Район машини безперервного лиття заготівок
Номер патенту: 52221
Опубліковано: 25.08.2010
Автори: Птуха Сергій Вікторович, Плугатар Віктор Семенович, Власенко Богдан Васильович, Білобров Юрій Миколайович

Формула / Реферат
Район машини безперервного лиття заготівок, до складу якого входять, встановлений за ріжучим пристроєм, рольганг із приводними роликами і, розміщені в лінії рольганга, стелаж та упор у районі стелажа, виконаного з горизонтальним настилом для сортових заготівок, і вертикальними стійками, розміщеними у міжроликових проміжках рольганга і прикріпленими до фундаменту, до верхніх частин яких шарнірно приєднані ложементи для сортових заготівок, зчленовані із приводом повороту, який відрізняється тим, що він обладнаний підйомником для сортових заготівок, встановленим у районі стелажа, при цьому підйомник для сортових заготівок виконаний у вигляді поздовжньої балки, розміщеної перпендикулярно осям приводних роликів рольганга під ними, шарнірно зчленованої за допомогою системи важелів із приводом переміщення у вертикальній площині, до якої жорстко прикріплені вертикальні стійки, на вільних кінцях яких жорстко закріплені захоплювачі із приймальними поверхнями для сортових заготівок, встановлені у міжроликових проміжках рольганга, при цьому вузли шарнірного зчленування ложементів для заготівок стелажа з його вертикальними стійками розміщені на відстані l від горизонтальних осей роликів рольганга, яка визначається по залежності:
l>![]() +h+b; де:
+h+b; де:
d - діаметр приводного ролика рольганга;
h - максимальна висота заготівки;
b - відстань від осі шарнірного закріплення ложемента стелажа до його крайньої точки у нижнім положенні.
Текст
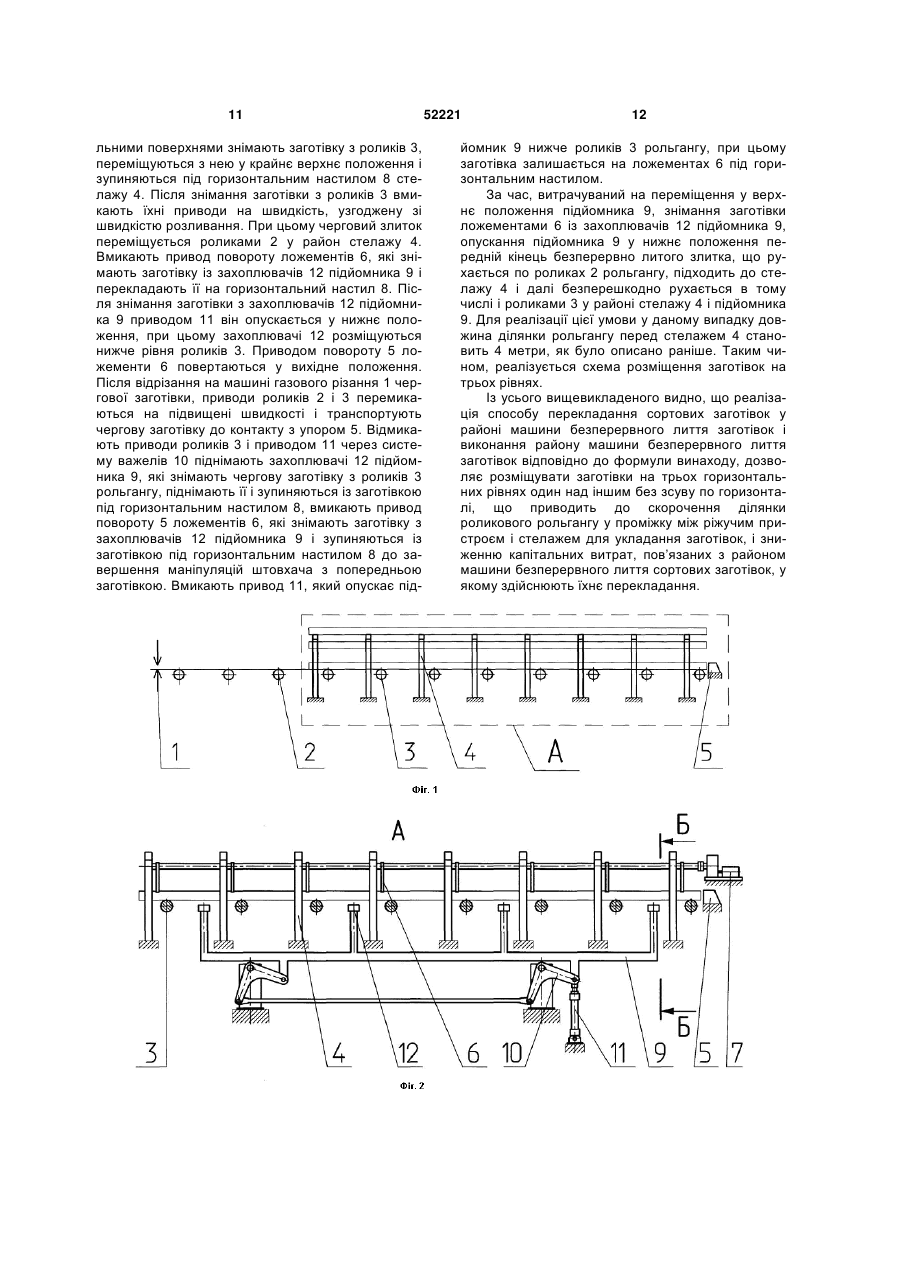
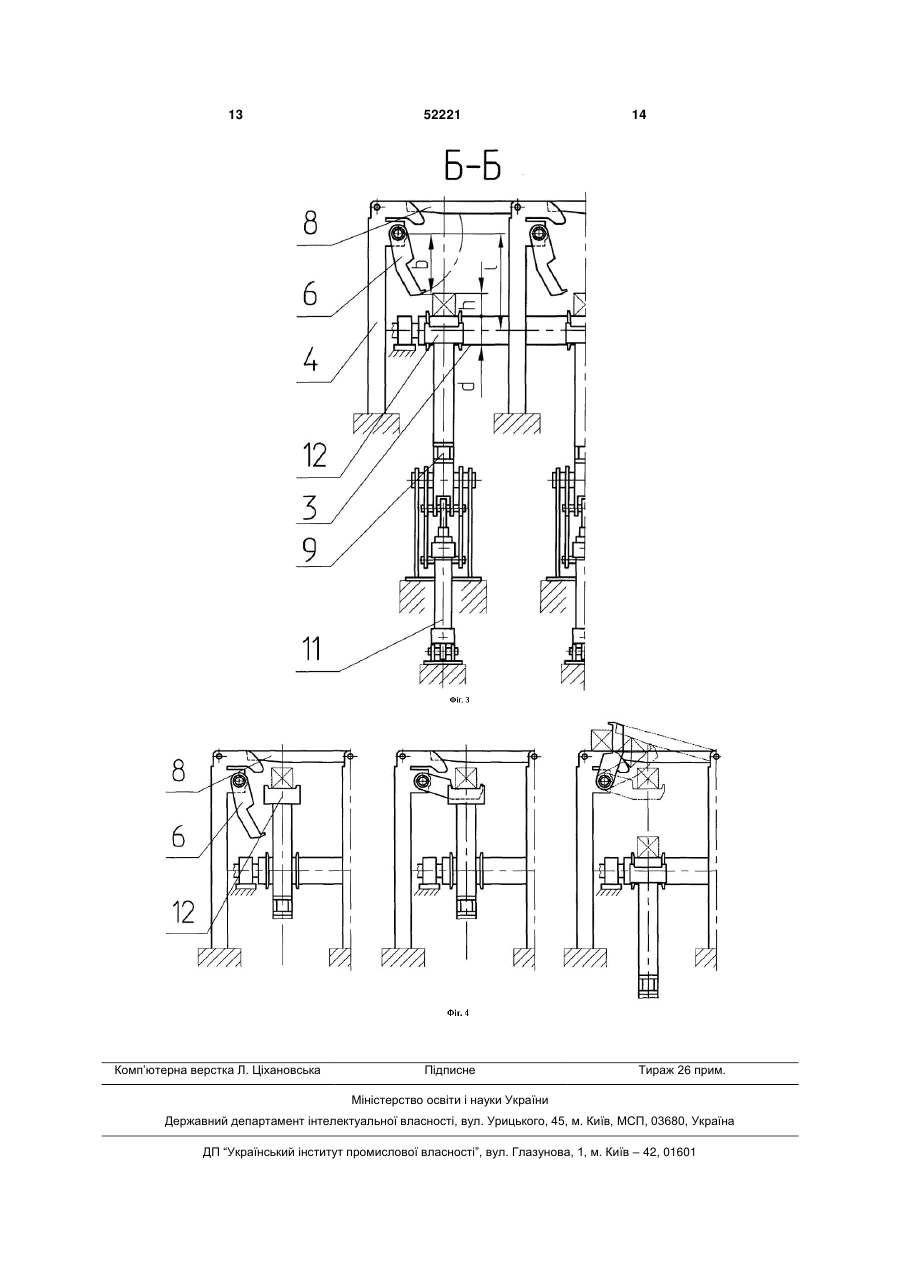
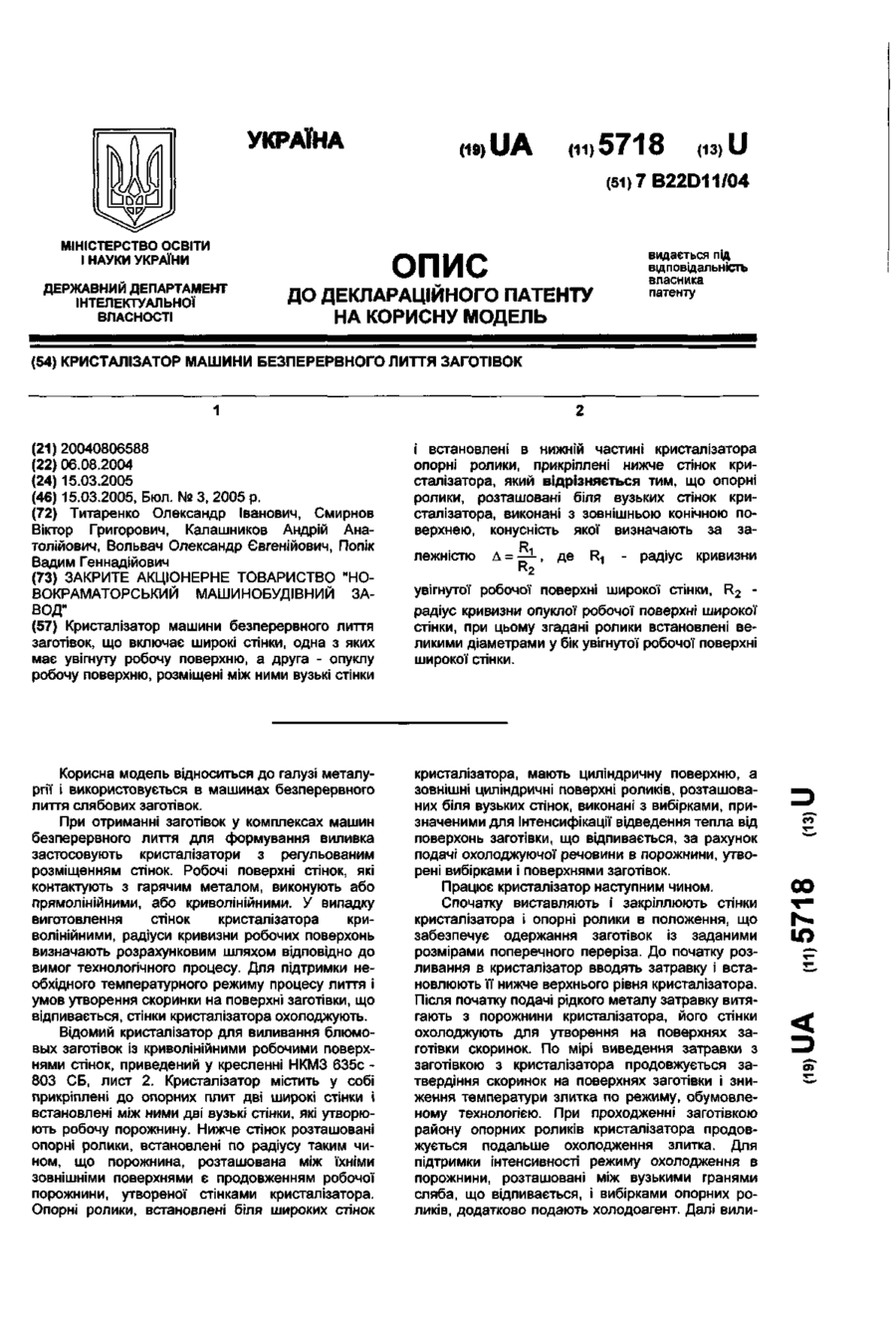
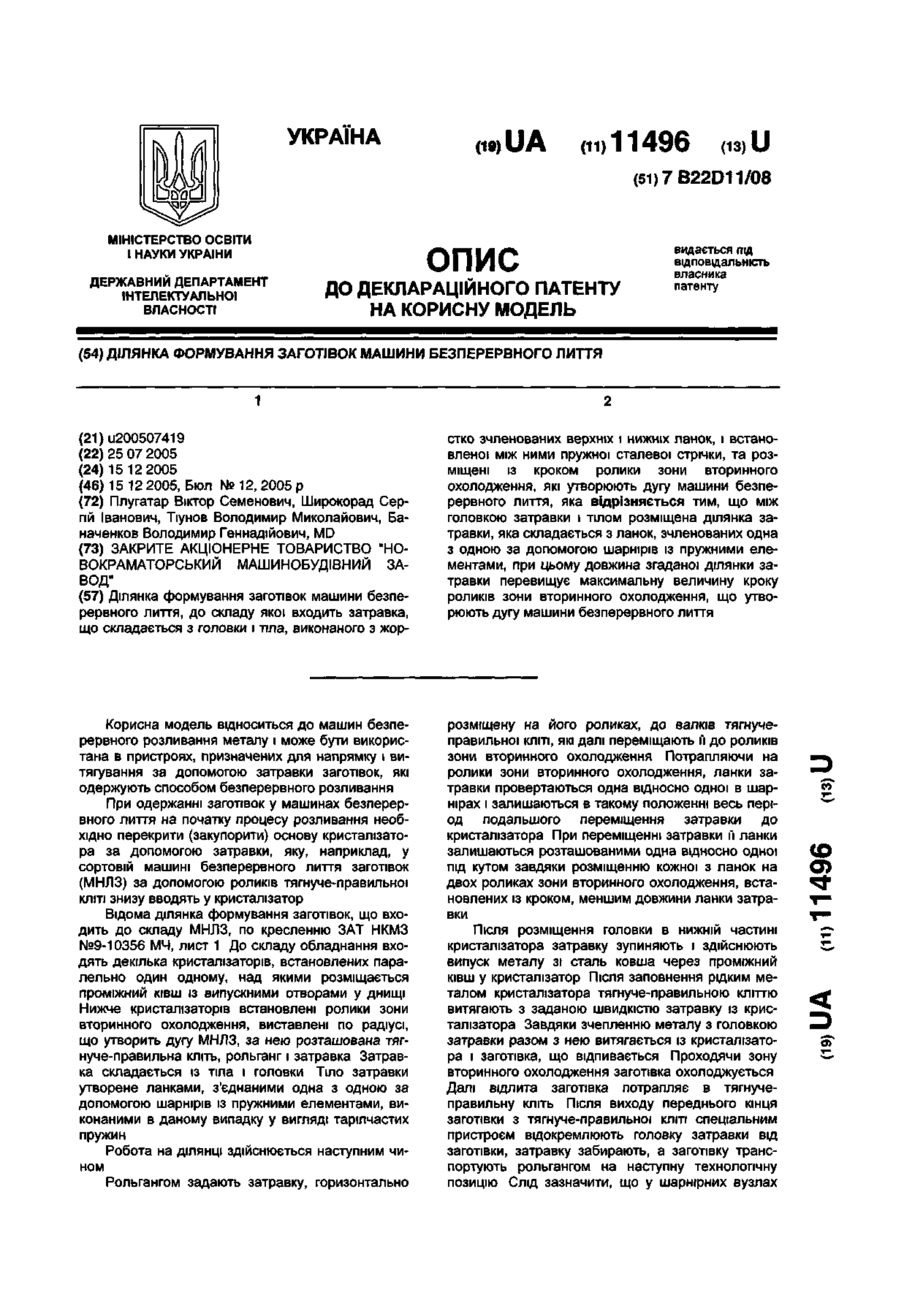
Район машини безперервного лиття заготівок, до складу якого входять, встановлений за ріжучим пристроєм, рольганг із приводними роликами і, розміщені в лінії рольганга, стелаж та упор у районі стелажа, виконаного з горизонтальним настилом для сортових заготівок, і вертикальними стійками, розміщеними у міжроликових проміжках рольганга і прикріпленими до фундаменту, до верхніх частин яких шарнірно приєднані ложементи для сортових заготівок, зчленовані із приводом повороту, який відрізняється тим, що він обладнаний підйомником для сортових заготівок, встановленим у районі стелажа, при цьому підйомник U 2 (19) 1 3 стіл, наступна заготівка, розміщена на роликах рольганга, знаходиться у чеканні завершення маніпуляцій з попередньою заготівкою, а на ділянці рольгангу, розміщеній відразу за ножицями, розташовується злиток, що виходить із тягнуче - правильної кліті, довжина якого достатня для відрізання чергової заготівки. Таким чином, довжина рольгангу на ділянці машини безперервного лиття сортових заготівок між ножицями і столом перекладання заготівок повинна бути достатньою для розміщення трьох довжин заготівок, тому що в описаному районі машини безперервного лиття передбачається схема послідовного розміщення одна за одною трьох заготівок. Наявність у складі району машини безперервного лиття рольгангу значної довжини приводить до збільшення виробничих площ і збільшенню капітальних витрат, пов’язаних з районом машини безперервного лиття, де виконують перекладання сортових заготівок. Відомий спосіб перекладання заготівок, описаний в Інструкції 211КЭ, що реалізується по кресленню ЗАТ "НКМЗ", при якому після відрізання на ріжучому пристрої від безперервно литого злитка сортової заготівки завданої довжини, приводні ролики рольгангу переміщують її в напрямку технологічного потоку на підвищеній швидкості у район стелажу до контакту з упором, і зупиняють заготівку в районі стелажу. Потім надають обертання ложементам стелажу, які після контакту із заготівкою знімають її з роликів рольгангу і переміщують по криволінійній траєкторії у вертикальній площині, укладаючи на горизонтальний настил стелажу, після чого приводом повороту ложементи стелажу повертаються у вихідне положення, опускаючись нижче рівня роликів рольгангу. Зі стелажу штовхачем сортові заготівки переміщуються до холодильника. Після відрізання механізмом різання від безперервно литого злитка чергової заготівки її переміщують на підвищеній швидкості роликами рольгангу перед стелажем і роликами рольгангу в районі стелажу до контакту з упором і зупиняють. При цьому частина безперервно литого злитка, довжина якого достатня для відрізання наступної заготівки, розміщується на роликах рольгангу перед стелажем і переміщується ними убік стелажу. Описаний спосіб перекладання сортових заготівок реалізується в районі машини безперервного лиття сортових заготівок (креслення ЗАТ "НКМЗ" №0-152428 МЧ, аркуш 2, 0-153175СБ, аркуш 1, 2, 3), що включає встановлені послідовно в лінії кожного струмка, пристрій для відрізання сортових заготівок мірної довжини, рольганг із приводними роликами і стелаж для заготівок, розміщений у хвостовій частині згаданого рольгангу. Довжина ділянки рольгангу із приводними роликами в проміжку між ріжучим пристроєм і стелажем достатня для розміщення на ньому заготівки, отриманої після відрізання від злитка. Стелаж виконаний з вертикальними стійками, верхні частини яких зчленовані з горизонтальними настилами і з упором для заготівок. До верхніх частин вертикальних стійок шарнірно прикріплені ложементи для заготівок, зчленовані із приводом повороту, і розташовані у проміжках між роликами рольгангу. Верти 52221 4 кальні стійки розміщені у міжроликових проміжках рольгангу та прикріплені до фундаменту. Робота обладнання в районі машини безперервного лиття по перекладанню сортових заготівок відбувається наступним чином. Після відрізання ріжучим пристроєм заготівки мірної довжини, що рухається по роликах рольгангу перед стелажем, перемикають привода роликів рольгангу перед стелажем і роликів рольгангу у районі стелажу на підвищені швидкості обертання. Заготівка переміщується до контакту з упором, приводи роликів рольгангу в районі стелажу відмикаються, а приводи роликів рольгангу перед стелажем перемикаються на швидкість, узгоджену зі швидкістю безперервного лиття заготівок. Вмикають привод повороту ложементів і провертають їх відносно точок шарнірного зчленування зі стійками, завдяки чому ложементи знімають заготівку з роликів рольгангу і переносять на горизонтальний настил стелажу. Зворотним ходом приводу ложементи вертаються у вихідне положення і розташовуються нижче рівня роликів рольгангу. Після відрізання ріжучим пристроєм чергової заготівки, переміщуваної роликами рольгангу перед стелажем, вмикають приводи роликів рольгангу в районі стелажу на підвищену швидкість обертання і перемикають на підвищену швидкість обертання приводи роликів рольгангу перед стелажем, для переміщення чергової заготівки до контакту з упором і відмикають приводи роликів рольгангу в районі стелажу. При цьому ролики рольгангу перед стелажем переміщують злиток на відстань, що перевищує довжину заготівки, отриману після відрізання від злитка. При цьому чергова заготівка в районі стелажу знаходиться в очікуванні завершення маніпуляцій з попередньою заготівкою на горизонтальному настилі стелажу. В описаному районі машини безперервного лиття, де здійснюють перекладання сортових заготівок, у порівнянні з описаним раніше районом, потрібні декілька менші капітальні витрати, тому що довжина рольгангу між ріжучим пристроєм і стелажем зменшена. При цьому в описаному способі перекладання сортових заготівок реалізується схема перекладання заготівок, при якій одна заготівка розміщується на ділянці рольгангу, розташованого у районі стелажу, наступна заготівка розташовується над нею на горизонтальному настилі стелажу, а на ділянці рольгангу перед стелажем розміщується злиток, довжина якого достатня для відрізання від нього заготівки необхідної довжини, що визначає наявність ділянки рольгангу перед стелажем довжиною 16,5 метрів при довжині заготівки 12 метрів, а це приводить до збільшення виробничих площ і збільшенню капітальних витрат, пов’язаних з районом машини безперервного лиття, у якому реалізується спосіб перекладання заготівок, що заявляється. Таким чином, до недоліків способу перекладання сортових заготівок у районі машини безперервного лиття заготівок і району машини безперервного лиття заготівок, у якому він реалізується, варто віднести значні капітальні витрати. 5 До основи винаходу поставлене завдання створення способу перекладання сортових заготівок у районі машини безперервного лиття заготівок, що забезпечує зниження капітальних витрат у районі машини безперервного лиття заготівок, де він реалізується. Поставлене завдання вирішується за рахунок технічного результату, який полягає в можливості розміщення сортових заготівок у районі перекладання заготівок у машині безперервного лиття на трьох горизонтальних рівнях, розташованих один над одним без зсуву. Для досягнення вищевказаного технічного результату в способі перекладання сортових заготівок у районі машини безперервного лиття заготівок, при якому після відрізання на ріжучому пристрої сортової заготівки перемикають приводи роликів рольгангу на підвищену швидкість і переміщують заготівку до контакту з упором, відмикають приводи роликів рольгангу в районі стелажу, вмикають привод повороту ложементів стелажу, які укладають заготівку на горизонтальний настил стелажу, приводом повороту ложементи стелажу повертають у вихідне положення, після відрізання чергової заготівки вмикають приводи роликів рольгангу у районі стелажу на підвищену швидкість і перемикають приводи роликів рольгангу перед стелажем на підвищені швидкості, переміщують чергову заготівку до контакту з упором у районі стелажу і відмикають приводи роликів рольгангу в районі стелажу, а частину безперервно литого злитка, з довжиною, достатньою для відрізання чергової заготівки, переміщують роликами рольгангу перед стелажем до стелажу, відповідно до винаходу після відключення приводів роликів рольгангу в районі стелажу вмикають привод підйомника сортових заготівок, захоплювачі якого знімають заготівку з роликів рольгангу, піднімають її у верхнє положення і зупиняють під горизонтальним настилом стелажу, вмикають привод повороту ложементів стелажу, які знімають заготівку із захватів підйомника, вмикають привод підйомника заготівок на опускання у нижнє положення, при цьому частину безперервно литого злитка, з довжиною, достатньою для відрізання чергової заготівки, переміщують роликами рольгангу в районі стелажу. Крім того, для досягнення вищевказаного технічного результату район машини безперервного лиття заготівок, що включає встановлений за ріжучим пристроєм рольганг із приводними роликами і, розміщені в лінії рольгангу, стелаж і упор у районі стелажу, виконаного з горизонтальним настилом для сортових заготівок, і вертикальними стійками, розміщеними у міжроликових проміжках рольгангу і прикріпленими до фундаменту, до верхніх частин яких шарнірно приєднані ложементи для сортових заготівок, зчленовані із приводом повороту, відповідно до винаходу обладнаний підйомником для сортових заготівок, встановленим у районі стелажу, при цьому підйомник для сортових заготівок виконаний у вигляді поздовжньої балки, розміщеної перпендикулярно осям приводних роликів рольгангу під ними, шарнірно зчленованої за допомогою системи важелів із приводом переміщення 52221 6 у вертикальній площині, до якої жорстко прикріплені вертикальні стійки, на вільних кінцях яких жорстко закріплені захоплювачі із приймальними поверхнями для сортових заготівок, встановлені у міжроликових проміжках рольгангу, при цьому вузли шарнірного зчленування ложементів для заготівок стелажу з його вертикальними стійками розміщені на відстані l від горизонтальних осей роликів рольгангу, яка визначається по залежності: d l h b; де: 2 d - діаметр приводного ролика рольгангу; h - максимальна висота заготівки; b - відстань від осі шарнірного закріплення ложемента стелажу до його крайньої точки у нижнім положенні. У результаті порівняльного аналізу способу перекладання сортових заготівок у районі машини безперервного лиття сортових заготівок, що заявляється, із прототипом встановлено, що вони мають наступні загальні ознаки: після відрізання на ріжучому пристрої сортової заготівки перемикання привода роликів рольгангу на підвищену швидкість і переміщення заготівки до контакту з упором; відключення приводів роликів рольгангу в районі стелажу; вмикання привода повороту ложементів стелажу; укладення ложементами стелажу заготівки на горизонтальний настил стелажу; повернення приводом повороту ложементів стелажу у вихідне положення; після відрізання ріжучим пристроєм чергової заготівки вмикання приводів роликів рольгангу в районі стелажу на підвищену швидкість; перемикання приводів роликів рольгангу перед стелажем на підвищені швидкості; переміщення чергової заготівки до контакту з упором у районі стелажу; відмикання приводів роликів рольгангу в районі стелажу; переміщення роликами рольгангу перед стелажем до стелажу частини безперервно литого злитка, з довжиною, достатньою для відрізання чергової заготівки; відмітні ознаки: після відключення приводів роликів рольгангу в районі стелажу вмикання привода підйомника сортових заготівок; зняття захоплювачами підйомника заготівки з роликів рольгангу у районі стелажу; піднімання заготівки захоплювачами підйомника у верхнє положення; зупинка заготівки під горизонтальним настилом стелажу; вмикання привода повороту ложементів стелажу; знімання ложементами стелажу заготівки із захоплювачів підйомника; вмикання привода підйомника заготівок на опускання у нижнє положення; переміщення роликами рольгангу в районі стелажу частини безперервно литого злитка, з 7 довжиною, достатньою для відрізання чергової заготівки до виконання чергового різу. Спосіб перекладання сортової заготівки в районі машини безперервного лиття сортових заготівок, що заявляється, має нові операції і нову послідовність операцій. У результаті порівняльного аналізу району машини безперервного лиття сортових заготівок, що заявляється, із прототипом встановлено, що вони мають наступні загальні ознаки: встановлений за ріжучим пристроєм рольганг із приводними роликами; розміщені в лінії рольгангу, стелаж і упор у районі стелажа; виконання стелажу з горизонтальним настилом для сортових заготівок, і вертикальними стійками, до верхніх частин яких шарнірно приєднані ложементи для сортових заготівок, зчленовані із приводом повороту; розміщення вертикальних стійок стелажу у міжроликових проміжках рольгангу і прикріплення вертикальних стійок стелажу до фундаменту; і відмітні ознаки: обладнання підйомником для сортових заготівок; розміщення підйомника для сортових заготівок у районі стелажу; виконання підйомника для сортових заготівок у вигляді поздовжньої балки, розміщеної перпендикулярно осям приводних роликів рольгангу під ними, шарнірно зчленованої за допомогою системи важелів із приводом переміщення у вертикальній площині, до якої жорстко прикріплені вертикальні стійки, на вільних кінцях яких жорстко закріплені захоплювачі із приймальними поверхнями для сортових заготівок, встановлені у міжроликових проміжках рольгангу; розміщення вузлів шарнірного зчленування ложементів для заготівок стелажу з його вертикальними стійками на відстані l від горизонтальних осей роликів рольгангу, яка визначається по залеd жності: l h b ; де: 2 d - діаметр приводного ролика рольгангу; h - максимальна висота заготівки; b - відстань від осі шарнірного закріплення ложемента стелажу до його крайньої точки у нижнім положенні. Між відмітними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв’язок. Завдяки тому, що після відключення приводів роликів рольгангу у районі стелажу вмикають привод підйомника сортових заготівок, захоплювачі якого знімають заготівку з роликів рольгангу, піднімають її у верхнє положення і зупиняють під горизонтальним настилом стелажу, а потім вмикають привод повороту ложементів стелажу, які знімають заготівку із захоплювачів підйомника, вмикають привод підйомника заготівок на опускання у нижнє положення, а частина безперервно литого злитка, з довжиною, достатньою для відрізання чергової заготівки, переміщується роликами рольгангу у районі стелажу до виконання чергового різу, стало можливим при перекладанні заготі 52221 8 вок розміщувати заготівку на горизонтальному стелажу, при цьому паралельно їй на ложементах стелажу розміщувати чергову заготівку і розташовувати на роликах рольгангу у районі стелажу злиток, довжина якого достатня для відрізання чергової заготівки, тобто, розміщувати заготівки одна під одною без зсуву по горизонталі, що дозволяє реалізувати схему розміщення заготівок на трьох рівнях, це приводить до скорочення довжини ділянки приводного роликового рольгангу між ріжучим пристроєм і стелажем, яка призначена у прототипі для розміщення всього злитка з довжиною, що перевищує довжину заготівки, що приводить до скорочення виробничих площ у районі і зниженню капітальних витрат. Завдяки тому, що район машини безперервного лиття обладнаний підйомником для сортових заготівок, встановленим у районі стелажу і завдяки тому, що підйомник для сортових заготівок виконаний у вигляді поздовжньої балки, встановленої перпендикулярно осям приводних роликів рольгангу під його роликами, шарнірно зчленованої за допомогою системи важелів із приводом переміщення у вертикальній площині, до якої жорстко прикріплені вертикальні стійки, на вільних кінцях яких жорстко закріплені захоплювачі із приймальними поверхнями для сортових заготівок, встановлені у міжроликових проміжках рольгангу, стало можливим розміщувати заготівку під горизонтальним настилом стелажа на рівні, розташованому нижче горизонтального настилу, утвореному ложементами стелажу і розміщати злиток, довжина якого достатня для відрізання чергової заготівки головним чином на роликах рольгангу в районі стелажу, що дозволило скоротити довжину ділянки приводного рольгангу перед стелажем і знизити капітальні витрати, пов’язані з районом машини безперервного лиття сортових заготівок, де виконують розміщення і перекладання заготівок у кількості, яка забезпечує безперебійну роботу механізмів району машини безперервного лиття, що заявляється. Довжина ділянки рольгангу перед стелажем, у цьому випадку визначається часом переміщення підйомника із заготівкою, знятою з роликів рольгангу у районі стелажу у верхнє положення, зняттям заготівки ложементами стелажу із захоплювачів підйомника і переміщенням підйомника у нижнє положення для звільнення роликів рольгангу в районі стелажу для безперешкодного розміщення на них злитка, що рухається з боку ріжучого пристрою. У розглянутому випадку при швидкості розливання 6м/хв, часі піднімання підйомника у верхнє положення 15 секунд, часі опускання підйомника 15 секунд, часі перекладання заготівки ложементами стелажу 10 секунд довжина ділянки рольгангу перед стелажем становить: 40 що ( tпід. tперем. tопуск . ) 6 4м, 60 значно менше, ніж у прототипі. Крім того, завдяки розміщенню вузлів шарнірного зчленування ложементів для заготівок стелажу з його вертикальними стійками на відстані l від горизонтальних осей роликів рольгангу, яку визначають по залежності: 9 d h b ; де 2 d - діаметр приводного ролика рольгангу; h - максимальна висота заготівки; b - відстань від осі шарнірного закріплення ложемента стелажу до його крайньої точки в нижнім положенні, стало можливим здійснювати обертання у вертикальній площині ложемента стелажу, не торкаючись при цьому розміщеного на роликах рольгангу в районі стелажу злитка, призначеного для відрізання чергової заготівки. Виключення із зазначеної сукупностівідмітних ознак хоча б одної не забезпечує досягнення технічного результату. Рішення, що заявляється, не відомо з рівня техніки, тому є новим. Рішення, що заявляється, промислово застосовано, тому що спосіб перекладання сортових заготівок у районі машини безперервного лиття заготівок, у якому він реалізується, для фахівця наявним чином не випливає з рівня техніки. Рішення, що заявляється, промислово застосовано, тому що його технологічне і технічне виконання не викликає складностей. З використанням рішення, що заявляється, виконаний технічний проект для машини безперервного лиття ЗAT "Донецьксталь" - металургійний завод, м. Донецьк, Україна. Таким чином, рішенню, що заявляється, може бути надана правова охорона, тому що воно є новим, має винахідницький рівень і промислово застосовано. Винахід пояснюється кресленнями, на яких зображене наступне: Фіг.1 - загальний вигляд району машини безперервного лиття заготівок; Фіг.2 - місце А на Фіг.1; Фіг.3 - розріз Б - Б на Фіг.2; Фіг.4 - варіанти розміщення вузлів механізмів району при перекладанні сортової заготівки. Спосіб перекладання сортових заготівок у районі машини безперервного лиття заготівок, що заявляється, реалізується наступним чином. Після відрізання від безперервно литого злитка, що рухається, на ріжучому пристрої заготівки необхідної довжини перемикають усі приводи рольгангу на підвищені швидкості, ролики рольгангу переміщують сортову заготівку у район стелажу до її контакту з упором, відмикають приводи роликів рольгангу у районі стелажу. Вмикають привод підйомника сортових заготівок, його захоплювачі, переміщуючись, знімають заготівку з роликів рольгангу в районі стелажу, піднімають у верхнє положення і зупиняють під горизонтальним настилом стелажу. Вмикають привод повороту ложементів, які, провертаючись відносно вузлів шарнірного закріплення, знімають заготівку із захоплювачів підйомника і перекладають на горизонтальний настил стелажу. Вмикають привод підйомника на опускання і розміщують його захоплювачі у нижнім положенні під роликами рольгангу. Вмикають привод підйомника, і піднімають його захоплювачі, які знімають чергову заготівку з роликів рольгангу у районі стелажу, переміщують у верхнє положення і зупиняють. Вмикають привод повороту ложеменl 52221 10 тів стелажу. Ложементи знімають заготівку із захоплювачів підйомника і розміщують її у горизонтальному положенні під настилом стелажу, приводом переміщення підйомника опускають захоплювачі нижче рівня роликів рольгангу. При цьому усі ролики рольгангу обертаються зі швидкістю, узгодженою зі швидкістю лиття заготівки доти, поки довжина злитка, розміщеного на роликах рольгангу після ріжучого пристрою, не досягне довжини, достатньої для відрізання наступної заготівки. До складу району машини безперервного лиття сортових заготівок входять встановлені в лінії кожного струмка ріжучий пристрій, виконаний у даному випадку у вигляді машини газового різання 1, рольганга із приводними роликами 2 і 3. У лінії рольгангу розміщений стелаж 4 і упор 5. Приводні ролики 2 розташовані у проміжку між машиною газового різання 1 і стелажем 4, а приводні ролики 3 встановлені у районі стелажу 4. Стелаж 4 виконаний у вигляді вертикальних стійок, до верхніх частин яких шарнірно прикріплені ложементи 6, зчленовані із приводом повороту 7. Вертикальні стійки стелажу 4 встановлені у проміжках між роликами 3. До верхніх частин вертикальних стійок стелажу 4 прикріплений горизонтальний настил 8. Вузли шарнірних зчленувань ложементів 6 стелажу 4 з його вертикальними стійками розміщені на відстані l від горизонтальних осей роликів 2 і 3 рольгангу, яка визначається по залежності: d l h b ; де: 2 d - діаметр приводного ролика 2 і 3 рольгангу; h - максимальна висота заготівки; b - відстань від осі шарнірного закріплення ложемента 6 стелажу 4 до його крайньої точки у нижнім положенні. У районі стелажу 4 розміщений підйомник 9 сортових заготівок, виконаний у вигляді поздовжньої балки, встановленої перпендикулярно осям роликів 2 і 3 під ними. Балка шарнірно зчленована за допомогою системи важелів 10 із приводом переміщення 11 у вертикальній площині. Форма виконання приводу переміщення 11 для рішення поставленого завдання істотного значення не має, тому у формулі він названий у загальному вигляді. У даному випадку віддана перевага виконанню приводу у вигляді гідроциліндру, як більш компактному у порівнянні, наприклад, з електромеханічним. З поздовжньою балкою жорстко зчленовані захоплювачі 12, розташовані у проміжках поміж роликами 3 рольгангу. Робота в районі машини безперервного лиття по перекладанню сортових заготівок відбувається наступним чином. Після відрізання на машині газового різання 1 заготівки мірної довжини (на кресленні показана тонко) перемикають приводні ролики 2 і 3 рольгангу на підвищені швидкості і транспортують заготівку до контакту з упором 5, відмикають приводи роликів 3, а приводи роликів 2 перемикають на швидкість, узгоджену зі швидкістю розливання. Вмикають привод 11 підйомника 9, який через систему важелів 10 переміщує нагору поздовжню балку з захоплювачами 12. Захоплювачі 12 прийма 11 льними поверхнями знімають заготівку з роликів 3, переміщуються з нею у крайнє верхнє положення і зупиняються під горизонтальним настилом 8 стелажу 4. Після знімання заготівки з роликів 3 вмикають їхні приводи на швидкість, узгоджену зі швидкістю розливання. При цьому черговий злиток переміщується роликами 2 у район стелажу 4. Вмикають привод повороту ложементів 6, які знімають заготівку із захоплювачів 12 підйомника 9 і перекладають її на горизонтальний настил 8. Після знімання заготівки з захоплювачів 12 підйомника 9 приводом 11 він опускається у нижнє положення, при цьому захоплювачі 12 розміщуються нижче рівня роликів 3. Приводом повороту 5 ложементи 6 повертаються у вихідне положення. Після відрізання на машині газового різання 1 чергової заготівки, приводи роликів 2 і 3 перемикаються на підвищені швидкості і транспортують чергову заготівку до контакту з упором 5. Відмикають приводи роликів 3 і приводом 11 через систему важелів 10 піднімають захоплювачі 12 підйомника 9, які знімають чергову заготівку з роликів 3 рольгангу, піднімають її і зупиняються із заготівкою під горизонтальним настилом 8, вмикають привод повороту 5 ложементів 6, які знімають заготівку з захоплювачів 12 підйомника 9 і зупиняються із заготівкою під горизонтальним настилом 8 до завершення маніпуляцій штовхача з попередньою заготівкою. Вмикають привод 11, який опускає під 52221 12 йомник 9 нижче роликів 3 рольгангу, при цьому заготівка залишається на ложементах 6 під горизонтальним настилом. За час, витрачуваний на переміщення у верхнє положення підйомника 9, знімання заготівки ложементами 6 із захоплювачів 12 підйомника 9, опускання підйомника 9 у нижнє положення передній кінець безперервно литого злитка, що рухається по роликах 2 рольгангу, підходить до стелажу 4 і далі безперешкодно рухається в тому числі і роликами 3 у районі стелажу 4 і підйомника 9. Для реалізації цієї умови у даному випадку довжина ділянки рольгангу перед стелажем 4 становить 4 метри, як було описано раніше. Таким чином, реалізується схема розміщення заготівок на трьох рівнях. Із усього вищевикладеного видно, що реалізація способу перекладання сортових заготівок у районі машини безперервного лиття заготівок і виконання району машини безперервного лиття заготівок відповідно до формули винаходу, дозволяє розміщувати заготівки на трьох горизонтальних рівнях один над іншим без зсуву по горизонталі, що приводить до скорочення ділянки роликового рольгангу у проміжку між ріжучим пристроєм і стелажем для укладання заготівок, і зниженню капітальних витрат, пов’язаних з районом машини безперервного лиття сортових заготівок, у якому здійснюють їхнє перекладання. 13 Комп’ютерна верстка Л. Ціхановська 52221 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюArea of machine for continuous casting billets
Автори англійськоюPtukha Serhii Viktorovych, Pluhatar Viktor Semenovych, Vlasenko Bohdan Vasyliovych, Bilobrov Yurii Mykolaiovych
Назва патенту російськоюРайон машины непрерывного литья заготовок
Автори російськоюПтуха Сергей Викторович, Плугатар Виктор Семенович, Власенко Богдан Васильевич, Билобров Юрий Николаевич
МПК / Мітки
МПК: B22D 11/00
Мітки: район, лиття, машини, безперервного, заготівок
Код посилання
<a href="https://ua.patents.su/7-52221-rajjon-mashini-bezperervnogo-littya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Район машини безперервного лиття заготівок</a>
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Титаренко Олександр Іванович, Калашников Андрій Анатолійович, Вольвач Олександр Євгенійович, Смирнов Віктор Григорович, Попік Вадим Геннадійович
МПК: B22D 11/04
Мітки: машини, лиття, заготівок, кристалізатор, безперервного
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Ділянка формування заготівок машини безперервного лиття
Номер патенту: 11496
Опубліковано: 15.12.2005
Автори: Баначенков Володимир Геннадійович, Широкорад Сергій Іванович, Тіунов Володимир Миколайович, Плугатар Віктор Семенович
МПК: B22D 11/08
Мітки: ділянка, лиття, машини, безперервного, формування, заготівок
Формула / Реферат:
Ділянка формування заготівок машини безперервного лиття, до складу якої входить затравка, що складається з головки і тіла, виконаного з жорстко зчленованих верхніх і нижніх ланок, і встановленої між ними пружної сталевої стрічки, та розміщені із кроком ролики зони вторинного охолодження, які утворюють дугу машини безперервного лиття, яка відрізняється тим, що між головкою затравки і тілом розміщена ділянка затравки, яка складається з ланок,...
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Петрусенко Віктор Андрійович, Власенко Богдан Васильович, Плугатар Віктор Семенович
МПК: B22D 11/08, B22D 11/14
Мітки: безперервного, лиття, спосіб, роботи, машини, підготовки, заготівок
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...
Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів
Номер патенту: 17031
Опубліковано: 15.09.2006
Автори: Хорошилов Олег Миколайович, Пономаренко Ольга Иванівна, Шатагін Олег Олександрович
МПК: B22D 11/04
Мітки: безперервного, горизонтального, сплавів, металів, лиття, заготівок, кольорових, машина
Формула / Реферат:
1. Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів, яка містить металоприймач, водоохолоджувальний кожух та графітову втулку кристалізатору; вузол, що витягує заготівку з кристалізатора; двигун, гальмо, муфту, яка відрізняється тим, що муфта, яка розташована між двигуном та валом ведучого валка, виконана з двох рухомих частин, одна з яких має штирі, а друга - радіальні пази, при цьому радіальні пази...
Кристалізатор машини безперервного лиття слябових заготівок

Номер патенту: 82616
Опубліковано: 25.04.2008
Автори: Реука Юрій Юрійович, Чижик Володимир Васильович, Романенко Віталій Володимирович, Резников Віктор Іванович, Білобров Юрій Миколайович, Плугатар Віктор Семенович, Калашников Андрій Анатолійович, Грибанов Олексій Вячеславович
МПК: B22D 11/04
Мітки: заготівок, кристалізатор, безперервного, слябових, лиття, машини
Формула / Реферат:
Кристалізатор машини безперервного лиття слябових заготівок, що включає корпус з широкими та вузькими мідними стінками, останні з яких виконані зі зносостійкими вставками, встановленими в нижній частині стінок, який відрізняється тим, що на кожній вузькій стінці розміщено по дві зносостійкі вставки, кожна з яких виготовлена із шириною,де: В – ширина вузької...
Попередній патент: Спосіб стимуляції родів у самок сільськогосподарських тварин
Наступний патент: Спосіб одержання натрієво-калієвого добрива
Випадковий патент: Спосіб діагностики метаморфопсій