Спосіб просочення і дозованого нанесення полімерного зв’язуючого на довгомірний волокнистий матеріал
Номер патенту: 57825
Опубліковано: 10.03.2011
Автори: Колосова Олена Петрівна, Степаненко Борис Євгенович, Кривошеєв Вячеслав Семенович, Сахаров Олександр Сергійович, Сербін Володимир Петрович, Колосов Віктор Євгенович, Сівецький Володимир Іванович, Кудряченко Віктор Володимирович, Нестеренко Сергій Аполлінарійович, Колосов Олександр Євгенович

Формула / Реферат
1. Спосіб просочення і дозованого нанесення полімерного зв'язуючого на довгомірний волокнистий матеріал, що включає збирання технологічної лінії у вигляді засобу для попереднього просочування, засобу для віджиму і робочих інструментів, здійснення попереднього просочення матеріалу полімерним зв'язуючим і віджиму просоченого матеріалу, причому робочі інструменти розташовують двома парами, першу з яких розміщують до засобу для попереднього просочення, а другу пару робочих інструментів розміщують між засобом для попереднього просочення і засобом віджиму просоченого матеріалу, при цьому робочі інструменти оснащують індивідуальними приводами і виконують у вигляді ультразвукових перетворювачів з можливістю контакту з матеріалом, що обробляється, ребром краю прямокутної випромінюючої пластини і з можливістю зміни зусилля притискання, причому робочі інструменти розташовують у загальному випадку зі зміщенням один відносно одного по довжині матеріалу, що обробляється, по обидві боки відносно нього і під різними кутами нахилу до площини оброблюваного матеріалу, який відрізняється тим, що, в технологічній лінії додатково розміщують засіб для контактного нанесення попередньо озвученого полімерного зв'язуючого на поверхню довгомірного волокнистого матеріалу, що розміщують до першої пари робочих інструментів, до початку просочення здійснюють попереднє озвучення полімерного зв'язуючого, яке подають до засобу для контактного нанесення, здійснюють нанесення попередньо озвученого полімерного зв'язуючого щонайменше на один із боків непросоченого волокнистого матеріалу, після чого здійснюють активацію поверхні і дегазацію структури волокнистого матеріалу з нанесеним на його поверхню озвученим полімерним зв'язуючим шляхом застосування двосторонньої контактної обробки першою парою робочих інструментів.
2. Спосіб за п. 1, який відрізняється тим, що, робочі інструменти виконують у вигляді п'єзоелектричних або магнітострикційних ультразвукових перетворювачів.
3. Спосіб за п. 1, який відрізняється тим, що, здійснюють попереднє озвучування полімерного зв'язуючого, наприклад, епоксидного олігомера, як у низькочастотному, так і одночасно у низькочастотному та середньочастотному ультразвукових діапазонах, що становлять відповідно 16-24 кГц і 1,0-1,5 МГц.
Текст
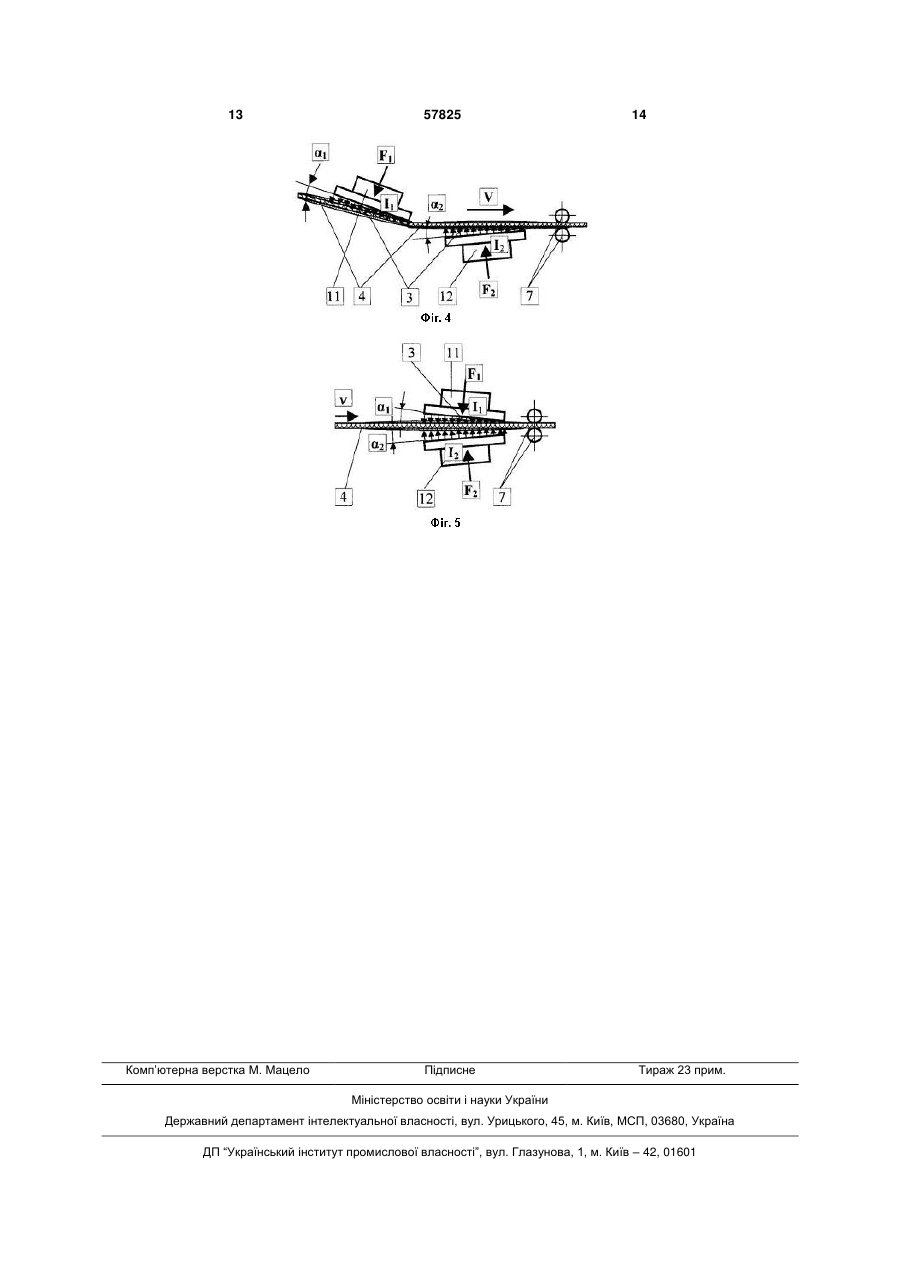
1. Спосіб просочення і дозованого нанесення полімерного зв'язуючого на довгомірний волокнистий матеріал, що включає збирання технологічної лінії у вигляді засобу для попереднього просочування, засобу для віджиму і робочих інструментів, здійснення попереднього просочення матеріалу полімерним зв'язуючим і віджиму просоченого матеріалу, причому робочі інструменти розташовують двома парами, першу з яких розміщують до засобу для попереднього просочення, а другу пару робочих інструментів розміщують між засобом для попереднього просочення і засобом віджиму просоченого матеріалу, при цьому робочі інструменти оснащують індивідуальними приводами і виконують у вигляді ультразвукових перетворювачів з можливістю контакту з матеріалом, що обробляється, ребром краю прямокутної випромінюючої пластини і з можливістю зміни зусилля притискання, причому робочі інструменти розташовують у U 2 (11) 1 3 зв'язуючого, який розташовують по інший бік щодо першого інструмента відносно матеріалу, що обробляється. Причому інструменти встановлюють до засобів віджиму під різними кутами до площини матеріалу, що просочився, що знаходяться в межах 10-45°. Варіантами способу аналога є розташування інструментів для просочення і дозування зв'язуючого, а саме: розташування інструментів, що мають асинхронні індивідуальні приводи, зі зміщенням один відносно одного по довжині матеріалу, що обробляється, а також симетричне розташування інструментів, що мають синхронні індивідуальні приводи, відносно площини матеріалу, що просочився. Однак спосіб аналога забезпечує недостатню міру просочення в зв'язку з недостатньою підготовкою матеріалу, що не просочився, перед операцією просочення. Як найближчий аналог (прототип) вибраний спосіб просочення і дозованого нанесення полімерного зв'язуючого на довгомірний волокнистий матеріал, який є частиною відповідного пристрою [2], що включає збирання технологічної лінії у вигляді засобу для попереднього просочування, засобу для віджиму і робочих інструментів, здійснення попереднього просочення матеріалу полімерним зв'язуючим і віджиму просоченого матеріалу, причому робочі інструменти розташовують двома парами, першу з яких розміщують до засобу для попереднього просочення, а другу пару робочих інструментів розміщують між засобом для попереднього просочення і засобом віджиму просоченого матеріалу, при цьому робочі інструменти постачають індивідуальними приводами і виконують у вигляді ультразвукових перетворювачів з можливістю контакту з матеріалом, що обробляється, ребром краю прямокутної випромінюючої пластини і з можливістю зміни зусилля притискання, причому робочі інструменти розташовують у загальному випадку зі зміщенням один відносно одного по довжині матеріалу, що обробляється, по обидві боки відносно нього і під різними кутами нахилу до площини оброблюваного матеріалу. Однак і спосіб найближчого аналога (прототипу) забезпечує недостатню міру просочення в зв'язку з недостатньою підготовкою матеріалу, що не просочився, перед операцією просочення, внаслідок чого для просочення потрібно або зменшення швидкості протягування матеріалу, або збільшення кількості розчинника в просочувальному складі. В основу корисної моделі поставлена задача підвищення якості і ефективності процесів просочення і дозованого нанесення зв'язуючого на довгомірний волокнистий матеріал шляхом застосування засобів та технологічних операцій, що сприяють підвищенню якості як попереднього, так і остаточного просочення і дозування нанесення зв'язуючого шляхом УЗ-обробки, а саме УЗактивації поверхні і структури волокнистого наповнювача, що також сприятиме поліпшенню його змочуваності зв'язуючим, дегазації структури наповнювача безпосередньо перед попереднім просоченням і збільшенню продуктивності процесу просочення і дозованого нанесення зв'язуючого за 57825 4 рахунок збільшення швидкості протягування наповнювача при збереженні властивостей кінцевого композиту. Поставлена задача вирішується тим, що у способі просочення і дозованого нанесення полімерного зв'язуючого на довгомірний волокнистий матеріал, що включає збирання технологічної лінії у вигляді засобу для попереднього просочування, засобу для віджиму і робочих інструментів, здійснення попереднього просочення матеріалу полімерним зв'язуючим і віджиму просоченого матеріалу, причому робочі інструменти розташовують двома парами, першу з яких розміщують до засобу для попереднього просочення, а другу пару робочих інструментів розміщують між засобом для попереднього просочення і засобом віджиму просоченого матеріалу, при цьому робочі інструменти постачають індивідуальними приводами і виконують у вигляді ультразвукових перетворювачів з можливістю контакту з матеріалом, що обробляється, ребром краю прямокутної випромінюючої пластини і з можливістю зміни зусилля притискання, причому робочі інструменти розташовують у загальному випадку зі зміщенням один відносно одного по довжині матеріалу, що обробляється, по обидві боки відносно нього і під різними кутами нахилу до площини оброблюваного матеріалу, новим є те, що, в технологічній лінії додатково розміщують засіб для контактного нанесення попередньо озвученого полімерного зв'язуючого на поверхню довгомірного волокнистого матеріалу, що розміщують до першої пари робочих інструментів, до початку просочення здійснюють попереднє озвучення полімерного зв'язуючого, яке подають до засобу для контактного нанесення, здійснюють нанесення попередньо озвученого полімерного зв'язуючого щонайменше на один із боків непросоченого волокнистого матеріалу, після чого здійснюють активацію поверхні і дегазацію структури волокнистого матеріалу з нанесеним на його поверхню озвученим полімерним зв'язуючим шляхом застосування двосторонньої контактної обробки першою парою робочих інструментів. Робочі інструменти виконують у вигляді п'єзоелектричних або магнітострикційних ультразвукових перетворювачів. Здійснюють попереднє озвучування полімерного зв'язуючого, наприклад, епоксидного олігомера, як у низькочастотному, так і одночасно у низькочастотному та середньочастотному ультразвукових діапазонах, що становлять відповідно 16-24 кГц і 1,0-1,5 МГц. Перераховані вище ознаки складають суть корисної моделі. Наявність причинно-наслідкового зв'язку між сукупністю істотних ознак корисної моделі і технічним результатом, що досягається, полягає в наступному. Внаслідок впливу ультразвуку (УЗ) на непросочений і просочений волокнистий матеріал в пристрої, що пропонується, досягаються наступні результати. На трьох дільницях, розташованих до засобу для попереднього просочення на матеріал, що просочується, а саме на першій дільниці, обмеже 5 ній перевалочним валком і першим випромінювачем з першої пари випромінювачів, встановленої до засобу для попереднього просочення, на другій дільниці, що обмежена випромінювачами цієї пари, і на третій дільниці, розташованій між другим випромінювачем цієї пари і погружним валком, розташованим в засобі для попереднього просочення, змінюється зусилля натягнення матеріалу, що обробляється. Це зусилля є різним на різних дільницях. Це натягнення сприяє тому, що при контакті поверхні УЗ-випромінювачів з матеріалом, що обробляється, на вищезгаданих дільницях виникають як поздовжні (вздовж довжини матеріалу), так і поперечні коливання. Частота і амплітуда сталих поперечних коливань в матеріалі, що обробляється, регулюється як шляхом зміни зусилля натягнення склострічки, так і зміною відстані між елементами, що знаходяться на кордонах відповідних дільниць. Частота і амплітуда поздовжніх коливань залежить як від зусилля натягнення стрічки, так і від характеристик випромінювання поверхні робочих елементів. Стан поверхні наповнювачів може охарактеризувати як крайовий кут змочування зв'язуючого або по волокну, або по скляній підложці, виготовленої з матеріалу наповнювача, так і максимальна висота підйому зв'язуючого по волокну наповнювача в залежності від часу УЗ-активації поверхні наповнювача. Так, при обробці по запропонованих режимах активації непросякненого наповнювача, і смоляної частини і просякнутого наповнювача, крайовий кут змочування по скляній подложці зменшився на 1525 %, а висота підйому по скловолокну збільшилася в 1,5-3 рази у залежності від режимів активації і УЗ-обробки просякнутого наповнювача, що однозначно свідчить про збільшення змочувальної спроможності, а також про збільшення ефективності і якості просочення. Таким чином, УЗ-активація поверхні волокон непросоченого наповнювача з нанесеним на його поверхню полімерним (епоксидним) зв'язуючим поліпшує процес його попереднього просочення і подальшого дозування нанесення, оскільки запобігає розриву волокон, їх розкуйовдженню, травмуванню, а також сприяє дегазації і зменшенню внутрішнього тертя в структурі довгомірного волокнистого матеріалу і його розпрямленню перед попереднім просоченням. Крім того, УЗ-активація, що пропонується, сприяє видаленню гідрофобних апретів, шліхти (замаслювачів) і інших компонентів з поверхні волокон, які наносяться на поверхню волокон наповнювача для зменшення його травмування і кращого збереження при тривалому зберіганні. Такі апрети, вступаючи в хімічну взаємодію як зі скловолокном, так і зі зв'язуючим, підвищують вологостійкість, термічну стійкість, поліпшують діелектричні властивості і інші характеристики матеріалу, однак зменшують всмоктуючу здатність тканих наповнювачів. Таким чином, УЗ-активація поверхні і структури наповнювача, що ще не просочився, позитивно 57825 6 позначається і при подальшій УЗ-обробці в процесі дозування вмісту зв'язуючого і допросочення, що істотно впливає на фізико-механічні властивості і на несучу здатність кінцевих виробів. Наявність асинхронних індивідуальних приводів до кожного перетворювача з пари робочих інструментів, розташованих до засобу віджиму матеріалу, що просочився, дозволяє отримувати асинхронні УЗК. Завдяки зсуву по фазі УЗК, що впливають на одну з сторін матеріалу, відносно УЗК, направлених на іншу сторону матеріалу, повітряні включення видавлюються з міжволоконного простору. Таким чином, досягається рівномірність насичення матеріалу, що просочився. У свою чергу, прямокутна випромінююча пластина дозволяє передавати УЗК рівномірно по всій ширині матеріалу, «готуючи» зв'язуюче, і поступово збільшуючи тиск "прогонки" зв'язуючого через матеріал, що просочився, додатково до тиску УЗК, а також остаточно видаляти надлишки зв'язуючого з відповідної сторони матеріалу, що попередньо просочився, ребром випромінюючої пластини. Експериментально було досліджено ефективність застосування УЗ-модифікації за варіації частотних діапазонів озвучування і тиску при виготовленні епоксидних клейових композицій на основі пластифікаторів та епоксидних композицій, що використовуються для виготовлення епоксиполімерів з ефектом пам'яті форми, і знайдено ефективні режимні параметри УЗ-модифікації. Експериментально було підтверджено, що застосування УЗ-дії сприяє дегазації, покращенню якості гомогенізації неоднорідних систем у складі епоксидних композицій і волокнистих наповнювачів, скороченню часу їх твердіння та підвищенню фізико-механічних властивостей одержуваних затверділих епоксиполімерів. У свою чергу, величиною УЗ-кавітаційної модифікації епоксидних композицій можна управляти шляхом варіації частотних діапазонів, що приводить до покращення експлуатаційних властивостей (міцність, деформація при розриві, температура склування) ненаповнених епоксиполімерів. Корисна модель реалізується за допомогою відповідного пристрою, елементи якого проілюстровані на фіг. 1-5, де: на фіг. 1 показана загальна схема пристрою; на фіг. 2 показана схема загального розташування пластин, які розміщені до засобу для попереднього просочення; на фіг. 3 показана схема розташування цих же пластин паралельно поверхні матеріалу, що обробляється, і на змінній відстані 8 від нього; на фіг. 4 показана схема несиметричного розташування пари пластин, розміщених між засобом для попереднього просочення і засобом віджиму; на фіг. 5 показана схема симетричного розташування цих же пластин. На фіг. 1 прийняті наступні позначення: 1 - просочувальна ванна (засіб для попереднього просочування матеріалу полімерним зв'язуючим); 2 - полімерне (епоксидне) зв'язуюче; 3 - погружний валок; 7 4 - просочуваний матеріал (безперервний довгомірний волокнистий наповнювач); 5 - змотувальна бобіна; 6, 9 - огібальні валки; 7 - віджимні валки; 8 - сушильна камера; 10 - приймальна бобіна; 11, 12 і 14, 15- пари робочих УЗ-інструментів; 13 - ультразвуковий генератор; 17 - наносний валок; 18 - місткість з попередньо озвученим полімерним зв'язуючим. Технологічна лінія містить засіб 1 для попереднього просочення матеріалу полімерним зв'язуючим, що виконують у вигляді просочувальної ванни зі зв'язуючим 2, у якій розташовують погружний валок 3. Засіб віджиму просоченого матеріалу виконують у вигляді віджимних валків 7. У технологічній лінії також розташовують дві пари робочих інструментів, першу з яких (14, 15) розміщують до засобу для попереднього просочення 1, а другу пару робочих інструментів (11, 12) розміщують між засобом для попереднього просочення 1 і засобом віджиму 7 просоченого матеріалу. При цьому робочі інструменти (11, 12) і (14, 15), що мають індивідуальні асинхронні приводи, виконують у вигляді ультразвукових (п'єзоелектричних або магнітострикційних) перетворювачів з можливістю контакту з матеріалом 4, що обробляється, ребром краю прямокутної випромінюючої пластини і з можливістю зміни зусилля притискання, Причому робочі інструменти (11, 12) і (14, 15) розташовують у загальному випадку зі зміщенням один відносно одного по довжині матеріалу 4, що обробляється, по обидві боки відносно нього і під різними кутами нахилу до площини оброблюваного матеріалу. Крім того, у технологічній лінії додатково розміщують засіб для контактного нанесення озвученого полімерного (епоксидного) зв'язуючого на поверхню довгомірного волокнистого матеріалу, що розміщують до першої пари робочих інструментів (14, 15), і який структурно складають наносний вал 17 і місткість 18 з озвученим полімерним зв'язуючим 2. Варіантом реалізації способу, що пропонується, є розташування робочих інструментів, які розміщені до засобу для попереднього просочення 1, паралельно поверхні матеріалу 4, що обробляється і на змінній відстані δ від нього (що досягається також варіацією кутів нахилу α1 і α2, α3 і α4) для виключення травмування як поверхні волокон, так і структури тканини наповнювача (див. фіг. 2 - фіг. 5). З цією ж метою можлива установка робочих інструментів пристрою, які розміщують до засобу для попереднього просочення 1, і з кутами нахилу а до площини матеріалу, що обробляється, в межах 0-5°. При цьому робочі елементи виконують з можливістю контакту з матеріалом, що обробляється, ребром краю випромінюючої пластини. Спосіб здійснюють таким чином. 57825 8 Здійснюють збирання технологічної лінії у вигляді засобу для попереднього просочування, засобу для віджиму і робочих інструментів, які інструменти розташовують двома парами, першу з яких розміщують до засобу для попереднього просочення, а другу пару робочих інструментів розміщують між засобом для попереднього просочення і засобом віджиму просоченого матеріалу. При цьому робочі інструменти постачають індивідуальними приводами і виконують у вигляді ультразвукових перетворювачів з можливістю контакту з матеріалом, що обробляється, ребром краю прямокутної випромінюючої пластини і з можливістю зміни зусилля притискання. До того ж робочі інструменти розташовують у загальному випадку зі зміщенням один відносно одного по довжині матеріалу, що обробляється, по обидві боки відносно нього і під різними кутами нахилу до площини оброблюваного матеріалу. У технологічній лінії додатково розміщують засіб для контактного нанесення попередньо озвученого полімерного зв'язуючого на поверхню довгомірного волокнистого матеріалу, що розміщують до першої пари робочих інструментів. До початку просочення здійснюють попереднє озвучення полімерного зв'язуючого, яке подають до засобу для контактного нанесення. Після змотування з бобіни 5 сухого (непросоченого) матеріалу 4 здійснюють його одностороннє передпросочування з однієї сторони озвученим (обробленим ультразвуком) зв'язуючим 2 за допомогою наносного валу 17, що обертається у місткості 18 з озвученим зв'язуючим 2. В області, обмеженій огібальним валком 6 і засобом 1 для нанесення зв'язуючого, проводять УЗ-активацію і попередню дегазацію волокнистого матеріалу 4 з попередньо нанесеним на його поверхню озвученим (обробленим ультразвуком) зв'язуючим 2 з інтенсивністю УЗК і з дозованим зусиллям притискання F3 і F4 матеріалу 4 за допомогою пари робочих інструментів 14 і 15, які контактують з оброблюваним матеріалом 4 по всій поверхні випромінюючих пластин. Після цього матеріал 4 поступає в засіб 1 для попереднього просочення, де він попередньо просочується у ванні зі зв'язуючим 2, після виходу з якої забезпечують попереднє неконтрольоване нанесення зв'язуючого 2 на матеріал 4, що заздалегідь просочився. Після цього матеріал 4, що попередньо просочився, обробляють з обох боків ультразвуковими перетворювачами у вигляді випромінюючих прямокутних пластин 11 і 12, які постачають індивідуальними приводами від ультразвукового генератора 13, і які виконують у вигляді ультразвукових магнітострикційних або п'єзоелектричних перетворювачів. Останні контактують з матеріалом 4, що попередньо просочився і що обробляється, ребром краю прямокутної випромінюючої пластини з змінним зусиллям притискання F1 і F2 відповідно. Причому робочі інструменти 11 і 12 розташовують зі зміщенням один відносно одного по довжині матеріалу 4, що обробляється, по обидві сторони відносно нього і під різними кутами нахилу α1 9 і α2 до площини матеріалу, що знаходяться в межах 5-30°. Варіювання вмісту зв'язуючого, рівномірність його розподілу в матеріалі і видалення надлишку зв'язуючого здійснюють регулюванням кута нахилу α1 і α2 випромінюючої пластини до поверхні матеріалу 4, зміною потужності (інтенсивності І1 і І2 - на фіг. 1-5 не позначено), що підводиться до перетворювачів, а також дозуванням зусиль притискання F1 і F2. У процесі руху матеріалу 4, що попередньо просочився, і при його входженні до області, утвореної випромінюючою пластиною 11 першого перетворювача і проекцією пластини 11 на матеріал 4, зв'язуюче 2, яке знаходиться як всередині матеріалу 4, так і на його поверхні, зазнає впливу УЗК. Внаслідок енергії, переносимої УЗК, зв'язуюче 2 розігрівається (меншає його в'язкість), а також "проганяється" через товщину матеріалу 4 на протилежну сторону. Остаточно надлишки зв'язуючого видаляються ребром краю випромінюючої пластини 11, що відіграє також роль скребачки. Далі аналогічна картина повторюється у перетворювача 12, встановленого на регульованій відстані з протилежної сторони від матеріалу 4, що просочився. При видаленні надлишку високов'язких зв'язуючих кут нахилу пластин (α1 і α2) меншає, а інтенсивність коливань збільшується, і навпаки. Остаточний віджим зв'язуючого проводять засобом віджиму просоченого матеріалу, що виконують у вигляді двох віджимних валків 7. Після цього віджатий матеріал поступає до сушильної камери 8, і після попередньої сушки через огібальний валок 9 намотується на приймальну бобину 10, в результаті чого одержують так званий «препрег» (просочений напівфабрикат). Приклад. Для експериментально досліджених склотканих матеріалів марки "Е3-200" (ГОСТ 19907-74) і "Т-10-80" (ГОСТ 19170-73) шириною 1000 мм, що просочувалися епоксидними зв'язуючими УП-631 і ЕДТ-10 (ГОСТ 10587-84) при температурі 30°С (значення в'язкості зв'язуючих відповідно 2,21 і 1,83 Пас, значення кутів нахилу випромінюючих пластин до поверхні матеріалу становили 10-30°. Інтенсивність ультразвукових коливань складала 2-5 Вт/см2. Швидкість протягування варіювали в межах 0,01-0,05 м/с. Габарити випромінюючої 57825 10 пластини становили 1100×200×10 мм, амплітуда коливань 2-5 мкм, вихідна потужність 8 кВт, частота 18-22 кГц, зусилля притискання 5-20 Н. Нанесення зв'язуючого становив 30-40 %. У даному способі рівномірність розподілу зв'язуючого в матеріалі після видалення його надлишків (коефіцієнт однорідності) збільшується а 1,5-2 рази. Величина робочої в'язкості складів, що використовувались, зросла на 10-15 % при однаковій зі способом найближчого аналога швидкості протягування (0,01 м/с) і зусиллі притискання (10 Н). При однакових же значеннях в'язкості швидкість протягування зросла в 1,2-1,3 рази при одночасному збільшенні коефіцієнта однорідності в 1,2 рази і зменшенні коефіцієнта варіації нанесення в 1,5-2 рази. Відбувається також збільшення швидкості видалення надлишків зв'язуючого за рахунок збільшення швидкості протягування, що забезпечує заданий нанесення зв'язуючого. Крім того, за рахунок використання ефективних режимів можливе повне виключення з конструкції технологічної лінії віджимних валків, роль яких виконує пара робочих інструментів 11 і 12. Таким чином, при використанні способу, що пропонується, досягається можливість використання високов'язких і висококонцентрованих просочувальних складів, а також складів з дисперсним наповнювачем. Шляхом варіювання інтенсивності і кута подачі УЗК як до поверхні матеріалу, що не просочився, так і до поверхні матеріалу, що просочився, досягається можливість виборчого впливу на кожну сторону матеріалу і отримання матеріалу, що однорідно просочився, практично без повітряних включень - як за рахунок дегазації і поліпшення змочуваності наповнювача, що не просочився, так і за рахунок перистальтичного характеру руху зв'язуючого по матеріалу, що просочився, і звукокапілярного ефекту. Джерела інформації: 1. Устройство для пропитки и дозирования наноса связующего на долгомерный волокнистый материал. Авторское свидетельство СССР № 1806936, кл. В 29 В 15/10. Б. И. № 13, 1993. 2. UA № 42617А. Пристрій для просочення і дозованого наносу зв'язуючого на довгомірний волокнистий матеріал. Заявл. 16.05.2001; опубл. 15.10.2001, Бюл. № 9. 11 57825 12 13 Комп’ютерна верстка М. Мацело 57825 Підписне 14 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for impregnating and dosed application of polymer binder on long fiber material
Автори англійськоюKolosov Oleksandr Yevhenovych, Sivetskyi Volodymyr Ivanovych, Sakharov Oleksandr Serhiiovych, Kolosov Viktor Yevhenovych, Stepanenko Borys Yevhenovych, Kolosova Olena Petrivna, Kudriachenko Viktor Volodymyrovych, Nesterenko Serhii Apollinariiovych, Kryvosheiev Viacheslav Semenovych, Serbin Volodymyr Petrovych
Назва патенту російськоюСпособ пропитки и дозированного нанесения полимерного вяжущего ha длинномерный волокнистый материал
Автори російськоюКолосов Александр Евгеньевич, Сивецкий Владимир Иванович, Сахаров Александр Сергеевич, Колосов Виктор Евгеньевич, Степаненко Борис Евгеньевич, Колосова Елена Петровна, Кудряченко Виктор Владимирович, Нестеренко Сергей Аполлинариевич, Кривошеев Вячеслав Семенович, Сербин Владимир Петрович
МПК / Мітки
МПК: B29B 15/00
Мітки: довгомірний, зв'язуючого, спосіб, нанесення, волокнистий, полімерного, просочення, матеріал, дозованого
Код посилання
<a href="https://ua.patents.su/7-57825-sposib-prosochennya-i-dozovanogo-nanesennya-polimernogo-zvyazuyuchogo-na-dovgomirnijj-voloknistijj-material.html" target="_blank" rel="follow" title="База патентів України">Спосіб просочення і дозованого нанесення полімерного зв’язуючого на довгомірний волокнистий матеріал</a>
Пристрій для просочення і дозованого нанесення зв’язуючого на довгомірний волокнистий матеріал
Номер патенту: 42617
Опубліковано: 15.10.2001
Автори: Кудряченко Віктор Володимирович, Колосов Олександр Євгенович, Федоткін Ігор Михайлович
МПК: B29B 15/10
Мітки: просочення, нанесення, матеріал, довгомірний, пристрій, волокнистий, дозованого, зв'язуючого
Формула / Реферат:
1. Пристрій для просочення і дозованого нанесення зв’язуючого на довгомірний волокнистий матеріал, що містить засіб для нанесення зв'язуючого на матеріал, що просочується, і попереднього просочення, засіб віджимання матеріалу, що просочився, одну пару робочих інструментів, які розміщені між засобом для нанесення зв'язуючого і попереднього просочення і засобом віджимання при цьому робочі інструменти мають індивідуальні приводи і виконані у...
Спосіб просочення і дозованого нанесення зв’язуючого на довгомірний волокнистий матеріал
Номер патенту: 42616
Опубліковано: 15.10.2001
Автори: Кудряченко Віктор Володимирович, Федоткін Ігор Михайлович, Колосов Олександр Євгенович
МПК: B29B 15/10
Мітки: дозованого, спосіб, просочення, нанесення, матеріал, зв'язуючого, довгомірний, волокнистий
Формула / Реферат:
1. Спосіб просочення і дозованого нанесення зв'язуючого на довгомірний волокнистий матеріал шляхом двостороннього асинхронного контактного впливу випромінювачами ультразвукових коливань на поверхню матеріалу із заздалегідь нанесеним на нього зв'язуючим при симетричній подачі коливань з регулюванням їх інтенсивності і кута подачі до поверхні цього матеріалу, причому як випромінювачі ультразвукових коливань використовують магнітострикційні...
Інсектицидна композиція, її застосування для нанесення на неживий матеріал, спосіб просочення, просочений матеріал та спосіб покриття
Номер патенту: 85488
Опубліковано: 26.01.2009
Автори: Кун Девід Дж., Олоумі-Садегі Хассан, Корадін Крістофер, Томас Джон Х., Карль Ульріх
МПК: D06M 15/00, A01N 25/10, A01N 25/34, A01N 53/00, A01N 37/52
Мітки: нанесення, спосіб, інсектицидна, композиція, просочений, неживий, покриття, матеріал, застосування, просочення
Формула / Реферат:
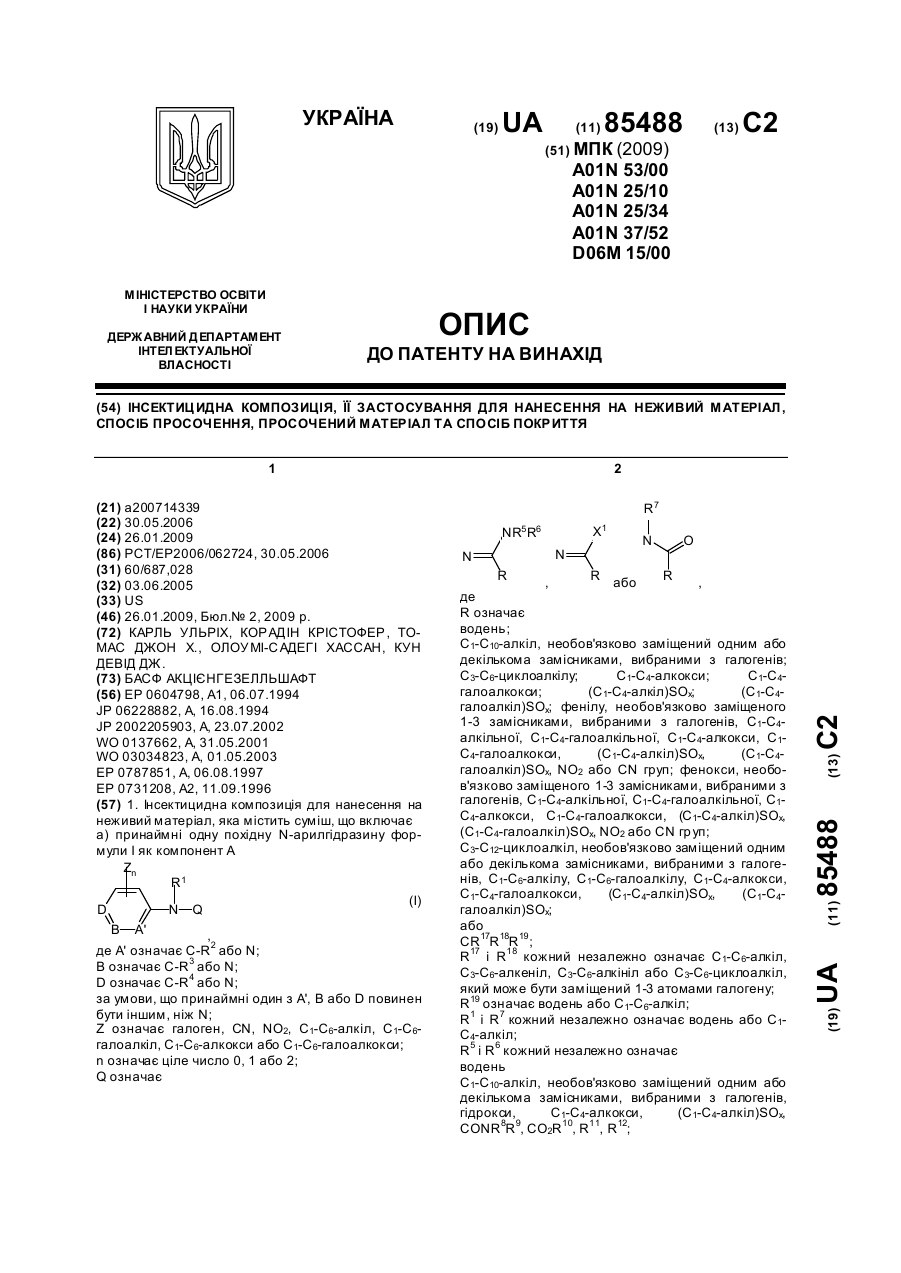
1. Інсектицидна композиція для нанесення на неживий матеріал, яка містить суміш, що включаєа) принаймні одну похідну N-арилгідразину формули І як компонент А, (І)де А' означає C-R2 або N;В означає C-R3 або N;D означає C-R4 або N;за умови, що принаймні один з А', В або D повинен бути іншим, ніж N;Z означає галоген, CN, NO2,...
Пігментований волокнистий матеріал

Номер патенту: 24309
Опубліковано: 17.07.1998
Автори: Яценко Олег Володимирович, Превер Володимир Михайлович, Каналош Оксана Анатоліївна, Шуляковський Геннадій Францович, Білоус Розалія Никандрівна, Худик Богдан Іванович, Солопова Галина Петрівна, Король Петро Васильович
МПК: D21H 19/00
Мітки: волокнистий, матеріал, пігментований
Текст:
...піногасник антиспінювач карбоксильований стирольно-бутадієно акрилонітрилОБИй сополімер 0,7-0,8 0,04-0,07 15-17 . Для виготовлення матеріалу, що заявляється, використовували такі компоненти: каолін збагачений, для виробництва паперу та картону ТУ У £1.133.-97, натрій карбоксиметилцелюлоза марки 75Д00 ОСТ 6-05-386-80, піногасник антиспінювач Glanspon DA 221S виробництва фірми Bussetti and Co. , Австрія, карбоксильований ...
Спосіб нанесення антикорозійного полімерного покриття на металеву поверхню
Номер патенту: 18906
Опубліковано: 15.11.2006
Автор: Оробінський Микола Сергійович
Мітки: спосіб, покриття, металеву, нанесення, полімерного, антикорозійного, поверхню
Формула / Реферат:
Спосіб нанесення антикорозійного полімерного покриття на металеву поверхню, що включає попередню підготовку металевої поверхні, нанесення клейового складу й нанесення антикорозійного полімерного покриття, який відрізняється тим, що попередня підготовка металевої поверхні включає одночасне проведення очищення, активації, збезводнювання та знежирювання.
Попередній патент: Спосіб прогнозування вмісту полімерних зв’язуючих в просочених тканих волокнистих композитах, одержаних з використанням ультразвуку
Наступний патент: Пристрій для просочення і дозованого нанесення полімерного зв’язуючого на довгомірний волокнистий матеріал
Випадковий патент: Пристрій для відокремлення домішок від коренеплодів