Машина безперервного лиття заготівок
Номер патенту: 53773
Опубліковано: 25.10.2010
Автори: Власенко Богдан Васильович, Білобров Юрій Миколайович, Плугатар Віктор Семенович, Птуха Сергій Вікторович


Формула / Реферат
Машина безперервного лиття заготівок, що включає встановлений за ріжучим пристроєм рольганг із приводними роликами і розміщений у його хвостовій частині стелаж для заготівок, прикріплений до фундаментних стійок, до яких приєднані вали з засобами знімання заготівок, виконаними у вигляді ложементів, розміщених у міжроликових проміжках рольганга, затравки і пристрої забирання затравки, кожен з яких містить встановлений у опорах вал, що несе важіль, жорстко зчленований з валом одним кінцем і з'єднаний шарнірно з іншим кінцем зі штоком гідроциліндра, корпус якого шарнірно прикріплений до фундаментної стійки, і колиски засобів захвату затравки, розташовані у міжроликових проміжках рольганга, яка відрізняється тим, що вона обладнана кронштейнами, а засоби захвату затравки виконані у вигляді важелів, один із яких розташований на валу і жорстко зчленований з ним, другий важіль шарнірно зчленований із кронштейном, а верхні частини важелів шарнірно зв'язані з колискою для затравки, при цьому кронштейни розташовані нижче роликів рольганга і жорстко зчленовані з фундаментною стійкою стелажа, корпуси гідроциліндрів повороту валів кожного пристрою забирання затравки шарнірно прикріплені до фундаментних стійок стелажа, а опори вала кожного пристрою забирання затравки розташовані у кронштейнах, крім того, колиски для затравки і ложементи для заготівки розміщені у одних міжроликових проміжках, чергуючись одне з одним.
Текст
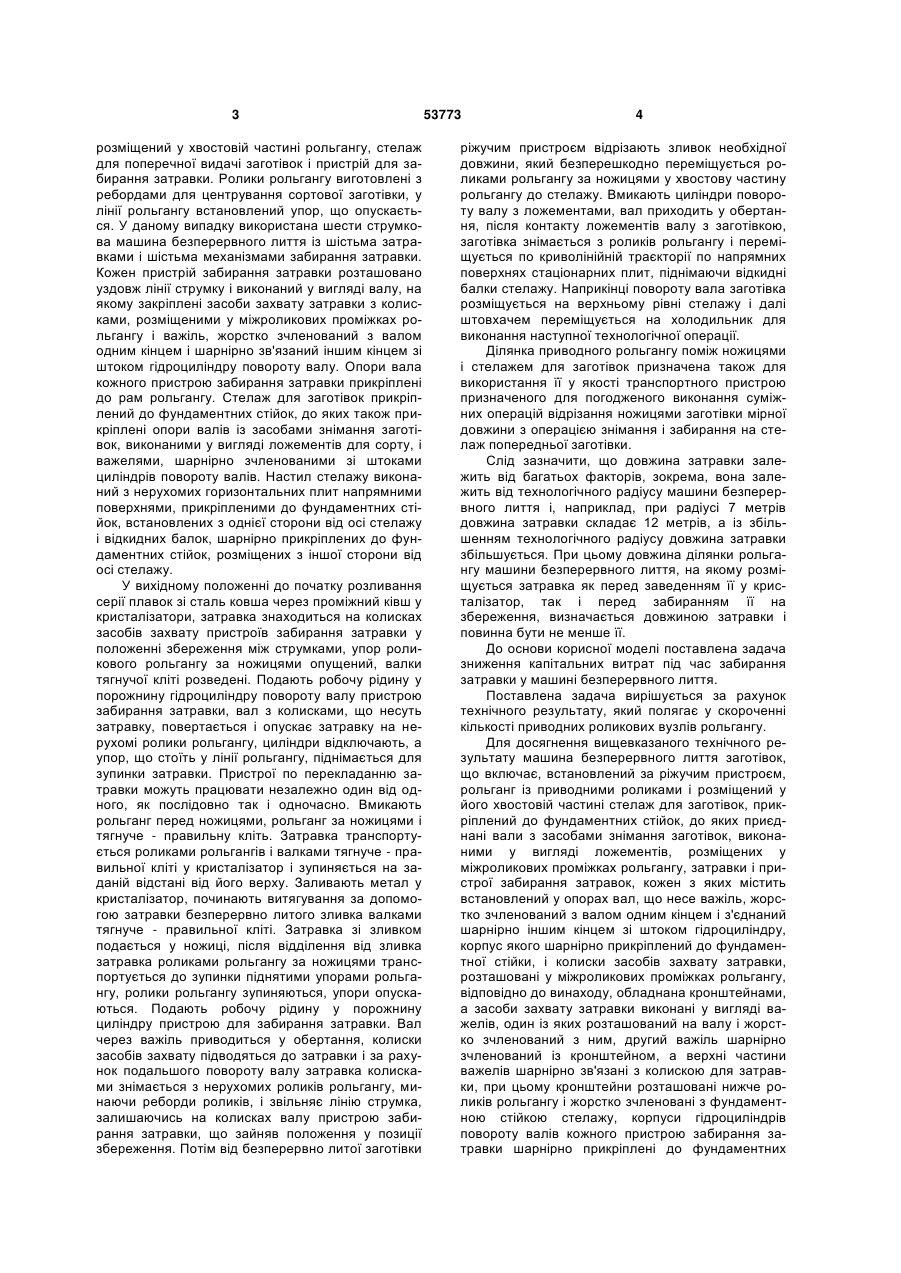
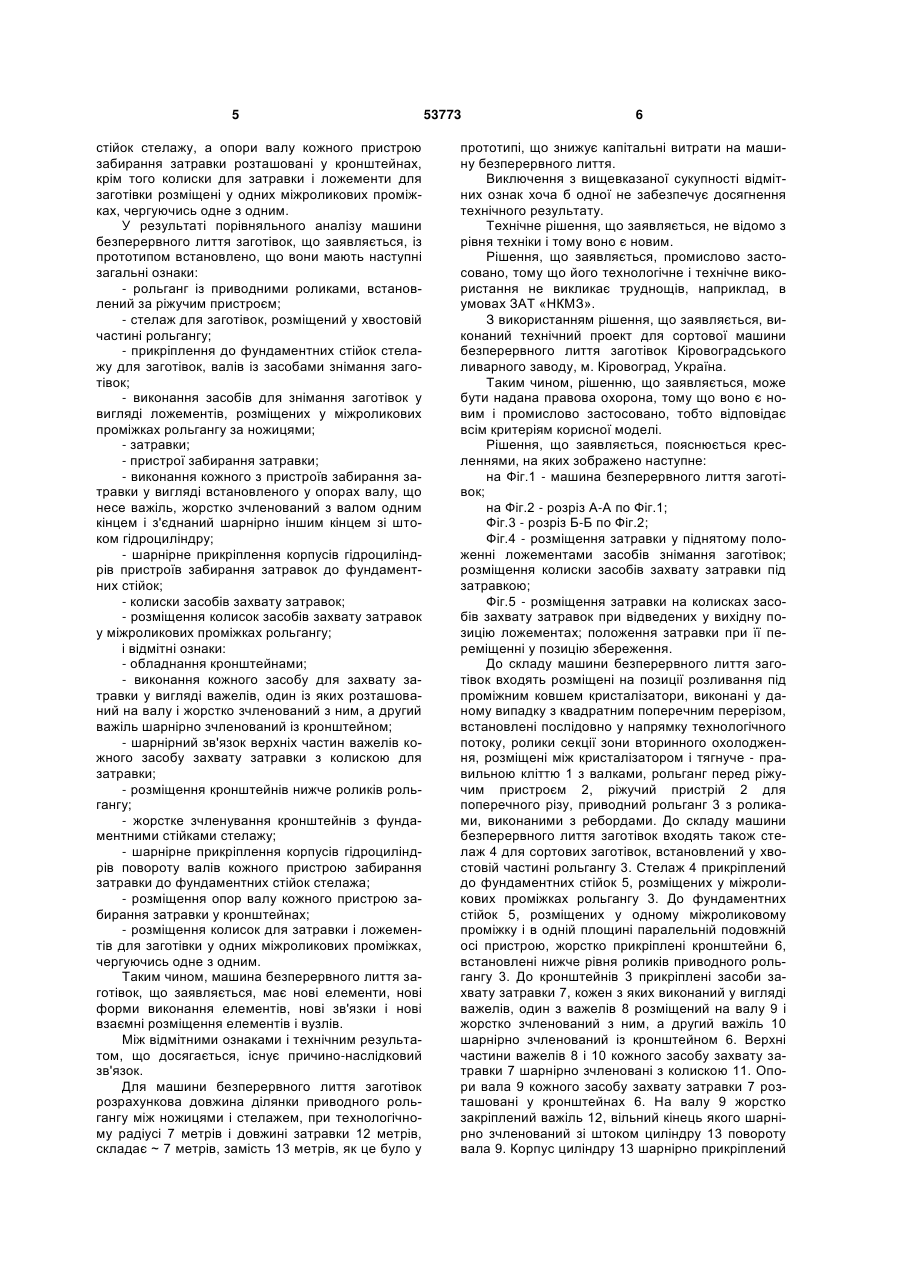
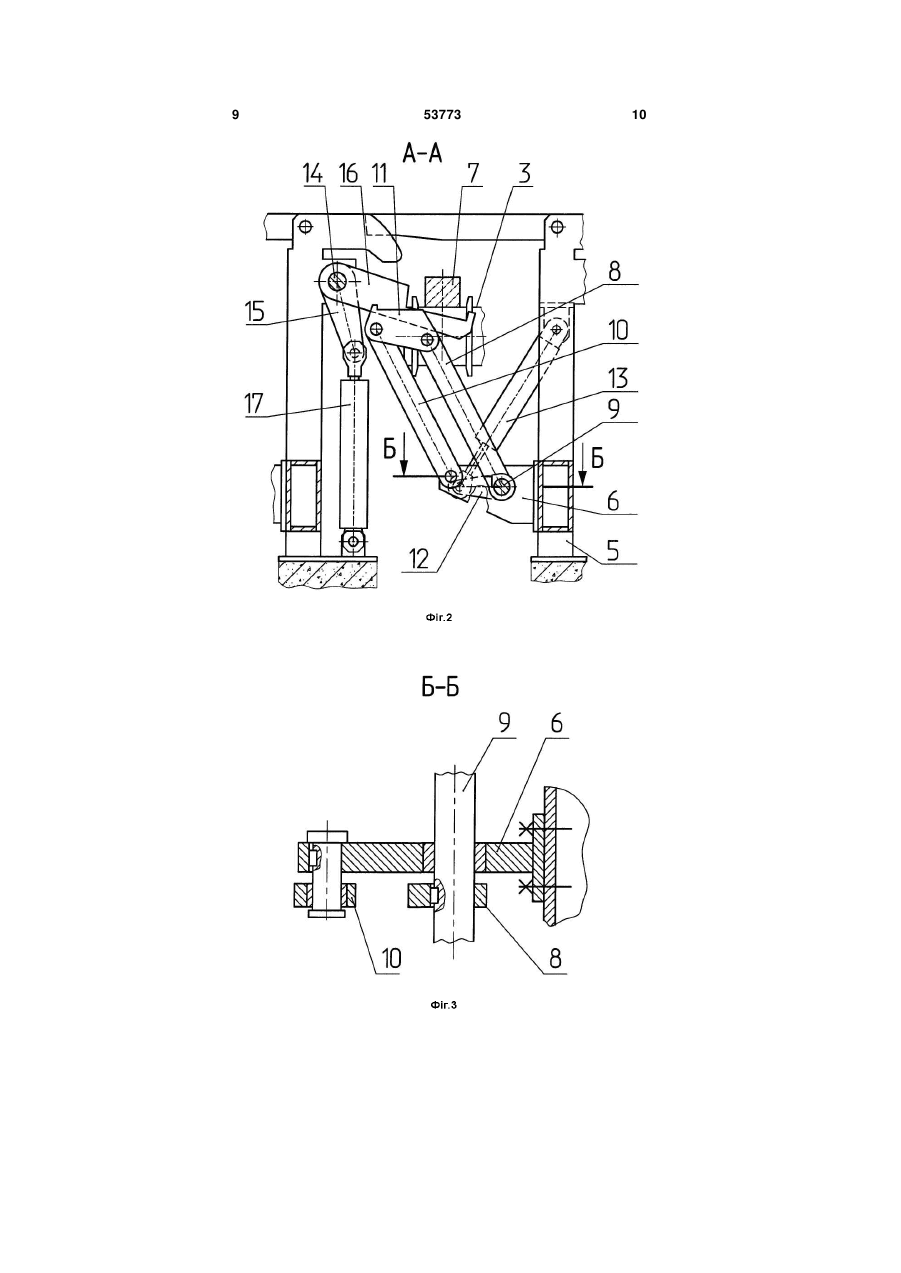
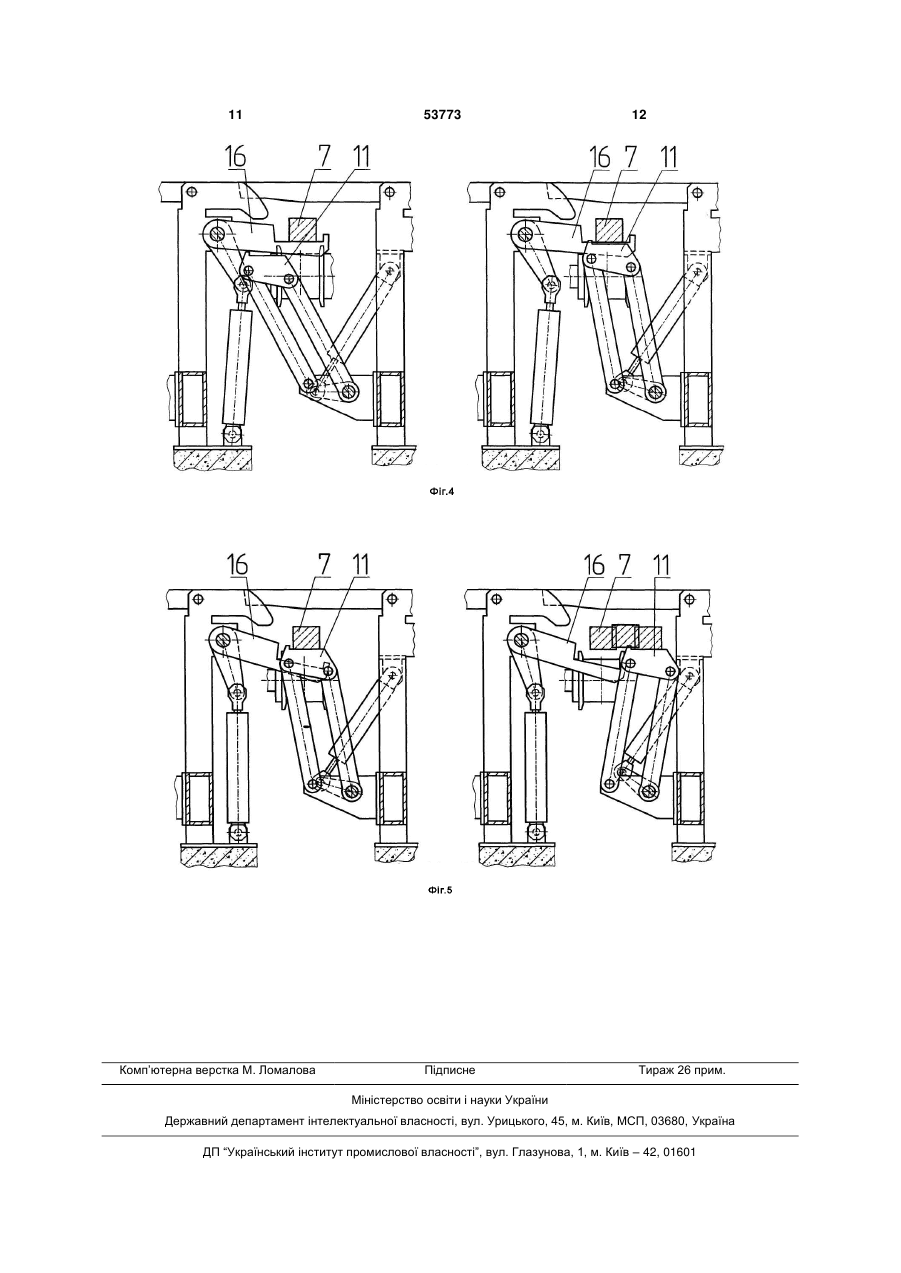
Машина безперервного лиття заготівок, що включає встановлений за ріжучим пристроєм рольганг із приводними роликами і розміщений у його хвостовій частині стелаж для заготівок, прикріплений до фундаментних стійок, до яких приєднані вали з засобами знімання заготівок, виконаними у вигляді ложементів, розміщених у міжроликових проміжках рольганга, затравки і пристрої забирання затравки, кожен з яких містить встановлений у опорах вал, що несе важіль, жорстко зчленований з валом одним кінцем і з'єднаний U 1 3 розміщений у хвостовій частині рольгангу, стелаж для поперечної видачі заготівок і пристрій для забирання затравки. Ролики рольгангу виготовлені з ребордами для центрування сортової заготівки, у лінії рольгангу встановлений упор, що опускається. У даному випадку використана шести струмкова машина безперервного лиття із шістьма затравками і шістьма механізмами забирання затравки. Кожен пристрій забирання затравки розташовано уздовж лінії струмку і виконаний у вигляді валу, на якому закріплені засоби захвату затравки з колисками, розміщеними у міжроликових проміжках рольгангу і важіль, жорстко зчленований з валом одним кінцем і шарнірно зв'язаний іншим кінцем зі штоком гідроциліндру повороту валу. Опори вала кожного пристрою забирання затравки прикріплені до рам рольгангу. Стелаж для заготівок прикріплений до фундаментних стійок, до яких також прикріплені опори валів із засобами знімання заготівок, виконаними у вигляді ложементів для сорту, і важелями, шарнірно зчленованими зі штоками циліндрів повороту валів. Настил стелажу виконаний з нерухомих горизонтальних плит напрямними поверхнями, прикріпленими до фундаментних стійок, встановлених з однієї сторони від осі стелажу і відкидних балок, шарнірно прикріплених до фундаментних стійок, розміщених з іншої сторони від осі стелажу. У вихідному положенні до початку розливання серії плавок зі сталь ковша через проміжний ківш у кристалізатори, затравка знаходиться на колисках засобів захвату пристроїв забирання затравки у положенні збереження між струмками, упор роликового рольгангу за ножицями опущений, валки тягнучої кліті розведені. Подають робочу рідину у порожнину гідроциліндру повороту валу пристрою забирання затравки, вал з колисками, що несуть затравку, повертається і опускає затравку на нерухомі ролики рольгангу, циліндри відключають, а упор, що стоїть у лінії рольгангу, піднімається для зупинки затравки. Пристрої по перекладанню затравки можуть працювати незалежно один від одного, як послідовно так і одночасно. Вмикають рольганг перед ножицями, рольганг за ножицями і тягнуче - правильну кліть. Затравка транспортується роликами рольгангів і валками тягнуче - правильної кліті у кристалізатор і зупиняється на заданій відстані від його верху. Заливають метал у кристалізатор, починають витягування за допомогою затравки безперервно литого зливка валками тягнуче - правильної кліті. Затравка зі зливком подається у ножиці, після відділення від зливка затравка роликами рольгангу за ножицями транспортується до зупинки піднятими упорами рольгангу, ролики рольгангу зупиняються, упори опускаються. Подають робочу рідину у порожнину циліндру пристрою для забирання затравки. Вал через важіль приводиться у обертання, колиски засобів захвату підводяться до затравки і за рахунок подальшого повороту валу затравка колисками знімається з нерухомих роликів рольгангу, минаючи реборди роликів, і звільняє лінію струмка, залишаючись на колисках валу пристрою забирання затравки, що зайняв положення у позиції збереження. Потім від безперервно литої заготівки 53773 4 ріжучим пристроєм відрізають зливок необхідної довжини, який безперешкодно переміщується роликами рольгангу за ножицями у хвостову частину рольгангу до стелажу. Вмикають циліндри повороту валу з ложементами, вал приходить у обертання, після контакту ложементів валу з заготівкою, заготівка знімається з роликів рольгангу і переміщується по криволінійній траєкторії по напрямних поверхнях стаціонарних плит, піднімаючи відкидні балки стелажу. Наприкінці повороту вала заготівка розміщується на верхньому рівні стелажу і далі штовхачем переміщується на холодильник для виконання наступної технологічної операції. Ділянка приводного рольгангу поміж ножицями і стелажем для заготівок призначена також для використання її у якості транспортного пристрою призначеного для погодженого виконання суміжних операцій відрізання ножицями заготівки мірної довжини з операцією знімання і забирання на стелаж попередньої заготівки. Слід зазначити, що довжина затравки залежить від багатьох факторів, зокрема, вона залежить від технологічного радіусу машини безперервного лиття і, наприклад, при радіусі 7 метрів довжина затравки складає 12 метрів, а із збільшенням технологічного радіусу довжина затравки збільшується. При цьому довжина ділянки рольгангу машини безперервного лиття, на якому розміщується затравка як перед заведенням її у кристалізатор, так і перед забиранням її на збереження, визначається довжиною затравки і повинна бути не менше її. До основи корисної моделі поставлена задача зниження капітальних витрат під час забирання затравки у машині безперервного лиття. Поставлена задача вирішується за рахунок технічного результату, який полягає у скороченні кількості приводних роликових вузлів рольгангу. Для досягнення вищевказаного технічного результату машина безперервного лиття заготівок, що включає, встановлений за ріжучим пристроєм, рольганг із приводними роликами і розміщений у його хвостовій частині стелаж для заготівок, прикріплений до фундаментних стійок, до яких приєднані вали з засобами знімання заготівок, виконаними у вигляді ложементів, розміщених у міжроликових проміжках рольгангу, затравки і пристрої забирання затравок, кожен з яких містить встановлений у опорах вал, що несе важіль, жорстко зчленований з валом одним кінцем і з'єднаний шарнірно іншим кінцем зі штоком гідроциліндру, корпус якого шарнірно прикріплений до фундаментної стійки, і колиски засобів захвату затравки, розташовані у міжроликових проміжках рольгангу, відповідно до винаходу, обладнана кронштейнами, а засоби захвату затравки виконані у вигляді важелів, один із яких розташований на валу і жорстко зчленований з ним, другий важіль шарнірно зчленований із кронштейном, а верхні частини важелів шарнірно зв'язані з колискою для затравки, при цьому кронштейни розташовані нижче роликів рольгангу і жорстко зчленовані з фундаментною стійкою стелажу, корпуси гідроциліндрів повороту валів кожного пристрою забирання затравки шарнірно прикріплені до фундаментних 5 стійок стелажу, а опори валу кожного пристрою забирання затравки розташовані у кронштейнах, крім того колиски для затравки і ложементи для заготівки розміщені у одних міжроликових проміжках, чергуючись одне з одним. У результаті порівняльного аналізу машини безперервного лиття заготівок, що заявляється, із прототипом встановлено, що вони мають наступні загальні ознаки: - рольганг із приводними роликами, встановлений за ріжучим пристроєм; - стелаж для заготівок, розміщений у хвостовій частині рольгангу; - прикріплення до фундаментних стійок стелажу для заготівок, валів із засобами знімання заготівок; - виконання засобів для знімання заготівок у вигляді ложементів, розміщених у міжроликових проміжках рольгангу за ножицями; - затравки; - пристрої забирання затравки; - виконання кожного з пристроїв забирання затравки у вигляді встановленого у опорах валу, що несе важіль, жорстко зчленований з валом одним кінцем і з'єднаний шарнірно іншим кінцем зі штоком гідроциліндру; - шарнірне прикріплення корпусів гідроциліндрів пристроїв забирання затравок до фундаментних стійок; - колиски засобів захвату затравок; - розміщення колисок засобів захвату затравок у міжроликових проміжках рольгангу; і відмітні ознаки: - обладнання кронштейнами; - виконання кожного засобу для захвату затравки у вигляді важелів, один із яких розташований на валу і жорстко зчленований з ним, а другий важіль шарнірно зчленований із кронштейном; - шарнірний зв'язок верхніх частин важелів кожного засобу захвату затравки з колискою для затравки; - розміщення кронштейнів нижче роликів рольгангу; - жорстке зчленування кронштейнів з фундаментними стійками стелажу; - шарнірне прикріплення корпусів гідроциліндрів повороту валів кожного пристрою забирання затравки до фундаментних стійок стелажа; - розміщення опор валу кожного пристрою забирання затравки у кронштейнах; - розміщення колисок для затравки і ложементів для заготівки у одних міжроликових проміжках, чергуючись одне з одним. Таким чином, машина безперервного лиття заготівок, що заявляється, має нові елементи, нові форми виконання елементів, нові зв'язки і нові взаємні розміщення елементів і вузлів. Між відмітними ознаками і технічним результатом, що досягається, існує причино-наслідковий зв'язок. Для машини безперервного лиття заготівок розрахункова довжина ділянки приводного рольгангу між ножицями і стелажем, при технологічному радіусі 7 метрів і довжині затравки 12 метрів, складає ~ 7 метрів, замість 13 метрів, як це було у 53773 6 прототипі, що знижує капітальні витрати на машину безперервного лиття. Виключення з вищевказаної сукупності відмітних ознак хоча б одної не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, не відомо з рівня техніки і тому воно є новим. Рішення, що заявляється, промислово застосовано, тому що його технологічне і технічне використання не викликає труднощів, наприклад, в умовах ЗАТ «НКМЗ». З використанням рішення, що заявляється, виконаний технічний проект для сортової машини безперервного лиття заготівок Кіровоградського ливарного заводу, м. Кіровоград, Україна. Таким чином, рішенню, що заявляється, може бути надана правова охорона, тому що воно є новим і промислово застосовано, тобто відповідає всім критеріям корисної моделі. Рішення, що заявляється, пояснюється кресленнями, на яких зображено наступне: на Фіг.1 - машина безперервного лиття заготівок; на Фіг.2 - розріз А-А по Фіг.1; Фіг.3 - розріз Б-Б по Фіг.2; Фіг.4 - розміщення затравки у піднятому положенні ложементами засобів знімання заготівок; розміщення колиски засобів захвату затравки під затравкою; Фіг.5 - розміщення затравки на колисках засобів захвату затравок при відведених у вихідну позицію ложементах; положення затравки при її переміщенні у позицію збереження. До складу машини безперервного лиття заготівок входять розміщені на позиції розливання під проміжним ковшем кристалізатори, виконані у даному випадку з квадратним поперечним перерізом, встановлені послідовно у напрямку технологічного потоку, ролики секції зони вторинного охолодження, розміщені між кристалізатором і тягнуче - правильною кліттю 1 з валками, рольганг перед ріжучим пристроєм 2, ріжучий пристрій 2 для поперечного різу, приводний рольганг 3 з роликами, виконаними з ребордами. До складу машини безперервного лиття заготівок входять також стелаж 4 для сортових заготівок, встановлений у хвостовій частині рольгангу 3. Стелаж 4 прикріплений до фундаментних стійок 5, розміщених у міжроликових проміжках рольгангу 3. До фундаментних стійок 5, розміщених у одному міжроликовому проміжку і в одній площині паралельній подовжній осі пристрою, жорстко прикріплені кронштейни 6, встановлені нижче рівня роликів приводного рольгангу 3. До кронштейнів 3 прикріплені засоби захвату затравки 7, кожен з яких виконаний у вигляді важелів, один з важелів 8 розміщений на валу 9 і жорстко зчленований з ним, а другий важіль 10 шарнірно зчленований із кронштейном 6. Верхні частини важелів 8 і 10 кожного засобу захвату затравки 7 шарнірно зчленовані з колискою 11. Опори вала 9 кожного засобу захвату затравки 7 розташовані у кронштейнах 6. На валу 9 жорстко закріплений важіль 12, вільний кінець якого шарнірно зчленований зі штоком циліндру 13 повороту вала 9. Корпус циліндру 13 шарнірно прикріплений 7 до фундаментної стійки 5. До фундаментних стійок 5, встановлених у одному міжроликовому проміжку зі згаданими стійками 5, і розташованими в іншій площині, паралельній подовжній осі пристрою шарнірно прикріплені вали 14 з жорстко насадженими на них важелями 15 і засобу знімання заготівок, виконаними у вигляді ложементів 16. Колиски 11 і ложементи 16, розміщені у одному міжроликовому проміжку, чергуючись один з одним, і прикріплені до протилежних фундаментних стійок 5. Вільний кінець важеля 15 шарнірно зчленований зі штоком гідроциліндру 17 повороту валу 14. Перед початком розливання голівку затравки 7 вводять у кристалізатор, ущільнюють її і заповнюють кристалізатор рідким металом з проміжного ковша. Вмикають тягнуче - правильну кліть 1, яка починає витягати затравку 7 із твердіючим зливком уздовж технологічної осі машини безперервного лиття. Голівка затравки 7, вийшовши з кліті 1, відокремлюється від заготівки і переміщується по роликах рольгангів від кліті до ріжучого пристрою 2. Пройшовши через ріжучий пристрій 2, затравка 7 переміщується приводним рольгангом 3 до його хвостової частини - у район стелажу 4 поперечної видачі заготівок, після чого зупиняється роликами рольгангу 3. При цьому затравка 7 розташована на роликах рольгангу 3 над ложементами 16 засобу знімання заготівок. Вмикають гідроциліндр 17, шток якого обертає важіль 15 і повертає вал 14 з ложементами 16, що знімають затравку 7 з роликів рольгангу 3, піднімають і зупиняють її на висоті, більшій, ніж висота реборд роликів рольгангу 3. Подають робочий тиск у порожнину гідроциліндру 13, шток якого провертає важіль 12 разом з валом 9. Вал 9 обертає важіль 8, жорстко зчленований з ним, при цьому колиска 11, шарнірно зчленована зі згаданим важелем 8 і шарнірно зчленована з важелем 10 переміщується до затравки 7. Важіль 10 за рахунок шарнірного зчленування одного кінця з кронштейном 6, а іншого кінця - з колискою 11 53773 8 також здійснює обертальний рух. Наявність важеля 10 дозволяє виконувати колисці 11 пласкопаралельне переміщення, у даному випадку - поступальний рух. Коли колиска 11 знаходиться під затравкою 7, на невеликій відстані від неї, циліндр 13 відмикають і переміщення колиски 11 припиняється. Вмикають гідроциліндр 17, шток якого обертає важіль 15 і вал 14 з ложементами 16 і повертає їх у вихідне положення. При цьому затравка 7 перекладається з ложементів 16 на колиски 11. Вмикають гідроциліндр 13, шток якого обертає важіль 12, вал 9, важіль 8 і колиску 11, переміщуючи колиску 11 разом із затравкою 7 у позицію збереження, і зупиняють їх. Обмежений простір у районі стелажу 4 дозволяє розмістити кронштейни 6 з осями обертання важелів 8 і 10 тільки нижче рівня роликів рольгангу 3, через що траєкторія руху колиски 11 і разом з нею затравки 7 не дозволяє обійти реборди роликів рольгангу 3, тому знімання затравки з роликів рольгангу 3 безпосередньо колисками 11 не можливо. У зв'язку з чим попереднє підняття затравки 7 здійснюється ложементами 16 засобу знімання заготівок, які піднімають затравку 7 на висоту, що перевищує висоту реборд роликів рольгангу 3, а подальше безперешкодне переміщення затравки 7 у позицію збереження виконується колисками 11. При перезапуску струмка машини безперервного лиття заготівок затравку 7 з позиції збереження встановлюють на ролики рольгангу 3 за рахунок виконання згаданих операцій у зворотній послідовності. Після встановлення затравки 7 на ролики рольгангу 3, затравку 7 транспортують уздовж технологічної осі до кристалізатору. З усього вищевикладеного видно, що виконання машини безперервного лиття у відповідності з формулою корисної моделі, стало можливим скоротити довжину приводного рольгангу на декілька метрів, що знижує капітальні витрати на виготовлення машини безперервного лиття заготівок. 9 53773 10 11 Комп’ютерна верстка М. Ломалова 53773 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for continuous casting billets
Автори англійськоюPluhatar Viktor Semenovych, Ptukha Serhii Viktorovych, Bilobrov Yurii Mykolaiovych, Vlasenko Bohdan Vasyliovych
Назва патенту російськоюМашина непрерывного литья заготовок
Автори російськоюПлугатар Виктор Семенович, Птуха Сергей Викторович, Билобров Юрий Николаевич, Власенко Богдан Васильевич
МПК / Мітки
МПК: B22D 11/08, B22D 11/00
Мітки: машина, заготівок, лиття, безперервного
Код посилання
<a href="https://ua.patents.su/6-53773-mashina-bezperervnogo-littya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Машина безперервного лиття заготівок</a>
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Петрусенко Віктор Андрійович, Плугатар Віктор Семенович, Власенко Богдан Васильович
МПК: B22D 11/14, B22D 11/08
Мітки: роботи, заготівок, безперервного, лиття, спосіб, підготовки, машини
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...
Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів
Номер патенту: 17031
Опубліковано: 15.09.2006
Автори: Пономаренко Ольга Иванівна, Хорошилов Олег Миколайович, Шатагін Олег Олександрович
МПК: B22D 11/04
Мітки: сплавів, лиття, горизонтального, металів, кольорових, безперервного, машина, заготівок
Формула / Реферат:
1. Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів, яка містить металоприймач, водоохолоджувальний кожух та графітову втулку кристалізатору; вузол, що витягує заготівку з кристалізатора; двигун, гальмо, муфту, яка відрізняється тим, що муфта, яка розташована між двигуном та валом ведучого валка, виконана з двох рухомих частин, одна з яких має штирі, а друга - радіальні пази, при цьому радіальні пази...
Машина горизонтального безперервного лиття заготівок
Номер патенту: 16119
Опубліковано: 17.07.2006
Автор: Хорошилов Олег Миколайович
МПК: B22D 11/04
Мітки: лиття, машина, горизонтального, заготівок, безперервного
Формула / Реферат:
Машина горизонтального безперервного лиття заготівок, яка містить металоприймач, графітову втулку кристалізатора з водоохолоджувальним кожухом кристалізатора або металевим водоохолоджуваним кристалізатором, вісь якого розташована під кутом до горизонту, тяговий вузол та вузол розподілу заготівки на задану довжину, яка відрізняється тим, що вона додатково містить ресивер, штуцер для подачі газоповітряної суміші у ресивер, а вісь кристалізатора...
Вертикальна машина безперервного лиття заготівок

Номер патенту: 49005
Опубліковано: 12.04.2010
Автори: Кашанський Дмитро Анатолійович, Ісаков Микола Іванович, Железняк Віктор Вікторович, Плугатар Віктор Семенович, Пільгаєв Володимир Михайлович
МПК: B22D 11/12
Мітки: заготівок, лиття, вертикальна, безперервного, машина
Формула / Реферат:
1. Вертикальна машина безперервного лиття заготівок, що містить роликові секції зони вторинного охолодження, вертикальну напрямну раму з упорами і механізмами фіксації секцій, а також засоби для перевалки роликових секцій, що містять напрямні рейки і ковзанки, яка відрізняється тим, що кожний засіб для перевалки роликової секції оснащений механізмом хитання напрямних рейок, а сам засіб для перевалки виконано у вигляді П-подібного повідного...
Район машини безперервного лиття заготівок

Номер патенту: 52221
Опубліковано: 25.08.2010
Автори: Білобров Юрій Миколайович, Плугатар Віктор Семенович, Власенко Богдан Васильович, Птуха Сергій Вікторович
МПК: B22D 11/00
Мітки: безперервного, район, машини, лиття, заготівок
Формула / Реферат:
Район машини безперервного лиття заготівок, до складу якого входять, встановлений за ріжучим пристроєм, рольганг із приводними роликами і, розміщені в лінії рольганга, стелаж та упор у районі стелажа, виконаного з горизонтальним настилом для сортових заготівок, і вертикальними стійками, розміщеними у міжроликових проміжках рольганга і прикріпленими до фундаменту, до верхніх частин яких шарнірно приєднані ложементи для сортових заготівок,...