Спосіб нікелювання алюмінієвих сплавів
Номер патенту: 5672
Опубліковано: 15.03.2005
Автори: Трубнікова Лариса Валентинівна, Ляшко Тетяна Володимирівна, Водолаженко Марія Олександрівна, Байрачний Борис Іванович
Формула / Реферат
Спосіб нікелювання алюмінієвих сплавів, що включає електролітичне нанесення підшару нікелю з електроліту, який містить амоній-іони, і наступне нікелювання в основному електроліті, який відрізняється тим, що електролітичне нанесення підшару нікелю здійснюють у розчині ванни уловлювання основного електроліту нікелювання, додатково вводять аміак у кількості 3-4 г/дм3, використовують оксиднонікелеві аноди при густині струму 100-300 А/м2 і підтримують концентрацію іонів нікелю в розчині 2-3 г/дм3.
Текст
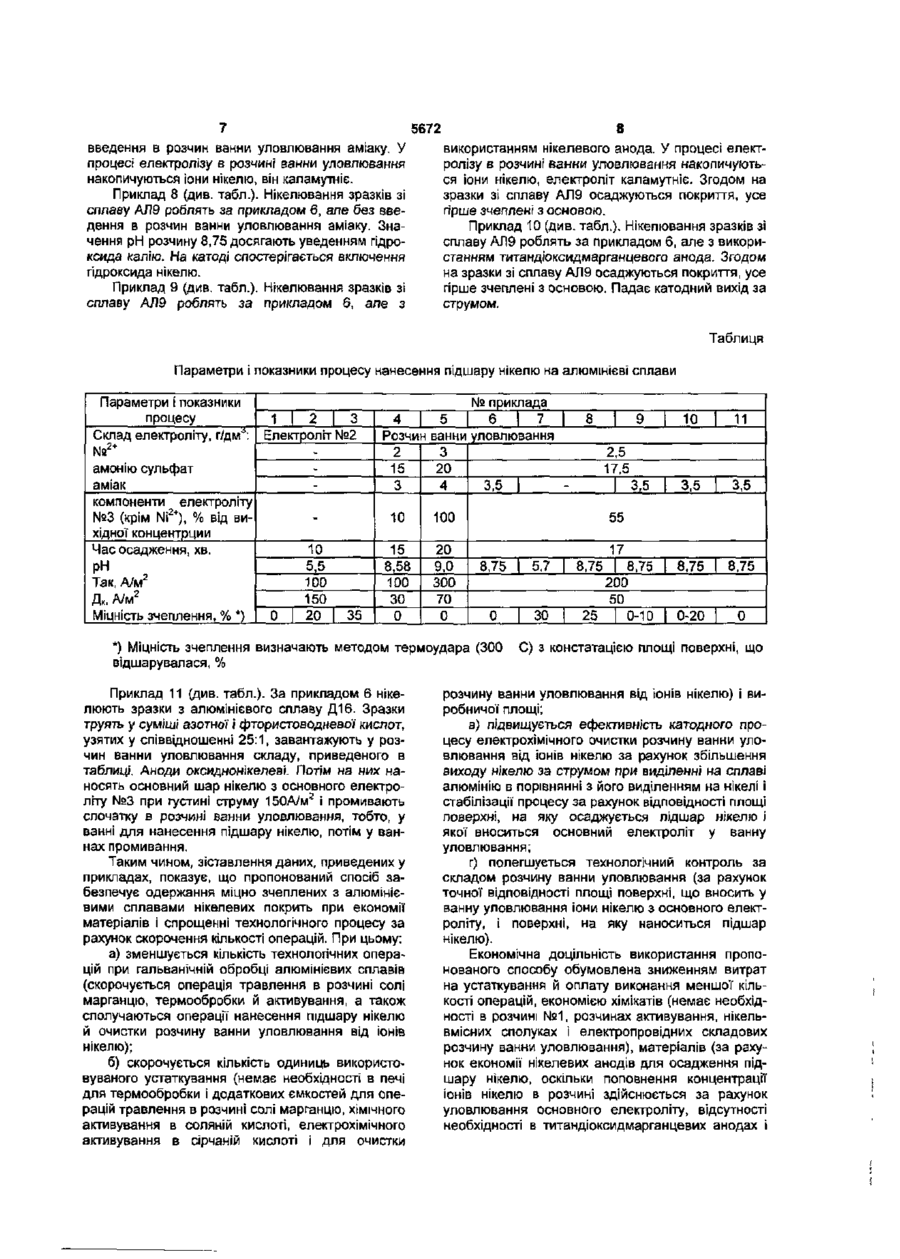
Спосіб нікелювання алюмінієвих сплавів, що включає електролітичне нанесення підшару ніке Корисна модель відноситься до області гальваностегії, зокрема, до нанесення нікелевих покрить на вироби з алюмінієвих сплавів з метою збільшення їхньої корозійної стійкості і додання функціональних властивостей, наприклад, стійкості д о стирання. Відомі способи безпосереднього нікелювання виробів з алюмінію і його сплавів з електролітів, що містять окислювачі, зокрема, з електроліту, який містить іони амонію, складу, г/дм [ 1 , с.249]: Нікелю сульфат 100 Натрію хлорид 15 Амонію персульфат ЗО Натрію ацетат 10 Температура електроліту 18-25"С; густина струму 100-ЗООА/м2. Однак зчеплення покриття з основою незадовільне, д л я забезпечення міцного зчеплення у всіх випадках безпосереднього нікелювання необхідна наступна термообробка при температурі 220°С протягом 0,5-1,5ч., а ця операція зв'язана з використанням додаткового устаткування, витратами електроенергії і перемонтажем оброблюваних деталей. Крім того, термообробка не дозволяє цілком автоматизувати процес нанесення покрить. Відомі способи нікелювання деталей з алюмінієвих сплавів, що включають попередню обробку лю з електроліту, який містить амоніи-юни, і наступне нікелювання в основному електроліті, який відрізняється тим, що електролітичне нанесення підшару нікелю здійснюють у розчині ванни уловлювання основного електроліту нікелювання, додатково вводять аміак у кількості 3-4 г/дм 3 , використовують оксиднонікелеві аноди при густині струму 100-300 А/м 2 і підтримують концентрацію іонів нікелю в розчині 2-3 г/дм 3 . в розчинах, які містять солі важких металів, хімічне й електрохімічне осадження проміжних шарів металів, хімічне й електрохімічне оксидування [2, с.402-417]. Ці способи дозволяють одержувати покриття, придатні для експлуатації в легких і середніх умовах, нікелеве покриття має більш міцне зчеплення з основою. Однак технологічні процеси трудомісткі, оскільки способи передбачають кілька операцій, на готування використовуваних у додаткових операціях розчинів затрачаються хімікати, а промивні води і відпрацьовані розчини необхідно знешкоджувати. Найбільш близьким технічним рішенням є спосіб [2, с.406], по якому вироби зі сплавів алюмінію після травлення у флуорвмісному розчині (алюміній і його сплави - 10-15с у 10%-ному розчині плавикової кислоти, ливарні алюмінієві сплави - у суміші 3.1 азотної і плавикової концентрованих кислот) 1) обробляють у розчині № 1 . соляна кислота (густиною 1,19г/см), % 50 вода, % 50 марганцю сульфат, г/дм' 9-Ю; 2) осаджують підшар нікелю в електроліті №2, г/дм3: CM CD 5672 нікелю сульфат 142 магнію сульфат 75 амонію хлорид 15 борна кислота 15, 2 густина струму 150А/м ; час осадження 10хв.; 3) піддають термообробці при температурі 100°С; 4) активують поверхня з підшаром нікелю у водному розчині соляної кислоти з наступною анодною обробкою в 20-25%-ой сірчаній кислоті при густині струму 700-1500А/м; 5)осаджують основне покриття, наприклад, нікелеве з основного сірчанокислого електроліту №3 3 складу, г/дм : нікелю сульфат 170 натрію хлорид 12 борна кислота ЗО натрію сульфат 45 магнію сульфат ЗО густина струму 50-200А/м; 6) очищають розчин ванни уловлювання від іонів нікелю реагентним, електрохімічним, Іонообмінним або іншим методом. Отримане цим способом нікелеве покриття відрізняється дуже міцним зчепленням з основою. Однак це досягається за допомогою витрат на додаткові розчини (крім основного сірчанокислого електроліту, - на розчин для травлення із сіллю марганцю, електроліт для нанесення підшару нікелю, розчин для активування нікелевої поверхні після термообробки) з їхньою регенерацією або знешкодженням після відпрацьовування, а також великої кількості операцій, у тому числі операції термообробки, для якої необхідне устаткування, витрати електроенергії і перемонтаж деталей. Задачею, розв'язуваної даною корисною моделлю, є економія матеріалів, а також спрощення технологічного процесу за рахунок скорочення кількості операцій. В основу корисної моделі покладена задача створення способу нікелювання алюмінієвих сплавів, що включає електролітичне нанесення підшару нікелю з електроліту, що містить амонії-іони, і наступне нікелювання в основному електроліті. Для рішення поставленої задачі запропонований спосіб, за яким електролітичне нанесення підшару нікелю здійснюють у розчині ванни уловлювання основного електроліту нікелювання, додатково вводять аміак у кількості 3-4г/дм3, використовують оксиднонікелеві аноди при густині струму 100-ЗООА/м2 і підтримують концентрацію іонів нікелю в розчині 2-Зг/дм3. Процес здійснюють у такий спосіб. Деталі з алюмінієвого сплаву травлять у флуорвмісному розчині (алюміній і його сплави - 10-15 з у 10%-ному розчині плавикової кислоти, ливарні алюмінієві сплави - у суміші 3:1 азотних і плавикової концентрованих кислот), завантажують у розчин ванни уловлювання, що містить 2-Зг/дм Ni 2 + , 15-20г/дм3 агонію сульфату, 3-4г/дм3 аміаку й інші компоненти основного електроліту нікелювання, що у ловился у ванні уловлювання, - у концентрації 10-100% від їхньої концентрації в основному електроліті. Катодна густина струму 30-70А/М2. Аноди оксиднонікелеві, анодна густина струму 2 100-ЗООА/м . Покриття осаджують протягом 15-20 3 хвилин. При нагромадженні іонів нікелю 2,5-Зг/дм покриття осаджують протягом 17-20 хвилин при 2 анодній густині струму 200-300А/м , при зниженні 3 концентрації іонів нікелю до 2-2,5г/дм час осадження підшару - 15-17 хвилин, а анодна густина 2 струму - 100-200А/М . Потім на деталі наносять основний шар нікелю з основного електроліту, наприклад, стандартного сірчанокислого складу 3 №3, г/дм : нікелю сульфат 170 натрію хлорид 12 борна кислота ЗО натрію сульфат 45 магнію сульфат ЗО, катодна густина струму 50-200А/дм; і промивають спочатку в розчині ванни уловлювання, тобто, у ванні для нанесення підшару нікелю, потім у ваннах промивки. При виконанні сукупності зазначених операцій (підтримка концентрації іонів нікелю на рівні 2Зг/дм3, введення в розчин ванни уловлювання додатково аміаку в сполученні з використанням оксиднонікелевих анодів при густині струму 100ЗООА/м2) експериментально виявлено, що умови електролізу, які створилися, при нанесенні підшару нікелю дозволяють забезпечити його відмінне зчеплення з основою з алюмінієвих сплавів (за рахунок виділення нікелю при більш негативних потенціалах, чим з відомих електролітів нікелювання} без попередньої обробки в розчині солі марганцю і додаткової' термообробки покриття з операцією активування, що вимагається після неї. Це спрощує технологічний процес. Реалізація пропонованого способу виробляється на стандартному устаткуванні при сполученні операцій нанесення підшару нікелю й очистки розчину ванни уловлювання від іонів нікелю шляхом їхнього електролітичного вилучення, завдяки чому заощаджуються хімікати для електроліту і знижується витрата нікелевих анодів. У технічному плані відмінною рисою пропонованої корисної моделі є те, що нанесення підшару нікелю здійснюють з аміачного електроліту, у якому утворяться комплекси складу, який відрізняється від відомих електролітів, оскільки пропонований розчин розведений по іонах нікелю (2-Зг/дм3, а не 142г/дм ), не має надлишку вільного аміаку і є лужним (рН 8,5-9,0, у відмінність від використовуваних у промисловості для нанесення нікелевих покрить кислих електролітів, рН яких знаходиться в діапазоні 3,5-6,5). Це забезпечує виділення нікелю на поверхні алюмінієвих сплавів у компактному вигляді, при міцному зчепленні з основою. Крім того, як аноди використовують оксиднонікелеві, тоді як при нанесенні нікелевих покрить використовують нікелеві аноди. Застосування оксиднонікелевого аноду (і саме при густині струму 100ЗООА/м2) обмежує надходження іонів нікелю в розчин ванни уловлювання і побічних реакцій окислювання іонів амонію або нікелю, що порушують стабільність процесу, який безпосередньо відбиває 5672 на якості одержуваних у ванні уловлювання покрить. Сполучення складу розчину з матеріалом використовуваного анода і густиною струму при його експлуатації і дозволяє забезпечувати сталість властивостей електроліту в процесі експлуатації і стабільність очистки розчину ванни уловлювання від іонів нікелю в процесі осадження міцно зчепленого нікелевого підшару з основою з алюмінієвих сплавів без додаткових операцій підготовки і термообробки й в умовах економії матеріалів. Відомий і спосіб очистки промивних вод від іонів нікелю електролітичним його вилученням у розчині ванни уловлювання, у яку додатково вводять іони амонію [3]. Однак не відоме введення в розчин ванни уловлювання й аміаку, а саме його введення в сполученні з іншими ознаками забезпечує міцне зчеплення нікелевого підшару з основою з алюмінієвих сплавів. Крім того, електроліз у відомому способі очистки від іонів нікелю здійснюють з нікелевими катодами і діоксидмарганцевими анодами. Завдяки ж використанню в пропонованій корисній моделі катодів з алюмінієвих сплавів (замість нікелевих по відомому способі очистки) підвищується на 10-20% вихід нікелю за струмом. Крім того, у пропонованому винаході використовуються оксиднонікелеві аноди, оскільки застосування діоксид марганце в их анодів приводить до нагромадження продуктів окислювання в аміачному розчині ванни уловлювання електроліту нікелювання, які негативно позначаються на якості зчеплення підшару нікелю з основою з алюмінієвих сплавів. Саме виконання сукупності всіх ознак (електролітичне нанесення підшару нікелю здійснюють у розчині ванни уловлювання основного електроліту нікелювання, додатково вводять аміак у кількості 3-4г/дм3, використовують оксиднонікелеві аноди при густині струму 100-ЗООА/м2 і підтримують концентрацію іонів нікелю в розчині 2-Зг/дм3) дозволяє забезпечити міцне зчеплення підшару з основою без попередньої' обробки в розчині солі марганцю і наступної термообробки при використанні хімікатів, що виносяться виробами, які промиваються, з основного електроліту, що встановлено авторами вперше в процесі експериментів (див. приклади) і що забезпечує економію матеріалів і спрощення технологічного процесу. При зменшенні концентрації іонів нікелю в розчині ванни уловлювання нижче 2г/дм3 падає катодний вихід за струмом, збільшення концентрації іонів нікелю понад Зг/дм3 приводить до погіршення зчеплення нікелевого підшару з основою, а також недоцільно через збільшення виносу іонів нікелю в стічні води. При використанні амонія сульфату в кількості менш 15г/дм3 порушується хімічна стійкість розчину, більш 20г/дм - знижується вихід нікелю за струмом. Введення аміаку в концентрації менш Зг/дм3 не дозволяє одержувати якісне зчеплення нікелевого підшару з основою з алюмінієвих сплавів, більш 4г/дм3 недоцільно, тому що органолептично виявляється вільний аміак. Використання оксиднонікелевих анодів при густині струму нижче ЮОА/м2 приводить до невиправданого збільшення витрати анодного матеріалу, оскільки оксиднонікелевий анод при цих умовах розчиняється з високим виходом за струмом, а це приводить до збільшення концентрації іоніа нікелю в розчині ванни уловлювання і необхідності збільшувати час нанесення підшару нікелю. Перевищення анодної густині струму ЗООА/м2 приводить до появи в розчині ванни уловлювання продуктів окислювання, що негативно впливають на якість зчеплення нікелевого підшару з основою з алюмінієвих сплавів. Таким чином, підтримка виявлених експериментально границь параметрів електролізу є істотно необхідним для реалізації способу, а порівняння технічного рішення, що заявляється, Із прототипом І Іншими технічними рішеннями дозволяє зробити висновок про ВІДПОВІДНІСТЬ способу, що заявляється, критеріям "новизна" і "істотні відмінності". Приклад 1 (див. табл.). Зразки з алюмінієвого сплаву АЛ9 (площа поверхні 5см2) нікелюють у такий спосіб (спосіб-прототип): після травлення 10-15с у 10%-ному розчині плавикової кислоти зразки обробляють у розчині №1, потім осаджують підшар нікелю в електроліті №2 при густині струму 1,5А/дм2 протягом 10хв., термооброблюють при температурі 100°С протягом 1 години, активують зразки з у 20%-ом розчині соляної кислоти і 2025%-ому розчині сірчаної" кислоті при анодній густині струму ЮООА/м2, після чого осаджують нікелеве покриття з основного електроліту №3 при катодній густині струму 150А/м протягом 1,5 годин. З розчину ванни уловлювання, у якій промивають зразки після осадження нікелевого покриття, вилучають нікель у вигляді гідроксиду або електролізом Приклад 2 (див. табл.). Зразки зі сплаву АЛ9 після травлення в суміші 3:1 азотних і плавикової концентрованих кислот осаджують підшар нікелю в електроліті №2 при густині струму 1,5А/дм протягом 10хв., термооброблюють при температурі 100°С протягом 1 години, активують зразки у 20%ому розчині соляної кислоти і 20-25%-ому розчині сірчаної кислоті при анодноій густині струму 100А/М2, після чого осаджують нікелеве покриття з основного електроліту №3 при катодній густині струму 150А/м2 протягом 1,5 годин. Промивають спочатку в розчині ванни уловлювання, потім у ваннах промивання. З розчину ванни уловлювання вилучають нікель електролізом. Приклад 3 (див. табл.). Зразки зі сплаву АЛ9 нікелюють за прикладом 1, виключивши операцію термообробки при 100°С. Приклади 4-6 (див. табл.). Зразки з алюмінієвого сплаву АЛ9 (площа поверхні 5см 2 ) нікелюють у такий спосіб. Зразки травлять у суміші 3:1 азотної і плавикової концентрованих кислот, завантажують у розчин ванни уловлювання складу, приведеного в таблиці. Аноди оксиднонікелеві. Потім на них наносять основний шар нікелю з основного електроліту №3 при густині струму 150А/м і промивають спочатку в розчині ванни уловлювання, тобто, у ванні для нанесення підшару нікелю, потім у ваннах промивання. Приклад 7 (див. табл.). Нікелювання зразків зі сплаву АЛ9 роблять за прикладом 6, але без 5672 введення в розчин ванни уловлювання аміаку. У процесі електролізу в розчині ванни уловлювання накопичуються іони нікелю, він каламутніє. Приклад 8 (див. табл.). Нікелювання зразків зі сплаву АЛ9 роблять за прикладом б, але без введення в розчин ванни уловлювання аміаку. Значення рН розчину 8,75 досягають уведенням гідроксида калію. На катоді спостерігається включення гідроксида нікелю. Приклад 9 (див. табл.). Нікелювання зразків зі сплаву АЛ9 роблять за прикладом 6, але з 8 використанням нікелевого анода. У процесі електролізу в розчині ванни уловлювання накопичуються іони нікелю, електроліт каламутніє. Згодом на зразки зі сплаву АЛЭ осаджуються покриття, усе гірше зчеплені з основою. Приклад 10 (див. табл.). Нікелювання зразків зі сплаву АЛ9 роблять за прикладом 6, але з використанням титандіоксидмарганцевого анода. Згодом на зразки зі сплаву АЛ9 осаджуються покриття, усе гірше зчеплені з основою. Падає катодний вихід за струмом. Таблиця Параметри і показники процесу нанесення підшару нікелю на алюмінієві сплави Параметри і показники процесу 3 1 2 Склад електроліту, г/дм"5: Електроліт №2 №2+ амонію сульфат аміак компоненти електроліту №3 (крім Ni 2+ ), % від вихідної концентрции Час осадження, хв. 10 рН 5,5 Так, А/м 100 150 Дк, А/м2 Міцність зчеплення, % *) 35 0 20 № приклада 7 4 5 6 Розчин ванни уловлювання 2 3 15 20 3 4 3,5 10 20 9,0 300 70 0 | 10 11 3,5 І 3,5 3,5 55 17 8,75 5,7 0 30 *) Міцність зчеплення визначають методом термоудара (300 відшарувалася, % Приклад 11 (див. табл.). За прикладом 6 нікелюють зразки з алюмінієвого сплаву Д16. Зразки труять у суміші азотної і фтористоводневої кислот, узятих у співвідношенні 25:1, завантажують у розчин ванни уловлювання складу, приведеного в таблиці. Аноди оксиднонікелеві. Потім на них наносять основний шар нікелю з основного електроліту №3 при густині струму 150А/М2 і промивають спочатку в розчині ванни уловлювання, тобто, у ванні для нанесення підшару нікелю, потім у ваннах промивання. Таким чином, зіставлення даних, приведених у прикладах, показує, що пропонований спосіб забезпечує одержання міцно зчеплених з алюмінієвими сплавами нікелевих покрить при економії матеріалів і спрощенні технологічного процесу за рахунок скорочення кількості операцій. При цьому: а) зменшується кількість технологічних операцій при гальванічній обробці алюмінієвих сплавів (скорочується операція травлення в розчині солі марганцю, термообробки й активування, а також сполучаються операції нанесення підшару нікелю й очистки розчину ванни уловлювання від іонів нікелю); б) скорочується кількість одиниць використовуваного устаткування (немає необхідності в печі для термообробки і додаткових ємкостей для операцій травлення в розчині солі марганцю, хімічного активування в соляній кислоті, електрохімічного активування в сірчаній кислоті і для очистки 9 2,5 17,5 100 15 8,58 100 30 0 8 8,75 8,75 і 8,75 200 50 25 0-10 | 0-20 8,75 0 С) з констатацією площі поверхні, що розчину ванни уловлювання від іонів нікелю) і виробничої площі; в) підвищується ефективність катодного процесу електрохімічного очистки розчину ванни уловлювання від іонів нікелю за рахунок збільшення виходу нікелю за струмом при виділенні на сплаві алюмінію в порівнянні з його виділенням на нікелі і стабілізації процесу за рахунок відповідності площі поверхні, на яку осаджується підшар нікелю і якої вноситься основний електроліт у ванну уловлювання; г) полегшується технологічний контроль за складом розчину ванни уловлювання (за рахунок точної відповідності площі поверхні, що вносить у ванну уловлювання іони нікелю з основного електроліту, і поверхні, на яку наноситься підшар нікелю). Економічна доцільність використання пропонованого способу обумовлена зниженням витрат на устаткування й оплату виконання меншої кількості операцій, економією хімікатів (немає необхідності в розчині №1, розчинах активування, нікельвмісних сполуках і електропровідних складових розчину ванни уловлювання), матеріалів (за рахунок економії нікелевих анодів для осадження підшару нікелю, оскільки поповнення концентрації іонів нікелю в розчині здійснюється за рахунок уловлювання основного електроліту, відсутності необхідності в титандіоксидмарганцевих анодах і 9 5672 10 нікелевих катодах для очистки розчину ванни уло2. Гальванотехника: справочн. изд. / Ажогин влювання від ІОНІВ нікелю) і електроенергії (за раФ.Ф., Беленький М.А. и др. М.: Металлургия, 1987. хунок відсутності операції термообробки і сполу- 736. чення операції очистки розчину ванни 3. Байрачний Б.І., Трубнікова Л.В. та ін. Спосіб уловлювання від іонів нікелю з операцією наневилучення металів з промислових вод гальванічсення пщшару нікелю) них виробництв // Патент України №14926А від Джерела інформації: 30.06.1997. 1. Инженерная гальванотехника в приборостроении. Под ред. д-ра техн. наук Гинберга A.M. M.: Машиностроение, 1977. - 512. Комп'ютерна верстка Д Шеверун Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуально'і власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for nickel-plating aluminium alloys
Автори англійськоюBairachnyi Borys Ivanovych, Trubnikova Larysa Valentynivna
Назва патенту російськоюСпособ никелирования алюминиевых сплавов
Автори російськоюБайрачный Борис Иванович, Трубникова Лариса Валентиновна
МПК / Мітки
МПК: C25D 5/34
Мітки: нікелювання, сплавів, спосіб, алюмінієвих
Код посилання
<a href="https://ua.patents.su/6-5672-sposib-nikelyuvannya-alyuminiehvikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб нікелювання алюмінієвих сплавів</a>
Спосіб рафінування алюмінієвих сплавів від магнію
Номер патенту: 49052
Опубліковано: 16.09.2002
Автори: Дзюба Валерій Павлович, Криворучко Микола Петрович, Ревчук Валерій Михайлович, Фрідман Михайло Олександрович, Прутцьков Дмитро Володимирович
МПК: C25C 3/06, C22C 21/06, C22B 21/00, C25C 3/04
Мітки: рафінування, спосіб, магнію, алюмінієвих, сплавів
Формула / Реферат:
Спосіб рафінування алюмінієвих сплавів від магнію шляхом контактного обміну сплаву з розплавленою сумішшю галогенідних солей, що містить фторид алюмінію та кріоліт, який відрізняється тим, що процес здійснюють в серійних алюмінієвих електролізерах одночасно з їх пуском після капітального ремонту, завантаження сплаву регулюють за вмістом магнію в ньому, при цьому завантажують таку масу сплаву, щоб кількість внесеного зі сплавом магнію складала...
Спосіб модифікування ливарних алюмінієвих сплавів підвищеної корозійної стійкості
Номер патенту: 47144
Опубліковано: 17.06.2002
Автори: Чернега Дмитро Федорович, Сороченко Віталій Федорович, Кудь Петро Денисович
МПК: C22C 21/06
Мітки: ливарних, підвищеної, сплавів, спосіб, корозійної, стійкості, алюмінієвих, модифікування
Формула / Реферат:
Спосіб модифікування ливарних алюмінієвих сплавів підвищеної корозійної стійкості, що включає введення у ливарні сплави цирконію, який відрізняється тим, що в сплав вводять цирконій у вигляді безлігатурного модифікатора гексафторцирконату калію у кількості 0,1-0,9 % мас.
Спосіб захисту від корозії ливарних алюмінієвих сплавів
Номер патенту: 35031
Опубліковано: 15.03.2001
Автори: Сороченко Віталій Федорович, Чернега Дмитро Федорович, Кудь Петро Денисович
МПК: C22C 21/02
Мітки: алюмінієвих, спосіб, корозії, захисту, ливарних, сплавів
Формула / Реферат:
Спосіб захисту від корозії ливарних алюмінієвих сплавів, що включає введення в ливарні алюмінієві сплави скандію, який відрізняється тим, що в сплав вводять суміш скандію в кількості 0,26-0,59% (мас.) та цирконію (у вигляді безлігатурного модифікатора), при цьому, в модифікаторі вказаний скандій (у вигляді оксида скандію) та цирконій (у вигляді гексафторцирконату калію) беруть у співвідношенні (0,8-1,8):1 відповідно і вводять модифікатор у...
Розчин для хімічного нікелювання
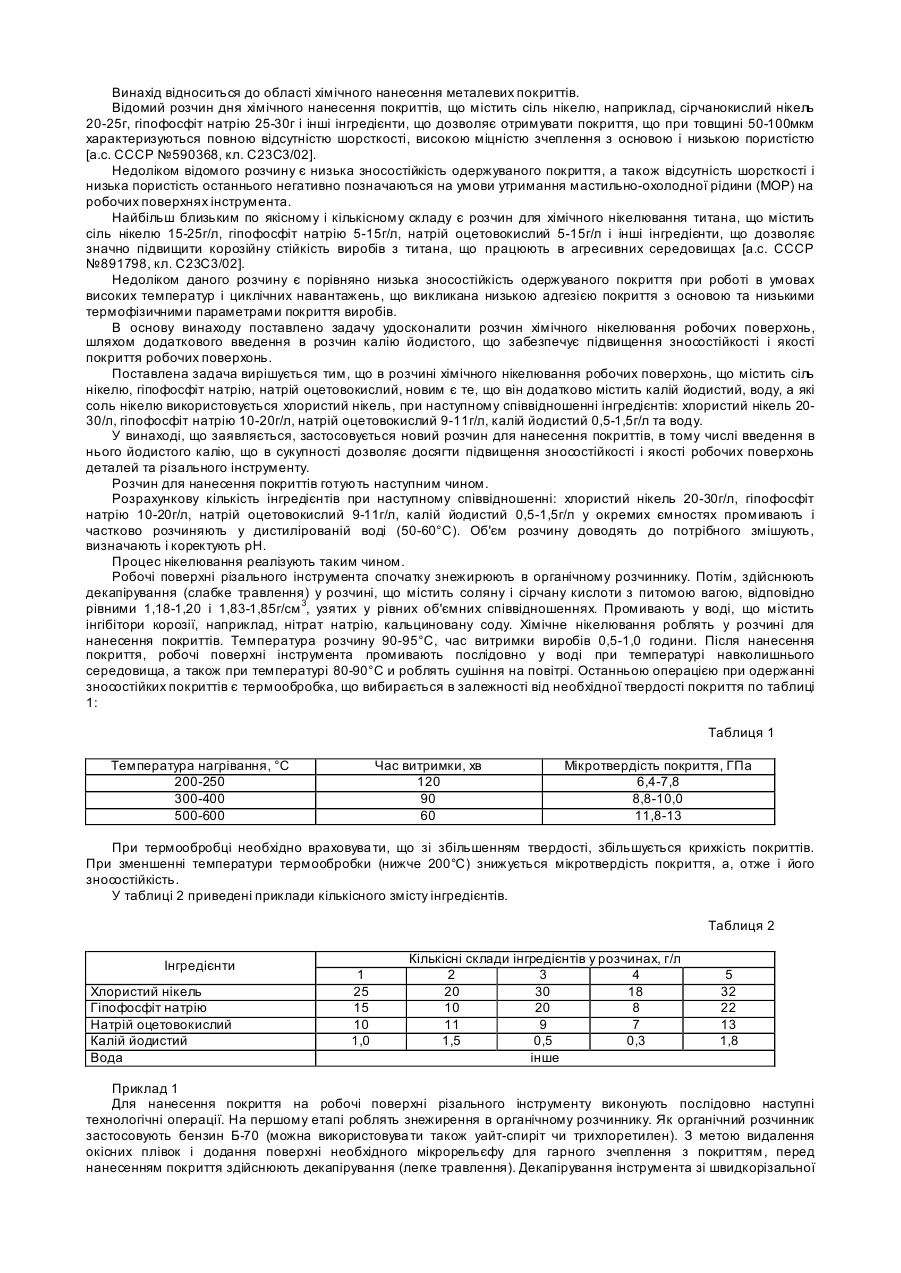
Номер патенту: 65898
Опубліковано: 15.04.2004
Автори: Усачов Петро Антонович, Антонюк Віктор Степанович, Возненко Вікторія Віталіївна
МПК: C23C 18/31
Мітки: розчин, нікелювання, хімічного
Формула / Реферат:
Розчин для хімічного нікелювання, що містить сіль нікелю, гіпофосфіт натрію, натрій оцтовокислий, який відрізняється тим, що він додатково містить калій йодистий, воду, а як сіль нікелю - хлористий нікель, при наступному співвідношенні інгредієнтів, г/л: хлористий нікель 20 - 30 гіпофосфіт натрію 10 - 20 натрій оцтовокислий 9 - 11 ...
Спосіб електролітичного осадження аморфних сплавів кобальт-фосфор
Номер патенту: 54537
Опубліковано: 17.03.2003
Автори: Гулівець Олексій Миколайович, Заблудовьский Володимир Олександрович, Ганич Руслан Пилипович, Штапенко Едуард Пилипович, Грибок Віолета Святославівна, Гаджилов Михайло Валентинович
МПК: C25D 5/00
Мітки: спосіб, сплавів, аморфних, кобальт-фосфор, осадження, електролітичного
Формула / Реферат:
Спосіб електролітичного осадження аморфних сплавів кобальт-фосфор постійним струмом із розчину електроліту, що містить домішку гіпофосфіту натрію, який відрізняється тим, що осадження проводять імпульсним струмом шпаруватістю, більшою або рівною 16, при частотах слідування імпульсів струму, менших або рівних 100 Гц, із електроліту, що містить гіпофосфіту натрію 3-4 г/л.
Попередній патент: Спосіб лікування шкірно-м’язових ран та подолання дефіциту донорських ресурсів шкіри
Наступний патент: Кузов критого вагона-хопера
Випадковий патент: Спосіб лікування позаочеревинних гематом