Спосіб прогнозування вмісту полімерних зв’язуючих в просочених тканих волокнистих композитах, одержаних з використанням ультразвуку
Номер патенту: 57824
Опубліковано: 10.03.2011
Автори: Колосов Віктор Євгенович, Сахаров Олександр Сергійович, Колосов Олександр Євгенович, Нестеренко Сергій Аполлінарійович, Кривошеєв Вячеслав Семенович, Сербін Володимир Петрович, Кудряченко Віктор Володимирович, Степаненко Борис Євгенович, Сівецький Володимир Іванович, Колосова Олена Петрівна
Формула / Реферат
Спосіб прогнозування вмісту полімерних зв'язуючих в просочених тканих волокнистих композитах, одержаних з використанням ультразвуку, який включає здійснення низькочастотної ультразвукової обробки просочених полімерними, переважно епоксидними, зв'язуючими тканих волокнистих наповнювачів і наступне визначення вмісту полімерних зв'язуючих в цих композитах, який відрізняється тим, що, визначають ефективні значення досліджуваних змінних параметрів ультразвукової обробки, за які вибирають частоту і час здійснення контактної ультразвукової обробки просоченої тканини, а також швидкість її протягування, при цьому прогнозування визначення вмісту полімерних зв'язуючих в просочених тканих волокнистих композитах здійснюють за допомогою математичної моделі для кожного змінного параметра ультразвукової обробки у вигляді рівняння
Y = а0 + a1.X1 + а2.Х2 + а3.Х3 + а1.Х1.Х2 + а1.Х1.Х3 + а1.Х2.Х3,
де X1 - частота ультразвукових коливань f, кГц,
Х2 - час контактної ультразвукової обробки непросоченої тканини tуз, с,
Х3 - швидкість протягування тканини V, м/с,
Y - вихідний параметр, що означає величину нанесення полімерного звязуючого на просочений тканий волокнистий матеріал, підданий ультразвуковій обробці, С, %,
а0, а1, а2, а3 - постійні коефіцієнти моделі, які потрібно знайти.
Текст
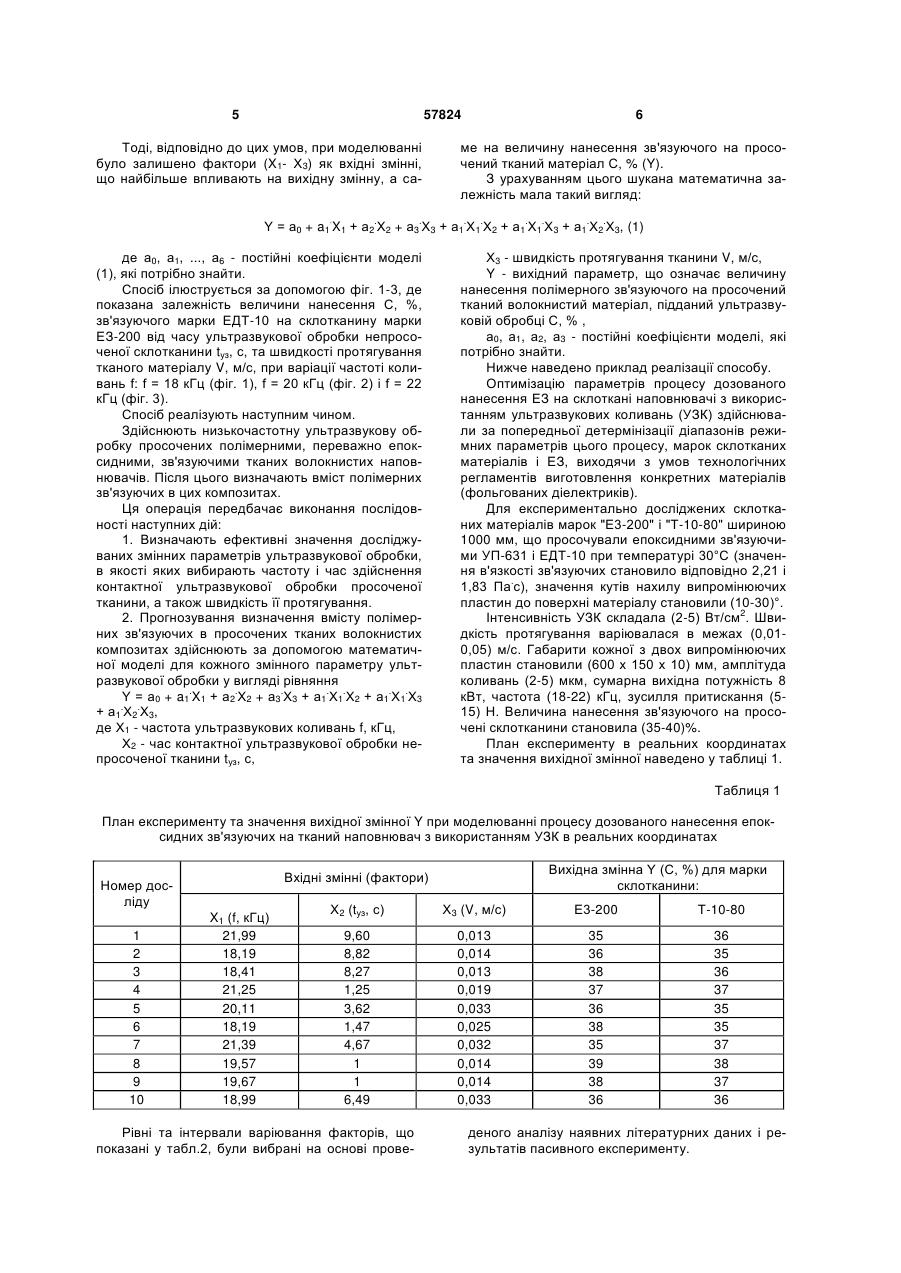
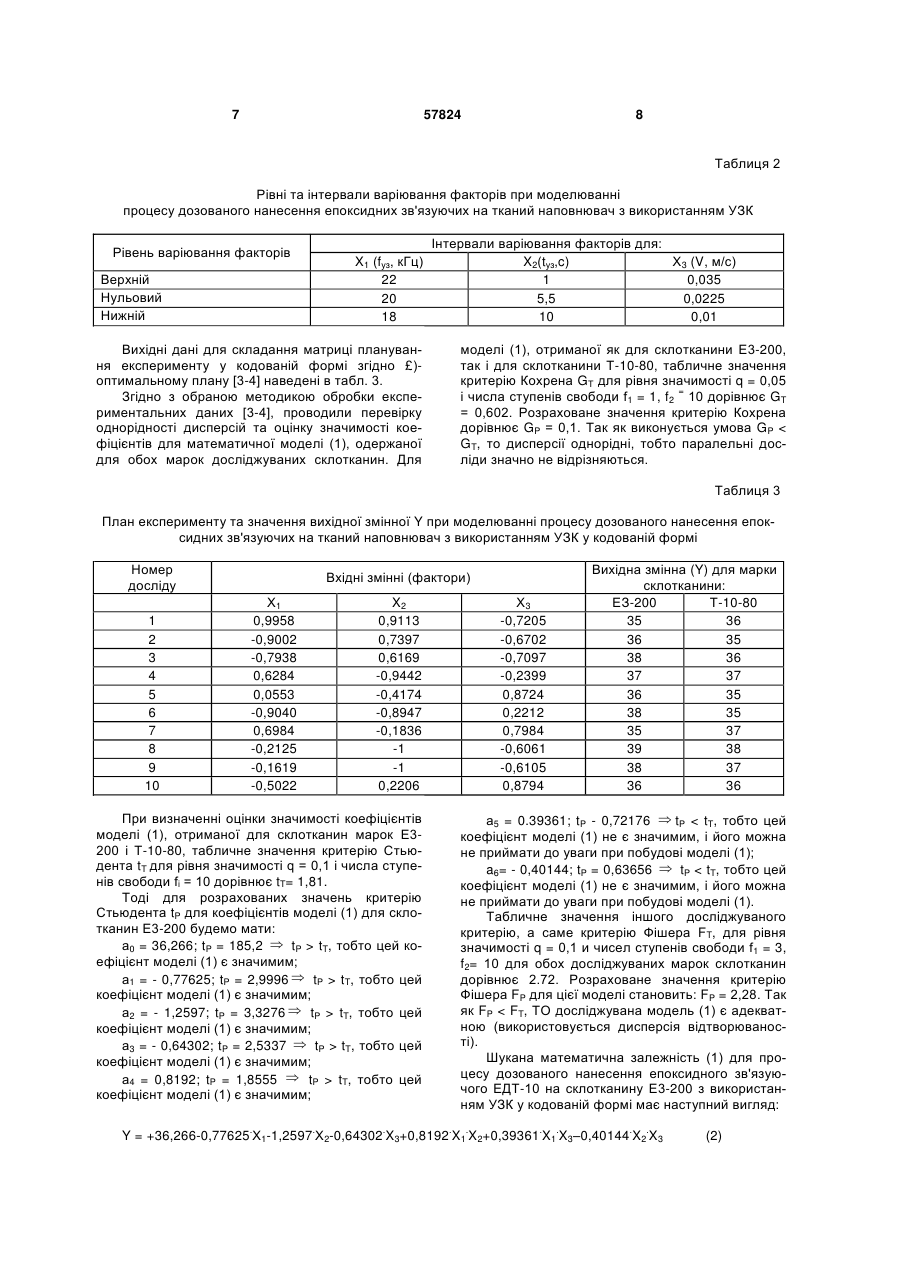
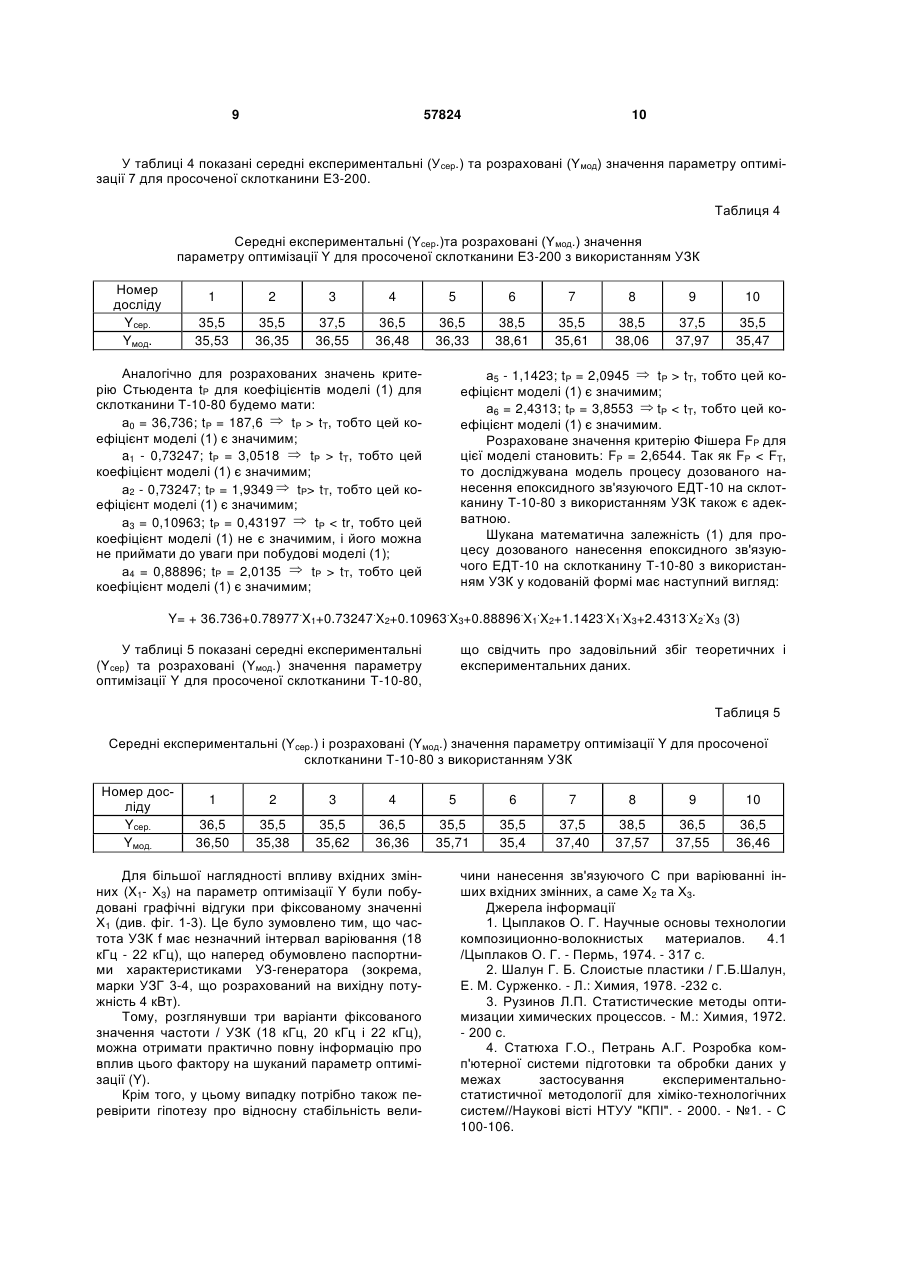
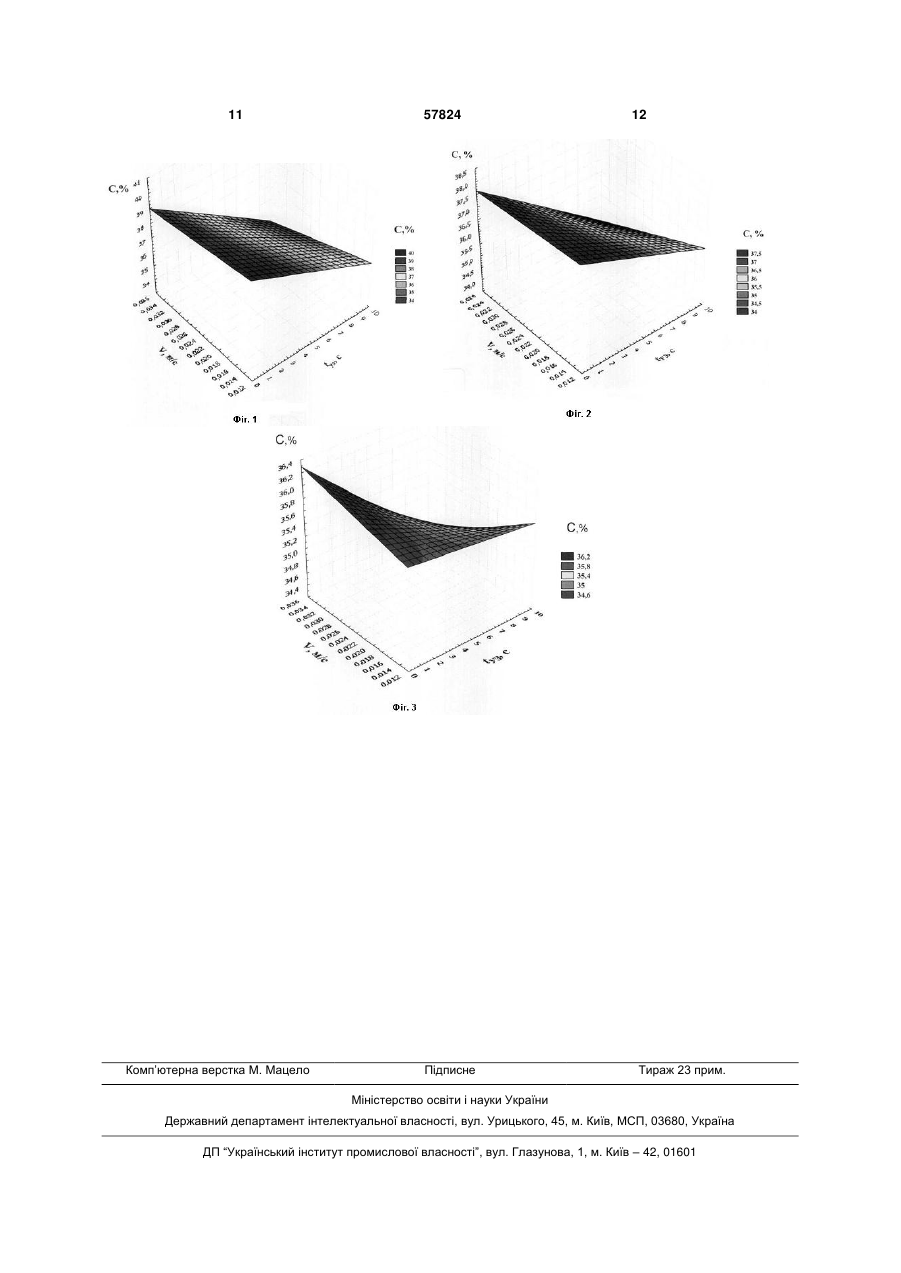
Спосіб прогнозування вмісту полімерних зв'язуючих в просочених тканих волокнистих композитах, одержаних з використанням ультразвуку, який включає здійснення низькочастотної ультразвукової обробки просочених полімерними, переважно епоксидними, зв'язуючими тканих волокнистих наповнювачів і наступне визначення вмісту полімерних зв'язуючих в цих композитах, який відріз U 2 (19) 1 3 Спосіб найбільш близького аналога є трудомістким, малодостовірним і витратним, адже він передбачає періодичне витягання і зважування зразків просоченого наповнювача, або встановлення необхідних вимірювальних датчиків щонайменше у двох точках просочувального агрегату: перед вузлом просочування, де визначається маса 1 м2 наповнювача, що не просочився, і на виході з сушарки, де визначається маса 1 м2 і висушеного наповнювача, що просочився. В основу корисної моделі поставлена задача підвищення ефективності, спрощення процесу прогнозування та підвищення достовірності отримуваних результатів при прогнозуванні вмісту полімерного, переважно епоксидного, зв'язуючого в просоченому тканому волокнистому композиті, одержуваному з використанням низькочастотної ультразвукової обробки, шляхом встановлення відповідних аналітичних залежностей, що дозволять визначати шуканий вміст полімерного зв'язуючого у залежності від параметрів ультразвукової обробки. Поставлена задача вирішується тим, що в способі прогнозування вмісту полімерних зв'язуючих в просочених тканих волокнистих композитах, одержаних з використанням ультразвуку, який включає здійснення низькочастотної ультразвукової обробки просочених полімерними, переважно епоксидними, зв'язуючими тканих волокнистих наповнювачів і наступне визначення вмісту полімерних зв'язуючих в цих композитах, новим є те, що, визначають ефективні значення досліджуваних змінних параметрів ультразвукової обробки, в якості яких вибирають частоту і час здійснення контактної ультразвукової обробки просоченої тканини, а також швидкість її протягування, при цьому прогнозування визначення вмісту полімерних зв'язуючих в просочених тканих волокнистих композитах здійснюють за допомогою математичної моделі для кожного змінного параметру ультразвукової обробки у вигляді рівняння Y = а0 + a1.X1 + а2.Х2 + а3.Х3 + а1.Х1.Х2 + а1.Х1.Х3 + а1.Х2.Х3, де Х1 - частота ультразвукових коливань f кГц, Х2 - час контактної ультразвукової обробки непросоченої тканини tуз, с, Х3 - швидкість протягування тканини V, м/с, Y - вихідний параметр, що означає величину нанесення полімерного зв'язуючого на просочений тканий волокнистий матеріал, підданий ультразвуковій обробці, С, % , а0, а1, а2, а3 - постійні коефіцієнти моделі, які потрібно знайти. Перераховані ознаки способу складають сутність корисної моделі. Наявність причинно-наслідкового зв'язку між сукупністю істотних ознак корисної моделі і технічним результатом, що досягається, полягає в наступному. Вміст полімерного зв'язуючого в волокнистому наповнювачі (ВН), що просочився, залежить від тривалості (часу) його перебування в просочувальному розчині. У просочувальному вузлі звичайно автоматично регулюються наступні параметри: рівень зв'язуючого у ванні, його температура і в'яз 57824 4 кість, зазор між віджимними валами. Проте ці методи є складними і потребують великих матеріальних витрат. Було досліджено, що застосування ультразвукового (УЗ) впливу на ВН, що просочується у ванні, а також на ВН, що вже просочився, може розглядатися ефективним засобом для автоматичного підтримання необхідної величини вмісту зв'язуючого у ВН, який просочився. Завданням проведених досліджень було одержання із застосуванням математичних методів планування експериментів адекватних статистичних моделей, що описують вихідні змінні в залежності від вхідних змінних для процесу дозованого наносу полімерних (епоксидних) зв'язуючих (ЕЗ) на тканий ВН шляхом УЗ-обробки. Очікувалось, що це дозволить прогнозувати параметри цього процесу, а також спрямовано регулювати склад і кінцеві властивості просочених і висушених виробів (препрегів) при одержанні тканих епоксидних композитів. На основі проведеного аналізу наявних літературних даних [1, 2] та результатів пасивних (тобто вже проведених) експериментів були визначені вхідні змінні (фактори), що впливають на якісні показники вихідні змінні тканого епоксидного композиту, а саме на величину нанесення зв'язуючого С (%) на просочений тканий матеріал. Вони після ранжуванння за ступенем впливу на вихідні змінні були розташовані в такій послідовності: X1 - частота УЗК /, кГц, Х2 - час контактної УЗ-обробки непрорсоченої склотканини tуз, с, Х3 - швидкість протягування матеріалу у просочувальній ванні V, м/с, Х4 - амплітуда УЗК А, мкм, Х5 - інтенсивність УЗК І, Вт/см2, Х6 - температура просочування Т, °С, Х7 - зусилля притискання випромінюючої пластини на базі магнітострикційних перетворювачів (ПМС) або п'єзокерамічного перетворювача, до тканого матеріалу, що обробляється, F, Н, Х8 - кут нахилу випромінюючої пластини до поверхні тканого матеріалу, що обробляється , °, Х9 - зсув по фазі УЗК випромінюючих пластин (при використанні ПМС) , °. Оскільки процес дозованого нанесення ЕЗ на склотканину, як правило, проходить при постійній температурі просочування (7), а такі параметри процесу просочування, що передує процесу дозованого нанесення, як амплітуда УЗК (А), інтенсивність УЗК (І), зусилля притискання (F) випромінюючої пластини до тканого матеріалу, що обробляється, та кут нахилу випромінюючої пластини ( ), залежать від обраної схеми процесу і конструкційних та експлуатаційних можливостей електротехнологічного кавітаційного апарату на базі випромінюючих пластин, за допомогою яких здійснюють процеси просочування і дозованого нанесення, то ці параметри, як правило, стабілізують перед початком здійснення цих процесів. 5 57824 Тоді, відповідно до цих умов, при моделюванні було залишено фактори (X1- Х3) як вхідні змінні, що найбільше впливають на вихідну змінну, а са 6 ме на величину нанесення зв'язуючого на просочений тканий матеріал С, % (Y). З урахуванням цього шукана математична залежність мала такий вигляд: Y = а0 + a1X1 + а2.Х2 + а3.Х3 + а1.Х1.Х2 + а1.Х1.Х3 + а1.Х2.Х3, (1) де а0, а1, ..., а6 - постійні коефіцієнти моделі (1), які потрібно знайти. Спосіб ілюструється за допомогою фіг. 1-3, де показана залежність величини нанесення С, %, зв'язуючого марки ЕДТ-10 на склотканину марки ЕЗ-200 від часу ультразвукової обробки непросоченої склотканини tуз, с, та швидкості протягування тканого матеріалу V, м/с, при варіації частоті коливань f: f = 18 кГц (фіг. 1), f = 20 кГц (фіг. 2) і f = 22 кГц (фіг. 3). Спосіб реалізують наступним чином. Здійснюють низькочастотну ультразвукову обробку просочених полімерними, переважно епоксидними, зв'язуючими тканих волокнистих наповнювачів. Після цього визначають вміст полімерних зв'язуючих в цих композитах. Ця операція передбачає виконання послідовності наступних дій: 1. Визначають ефективні значення досліджуваних змінних параметрів ультразвукової обробки, в якості яких вибирають частоту і час здійснення контактної ультразвукової обробки просоченої тканини, а також швидкість її протягування. 2. Прогнозування визначення вмісту полімерних зв'язуючих в просочених тканих волокнистих композитах здійснюють за допомогою математичної моделі для кожного змінного параметру ультразвукової обробки у вигляді рівняння Y = а0 + a1.X1 + а2.Х2 + а3.Х3 + а1.Х1.Х2 + а1.Х1.Х3 . + а1 Х2.Х3, де Х1 - частота ультразвукових коливань f, кГц, Х2 - час контактної ультразвукової обробки непросоченої тканини tуз, с, Х3 - швидкість протягування тканини V, м/с, Y - вихідний параметр, що означає величину нанесення полімерного зв'язуючого на просочений тканий волокнистий матеріал, підданий ультразвуковій обробці С, % , а0, а1, а2, а3 - постійні коефіцієнти моделі, які потрібно знайти. Нижче наведено приклад реалізації способу. Оптимізацію параметрів процесу дозованого нанесення ЕЗ на склоткані наповнювачі з використанням ультразвукових коливань (УЗК) здійснювали за попередньої детермінізації діапазонів режимних параметрів цього процесу, марок склотканих матеріалів і ЕЗ, виходячи з умов технологічних регламентів виготовлення конкретних матеріалів (фольгованих діелектриків). Для експериментально досліджених склотканих матеріалів марок "Е3-200" і "Т-10-80" шириною 1000 мм, що просочували епоксидними зв'язуючими УП-631 і ЕДТ-10 при температурі 30°С (значення в'язкості зв'язуючих становило відповідно 2,21 і 1,83 Па.с), значення кутів нахилу випромінюючих пластин до поверхні матеріалу становили (10-30)°. Інтенсивність УЗК складала (2-5) Вт/см2. Швидкість протягування варіювалася в межах (0,010,05) м/с. Габарити кожної з двох випромінюючих пластин становили (600 х 150 х 10) мм, амплітуда коливань (2-5) мкм, сумарна вихідна потужність 8 кВт, частота (18-22) кГц, зусилля притискання (515) Н. Величина нанесення зв'язуючого на просочені склотканини становила (35-40)%. План експерименту в реальних координатах та значення вихідної змінної наведено у таблиці 1. Таблиця 1 План експерименту та значення вихідної змінної Y при моделюванні процесу дозованого нанесення епоксидних зв'язуючих на тканий наповнювач з використанням УЗК в реальних координатах 1 2 3 4 5 6 7 8 9 10 Вихідна змінна Y (С, %) для марки склотканини: Вхідні змінні (фактори) Номер досліду X1 (f, кГц) 21,99 18,19 18,41 21,25 20,11 18,19 21,39 19,57 19,67 18,99 Х2 (tуз, с) Х3 (V, м/с) Е3-200 Т-10-80 9,60 8,82 8,27 1,25 3,62 1,47 4,67 1 1 6,49 0,013 0,014 0,013 0,019 0,033 0,025 0,032 0,014 0,014 0,033 35 36 38 37 36 38 35 39 38 36 36 35 36 37 35 35 37 38 37 36 Рівні та інтервали варіювання факторів, що показані у табл.2, були вибрані на основі прове деного аналізу наявних літературних даних і результатів пасивного експерименту. 7 57824 8 Таблиця 2 Рівні та інтервали варіювання факторів при моделюванні процесу дозованого нанесення епоксидних зв'язуючих на тканий наповнювач з використанням УЗК Рівень варіювання факторів Верхній Нульовий Нижній X1 (fуз, кГц) 22 20 18 Вихідні дані для складання матриці планування експерименту у кодованій формі згідно £)оптимальному плану [3-4] наведені в табл. 3. Згідно з обраною методикою обробки експериментальних даних [3-4], проводили перевірку однорідності дисперсій та оцінку значимості коефіцієнтів для математичної моделі (1), одержаної для обох марок досліджуваних склотканин. Для Інтервали варіювання факторів для: X2(tуз,c) Х3 (V, м/с) 1 0,035 5,5 0,0225 10 0,01 моделі (1), отриманої як для склотканини Е3-200, так і для склотканини Т-10-80, табличне значення критерію Кохрена GТ для рівня значимості q = 0,05 і числа ступенів свободи f1 = 1, f2 = 10 дорівнює GT = 0,602. Розраховане значення критерію Кохрена дорівнює GP = 0,1. Так як виконується умова GP tT, тобто цей коефіцієнт моделі (1) є значимим; а1 = - 0,77625; tP = 2,9996 tP > tT, тобто цей коефіцієнт моделі (1) є значимим; а2 = - 1,2597; tP = 3,3276 tP > tT, тобто цей коефіцієнт моделі (1) є значимим; а3 = - 0,64302; tP = 2,5337 tP > tT, тобто цей коефіцієнт моделі (1) є значимим; а4 = 0,8192; tP = 1,8555 tP > tT, тобто цей коефіцієнт моделі (1) є значимим; Х3 -0,7205 -0,6702 -0,7097 -0,2399 0,8724 0,2212 0,7984 -0,6061 -0,6105 0,8794 Вихідна змінна (Y) для марки склотканини: ЕЗ-200 Т-10-80 35 36 36 35 38 36 37 37 36 35 38 35 35 37 39 38 38 37 36 36 а5 = 0.39361; tP - 0,72176 tP < tT, тобто цей коефіцієнт моделі (1) не є значимим, і його можна не приймати до уваги при побудові моделі (1); a6= - 0,40144; tP = 0,63656 tP < tT, тобто цей коефіцієнт моделі (1) не є значимим, і його можна не приймати до уваги при побудові моделі (1). Табличне значення іншого досліджуваного критерію, а саме критерію Фішера FT, для рівня значимості q = 0,1 и чисел ступенів свободи f1 = 3, f2= 10 для обох досліджуваних марок склотканин дорівнює 2.72. Розраховане значення критерію Фішера FP для цієї моделі становить: FP = 2,28. Так як FP tT, тобто цей коефіцієнт моделі (1) є значимим; а6 = 2,4313; tP = 3,8553 tP < tT, тобто цей коефіцієнт моделі (1) є значимим. Розраховане значення критерію Фішера FP для цієї моделі становить: FP = 2,6544. Так як FP tT, тобто цей коефіцієнт моделі (1) є значимим; a1 - 0,73247; tP = 3,0518 tP > tT, тобто цей коефіцієнт моделі (1) є значимим; а2 - 0,73247; tP = 1,9349 tP> tT, тобто цей коефіцієнт моделі (1) є значимим; а3 = 0,10963; tP = 0,43197 tP
Додаткова інформація
Назва патенту англійськоюMethod for the prediction of plastic binder content in impregnated woven fiber composites
Автори англійськоюKolosov Oleksandr Yevhenovych, Sivetskyi Volodymyr Ivanovych, Sakharov Oleksandr Serhiiovych, Kolosov Viktor Yevhenovych, Stepanenko Borys Yevhenovych, Kolosova Olena Petrivna, Kudriachenko Viktor Volodymyrovych, Nesterenko Serhii Apollinariiovych, Kryvosheiev Viacheslav Semenovych, Serbin Volodymyr Petrovych
Назва патенту російськоюСпособ прогнозирования содержания полимерных связующих b пропитанных тканых волокнистых композитах, полученных c использованием ультразвука
Автори російськоюКолосов Александр Евгеньевич, Сивецкий Владимир Иванович, Сахаров Александр Сергеевич, Колосов Виктор Евгеньевич, Степаненко Борис Евгеньевич, Колосова Елена Петровна, Кудряченко Виктор Владимирович, Нестеренко Сергей Аполлинариевич, Кривошеев Вячеслав Семенович, Сербин Владимир Петрович
МПК / Мітки
МПК: C08J 3/28, C08L 63/00, B29C 61/00
Мітки: зв'язуючих, просочених, волокнистих, використанням, прогнозування, вмісту, полімерних, одержаних, спосіб, тканих, композитах, ультразвуку
Код посилання
<a href="https://ua.patents.su/6-57824-sposib-prognozuvannya-vmistu-polimernikh-zvyazuyuchikh-v-prosochenikh-tkanikh-voloknistikh-kompozitakh-oderzhanikh-z-vikoristannyam-ultrazvuku.html" target="_blank" rel="follow" title="База патентів України">Спосіб прогнозування вмісту полімерних зв’язуючих в просочених тканих волокнистих композитах, одержаних з використанням ультразвуку</a>
Спосіб прогнозування експлуатаційних властивостей епоксидних полімерів, отриманих на основі епоксидних композицій з використанням ультразвуку
Номер патенту: 48179
Опубліковано: 10.03.2010
Автори: Сівецький Володимир Іванович, Колосов Віктор Євгенович, Степаненко Борис Євгенович, Колосова Олена Петрівна, Колосов Олександр Євгенович, Сахаров Олександр Сергійович
МПК: B29C 61/06, C09J 5/08, C08J 3/28, B29C 61/00, C08L 63/00
Мітки: використанням, експлуатаційних, прогнозування, композицій, спосіб, ультразвуку, отриманих, основі, полімерів, епоксидних, властивостей
Формула / Реферат:
Спосіб прогнозування експлуатаційних властивостей епоксидних полімерів, отриманих на основі епоксидних композицій з використанням ультразвуку, що використовуються при виготовленні армованих полімерних композиційних матеріалів, який включає визначення ефективних значень досліджуваних змінних параметрів ультразвукової обробки, за які вибирають частоту у низькочастотному ультразвуковому діапазоні, амплітуду, інтенсивність ультразвукових...
Спосіб дослідження процесу просочення тканих волокнистих матеріалів полімерними зв’язуючими
Номер патенту: 43268
Опубліковано: 15.11.2001
Автори: Колосов Олександр Євгенович, Кудряченко Віктор Володимирович, Федоткін Ігор Михайлович
МПК: G01N 15/08, G01N 33/36
Мітки: процесу, волокнистих, тканих, спосіб, зв'язуючими, дослідження, матеріалів, просочення, полімерними
Формула / Реферат:
1. Спосіб дослідження процесу просочення тканих волокнистих матеріалів полімерними зв'язуючими, що полягає в деформуванні зразка матеріалу, що просочується, шляхом його розтягнення, подачі на поверхню матеріалу зверху дози полімерного звязуючого і подальшої реєстрації міри просочення по значенню світлоперепускання зразка, що просочується, при освітленні його поверхні з боку нанесення полімерного зв’язуючого світлом, який відрізняється тим, що...
Пристрій для дослідження процесу просочення тканих волокнистих матеріалів полімерними зв’язуючими
Номер патенту: 42615
Опубліковано: 15.10.2001
Автори: Колосов Олександр Євгенович, Кудряченко Віктор Володимирович, Федоткін Ігор Михайлович
МПК: G01N 15/08, G01N 33/36
Мітки: зв'язуючими, тканих, пристрій, процесу, полімерними, просочення, дослідження, матеріалів, волокнистих
Формула / Реферат:
1.Пристрій для дослідження процесу просочення тканих волокнистих матеріалів полімерними зв'язуючими, що містить станину, змонтовані на ній затискачі для розміщення між ними зразка, що просочується, засіб для деформування зразка, пов'язаний за допомогою тяги з одним із затискачів, і який містить дві паралельні горизонтальні напрямні, змонтовані на станині по обидва боки від тяги, дві опори, встановлені на напрямних, і пружину стиснення,...
Пристрій для дослідження кінетики поперечного просочення матеріалів на основі стрічкових тканих армуючих наповнювачів і полімерних зв`язуючих
Номер патенту: 39648
Опубліковано: 10.03.2009
Автор: Колосов Олександр Євгенович
МПК: B05C 3/02, G01N 21/55, G01N 33/44
Мітки: армуючих, дослідження, поперечного, основі, наповнювачів, просочення, полімерних, стрічкових, зв'язуючих, тканих, матеріалів, кінетики, пристрій
Формула / Реферат:
1. Пристрій для дослідження кінетики поперечного просочення матеріалів на основі стрічкових тканих армуючих наповнювачів і полімерних зв'язуючих, що містить теплообмінну камеру для прокачування теплоносія і оптично пов'язану з джерелом світла за допомогою вікна рамку для розміщення досліджуваного зразка, пристрій фіксації з датчиком натягнення, розташований з протилежного відносно джерела світла боку і під рамкою із зразком фотоелемент,...
Спосіб вибору ефективних конструктивно-технологічних параметрів пристроїв для ультразвукової модифікації рідких полімерних композицій та волокнистих наповнювачів
Номер патенту: 30505
Опубліковано: 25.02.2008
Автор: Колосов Олександр Євгенович
МПК: B29B 15/00
Мітки: вибору, волокнистих, наповнювачів, ефективних, композицій, рідких, пристроїв, полімерних, конструктивно-технологічних, параметрів, ультразвукової, спосіб, модифікації
Формула / Реферат:
1. Спосіб вибору ефективних конструктивно-технологічних параметрів пристроїв для ультразвукової модифікації рідких полімерних композицій та волокнистих наповнювачів, який полягає у виборі типу пристрою або апарата для ультразвукової обробки озвучуваного середовища, переважно епоксидних олігомерів або епоксидних композицій на їх основі, у відповідності із діапазоном значень інтенсивності (І), частоти (f) і амплітуди (А) ультразвукових...
Попередній патент: Очисник головок коренеплодів
Наступний патент: Спосіб просочення і дозованого нанесення полімерного зв’язуючого на довгомірний волокнистий матеріал
Випадковий патент: Пристрій для герметизації устя свердловини
Про сайт
Матеріалами бази є патенти на винаходи зареєстровані на території України. Для перегляду та ознайомлення доступна інформація про авторів, датах публікації та описи винаходів.
Тут Ви знайдете моделі і креслення різних пристроїв, механізмів, пристосувань. А так само безліч способів і методів одержання, виготовлення та виробництва виробів, препаратів, матеріалів і багато чого іншого.
Архіви
Зображення та тексти патентів отримані з файлів бази .
Ресурс є інформаційним, до патентних відомствах відношення не має.
© База патентів України | UA.PATENTS.SU | PATENTS.SU