактировании с барабаном с получением непрерывной металлической полосы. Барабаны, используемые для осуществления этих литейных технологий, обычно охлаждаются изнутри и содержат ступицу и кожух, расположенные коаксиально, средство соединения кожуха со ступицей аксиально и при вращении, и средство для поддержания и центрирования кожуха на ступице. Барабаны этого типа описаны, например, в патенте Франции FR-А–2 711 561. В этом патенте описан барабан, который включает ступицу, поддерживающую кожух, изготовленный из материала с высокой теплопроводностью, например, из медного сплава. Кожух имеет каналы для циркуляции охладителя, которые ориентированы параллельно оси барабана. Кожух аксиально установлен на ступице посредством выступа или буртика, расположенного на уровне центральной аксиальной плоскости барабана, на котором выполненный на внутренней поверхности барабана соответствующий выступ или буртик соединен с ним впритык. Кожух центрируется посредством фланцев, наружная поверхность которых выполнена конической и взаимодействующей с коническими отверстиями, выполненными на торцах кожуха. Два фланца могут аксиально скользить на ступице, и они возвращаются или двигаются обратно в направлении друг к другу посредством упругого возвращающего средства. Центрирование кожуха поэтому является надежным и гарантированным и поддерживается при деформировании кожуха под действием теплового расширения вследствие нагрева в процессе разливки. Кроме того, как показано на Фигурах 4 и 5 выше упомянутого документа, наружные области внешних кромок конических отверстий в кожухе имеют затылованную поверхность (или понижение) с тем, чтобы постепенно прилегать к конической поверхности фланцев при деформировании торцов кожуха под действием перепада расширения наружной поверхности кожуха относительно его более холодной внутренней поверхности и чтобы участки конических поверхностей фланцев и кожуха, соответственно, при первоначальном соприкосновении или контактировании не отодвигались друг от др уга. Такое устройство полезно только тогда, когда торцы или кромки кожуха имеют небольшую толщину и когда вследствие этого необходимо гарантировать наибольшую возможную площадь контакта на уровне конической опорной области между фланцем и кожухом. Задачей настоящего изобретения является создание нового варианта центрирования кожуха на ступице или втулке литейного барабана, который в особенности хорошо пригоден, когда, в отличие от выше упомянутой технологии, кожух имеет относительно большую толщину на торцах. Необходимо отметить, что кожух с толстыми кромками этого типа имеет преимущество в том, что он менее подвержен деформациям, в частности, местным деформациям. Кроме того, тонкокромочный кожух, центрируемый и поддерживаемый только имеющими конические края опорными участками, обязательно имеют аксиальную центральную часть, которая намного толще, чем его края или кромки. В отличие от него, толстый кожух может сохранять примерно постоянную толщин у по всей его длине, форма его поперечного сечения в радиальной плоскости полностью постоянна по всей его длине, то есть имеет только небольшие изменения толщины от одной кромки до другой, и, вследствие этого, неизбежные деформации, которым он подвергается в процессе разливки, остаются единообразными по всей его длине. Еще одним преимуществом использования толстых кожухов является то, что по всей их толщине, они могут содержать несколько слоев различных материалов. Например, материал наружного слоя, контактирующий с металлом, который разливают, может быть особенно пригоден для обеспечения быстрого затвердевания металла, который разливают, при контактировании с ним, и материал внутреннего слоя больше приспособлен для обеспечения механической прочности всего кожуха. Задачей настоящего изобретения, следовательно, является обеспечение того, чтобы кожух этого типа и ступица или втулка были концентричны друг другу и в горячем, и в холодном состояниях и, несмотря на неизбежные деформации вследствие расширения, обеспечение высококачественной металлической полосы с полным единообразием в отношении толщины и продольного профиля. Дополнительной задачей настоящего изобретения является облегчение изготовления кожуха и обеспечение лучшего уплотнения или герметичности охлаждающих контуров на поверхности раздела между фланцами и кожухом. С учетом эти х задач предметом настоящего изобретения является литейный барабан установки для непрерывной разливки металлов на один барабан или между двух таких барабанов, этот барабан содержит втулк у и кожух, расположенные коаксиально, и два фланца для поддерживания и центрирования кожуха на втулке и отличается тем, что каждый фланец имеет участок в виде усеченного конуса, который взаимодействует с соответствующей поверхностью в виде усеченного конуса отверстия в кожухе, упомянутая поверхность в виде усеченного конуса расположена в зоне, в которой изменения внутреннего диаметра кожуха вследствие деформаций теплового расширения, по существу, равны нулю. Радиальное центрирование кожуха на фланцах, следовательно, обеспечивается этими зонами, имеющими вид усеченного конуса. Поскольку последние расположены в зоне, в которой изменения внутреннего диаметра кожуха вследствие деформаций расширения равны нулю, центрирование всегда гарантируется теми же самыми участками контактирования кожух/фланец, которые остаются приблизительно зафиксированными в этом положении, даже когда кожух термически деформирован, и которые определяют позиционные эталоны для кожуха, являющимися одними и теми же и в холодном, и в горячем состоянии. Кроме того, поскольку центрирование фланцев на втулке обеспечивается иным способом и ему не могут препятствовать термические деформации, поскольку оно осуществляется в области цилиндра, где температура, по существу, постоянна, результатом является концентричность кожуха относительно вала барабана, которая обеспечивается непрерывно, вне зависимости от изменений температуры кожуха. Аксиальное положение точек, в которых изменение внутреннего диаметра кожуха вследствие деформаций расширения этого кожуха, по существу, равно нулю, может быть определено, используя расчетные модели или путем эксперимента. Следовательно, фактически можно определить деформацию кожуха как функцию конструктивных и рабочих параметров барабана. Эта деформация кожуха иллюстрируется, намеренно преувеличенно, на Фигуре 3 приложенных чертежей. На этой фигуре схематично и частично изображено сечение кожуха по радиальной плоскости кожуха. П унктирная и штрих п унктирная линия характеризуют форму кожуха в холодном состоянии, цифрой 31I обозначена наружная поверхность кожуха, цифрой 31II обозначена его внутренняя поверхность, образующая которой, ради упрощения, представлена простой прямой линией. Сплошная линия характеризует кожух в горячем состоянии, деформированный под действием теплового расширения. Необходимо заметить, что первым эффектом нагревания кожуха является радиальное расширение, ведущее к увеличению диаметра кожуха, которое показано стрелкой F1. Если температура кожуха в горячем состоянии была единообразной, это радиальное расширение фактически должно быть только видимым эффектом с чисто аксиальным расширением. На практике, однако, в процессе разливки наружный поверхностный слой кожуха нагревается намного сильнее при контактировании с разливаемым металлом, чем внутренняя часть кожуха, которая сохраняется при низкой температуре вследствие интенсивного внутреннего охлаждения, которому она подвергается. Это приводит к перепаду расширений, которое вызывает удлинение в осевом направлении наружного слоя кожуха, которое больше, чем удлинение в осевом направлении внутреннего слоя. Этот перепад или разность расширений, следовательно, ведет к изгибной деформации кожуха, показанной стрелкой F2 на Фиг.3, которая имеет тенденцию приближать кромку кожуха к оси барабана. При эквивалентных условия х теплообмена эта деформация соответственно уменьшается с увеличением толщины кожуха под охлаждающими каналами, поскольку эта толстая холодная часть предотвращает деформацию участков, расположенных над этими каналами. Для толстого кожуха эта деформация имеет тот эффект, что внутренний диаметр кожуха на его краях становится меньше, чем его диаметр в холодном состоянии, образующая внутренней поверхности кожуха поэтому деформируется, пересекая линию этой холодной образующей в точке А. Таким образом можно видеть, что существует точка или небольшой участок, в котором изменения диаметра кожуха, полученные в результате объединения эффектов радиального расширения и разностного аксиального расширения, по существу, равны нулю, при увеличении компенсации или выравнивания изгиба, и в котором поперечное сечение также сохраняется фактически кольцевым. Более заслуживающим внимания в этой области является то, что согласно изобретению, в отверстии в кожухе выполнена поверхность в виде усеченного конуса, опирающаяся на соответствующие участки в виде усеченных конусов на фланцах. Расстояние между этими участками, по существу, постоянного диаметра, которые выполнены на каждой стороне кожуха (в аксиальном направлении) может, однако, несколько изменяться для холодного и горячего состояний кожуха, вследствие общего расширения кожуха в аксиальном направлении. Вот почему фланцы, предпочтительнее смонтированы так, что они могут скользить по втулке, и барабан имеет упругое средство для движения об двух фланцев в направлении друг к другу. В предпочтительном устройстве, предназначенном для аксиального позиционирования кожуха на втулке, и в то же время дающем фланцам возможность небольшого аксиального смещения, барабан включает средства для аксиального примыкания кожуха к втулке, при этом эти средства расположены в плоскости, по существу, аксиально центральной для барабана, и средства давления для оказания аксиального воздействия на упомянутые средства примыкания, и в то же время обеспечивающего возможность радиального расширения кожуха без изменения его аксиального положения, определяемого упомянутым примыканием. В предпочтительном варианте внутренняя поверхность кожуха имеет, по крайней мере, один цилиндрический канал, примыкающий и коаксиальный каждой поверхности в виде усеченного конуса, каждый фланец имеет цилиндрический участок, размещенный в этом канале, во фланце и в кожухе выполнены каналы для подачі: охладителя в кожух, нивелированные с упомянутым цилиндрическим участком. Упомянутый цилиндрический канал может быть выполнен между поверхностью в виде усеченного конуса и кромкой кожуха. В этом случае для холодного состояния предусмотрен радиальный зазор между цилиндрическим каналом и соответствующим цилиндрическим участком фланцев для того, чтобы обеспечить возможность уменьшения диаметра кромок кожуха в горячем состоянии, как объяснялось выше. Деформируемые соединения создают уплотнения между каналами во фланцах и каналами в кожухе. Согласно другому варианту упомянутый канал также может быть выполнен в направлении центра барабана, то есть на противоположной, чем в предыдущем варианте, стороне поверхности в виде усеченного конуса. Согласно еще одному варианту цилиндрические каналы и соответствующие цилиндрические участки фланцев этого типа могут быть выполнены на каждой стороне конического опорного участка с радиальным зазором, сохраненным на наружной стороне конического участка. Этот зазор обеспечивает возможность, с одной стороны, не добавляет напряжений кольцу кожуха и, с другой стороны, обеспечивает возможность модификации выпуклости, т.е. теплового гребня, путем воздействия на охлаждение или условия теплообмена между разливаемой сталью и кожухами. Не обращая внимания на вариант, выбранный из трех выше упомянуты х устройств, описанных выше, преимущество, полученное в результате размещения каналов, нивелированных с цилиндрическими каналами и цилиндрическими участками фланцев, заключается в том, что уплотнение между фланцами и кожухом может обеспечиваться легче и надежнее, чем если эти каналы выполнены так, как это описано в выше упомянутом патенте Франции FR-А-2 711 561, т.е. нивелированными с конической опорной поверхностью. Другие характеристики и преимущества становятся более ясными из последующего описания барабана установки для непрерывной разливки тонких стальных продуктов между двумя барабанами этого типа со ссылкой на приложенные чертежи, на которых: Фиг.1 является видом в радиальном полусечении барабана согласно настоящему изобретению, Фиг. 2 является видом края барабана в альтернативном варианте, Фиг.3 схематически изображает деформации расширения кожуха, как уже описано выше. Литейный барабан, представленный на Фиг.1, содержит вал 1, соединенный с ротационным приводным механизмом (не показан), втулку 2, жестко связанную с валом 1, например, посредством системы обручей и/или шпоночным соединением и подвергнутую машинной обработке после установки ее на валу, коаксиально с ним, кожух 3, который установлен коаксиально с втулкой 2 и который является подвижным и взаимозаменяемым элементом барабана, средство для аксиального сочленения кожуха на втулке, включающее средство аксиального соединения или примыкания встык 4, два фланца 5 и 6, которые поддерживают и центрируют кожух на втулке. Ротационное сочленение кожуха на втулке обеспечивается, как будет показано ниже, с одной стороны, фланцами и их монтажными средствами и, с другой стороны, средством аксиального примыкания 4 и средством оказания давления на это примыкание. Кожух 3 состоит из двух коаксиальных слоев 37, 38 из различных материалов, наружный слой выполнен из материала с высокой теплопроводностью, например, меди или медного сплава, и внутренний слой 38 выполнен из материала с большей механической прочностью, например, нержавеющей стали SUS304. Вблизи его наружной поверхности 31, он имеет охлаждающие каналы 32, которые на обоих концах соединены с подачей охлаждающей воды, и возвратные каналы 7 и 8. Втулка 2 имеет центральную часть 21, диаметр которой больше, чем диаметр ее аксиальных концевых участков 22 и 23. Центральная часть 21 втулки 1 имеет выступ или буртик 24, расположенный в, по существу, центральной плоскости Ρ барабана, ортогональной к его оси. Внутренняя часть кожуха 3 также имеет соответствующий выступ или буртик 33, который, следовательно, также расположен в плоскости Р. Центрирование кожуха 3 на втулке 2 в направлении оси обеспечивается выступом или буртиком 33 кожуха, опирающимся на выступ или бур тик 24 втулки, который точно определяет положение кожуха относительно втулки и, следовательно, относительно всей установки для разливки. Позиционная симметрия кожуха относительно центральной плоскости барабана таким образом гарантируется и сохраняется, даже когда кожух расширяется аксиально в процессе разливки, поскольку аксиальные смещения краев кожуха, которые вызваны этим расширением, происходят симметрично относительно центральной плоскости. Необходимо отметить, что вследствие упомянутого радиального смещения кожуха в процессе разливки его внутренний диаметр в его центральной части увеличивается, как объяснялось со ссылкой на Фиг.З, и радиальное центрирование кожуха, следовательно, не может быть обеспечено центральной частью 21 втулки, которая сохраняется холодной, диаметр которой фактически вообще не изменяется, и которая при сборке в холодном состоянии имеет диаметральный зазор относительно кожуха. Это радиальное центрирование обеспечивается двумя фланцами 5 и 6, которые центрируются на концевых участках 22 и 23 втулки и могут слегка скользить по ним, по существу, без зазора. Каждый фланец имеет участок в виде усеченного конуса 51 и 61, который взаимодействует с отверстием 34, 35, также имеющим форму усеченного конуса с такой же конусностью, выполненным внутри кожуха в зоне, в которой, как объяснялось выше, изменения внутреннего диаметра кожуха, обусловленные его деформациями расширения, по существу, равны нулю. Фланцы 5 и 6 тянутся в направлении друг к другу упругим средством для движения их в направлении друг к другу, которое действует вдоль аксиального направления барабана и прижимает участки в виде усеченного конуса фланцев 51, 61 к отверстиям в форме усеченного конуса 34, 35 в кожухе с тем, чтобы центрировать и поддерживать его. Следует отметить, что радиальное центрирование кожуха на втулке обеспечивается только коническими опорными участками кожуха/фланцев, что дает возможность сохранять эту центровку, даже когда центральная часть кожуха в горячем состоянии отодвигается от втулки под действием теплового расширения выпуклости, как указывалось выше. Упругое средство для движения фланцев в направлении друг к другу может включать средства для притягивания фланцев в направлении центральной части 21 втулки, которые действуют независимо на каждом фланце. Предпочтительнее, как показано на Фиг.1, эти средства для движения фланцев в направлении друг к другу имеют средства для упругого сочленения фланцев друг с другом, которые включают систему распределенных по окружности стержней 71, которые соединяют фланцы и в то же время свободно проходят через отверстия, просверленные в центральной части 21 втулки. Эти стержни, пропущенные через соответствующие отверстия во фланцах 5, 6, имеют регулировочные гайки на концах. Упругие элементы, например, пружинящие шайбы 74, размещены между гайкой 73 и фланцем 6 для того, чтобы оказывать воздействие растягивающего усилия на фланцы в направлении друг к др угу и в то же время обеспечивать им возможность отодвигаться друг от друга. Растягивающее усилие регулируется, используя гайки 73 таким образом, чтобы фланцы накладывались на конические отверстия в кожухе с усилием, достаточным для того, чтобы выдержать отделяющее усилие, которому барабан подвергается в процессе разливки без опасности воздействия этого усилия вследствие конусности опорных участков, заставляющего фланцы разделяться, а кожух двига ться в направлении оси барабана. Это растягивающее усилие также регулируется для того, чтобы предотвратить ротационное скольжение и в то же время обеспечить возможность небольшого скольжения вдоль аксиального направления, когда, в горячем состоянии, расстояние между коническими отверстиями изменяется вследствие аксиального и радиального расширения кожуха. Центрирование фланцев 5, 6 на аксиальных концевых участках 22, 23 втулки 2 обеспечивается посредством скользящей смолы, инжектируемой в зоны 26, образованные для этой цели между фланцами и втулкой, или другими средствами, как например, подшипниками качения, или посредством соединения со смазкой, обеспечивающими возможность сведения к минимуму зазора между втулкой и фланцем, например, порядка 0.05мм на диаметр, и в то же время поддержания высококачественного скольжения фланцев по втулке для исключения залипания и последовательных нарушений в движении фланцев. Для передачи вращающего момента (ротационного привода) между втулкой и фланцами может быть полезной известного типа система ротационной связи или сцепления (не показана), например, шпонки или другие средства ротационной связи, которые обеспечивают непрерывную трансмиссию вращающего момента, в то же время обеспечивая свободу перемещения в аксиальном направлении. Трансмиссия приводного вращающего момента от втулки к кожуху таким образом обеспечивается посредством этой системы связи или системы сцепления между втулкой и фланцами, и посредством трения между фланцами и кожухом. Трансмиссия или передача вращающего момента с помощью указанных выше средств, предпочтительнее осуществляется посредством фрикционной передачи между выступом или буртиком втулки 24 и выступом или буртиком кожуха 33. С этой целью барабан имеет средства давления для надавливания выступа или буртика 33 кожуха на выступ или буртик 24 втулки. Эти средства включают упругую пластину 80, которая закреплена на втулке и надавливает на кожух через одну или более распорную гильзу 81. Эта распорная гильза или прокладка может иметь вид сплошного кольца, размещенного между кожухом 3 и центральной частью 21 втулки 2, или альтернативно может быть сегментированной и, следовательно, образованной множеством независимых распорных элементов в форме плиток черепицы, расположенных в продольных канавках, выполненных на поверхности раздела между кожухом и втулкой, как указано в упомянутом выше патенте Франции FR-А-2 711 561. Это кольцо или эти распорные элементы надавливают на второй выступ или буртик 36 кожуха, выполненный вблизи и напротив выступа или буртика 33. Такое расположение обеспечивает возможность придания кожуху обычной непрерывной формы с единообразным поперечным сечением по всей его ширине, что дает возможность свести к минимуму его термические деформации, делая их симметричными относительно центральной плоскости Р. Угол конусности конических опорных зон является достаточно большим для исключения любого риска заедания или заклинивания фланцев в кожухе. Кроме того, длина контактирующих конических поверхностей невелика, так что различие во внутреннем диаметре на любой стороне каждой поверхности в виде усеченного конуса 34, 35 также мала, и, следовательно, толщина кожуха изменяется только очень незначительно по всей его длине. Длина конических поверхностей при контактировании, однако, достаточна для обеспечения контактной зоны, которая достаточна для того, чтобы выдерживать усилия разделения барабана, создаваемые разливаемым металлом. Местоположение поверхностей в виде усеченного конуса 34, 35 в аксиальном направлении определяется экспериментально и/или посредством расчетной модели, которая известным •способом обеспечивает возможность определения деформации кожуха, в горячем состоянии, как функции его геометрии, природы материала или материалов, образующи х его, и параметров, как например, расход воды в охлаждающих каналах, коэффициентов теплообмена и т.п. Затем также возможно определить точку или зону профиля внутренней поверхности кожуха, в которой радиальные расширения компенсируют изгибные деформации. Путем примеров для общего расхода воды в каналах кожуха, в целом 400м 3/час, ширине кожуха 1300мм, среднего отводимого теплового потока 8МВт/м 2, эту точку рассчитали у 560мм от центральной плоскости барабана. Положение конических несущи х участков, которое определили таким образом, может быть скорректировано с тем, чтобы учесть другие силы, оказывающие воздействие на кожух и его опорные и центрирующие средства, и затем получить результат из компромисса между следующими задачами: - сведение к минимуму перемещений фланцев относительно кожуха, которое обеспечивается путем помещения этих опорных участков настолько близко, насколько это возможно, в зоне, в которой деформация выпуклости (изгиб радиального сечения) кожуха компенсируется его радиальным расширением; - сведение к минимуму деформации кожуха под действием сил, оказываемых на кожух в процессе разливки разливаемым продуктом, упомянутые силы ретранслируются фланцам через упомянутые конические опорные участки, такая стабильность обеспечивается регулировкой угла конусности таким образом, чтобы результирующая воздействий кожуха на фланцы проходила между опорными участками 26 каждого фланца на втулке 2. В примере, представленном на Фиг.1, каждый фланец 56 имеет со стороны большего диаметра участка в виде усеченного конуса 51, 61 цилиндрический участок 52, 62, который расположен в цилиндрическом канале 39, 40, выполненном в кожухе между поверхностью в форме усеченного конуса 34 и краями упомянутого кожуха. Радиальный зазор порядка от 0.6 до 0.8мм, в холодном состоянии, образован между упомянутыми цилиндрическими участками фланцев и соответствующими отверстиями кожуха для того, чтобы обеспечить возможность объясненного выше уменьшения диаметра краев кожуха в горячем состоянии. Каналы подачи и возврата охлаждающей воды 7, 8 открыты у внутренней поверхности кожуха в упомянутые цилиндрические каналы, где они сообщаются с соответствующими трубками 53, 54, которые выполнены во фланцах и сами сообщаются с главными каналами 27, 28, выполненными во втулке. Соединения 55 уплотняют эти каналы у поверхности раздела между цилиндрическим участком фланца и соответствующим цилиндрическим отверстием в кожухе. В альтернативном варианте, изображенном на Фиг.2, цилиндрический участок 52I фланца 5 и соответствующее цилиндрическое отверстие 39I в кожухе, где проходят каналы 7, 8, 53, 54, расположены на другой стороне опорного участка в виде усеченного конуса, т.е. на стороне его меньшего диаметра. В зоне, расположенной между коническим опорным участком и краем кожуха, последний также имеет соответствующее цилиндрическое отверстие, которое вмещает второй цилиндрический участок 55 фланца с минимальным зазором, обеспечивающим возможность вышеупомянутой деформации кожуха, хо тя этот зазор в этом варианте может быть больше. Безотносительно к варианту сообщение соответствующи х каналов кожуха и фланца у цилиндрической поверхности раздела облегчает соответствующую машинную (механическую) обработку, и дает возможность обеспечить лучшее уплотнение этой поверхности раздела. Фланцы 5, 6 предпочтительнее изготовлены из материала, который имеет коэффициент термического расширения, равный или близкий коэффициенту термического расширения материала втулки, что гарантирует центрирование фланцев на втулке, даже когда эти детали подвергаются воздействию изменений температуры, которые, даже если они остаются небольшими, неизбежны на практике. С другой стороны, участок фланца в виде усеченного конуса должен быть выполнен или иметь покрывающий слой из материала с низким коэффициентом трения для облегчения скольжения у поверхности кожуха в виде усеченного конуса, при относительных микро смещениях, которые могут иметь место между этими поверхностями,
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting roll for a continuous metal casting installation to one or between two rollers.
Автори англійськоюRaisson Gerard
Назва патенту російськоюЛитейный барабан для установки непрерывного разлива металла на один или между двумя барабанами
Автори російськоюРессон Жерар
МПК / Мітки
МПК: B22D 11/06
Мітки: металу, установки, ливарний, барабан, двома, барабанами, розливу, безперервного
Код посилання
<a href="https://ua.patents.su/6-47411-livarnijj-baraban-dlya-ustanovki-bezperervnogo-rozlivu-metalu-na-odin-abo-mizh-dvoma-barabanami.html" target="_blank" rel="follow" title="База патентів України">Ливарний барабан для установки безперервного розливу металу на один або між двома барабанами</a>
Ливарний валок для установки безперервного лиття металів
Номер патенту: 41317
Опубліковано: 17.09.2001
Автори: Барб'є Жак, МАЗОД'Є Франсуа, Ді Фан Марк, Легран Юг, Рессон Жерар, ДЕЛАССЮ П'єр
МПК: B22D 11/06
Мітки: металів, лиття, валок, ливарний, безперервного, установки
Формула / Реферат:
1. Литейный валок для установки непрерывного литья металлов на один или между двумя такими валками, содержащий втулку и кожух, расположенные коаксиально, средства связи кожуха с втулкой, содержащие средства связи в осевом направлении и средства связи по вращательному движению, средства поддерживания и центрирования кожуха в радиальном направлении на втулке и конические средства центрирования кожуха по отношению ко втулке, отличающийся тем,...
Розливний барабан для безперервного відливання штабів металу
Номер патенту: 46899
Опубліковано: 17.06.2002
Автори: Хохенбіхлер Геральд, Шертлер Армін, Тонеллі Ріккардо, Пелліссетті Стефано, Капотості Ромео
МПК: B22D 11/06
Мітки: відливання, металу, барабан, безперервного, розливний, штабів
Формула / Реферат:
1. Розливний барабан для безперервного відливання штабів металу, переважно штабів чорного металу товщиною в діапазоні від 1 мм до 12 мм, що складається з осердя (9) і гільзи (10) з теплопровідного матеріалу, щільно посадженої на осердя (9), обводових охолоджуючих каналів (14), розташованих між осердям (9) і гільзою (10), які приєднані до лінії подачі охолоджуючої речовини (12) і лінії відведення охолоджуючої речовини (13), який відрізняється...
Бокова стінка для машини безперервного розливу металевого листа, машина безперервного розливу металевого листа і машина безперервного розливу тонких металевих виробів
Номер патенту: 45347
Опубліковано: 15.04.2002
Автори: Барб Жак, Кайо Фредерік, ДЕЛАССЮ П'єр, Гюйо Філіп, Вандевій Люк
МПК: B22D 11/06
Мітки: металевих, виробів, листа, стінка, машина, металевого, безперервного, тонких, розливу, бокова, машини
Формула / Реферат:
1. Боковая стенка для машины непрерывной разливки металлического листа, содержащая пластину (12), выполненную из неметаллического огнеупорного материала и передней гранью контактирующую с торцами двух цилиндров (2) машины непрерывной разливки металлического листа и жидким металлом, и металлическую часть (14), позволяющую крепить боковую стенку к раме машины непрерывной разливки, отличающаяся тем, что металлическая часть образована поясом,...
Установка безперервного розливу металу
Номер патенту: 44880
Опубліковано: 15.03.2002
Автори: Лонарді Еміл, Асса Шарл, Келл Норберт, Петрі Руді
МПК: B22D 11/04
Мітки: розливу, металу, безперервного, установка
Формула / Реферат:
1. Установка безперервного розливу металу, що має несучу конструкцію, поворотний важіль, який встановлений в несучій конструкції з можливістю здійснення коливальних рухів навколо першої осі хитань, привід, який сполучений з поворотним важелем, і кристалізатор, до якого підводиться охолодник, яка відрізняється наявністю опори для кристалізатора, що встановлена в поворотному важелі з можливістю здійснення коливальних рухів навколо другої осі...
Установка безперервного розливу металу
Номер патенту: 153
Опубліковано: 30.04.1998
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/14
Мітки: установка, розливу, безперервного, металу
Формула / Реферат:
Установка безперервного розливу металу, що містить порожнистий металоприймач, зв'язаний з ним кристалізатор, робочий канал якого сполучений з порожниною металоприймача в нижній його частині, яка відрізняється тим, що верхня частина порожнини металоприймача відділена від нижньої її частини ступінчатим переходом і при цьому площа поперечного січення порожнини в верхній її частині перевищує площу поперечного січення порожнини в нижній частині...
Попередній патент: Спосіб стереоселективного відновлення за участю мікроорганізмів та штам мікробактерій
Наступний патент: Фармацевтична аерозольна композиція (варіанти), спосіб виготовлення такої композиції, спосіб лікування респіраторних захворювань
Випадковий патент: Вентильований курильний виріб, спосіб формування курильного виробу та установка для виготовлення курильних виробів