Машина горизонтального безперервного лиття заготівок
Формула / Реферат
Машина горизонтального безперервного лиття заготівок, яка містить металоприймач, графітову втулку кристалізатора з водоохолоджувальним кожухом кристалізатора або металевим водоохолоджуваним кристалізатором, вісь якого розташована під кутом до горизонту, тяговий вузол та вузол розподілу заготівки на задану довжину, яка відрізняється тим, що вона додатково містить ресивер, штуцер для подачі газоповітряної суміші у ресивер, а вісь кристалізатора виконують під кутом до горизонту в інтервалі від 3,2 до 8,5 град.
Текст
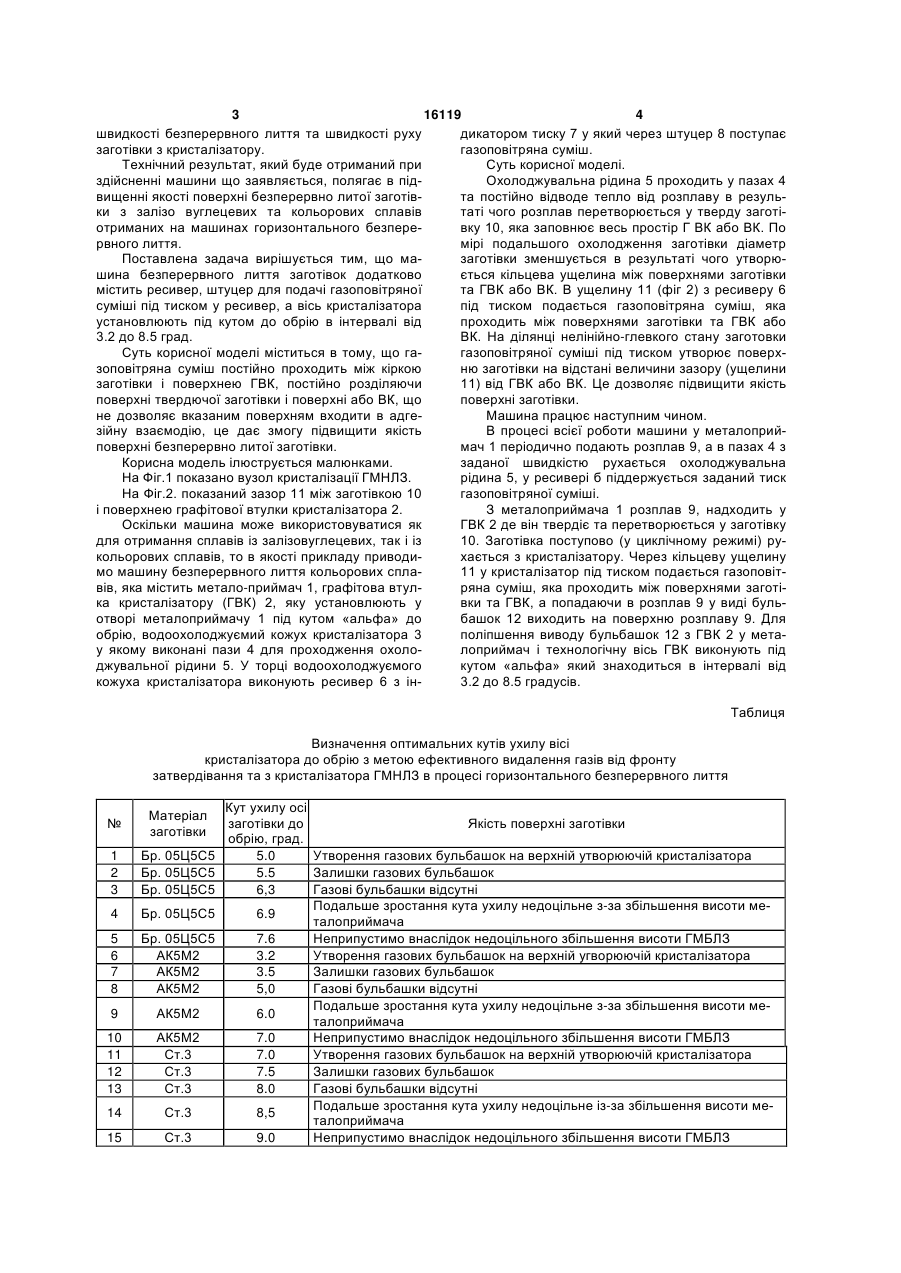
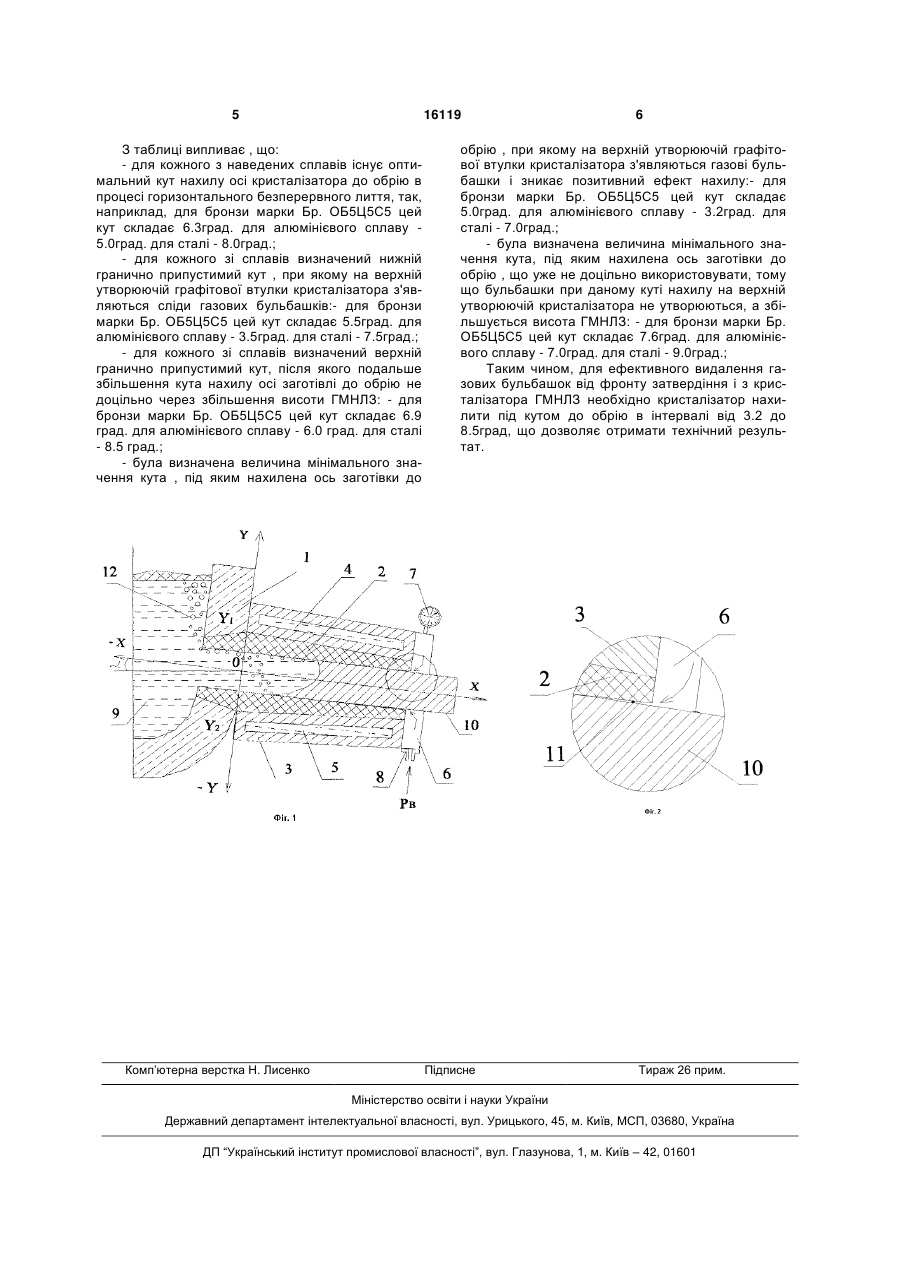
Машина горизонтального безперервного лиття заготівок, яка містить металоприймач, графітову втулку кристалізатора з водоохолоджувальним 3 16119 4 швидкості безперервного лиття та швидкості руху дикатором тиску 7 у який через штуцер 8 поступає заготівки з кристалізатору. газоповітряна суміш. Технічний результат, який буде отриманий при Суть корисної моделі. здійсненні машини що заявляється, полягає в підОхолоджувальна рідина 5 проходить у пазах 4 вищенні якості поверхні безперервно литої заготівта постійно відводе тепло від розплаву в резульки з залізо вуглецевих та кольорових сплавів таті чого розплав перетворюється у тверду заготіотриманих на машинах горизонтального безперевку 10, яка заповнює весь простір Г ВК або ВК. По рвного лиття. мірі подальшого охолодження заготівки діаметр Поставлена задача вирішується тим, що мазаготівки зменшується в результаті чого утворюшина безперервного лиття заготівок додатково ється кільцева ущелина між поверхнями заготівки містить ресивер, штуцер для подачі газоповітряної та ГВК або ВК. В ущелину 11 (фіг 2) з ресиверу 6 суміші під тиском у ресивер, а вісь кристалізатора під тиском подається газоповітряна суміш, яка установлюють під кутом до обрію в інтервалі від проходить між поверхнями заготівки та ГВК або 3.2 до 8.5 град. ВК. На ділянці нелінійно-глевкого стану заготовки Суть корисної моделі міститься в тому, що гагазоповітряної суміші під тиском утворює поверхзоповітряна суміш постійно проходить між кіркою ню заготівки на відстані величини зазору (ущелини заготівки і поверхнею ГВК, постійно розділяючи 11) від ГВК або ВК. Це дозволяє підвищити якість поверхні твердючої заготівки і поверхні або ВК, що поверхні заготівки. не дозволяє вказаним поверхням входити в адгеМашина працює наступним чином. зійну взаємодію, це дає змогу підвищити якість В процесі всієї роботи машини у металоприйповерхні безперервно литої заготівки. мач 1 періодично подають розплав 9, а в пазах 4 з Корисна модель ілюструється малюнками. заданої швидкістю рухається охолоджувальна На Фіг.1 показано вузол кристалізації ГМНЛЗ. рідина 5, у ресивері б піддержується заданий тиск На Фіг.2. показаний зазор 11 між заготівкою 10 газоповітряної суміші. і поверхнею графітової втулки кристалізатора 2. З металоприймача 1 розплав 9, надходить у Оскільки машина може використовуватися як ГВК 2 де він твердіє та перетворюється у заготівку для отримання сплавів із залізовуглецевих, так і із 10. Заготівка поступово (у циклічному режимі) рукольорових сплавів, то в якості прикладу приводихається з кристалізатору. Через кільцеву ущелину мо машину безперервного лиття кольорових спла11 у кристалізатор під тиском подається газоповітвів, яка містить метало-приймач 1, графітова втулряна суміш, яка проходить між поверхнями заготіка кристалізатору (ГВК) 2, яку установлюють у вки та ГВК, а попадаючи в розплав 9 у виді бульотворі металоприймачу 1 під кутом «альфа» до башок 12 виходить на поверхню розплаву 9. Для обрію, водоохолоджуємий кожух кристалізатора 3 поліпшення виводу бульбашок 12 з ГВК 2 у метау якому виконані пази 4 для проходження охололоприймач і технологічну вісь ГВК виконують під джувальної рідини 5. У торці водоохолоджуємого кутом «альфа» який знаходиться в інтервалі від кожуха кристалізатора виконують ресивер 6 з ін3.2 до 8.5 градусів. Таблиця Визначення оптимальних кутів ухилу вісі кристалізатора до обрію з метою ефективного видалення газів від фронту затвердівання та з кристалізатора ГМНЛЗ в процесі горизонтального безперервного лиття № 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Кут ухилу осі заготівки до Якість поверхні заготівки обрію, град. Бр. 05Ц5С5 5.0 Утворення газових бульбашок на верхній утворюючій кристалізатора Бр. 05Ц5С5 5.5 Залишки газових бульбашок Бр. 05Ц5С5 6,3 Газові бульбашки відсутні Подальше зростання кута ухилу недоцільне з-за збільшення висоти меБр. 05Ц5С5 6.9 талоприймача Бр. 05Ц5С5 7.6 Неприпустимо внаслідок недоцільного збільшення висоти ГМБЛЗ АК5М2 3.2 Утворення газових бульбашок на верхній угворюючій кристалізатора АК5М2 3.5 Залишки газових бульбашок АК5М2 5,0 Газові бульбашки відсутні Подальше зростання кута ухилу недоцільне з-за збільшення висоти меАК5М2 6.0 талоприймача АК5М2 7.0 Неприпустимо внаслідок недоцільного збільшення висоти ГМБЛЗ Ст.3 7.0 Утворення газових бульбашок на верхній утворюючій кристалізатора Ст.3 7.5 Залишки газових бульбашок Ст.3 8.0 Газові бульбашки відсутні Подальше зростання кута ухилу недоцільне із-за збільшення висоти меСт.3 8,5 талоприймача Ст.3 9.0 Неприпустимо внаслідок недоцільного збільшення висоти ГМБЛЗ Матеріал заготівки 5 16119 З таблиці випливає , що: - для кожного з наведених сплавів існує оптимальний кут нахилу осі кристалізатора до обрію в процесі горизонтального безперервного лиття, так, наприклад, для бронзи марки Бр. ОБ5Ц5С5 цей кут складає 6.3град. для алюмінієвого сплаву 5.0град. для сталі - 8.0град.; - для кожного зі сплавів визначений нижній гранично припустимий кут , при якому на верхній утворюючій графітової втулки кристалізатора з'являються сліди газових бульбашків:- для бронзи марки Бр. ОБ5Ц5С5 цей кут складає 5.5град. для алюмінієвого сплаву - 3.5град. для сталі - 7.5град.; - для кожного зі сплавів визначений верхній гранично припустимий кут, після якого подальше збільшення кута нахилу осі заготівлі до обрію не доцільно через збільшення висоти ГМНЛЗ: - для бронзи марки Бр. ОБ5Ц5С5 цей кут складає 6.9 град. для алюмінієвого сплаву - 6.0 град. для сталі - 8.5 град.; - була визначена величина мінімального значення кута , під яким нахилена ось заготівки до Комп’ютерна верстка Н. Лисенко 6 обрію , при якому на верхній утворюючій графітової втулки кристалізатора з'являються газові бульбашки і зникає позитивний ефект нахилу:- для бронзи марки Бр. ОБ5Ц5С5 цей кут складає 5.0град. для алюмінієвого сплаву - 3.2град. для сталі - 7.0град.; - була визначена величина мінімального значення кута, під яким нахилена ось заготівки до обрію , що уже не доцільно використовувати, тому що бульбашки при даному куті нахилу на верхній утворюючій кристалізатора не утворюються, а збільшується висота ГМНЛЗ: - для бронзи марки Бр. ОБ5Ц5С5 цей кут складає 7.6град. для алюмінієвого сплаву - 7.0град. для сталі - 9.0град.; Таким чином, для ефективного видалення газових бульбашок від фронту затвердіння і з кристалізатора ГМНЛЗ необхідно кристалізатор нахилити під кутом до обрію в інтервалі від 3.2 до 8.5град, що дозволяє отримати технічний результат. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for horizontal continuous casting of billets
Автори англійськоюKhoroshylov Oleh Mykolaiovych
Назва патенту російськоюМашина горизонтального непрерывного литья заготовок
Автори російськоюХорошилов Олег Николаевич
МПК / Мітки
МПК: B22D 11/04
Мітки: машина, безперервного, горизонтального, лиття, заготівок
Код посилання
<a href="https://ua.patents.su/3-16119-mashina-gorizontalnogo-bezperervnogo-littya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Машина горизонтального безперервного лиття заготівок</a>
Спосіб горизонтального безперервного лиття заготівок
Номер патенту: 12731
Опубліковано: 15.02.2006
Автор: Хорошилов Олег Миколайович
МПК: B22D 11/00
Мітки: безперервного, заготівок, горизонтального, лиття, спосіб
Формула / Реферат:
Спосіб горизонтального безперервного лиття заготівок, що включає заливання рідкого металу з проміжного ковша в металоприймач машини горизонтального безперервного лиття, подачу в кристалізатор газоповітряної суміші, витяг заготівки із кристалізатора горизонтальної машини безперервного лиття заготівок (ГМБЛЗ) під кутом до горизонту, який відрізняється тим, що в процесі безперервного лиття із ресивера в зазор між заготівкою і графітовою втулкою...
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Калашников Андрій Анатолійович, Титаренко Олександр Іванович, Вольвач Олександр Євгенійович, Смирнов Віктор Григорович, Попік Вадим Геннадійович
МПК: B22D 11/04
Мітки: кристалізатор, заготівок, безперервного, лиття, машини
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Петрусенко Віктор Андрійович, Власенко Богдан Васильович, Плугатар Віктор Семенович
МПК: B22D 11/14, B22D 11/08
Мітки: машини, підготовки, спосіб, роботи, лиття, заготівок, безперервного
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...
Спосіб безперервного лиття заготівок
Номер патенту: 41024
Опубліковано: 15.08.2001
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/16
Мітки: спосіб, лиття, заготівок, безперервного
Формула / Реферат:
Спосіб безперервного лиття заготівок, що включає подачу рідкого металу в герметичний металоприймач, подачу в металоприймач інертного газу під тиском, подачу металу з металоприймача в кристалізатор, безперервне витягування заготівок із кристалізатора, який відрізняється тим, що додатково вимірюють поточну швидкість витягування заготівок із кристалізатора, а поточний тиск інертного газу в металоприймачі встановлюють по...
Дорн для безперервного лиття порожнистих заготівок з кольорових сплавів
Номер патенту: 12732
Опубліковано: 15.02.2006
Автори: Хорошилов Олег Миколайович, Сизонова Світлана Григоровна
МПК: B22D 11/04
Мітки: безперервного, кольорових, заготівок, порожнистих, лиття, сплавів, дорн
Формула / Реферат:
Дорн для безперервного лиття порожнистих заготівок з мідних і кольорових сплавів, який містить посадочний бурт і формоутворювальну поверхню, який відрізняється тим, що на формоутворювальній поверхні дорна виконані зрізи, розташовані впродовж його осі, до того ж відношення довжини зрізу до його ширини знаходиться в інтервалі:1/В = 0,3-3,8,де 1 - довжина зрізу,В =
Попередній патент: Гнучкий силовий кабель для систем трифазного електропостачання
Наступний патент: Самохідна телескопічна башта конструкції є.б.левіна
Випадковий патент: Спосіб виготовлення зносостійкого біметалічного листа